Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ТРУБОПРОВОДОВ БЕЗ ПРЕДВАРИТЕЛЬНОГО ПОДОГРЕВА СТЫКОВ
Вид РИД
Изобретение
Изобретение относится к строительству, в частности к сварке трубопроводов подземной и надземной прокладки.
Известен способ сварки стыковых сварных соединений труб, включающий соединение двух труб с разделкой соединяемых торцов под сварку и трубчатую вставку-подкладку в зоне шва, причем во вставке-подкладке выполнена под углом к оси вставки продольная прорезь, а прилежащие к прорези участки вставки-подкладки смещены вдоль прорези вставки-подкладки в разные стороны (см. патент РФ №112325 от 10.01.2012).
Недостатком данного способа является возможность фиксации вставки внутри трубы только с помощью корневого стыкового шва, являющимся для вставки наплавочным на ее поверхность, т.е. имеющим малую прочность на растяжение. Кроме того, из-за овальности трубы и вставки, невозможно собрать стык без зазора или с равномерным зазором по периметру трубы. В результате сварной получается низкого качества.
Известен способ сварки стыковых соединений в несколько проходов с помощью валиков. При этом каждый слой выполняется за один проход (см. фиг. 1). Начиная с 3-го прохода, каждый слой выполняется за два и большее число проходов путем наложения отдельных валиков. Количество слоев не ограничено и зависит от толщины свариваемых элементов.
Недостатком данного способа является то, что сварка каждого слоя на проход приводит к появлению значительных деформаций, как сварочных, так и послесварочных, что приводит к образованию горячих (полиганизационных) и холодных трещин. Образование трещин вызывается тем, что предыдущий слой, перед наложением последующего, успевает остыть. Напряжения, возникающие при остывании неравномерно нагретого металла, концентрируются в металле шва, что приводит к потере пластичности и трещинообразованию (см. Демянцевич В.П. Металлургические и технологические основы дуговой сварки. М.-Л., 1962, 296 стр.с илл.).
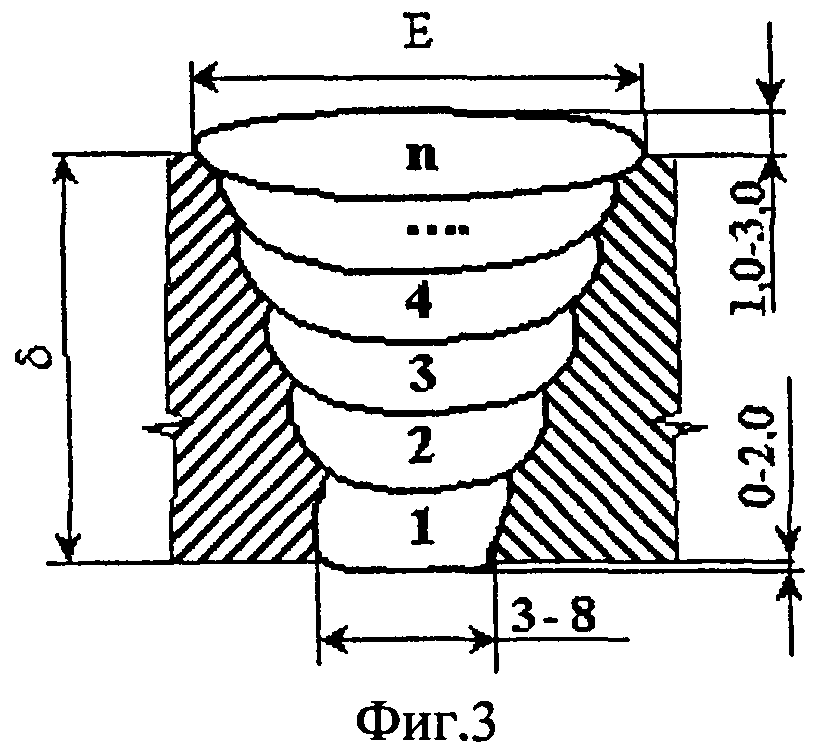
Известен способ сварки угловых соединений, при котором наплавка сварных валиков выполняется участками, на которых один за другим укладываются 2 или 3 параллельных валика (см. фиг.2). Валики накладывают один за другим на длину сжигания электрода. Каждый последующий валик частично перекрывает предыдущий валик. Заполнение сварного соединения выполняют последовательно короткими участками, равными длине сжигания электрода (см. РД- 23.040.00-КТН-386-09 «Технология ремонта магистральных нефтепроводов и нефтепродуктопроводов с давлением до 6,3 МПа»).
