Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА МАГИСТРАЛИ ВЫСОКОГО ДАВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано в оборудовании и средствах технологического оснащения для электрохимической размерной обработки.
Известен способ [1] монтажа труб высокого давления со свободным перемещением одного из концов вдоль оси трубы. Для этого требуются подвижные уплотнения, подверженные износу, что усложняет и удорожает конструкцию, снижает надежность узлов герметизации магистралей, а при расширении труб вызывает "заклинивание" магистралей и поломку изделий.
Известен также способ монтажа [2] по патенту 2184946, где повышение надежности узлов герметизации магистралей происходит за счет перемещения уплотнительной головки с регулируемым давлением гидравлической системы, что также усложняет и удорожает монтаж конструкции, влияет на надежность и работоспособность узлов герметизации магистралей.
Технической задачей предлагаемого способа является ускорение монтажа магистралей высокого давления в оборудовании и оснастке, повышение их надежности и достижение компактности приводов и магистралей.
Предлагаемый способ изготовления магистралей высокого давления отличается тем, что он осуществляется в форме закрытых каналов, часть сечения толщины стенки которых по длине канала магистрали со стороны изгиба увеличивается на 20-30%, а затем плавно сопрягается с другой частью сечения, после чего под действием внутреннего давления канал изгибают в сторону большей толщины стенки на величину, не менее чем на удвоенную величину наибольшего расширения канала.
На фигуре 1 показано положение канала после изгиба в процессе монтажа магистралей на станке или в оснастке.
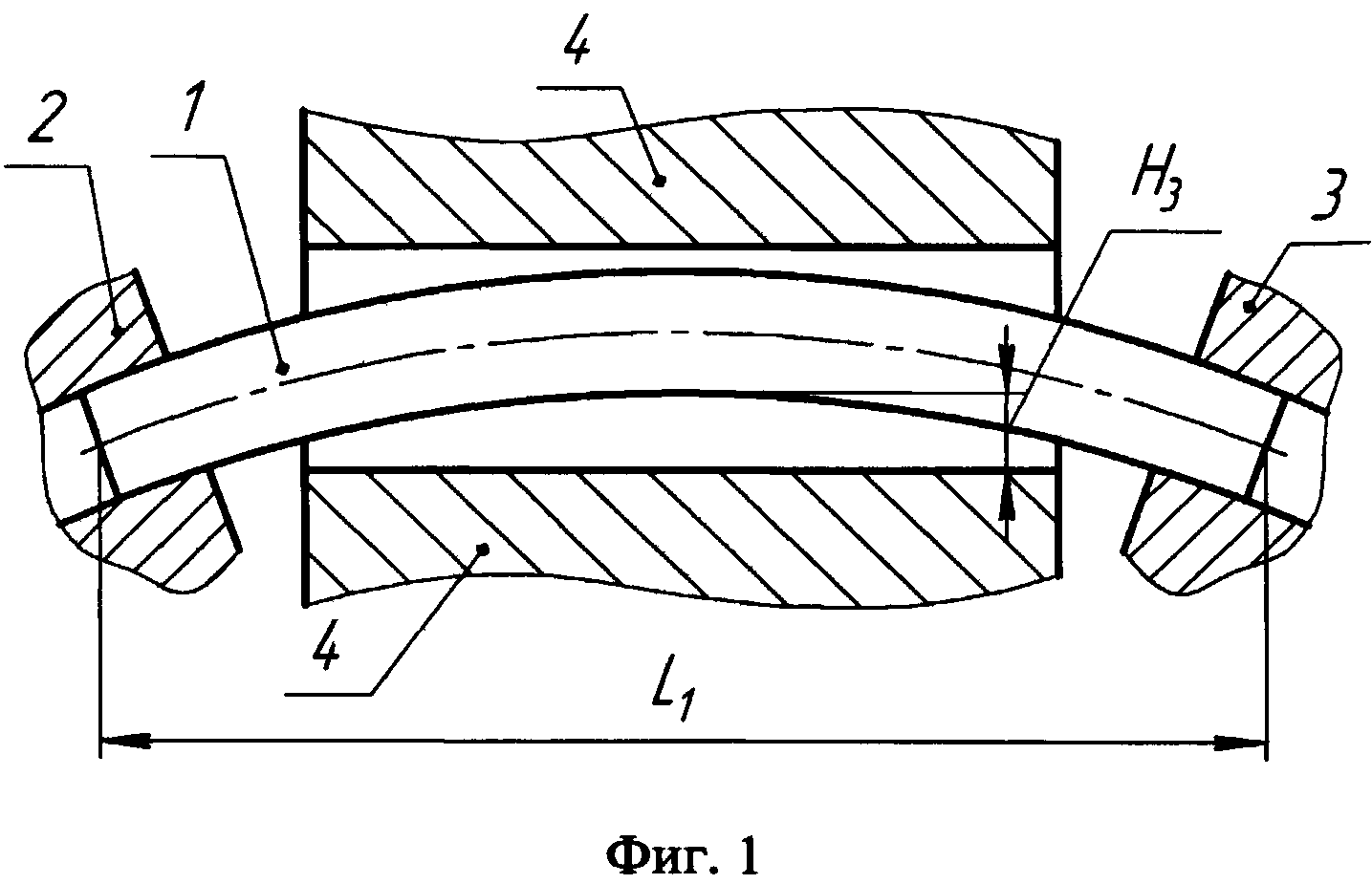
На фигуре 2 показано сечение канала высокого давления до его монтажа в оборудование или оснастку.
