Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ В СРЕДЕ ИНЕРТНОГО ГАЗА
Вид РИД
Изобретение
Устройство относится к литейному производству цветных металлов [B22F 9/10] и может быть использовано при изготовлении материалов и изделий из магниевых сплавов, применяемых в виде заготовок для раскатки цельнокатаных колец и заготовок для прессования трубных полуфабрикатов в машиностроении, приборостроении, автомобилестроении, ракетостроении, авиации, а также для нужд строительства.
Известна установка для получения гранул центробежным распылением расплава, содержащая плавильную печь, герметичную камеру грануляции с крышкой, электрообогреваемый металлопровод, выполненный в виде сифона, один конец которого размещен в плавильной печи с образованием жидкостного затвора из расплава гранулируемого металла, а другой конец - в камере грануляции, диспергатор, выполненный в виде перфорированной емкости с приводом вращения, и контейнер сбора гранул, отличающаяся тем, что она снабжена герметичной емкостью, расположенной в камере грануляции по ее центру соосно с металлопроводом и диспергатором, теплообменником и компрессором, а привод вращения диспергатора выполнен в виде газотурбинного двигателя с замкнутой системой газопроводов циркуляции инертного газа из двигателя в герметичную емкость и далее в теплообменник и компрессор, при этом двигатель установлен на герметичной емкости, а диспергатор - на оси газотурбинного двигателя (Патент РФ №2314179, кл. B22F 9/10, приоритет от 26.02.2006 г.).
К недостаткам данной установки можно отнести невозможность получения сплошной кольцевой отливки из магниевых сплавов.
Из уровня техники известна установка для получения кольцевых отливок из магниевых сплавов на центробежно-литьевой машине, содержащей герметичную камеру с инертной средой, вращающийся круглый стол, прикрепленный к приводному валу электродвигателя, расположенному вне герметичной камеры, цилиндрическую изложницу с крышкой, закрепленную на вращающемся круглом столе (JP 06-000625A, 11.01.1994, реферат, фиг.1-5). Решение принято за прототип.
Заявленная установка отличается от прототипа тем, что она снабжена плавильной печью, электрообогреваемым металлопроводом, выполненным в виде сифона, один конец которого размещен в плавильной печи с образованием жидкостного затвора из расплава металла, а другой конец размещен в герметичной камере, и стаканом-дозатором, расположенным по центру изложницы соосно металлопроводу.
Задачей данного устройства является решение технической задачи получения качественных кольцевых отливок из магниевых сплавов, а также их защита от возгорания, окисления и газонасыщения в процессе литья на основе специального оборудования, позволяющего производить необходимые операции: литье расплава и формирование кольцеобразной отливки в среде инертного газа.
Технический результат заявляемого устройства состоит в возможности получать качественные кольцевые отливки методом центробежного литья в среде инертного газа, которые исключают возможность возгорания, окисления и газонасыщения отливок; при этом в процессе формирования отливок обеспечивается возможность улучшения заполняемости формы изложницы расплавом под действием давления, развиваемого центробежными силами; обеспечивается повышение плотности отливок вследствие уменьшения усадочных пор, раковин, газовых, шлаковых и неметаллических включений; обеспечивается уменьшение расхода металла и повышение выхода годного благодаря отсутствию литниковой системы.
Совокупность существенных признаков заявляемой установки научно-технической и патентной литературой не выявлена, что подтверждает изобретательский уровень заявляемого технического решения.
Заявляемый технический результат достигается за счет того, что установка для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа, содержащей герметичную камеру с инертной средой, вращающийся круглый стол, прикрепленный к приводному валу электродвигателя, расположенному вне герметичной камеры, цилиндрическую изложницу с крышкой, закрепленную на вращающемся круглом столе, отличающаяся тем, что она снабжена плавильной печью, электрообогреваемым металлопроводом, выполненным в виде сифона, один конец которого размещен в плавильной печи с образованием жидкостного затвора из расплава металла, а другой конец размещен в герметичной камере, и стаканом-дозатором, расположенным по центру изложницы соосно металлопроводу.
Изобретение поясняется чертежом. На Фиг.1 показана установка для получения кольцевых отливок магниевых сплавов в среде инертного газа.