Недостатком данного технического решения является высокая скорость охлаждения сварного соединения из-за сравнительно небольшой длины свариваемых участков, что требует постоянного проведения сопутствующего подогрева сварного соединения, и, связанная с этим, низкая производительность сварочного процесса.
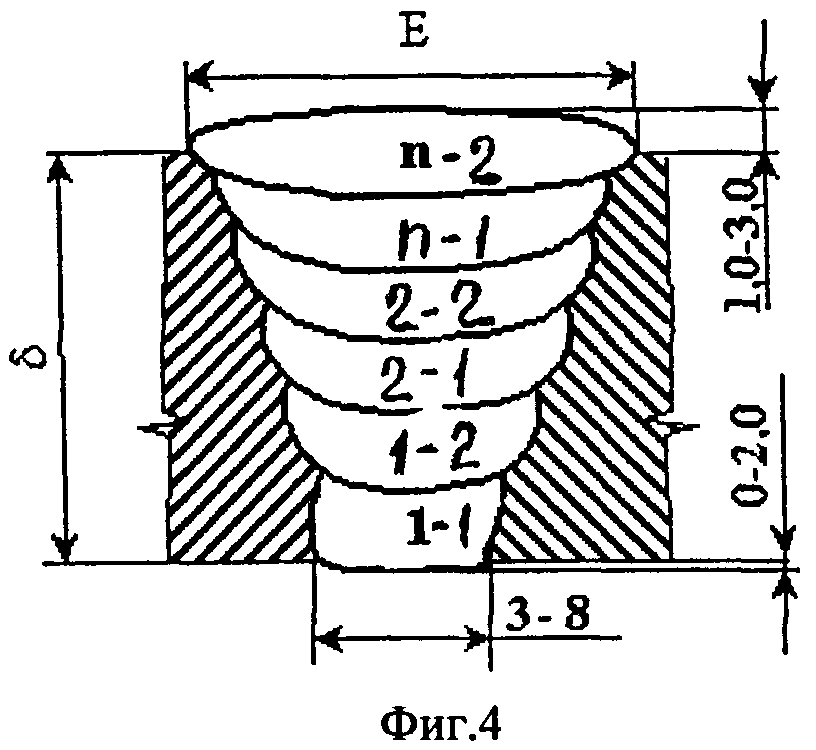
Известен также способ сварки сварных соединений труб, включающий сварку двух труб в специальную узкую разделку соединяющих торцов труб под сварку (см. фиг.3). При этом наложение валиков выполняют последовательно - один на другой. Сварочные работы выполняют методом автоматической сварки с помощью сварочных автоматов способом «на спуск» (см. РД-25.160.00-КТН-011-10). Данной способ наиболее близок по своему техническому решению к предлагаемому изобретению и принят за прототип.
Признаком аналога, совпадающий с существенными признаками заявляемого изобретения, является разделка соединяющих торцов труб под сварку.
Причинами, препятствующими получению технического результата, которые обеспечиваются изобретением, являются необходимость изготавливать специальную разделку, выполнять предварительный, сопутствующий и межслойный подогрев стыков, выдерживать высоту сварочных валиков на уровне не более 1,5 мм, низкая стойкость сварного соединения к образованию горячих, холодных и усталостных трещин.
Задача, на решение которой направлена изобретение,
- заключается в получение сварного шва с высоким металлургическим качеством и высокими вязко-пластическими свойствами, что повышает его сопротивляемость трещинообразованию; повышает несущую способность трубопровода;
- отказ от проведения предварительного и сопутствующего подогрева стыков перед сваркой и в процессе сварки, повышение вязко-пластических свойств металла сварного соединения, снижение уровня остаточных сварочных напряжений в сварном стыке, получение оптимальной структуры сварного шва, стойкой к трещинообразованию, повышение несущей способности трубопровода, изготовленного с применением сваренных в стык труб и трубных секций.