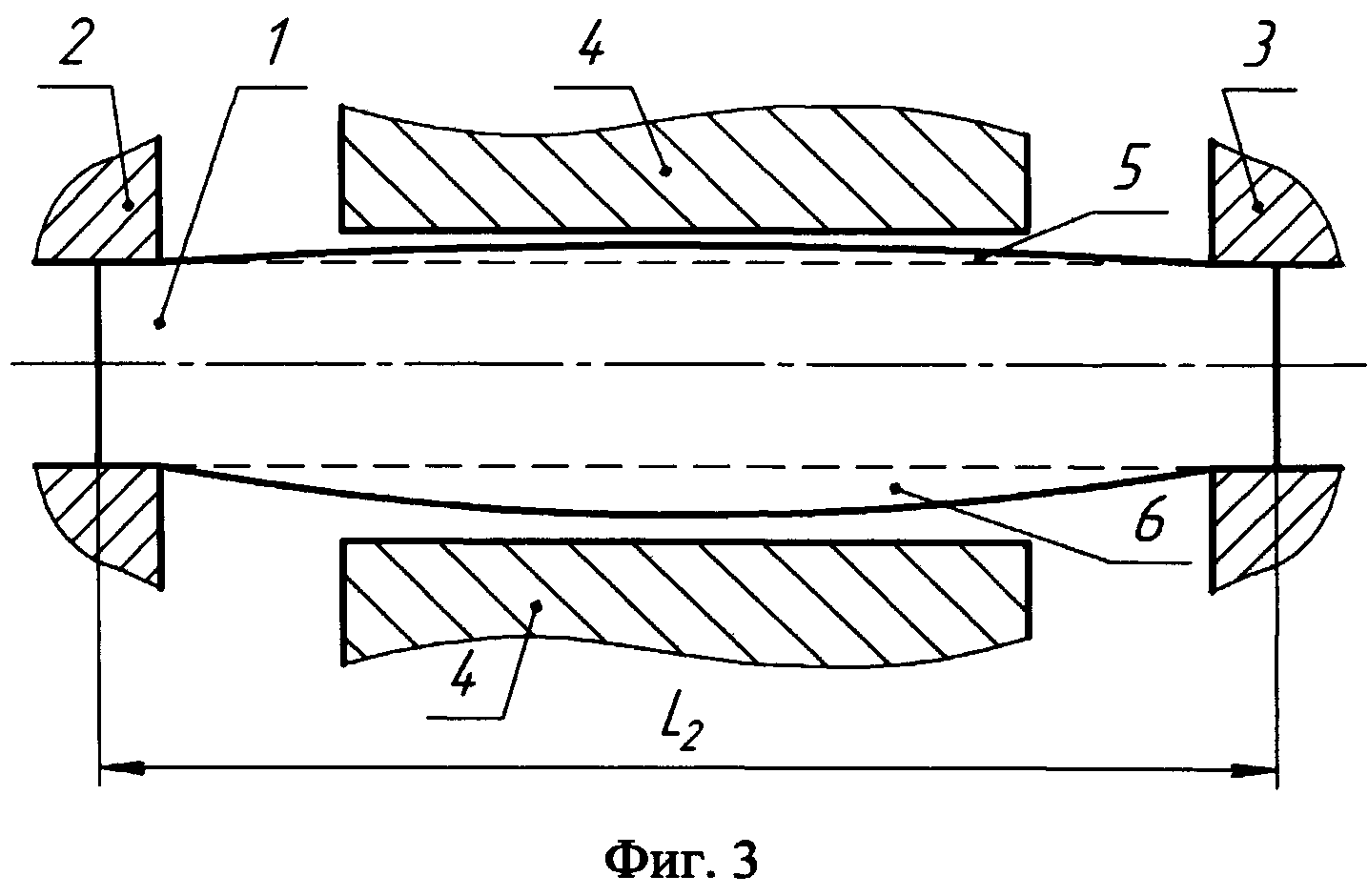
На фигуре 3 приведено положение канала при работе под давлением.