Устройство (см. Фиг.1) содержит следующее оборудование: плавильную печь 1 с герметичным плавильником 2, в крышке которого находится загрузочный люк 3 и патрубок ввода металлопровода 4. Электрообогреваемый металлопровод, выполненный в виде сифона, один конец которого через герметизирующее уплотнение 5 погружен в жидкостный затвор из металла 6, а второй конец через герметизирующее электроизоляционное уплотнение 7 введен в герметичную камеру 8 центробежно-литьевой машины через съемную крышку 9. Внутри герметичной камеры установлен круглый стол 13, на котором крепится литейная цилиндрическая изложница 11 с крышкой 12. На дне изложницы, соосно со стаканом-дозатором, крепится распределительный оребреный фланец 10, воспринимающий удар струи заливаемого металла. На крышку изложницы сверху или на крышку герметичной камеры снизу соосно с изложницей и металлопроводом жестко крепится стакан-дозатор 14.
Стакан-дозатор представляет собой обогреваемый тигель, рассчитанный на объем 25-50 кг расплава, имеющий носок для слива металла и регулирующее стопорное устройство. Стопор имеет три положения: «закрыто», «открыто» (начало литья), «частично открыто» (в процессе литья).
Круглый стол при помощи жестко прикрепленного вала 15 приводится во вращение электродвигателем 16 через клиноременную передачу 17.
Прогрев металлопровода 4 и стакан-дозатора 14 осуществляется от внешнего источника электрического питания.
Установка работает следующим образом.
В плавильнике 2 после загрузки исходного продукта закрывается крышка люка 3, и в установке создается инертная атмосфера путем последовательного вакуумирования до остаточного давления 0,5 мм рт. ст. и заполнения инертным газом до избыточного давления 0,05 атм.
При достижении температуры металла в печи температуры плавления в плавильную печь подается инертный газ.
Металлопровод и стакан-дозатор предварительно нагревается до температуры, превышающей температуру плавления металла на 10-50°C. Изложницу перед заливкой предварительно нагревают до температуры 150-200°C.
Затем, при достижении температуры металла в печи на 5-20°C, превышающей температуру плавления металла, путем создания в плавильнике давления 0,3-0,7 атм, расплав по металлопроводу 4 подается в герметичную камеру центробежно-литьевой машины.
Расплавленный металл в центробежно-литьевой машине попадает в стакан-дозатор и заполняет его объем до фиксированного уровня, при этом стопор стакана-дозатора расположен в положении «Закрыто» и соответственно шиберный затвор закрыт. После заполнения металлом стакана-дозатора, положение стопора переводится в положение «Открыто», вследствие чего шиберный затвор открывается и расплав через носок стакана-дозатора попадает во вращающуюся изложницу на оребреный фланец, тем самым осуществляется начало процесса центробежного литья. Расплав, попадая на вращающийся оребреный фланец центробежными силами, прижимается на боковую стенку изложницы, постепенно заполняя ее объем к центру. Затем, через 1-3 сек, стопор переводится в положение «Частично открыто», шиберный затвор частично перекрывает носок стакана-дозатора, обеспечивая дальнейшую равномерную подачу расплава во вращающуюся изложницу. Частота вращения изложницы при центробежном литье составляет 500-2500 об/мин. После окончания литья процесс прекращается путем стравливания избыточного давления инертного газа в плавильнике.
Изложница вращается до полного затвердевания расплава, которое осуществляется за счет охлаждения теплопередачей к стенке изложницы, происходящей по наружной поверхности и по торцам отливки (после образования усадочного зазора между отливкой и изложницей контактная передача с этих поверхностей частично заменяется теплоизлучением), а также за счет конвекции нейтрального газа со стороны свободной поверхности отливки. После охлаждения кольцевой заготовки, вращение изложницы останавливается, открывается крышка герметичной камеры со стаканом-дозатором, затем открывается крышка изложницы. Далее, при помощи специального захвата за внутреннюю поверхность, извлекается кольцевая заготовка.
Плавильная печь охлаждается до кристаллизации жидкого затвора, вскрывается люк, производится новая загрузка исходного металла и, после создания в плавильнике инертной атмосферы и нагрева металла, производится повторный цикл литья кольцевых отливок.
