Результат интеллектуальной деятельности: СПОСОБ ДИСКРЕТИЗАЦИИ АБРАЗИВНОГО ИНСТРУМЕНТА
Вид РИД
Изобретение
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении абразивного инструмента с дискретной режущей поверхностью.
Известен способ дискретизации абразивного инструмента путем размещения по периферии корпуса абразивных режущих элементов (сегментов) (см., например, А.С. СССР №1217645, B24D 5/12; А.С. СССР №844258, B24D 13/02; А.С. СССР №772836, B24D 7/06, В24В 55/02). Между соседними сегментами по окружности создают воздушный промежуток протяженностью несколько десятков миллиметров. Прерыванием процесса резания обеспечивают охлаждение заготовки в промежутках между соседними резами, а следовательно, снижение температуры, что положительно отражается на качестве обработанного поверхностного слоя деталей, стойкости режущего инструмента и др.
Недостатками описанного способа являются сложность его практической реализации, появление в процессе шлифования дополнительных геометрических погрешностей обработанных поверхностей деталей из-за повышенного уровня вибрации технологической системы станок - приспособление - инструмент - заготовка, вызванного ударными импульсами сегментов о заготовку. Уровень вибрации тем выше, чем больше протяженность воздушного промежутка между соседними сегментами. Повышенный уровень вибрации вынуждает уменьшать режимы шлифования, что отражается на снижении производительность обработки.
Известен также способ дискретизации режущей поверхности абразивного инструмента (см., например, патент RU 2187425 С2, B24D 18/00, 5/00, В28В 7/20) путем выполнения на периферийной режущей поверхности большого количества поверхностных неровностей (выступов), предназначенных для проведения операций чернового шлифования и операций зачистки (удаления) поверхностных дефектов стальных слитков, блюмов, заготовок и т.д.
Выступы в абразивном круге формируют отверстиями гильзы, располагаемой в пресс-форме, используемой для производства абразивного круга. В качестве гильзы используют перфорированное кольцо, которое удаляют из пресс-формы после окончания процесса прессования круга.
Выполнение круга с множеством поверхностных неровностей (выступов) позволяет облегчить выполнение операции чернового шлифования и свести к минимуму чрезмерное давление круга на заготовку в ходе ее зачистки.
Недостатком способа по патенту RU 2187425 является повышенный уровень вибрации технологической системы, вызывающий снижение производительности процесса. При вращении круг контактирует с заготовкой, например, по выступам одной строки, после чего контакт круга с заготовкой отсутствует, так как после каждой строки выступов располагается впадина, т.е. воздушный промежуток. Это приводит к значительным скачкам силы резания от максимального значения (когда контакт круга с заготовкой происходит по выступам) до нулевого значения (когда контакта нет).
Скачкообразное изменение силы резания является причиной высокого уровня вибрации технологической системы, что приводит к снижению геометрической точности шлифованных поверхностей и снижению производительности.
Известен также способ дискретизации абразивного инструмента путем нанесения лазерным лучом на режущую цилиндрическую поверхность большого количества радиальных отверстий диаметром 1,8-1,9 мм (см., например, патент США №4882878, B24D 5/00).
Эти отверстия выполняют скачкообразным перемещением лазерного луча по двум соседним образующим цилиндрической режущей поверхности (строкам) круга, при этом строки отверстий располагаются параллельно оси вращения инструмента.
Данный способ позволяет уменьшить пределы изменения силы резания, что положительно сказывается на снижении уровня вибрации технологической системы.
Недостатками этого способа являются высокая тепловая напряженность процесса выжигания отверстий, низкая геометрическая точность и качество обработанного поверхностного слоя деталей при использовании изготовленного по этому способу дискретного абразивного инструмента.
Известен также способ дискретизации режущей поверхности абразивного инструмента (прототип) (см., например, патент RU 2385216, МПК B24D 5/02), при котором дискретную режущую поверхность абразивного инструмента выполняют путем прожигания лазерным лучом радиальных отверстий парами строк, параллельных оси вращения инструмента.