Магистраль высокого давления (фиг.1) содержит канал 1 (в частном случае трубу) жестко закрепленный в левом 2 и правом 3 концевом уплотнении. Канал 1 монтируется в оборудование и оснастку через туннели 4 в корпусных деталях и приводах. Канал 1 (фиг.2) до монтажа выполняют с разной толщиной стенки, причем толщина b1 со стороны изгиба превышает толщину b2, что создает возможность изгибать канал 1 в плоскости сечения магистрали и гарантирует повышенную жесткость канала со стороны его изгиба, а также уменьшение раздутия 5 канала с этой стороны под действием высокого давления (фиг.3), тогда основное увеличение размеров сечения происходит со стороны 6 с толщиной стенки b2 (фиг.2).
Способ осуществляют следующим образом. Перед монтажом магистралей канал 1 (фиг.1) отрезают с учетом изгиба на длину L1, удаляют припуск с боковых и нижних (фиг.2) стенок канала 1 до получения толщины стенки b2. Аналогичный канал может быть получен в процессе изготовления каналов пластическим деформированием.
Для заданного сечения канала (фиг.2) в корпусах оборудования средств технологического оснащения выполняют туннели 4 (фиг.1) с размерами по ширине не менее H2 (фиг.2), а по высоте - не менее суммы размеров H1 и стрелы прогиба Н изогнутого канала 1 (фиг.1).
Из [2], стр.68 для применяемого давления внутри магистралей рассчитывают изменение сечений H1 и H2 (фиг.2) и укорачивание канала 1 (фиг.3), [2], стр.69.
Монтируют изогнутый в строну большей толщины (фиг.2) канал 1 (фиг.1) в магистраль, проходящую через один или несколько туннелей 4. Стрела прогиба H3 (фиг.1) рассчитывается (как показано выше) через изменение размеров H1 так, чтобы при монтаже, при выпрямлении канала 1, его длина L2 (фиг.3) была меньше расстояния L1 между уплотнениями 2 и 3. После подачи в канал 1 (фиг.3) рабочей жидкости высокого давления происходит расширение канала 1 и появление раздутий 5 и 6, которые за счет упругости материала канала 1, при достаточном размере H3 туннеля 4, сделают канал близким к прямому без изменения расстояния между уплотнениями 2, 3 (фиг.1, 3), т.е. без продольного перемещения канала в уплотнениях, что позволяет повысить радиальные силы зажима в уплотнениях, что практически устраняет утечку жидкости рабочей среды, повышает долговечность магистралей, упрощает конструкцию и затраты на уплотнения при резком уменьшении габаритных размеров приводов и сечения туннелей, ослабляющих конструкцию оборудования и оснастки, особенно оборудования для электрохимической размерной обработки импульсно-циклическим методом в контейнерах. Наличие расчетной величины туннеля гасит колебания каналов при многократной импульсно-циклической обработке, что повышает долговечность магистралей высокого давления.
Пример использования способа
При электрохимической размерной обработке лопаток газовых турбин с длиной пера 120 мм в контейнере на станке АГ-2 давление жидкой среды составляет 2-2,5 МПа, что позволяет использовать гибкие шланги, которые имеют долговечность не более 1000 часов. Магистрали монтируются в объеме пространства оборудования с оснасткой (контейнером) около 7000 см3.
В качестве объекта выбран канал сечением 12×10 мм с толщиной стенки 2 мм и утолщением стенки 2 мм, длина канала 800 мм. Расчет по [2] (а также экспериментальные исследования на измерительной установке) при давлении рабочей среды 70 МПа показали укорачивание канала на 1,2 мм и увеличение диаметра около 1,83 мм. Поэтому высота туннеля была выполнена 14 мм. После 100 импульсов давления, магистраль оставалась герметичной, а колебания канала под действием импульса давления не переходили в автоколебательные.
Переход на магистрали с давлением 70 МПа позволит снизить ограничение по их долговечности, снизить объем пространства до 3500-4000 см3, время монтажа и затраты на конструкцию приводов и их монтаж сокращаются в 2-3 раза. Устранены вибрации жестких каналов, что позволило заменить шланги на металлические каналы, открывающие возможность повысить давление (в перспективе до 130 МПа) без разрушения магистралей (особенно за счет вибрации).
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Изменение радиальных и осевых размеров труб при испытаниях высоким давлением / А.И. Часовских и др. // Нетрадиционные технологии в машиностроении и приборостроении: межвуз. сб. науч. тр., Вып.5, Воронеж: ВГУ, 2002. - 176 с.