Установка для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа, содержащей герметичную камеру с инертной средой, вращающийся круглый стол, прикрепленный к приводному валу электродвигателя, расположенному вне герметичной камеры, цилиндрическую изложницу с крышкой, закрепленную на вращающемся круглом столе, отличающаяся тем, что она снабжена плавильной печью, электрообогреваемым металлопроводом, выполненным в виде сифона, один конец которого размещен в плавильной печи с образованием жидкостного затвора из расплава металла, а другой конец размещен в герметичной камере, и стаканом-дозатором, расположенным по центру изложницы соосно металлопроводу.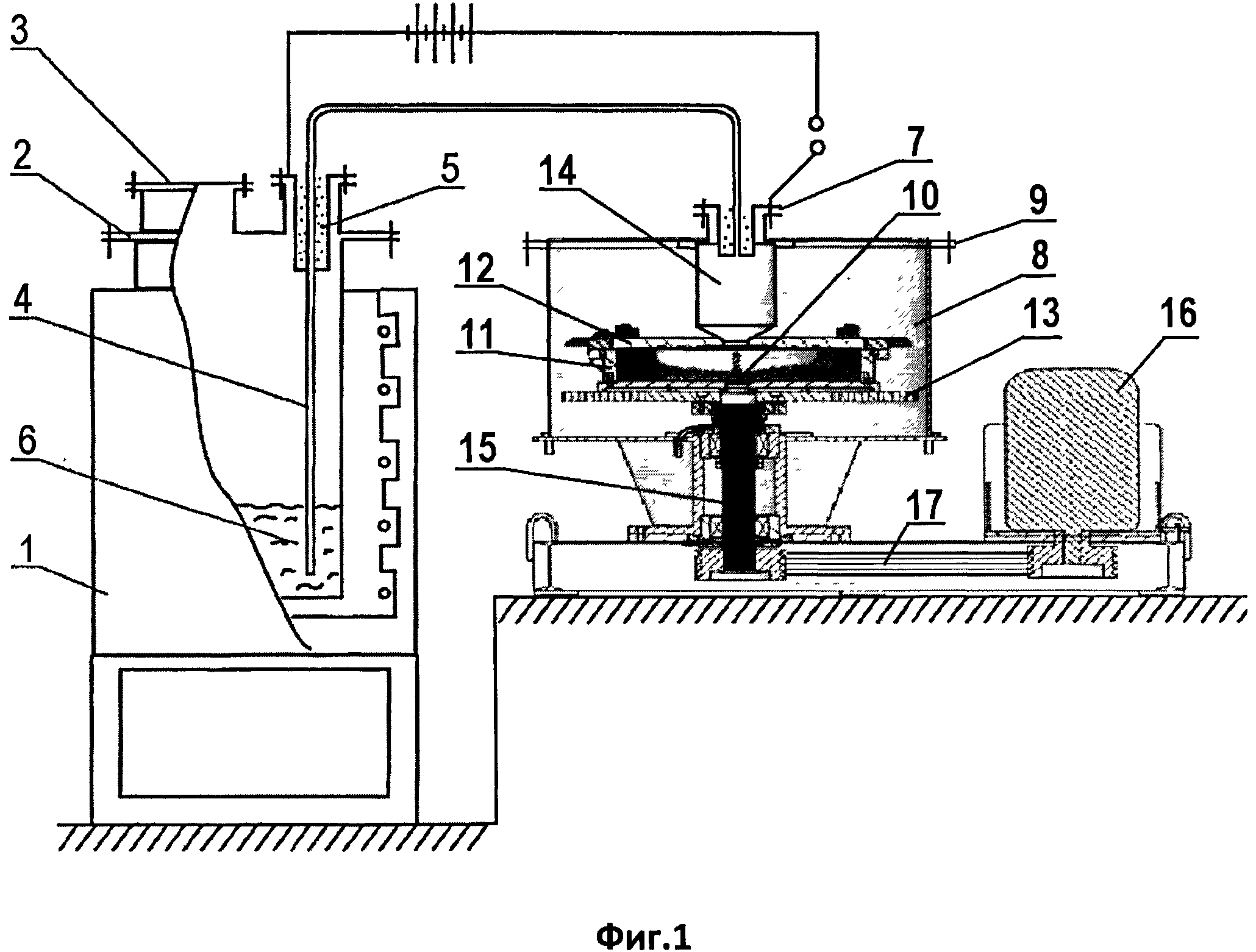
Способ получения крупногабаритных кольцевых полуфабрикатов из деформируемых алюминиевых сплавов
Матрица для прессования полуфабрикатов из гранулированных материалов
Способ изготовления цельнокатаных силовых шпангоутов из центробежнолитой заготовки-шайбы
Способ получения крупногабаритных кольцевых полуфабрикатов из деформируемых алюминиевых сплавов
Матрица для прессования полуфабрикатов из гранулированных материалов
Способ изготовления цельнокатаных силовых шпангоутов из центробежнолитой заготовки-шайбы
Электроизоляционная сшивающаяся композиция