Радиальные отверстия располагают в чередующихся длинных и коротких строках со смещением на половину осевого шага Тос. Осевой шаг Тос и радиус радиальных отверстий r выбирают, соответственно, из условий: 3r<Тос<4r и r>L/2, где L - длина дуги контакта круга с заготовкой. Данный способ дискретизации обеспечивает повышение геометрической точности и качества поверхностного слоя шлифованной детали.
Недостатком прототипа является высокое термическое воздействие на абразивный инструмент в процессе лазерного прожигания отверстий. Это приводит к образованию прижогов в зоне радиальных отверстий и появлению цветов побежалости. Под действием высокой температуры возникают необратимые изменения в структуре абразивного инструмента, которые снижают его механическую прочность.
Чтобы избежать структурных изменений абразивного материала инструмента, уменьшают плотность мощности лазерного излучения, прожигание отверстий выполняют за несколько проходов с перемещением лазерного луча на холостом ходу от отверстий одной строки к отверстиям другой строки.
Все это приводит к значительному снижению производительности процесса дискретизации абразивного инструмента. Кроме того, высокая температура при прожиге (240…500°С) приводит к снижению качества дискретного круга (возникают микротрещины в изготовленном по этому способу абразивном круге, а также другие дефекты).
Технический эффект, который достигается от использования предлагаемого способа, - повышение производительности процесса дискретизации абразивного инструмента, сохранение исходной структуры абразивного инструмента.
Указанный технический эффект достигается тем, что в способе дискретизации абразивного инструмента, состоящем в нанесении на режущую поверхность инструмента радиальных отверстий строками, параллельными оси инструмента, путем использования концентрированного потока энергии, в качестве концентрированного потока энергии используют гидроабразивную струю высокого давления, а нанесение радиальных отверстий осуществляют в направлении одной строки в цепочку друг за другом на следующих условиях (режимах): давление воды в рабочем контуре Р=200-300 МПа; расход абразива Qабр=100…200 г/мин; скорость перемещения режущей головки F=0,5…2,0 м/мин; размер частиц гранатового абразива - 120…250 мкм.
Значение давления воды в рабочем контуре меньше чем 200 МПа делает процесс дискретизации неэффективным из-за снижения производительности, а превышение значения в 300 МПа приводит к значительному увеличению глубины прорезаемых отверстий, что негативно сказывается на механической прочности абразивного инструмента. Значение расхода абразива меньше 100 г/мин делает процесс дискретизации неэффективным из-за снижения производительности, а превышение значения в 200 г/мин приводит к значительному увеличению глубины прорезаемых отверстий, что негативно сказывается на механической прочности абразивного инструмента и увеличению себестоимости вырезания отверстий. При скорости подачи режущей головки, меньшей чем 0,5 м/мин, происходит снижение производительности и увеличение глубины вырезаемых отверстий, а при превышении значения в 2,0 м/мин глубина получаемых отверстий становится недостаточной, что приводит к необходимости обработки в несколько проходов.