Технический результат, который может быть получен при осуществлении настоящего изобретения, заключается в получении сварного шва с высоким металлургическим качеством и высокими вязко-пластическими свойствами, что повышает его сопротивляемость трещинообразованию; повышает несущую способность трубопровода.
Проведенные НИОКР и экспериментальные исследования показали, что снятие остаточных сварочных напряжений и предотвращение образования закалочных структур с низким сопротивлением к образованию трещин обеспечиваются применением многослойного кольцевого стыкового сварного соединения трубных заготовок, выдержкой межслойного контроля температуры между накладываемыми валиками сварного шва, наложения теплоизолирующего пояса, обеспечивающего охлаждение сварного соединения со скоростью 200°С в час до температуры 80°С, наложением сварных валиков, формирующих сварной шов, с перекрытием на 100%.
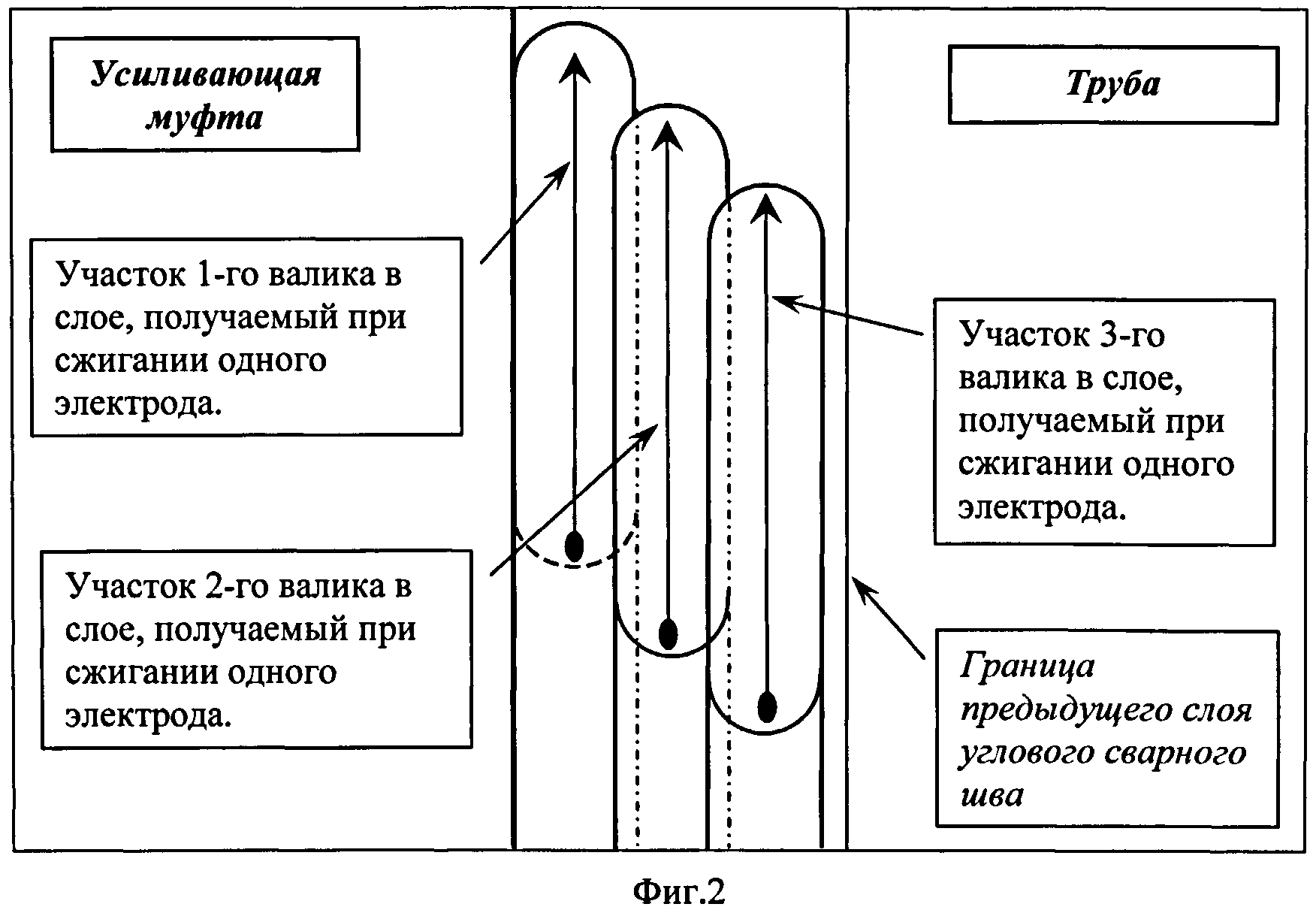
Совокупность существенных признаков, характеризующих изобретение, обеспечивающее получение указанного технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны и находящиеся в причинно-следственной связи с указанным результатом способ сварки трубопроводов без предварительного и сопутствующего подогрева стыков, включающий разделку соединяющих торцов труб под сварку, согласно изобретению, производят сборку элементов сварки, подготавливают кромки свариваемых элементов сварных соединений, выполняют сварку элементов кольцевым стыком с применением дуговой сварки по всему периметру трубы, при этом каждый проход, формирующий сварной шов, выполняется параллельным наложением двух валиков, при этом каждый второй валик является отжигающим и полностью перекрывает первый валик, с соблюдением межслойного контроля температуры между накладываемыми валиками сварного шва, а охлаждение сварного соединения со скоростью 200°С в час обеспечивают за счет укрытия теплоизолирующими поясами, снятие которых производят после достижения температуры стыка 80°С, с возможностью снятия остаточных сварочных напряжений и предотвращения образования закалочных структур с низким сопротивлением образованию трещин, возникающим при охлаждении стыка.
Способ поясняется чертежом (см. фиг.4), на котором представлена схема наложения сварных валиков кольцевого сварного шва. На рисунке приняты следующие обозначения: 1-1, 2-1, n-1 - номера основных валиков; 1-2, 2.2, n-2 - номера отжигающих валиков; Е - ширина облицовочного слоя шва; δ - толщина свариваемого элемента.