2. Патент №2184946. Устройство для испытания труб на герметичность. Авт. А.В. Бондарь, А.Г. Молчанов, А.Н. Некрасов, В.П. Смоленцев // 7G01M 3/08, Бюл. Изобретений №19, 2002.
Способ изготовления магистралей высокого давления, осуществляемый в форме закрытых каналов, отличающийся тем, что часть сечения толщины стенки по длине канала магистрали со стороны изгиба увеличивают на 10-20%, плавно сопрягают ее с другой частью сечения, после чего под действием внутреннего давления канал изгибают в сторону большей толщины стенки на величину не менее, чем на удвоенную величину наибольшего расширения канала.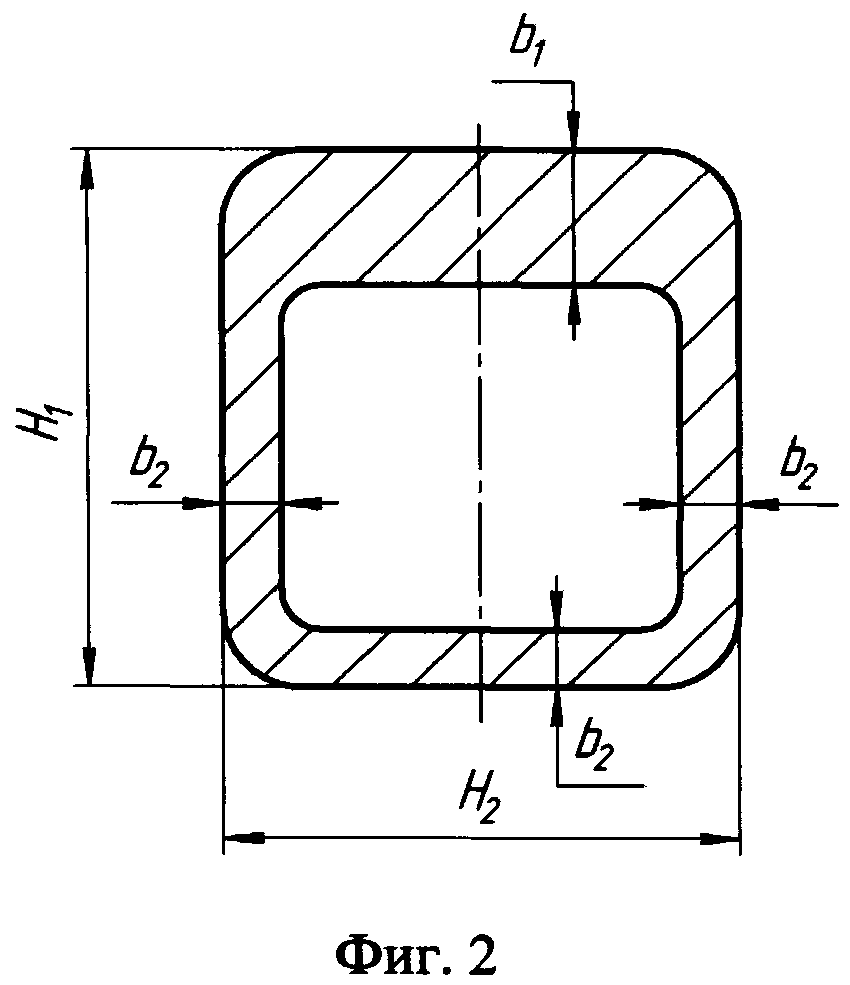
Способ изготовления проволочного электрода-инструмента для электроэрозионной обработки
Способ электрохимической обработки отверстий форсунки
Способ электрохимической обработки отверстий форсунки
Способ электрохимической обработки каналов соосно-струйной форсунки для камеры жидкостного ракетного двигателя
Способ изготовления шаблона из эластичного гибкого листового диэлектрического материала для электрохимической размерной обработки
Способ электрохимического изготовления углублений, образующих турбулизаторы на ребрах и в донной части охлаждающих каналов теплонапряженных машин, и устройство для его осуществления
Способ изготовления шаблона
Способ изготовления полости и отверстия в прессованной заготовке
Способ электрохимического маркирования и устройство для его осуществления
Способ безабразивной доводки сопрягаемых поверхностей
Гидравлическая система прицепного скрепера
Способ обжига мелкозернистого материала
Способ упрочнения осевого инструмента
Безредукторный ветроагрегат
Способ определения концентрации аскорбиновой кислоты
Печь для обжига мелкозернистого материала в псевдоожиженном слое
Способ обжига мелкозернистого материала
Способ обжига мелкозернистого материала
Печь для обжига мелкозернистого материала в псевдоожиженном слое
Печь для обжига мелкозернистого материала в псевдоожиженном слое