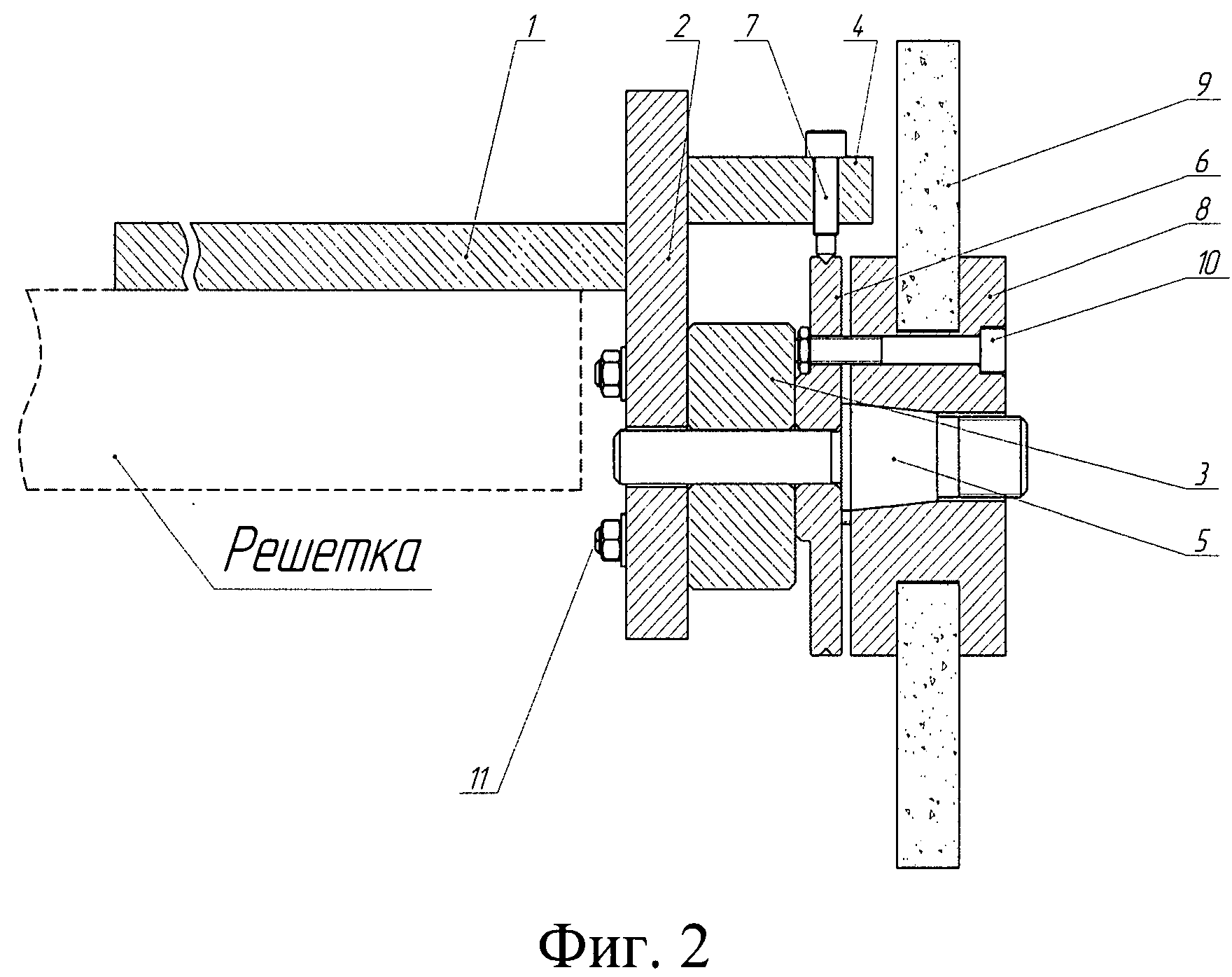
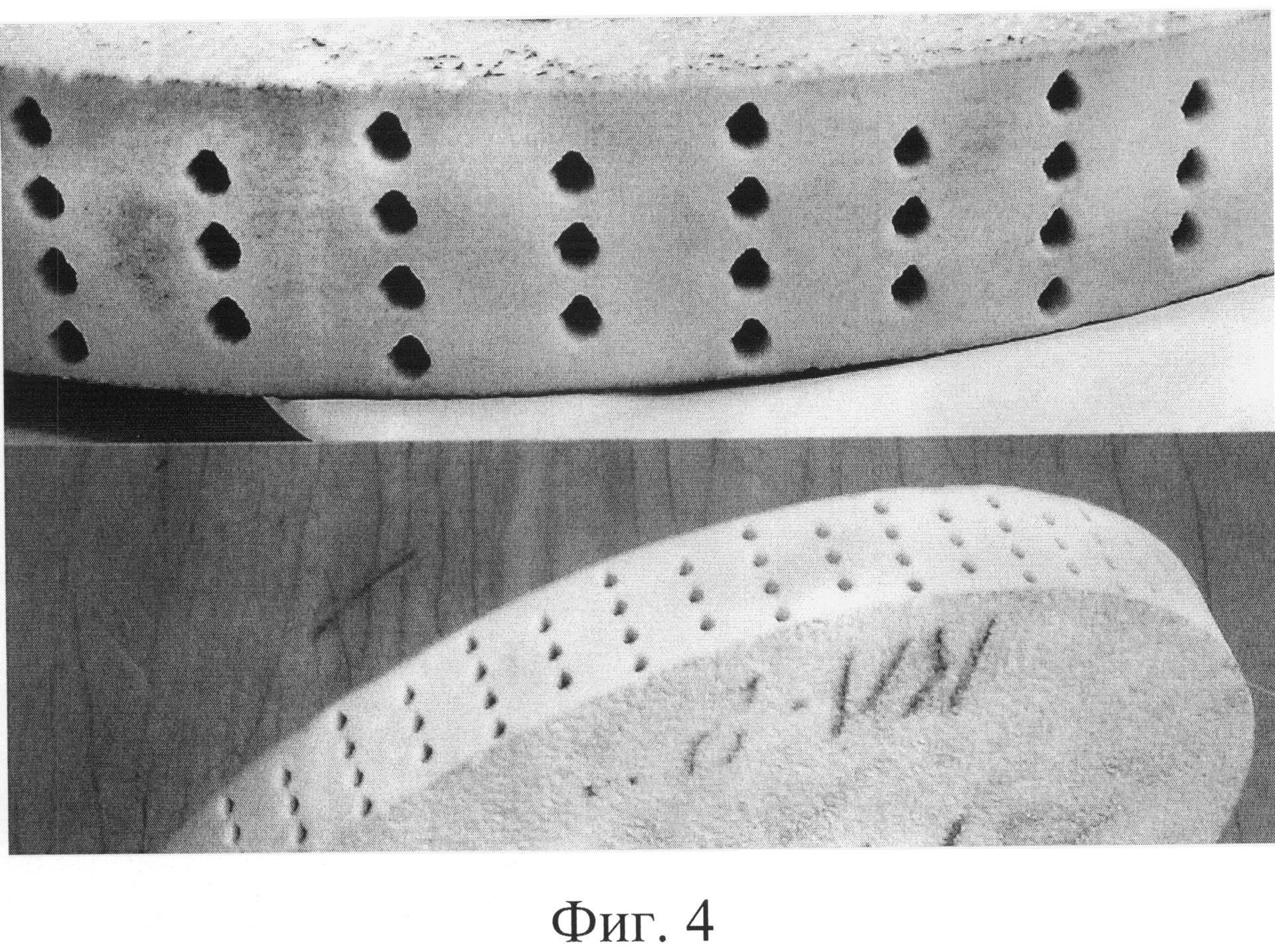
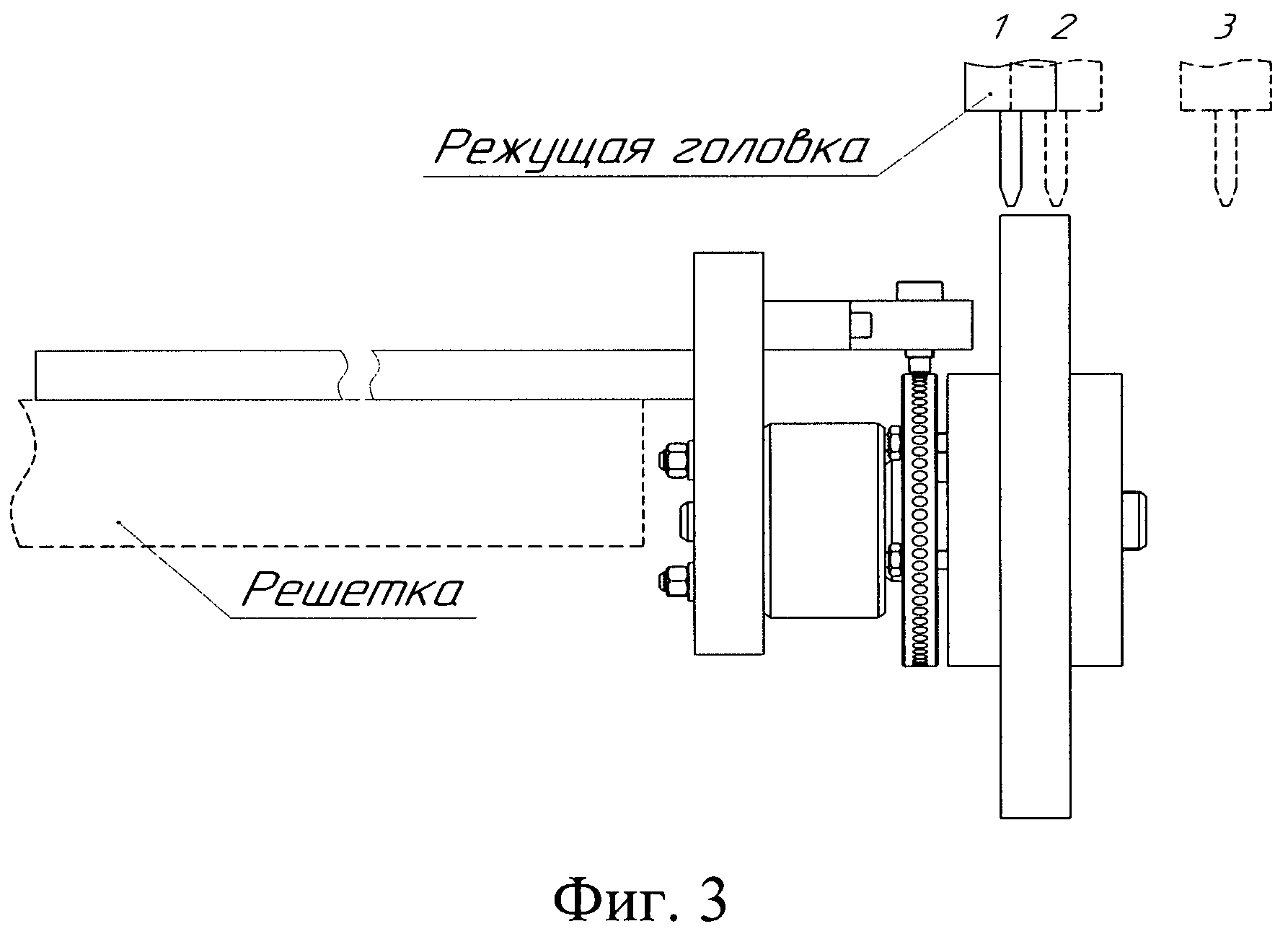
Сущность предлагаемого способа дискретизации режущей поверхности абразивного инструмента поясняется чертежами, где на фиг.1 изображена 3D-модель приспособления для базирования и поворота абразивного круга при вырезании радиальных отверстий на периферийной режущей поверхности; на фиг.2 изображен продольный разрез приспособления, представленного на фиг.1; на фиг.3 - схема перемещения гидроабразивной режущей головки в процессе вырезания радиальных отверстий по строке (образующей абразивного круга); на фиг.4 - натурный образец дискретного абразивного круга, изготовленного по предлагаемому способу.
Приспособление состоит из плиты 1 (фиг.1, 2) и стойки 2. К стойке 2 прикреплен держатель 3 болтами 11. На стойке 2 закреплен также фиксатор 4 с винтом 7. В отверстие держателя 3 вставлен вал 5, на коническую ступень которого установлена планшайба 8, жестко связанная при помощи болтов 10 с делительным диском 6. Делительный диск 6 имеет по периферии радиальные отверстия, окружной шаг которых определяется окружным шагом радиальных отверстий, наносимых на режущую поверхность абразивного круга. Делительный диск 6, планшайба 8 и абразивный круг 9 жестко соединены между собой болтами 10. При повороте на один окружной шаг делительного диска 6 происходит также поворот абразивного круга на окружной шаг вырезаемых отверстий.