Данное изобретение применяется для сварки труб при строительстве надземных и подземных трубопроводов при отрицательных температурах окружающей среды.
Проведенные научно-исследовательские работы в ООО «НИИ ТНН» и дочерними предприятиями компании ОАО «АК «Транснефть», а также трассовые испытания при прокладке трассы в районе Крайнего Севера с температурой воздуха до минус 50°С показали, что необходимо накладывать сварные валики, формирующие сварной шов, с перекрытием на 100%, с соблюдением межслойного контроля температуры между накладываемыми валиками сварного шва, а возможность охлаждения сварного соединения со скоростью 200°С в час обеспечивать за счет укрытия теплоизолирующими поясами, снятие которых производят после достижения температуры стыка 80°С, что обеспечивает снятие остаточных сварочных напряжений и предотвращение образования закалочных структур с низким сопротивлением к образованию трещин.
Работа.
Способ сварки трубопроводов без предварительного подогрева стыков включает разделку соединяемых торцов труб под сварку, сборку элементов под сварку, подготовку кромок свариваемых элементов сварных соединений, наложение сварных валиков, формирующих сварной шов, с перекрытием на 100%, с соблюдением межслойного контроля температуры между накладываемыми валиками сварного шва, обеспечение охлаждения сварного соединения со скоростью 200°С в час за счет укрытия теплоизолирующими поясами, снятие теплоизолирующего пояса после достижения температуры стыка 80°С. Предлагаемый способ сварки позволяет снизить остаточные сварочные напряжения в сварном соединении, повысить его вязко-пластические свойства за счет предотвращения образования закалочных структур, повысить сопротивляемость к образованию холодных трещин.
Сварка выполняется электродами типа Э50А, Э60 по ГОСТ 9466-75, ГОСТ 9467-75.
Сварка стыковых сварных швов выполняется наложением не менее 4-х основных и 4-х отжигающих валиков, при этом каждый последующий валик перекрывает предыдущий на 100%.
С целью определения работоспособности конструкции и ее оптимальных характеристик были проведены натурные опытные работы в производственных условиях при температурах до минус 50°С включительно. Плеть длиной 72 м из труб диаметром 1220 мм с толщиной стенки 14 мм из трубы класса прочности К56 была сварена в надземном исполнении на инвентарных опорах. Неразрушающий контроль показал отсутствие дефектов сварочного происхождения, а также механических повреждений и трещин.
В результате были установлены параметры технологии сварки, указанные в таблице 1.
|
|
Применение предложенного способа обеспечивает получение сварного шва с высоким металлургическим качеством и высокими вязко-пластическими свойствами, что повышает его сопротивляемость трещинообразованию; повышает несущую способность трубопровода.
Способ сварки трубопроводов без предварительного подогрева стыков, включающий разделку соединяющих торцов труб под сварку, отличающийся тем, что производят сборку элементов сварки, подготавливают кромки свариваемых элементов сварных соединений, выполняют сварку элементов кольцевым стыком с применением дуговой сварки по всему периметру трубы и охлаждением сварного соединения, при этом каждый проход, формирующий сварной шов, выполняют параллельным наложением двух валиков с контролем межслойной температуры между накладываемыми валиками сварного шва, при этом каждый второй валик является отжигающим и полностью перекрывает первый валик, а охлаждение сварного соединения обеспечивают со скоростью 200°С в час путем укрытия теплоизолирующими поясами, снятие которых производят после достижения температуры стыка 80°С для возможности снятия остаточных сварочных напряжений и предотвращения образования закалочных структур с низким сопротивлением образованию трещин, возникающих при охлаждении стыка.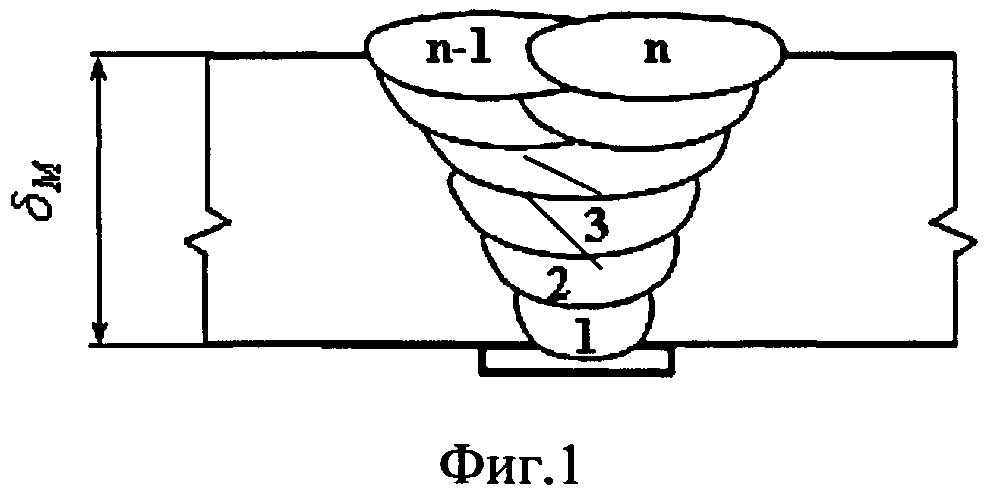
Способ прокладки параллельных цилиндрических трубопроводов в непроходном тоннеле с поперечным сечением кругового очертания
Резервуар для хранения жидких углеводородов
Состав пенообразователя для тушения пожаров нефти и нефтепродуктов
Способ изготовления замкнутого полого изделия из полиуретанового эластомера и литейная разборная форма для осуществления способа
Способ теплоизоляции шиберной задвижки
Способ получения заготовки замка трубопровода
Способ прокладки трубопровода в скальных и полускальных грунтах на продольном уклоне
Способ теплоизоляции запорно-регулирующей арматуры малых диаметров
Способ получения скользящего листа затвора плавающей крыши резервуара
Способ ремонта трубопровода путем установки композитной муфты
Способ прокладки трубопровода в скальных и полускальных грунтах на продольном уклоне
Способ теплоизоляции запорно-регулирующей арматуры малых диаметров
Способ получения скользящего листа затвора плавающей крыши резервуара
Способ ремонта трубопровода путем установки композитной муфты
Способ испытания внутритрубного инспекционного прибора на кольцевом трубопроводном полигоне
Способ совместной обработки данных диагностирования по результатам пропуска комбинированного внутритрубного инспекционного прибора
Способ определения планово-высотного положения подземного магистрального трубопровода
Способ монтажа обводной линии трубопровода, находящегося под давлением
Способ очистки и нанесения антикоррозийного покрытия на внутреннюю поверхность дымовой трубы
Способ бестраншейной замены подземных трубопроводов