Предложенный способ дискретизации режущей поверхности абразивного круга осуществляют следующим образом. В начале процесса вырезания радиальных отверстий режущую головку устанавливают в положение 1 (фиг.3), в котором вырезают первое отверстие в абразивном круге. После этого перемещают режущую головку на холостом ходу в направлении образующей абразивного инструмента (в направлении одной строки) во вторую позицию, где вырезают второе радиальное отверстие. Аналогично вырезают третье, четвертое и т.д. радиальные отверстия, расположенные в цепочку на малом межосевом расстоянии.
После вырезания последнего отверстия в строке (положение 2) режущую головку на холостом ходу перемещают в позицию 3 для беспрепятственного поворота абразивного инструмента на центральный угол, соответствующий дуге окружности между соседними строками. Для поворота абразивного круга на один окружной шаг выворачивают винт 7 из фиксатора, освобождая при этом делительный диск 6. Поворачивают диск 6 вместе с абразивным кругом на один окружной шаг и вворачивают винт 7, фиксируя тем самым абразивный инструмент в новой позиции для вырезания радиальных отверстий по второй строке. После поворота абразивного инструмента процесс вырезания повторяется до тех пор, пока не будут получены все отверстия на режущей поверхности.
На фиг.4 изображены дискретные абразивные инструменты для обработки заготовок периферией, изготовленные в соответствии с описанным способом на указанных выше режимах обработки. Режущая поверхность представляет собой чередование участков абразивного материала, осуществляющего процесс резания, и системы радиальных отверстий, предназначенных для его прерывания во времени.
Описанный способ позволяет полностью исключить термическое воздействие на абразивный инструмент в процессе нанесения отверстий, так как при вырезании радиальных отверстий, кроме абразива, используется вода под высоким давлением, что является эффективным охлаждающим средством зоны обработки. Это позволяет сохранить исходную структуру абразивного инструмента и избежать образования прижогов и цветов побежалости в области отверстий.
Отсутствие термического воздействия на зону обработки позволяет вырезать радиальные отверстия, расположенные в цепочку друг за другом на небольшом межосевом расстоянии по одной образующей абразивного инструмента (по каждой строке), за один проход, что устраняет многочисленные скачки лазерного луча между строками, как это происходит при лазерном выжигании, применяемом в прототипе. В результате этого уменьшается вспомогательное время на постоянные переходы лазерного луча от одного отверстия к другому.
Предлагаемый способ проверен экспериментально. На установке гидроабразивной резки ALBA 4-1313 были вырезаны 245 радиальных отверстий диаметром 2,5 мм на режимах: давление воды в контуре высокого давления Р=240 МПа; размер частиц абразива - 178 мкм; расход абразива Qабр=150 г/мин; диаметр сопла dc=0,25 мм; скорость перемещения режущей головки F=1 м/мин.
В результате установлено, что машинное время на вырезание 245 радиальных отверстий диаметром 2,5 мм на глубину 25 мм составило 115 минут, в то время как при прожигании тех же отверстий лазерным лучом машинное время составило 480 минут. Столь большая разница в производительности объясняется необходимостью кратковременного воздействия лазерного луча на каждое отверстие во избежание термического повреждения абразива. Для обеспечения прожига отверстий лазерным лучом на глубину 25 мм потребовалось 6-7 проходов для каждого отверстия, то есть потребовалось семикратное перемещение лазерного луча к каждому выжигаемому отверстию. Способ гидроабразивного вырезания отверстий проверен также при изготовлении партии дискретных абразивных кругов, при этом были получены стабильные результаты по времени выполнения процесса дискретизации и качеству дискретного абразивного инструмента.
Способ дискретизации абразивного инструмента, включающий нанесение на режущую поверхность инструмента радиальных отверстий строками, параллельными оси инструмента, посредством концентрированного потока энергии, отличающийся тем, что в качестве концентрированного потока энергии используют гидроабразивную струю высокого давления c давлением воды в рабочем контуре, равным Р=200-300 МПа, расходом абразива Q=100…200 г/мин, с размером частиц гранатового абразива - 120…250 мкм, а нанесение радиальных отверстий осуществляют в направлении одной строки в цепочку друг за другом со скоростью перемещения гидроабразивной режущей головки F=0,5…2,0 м/мин. .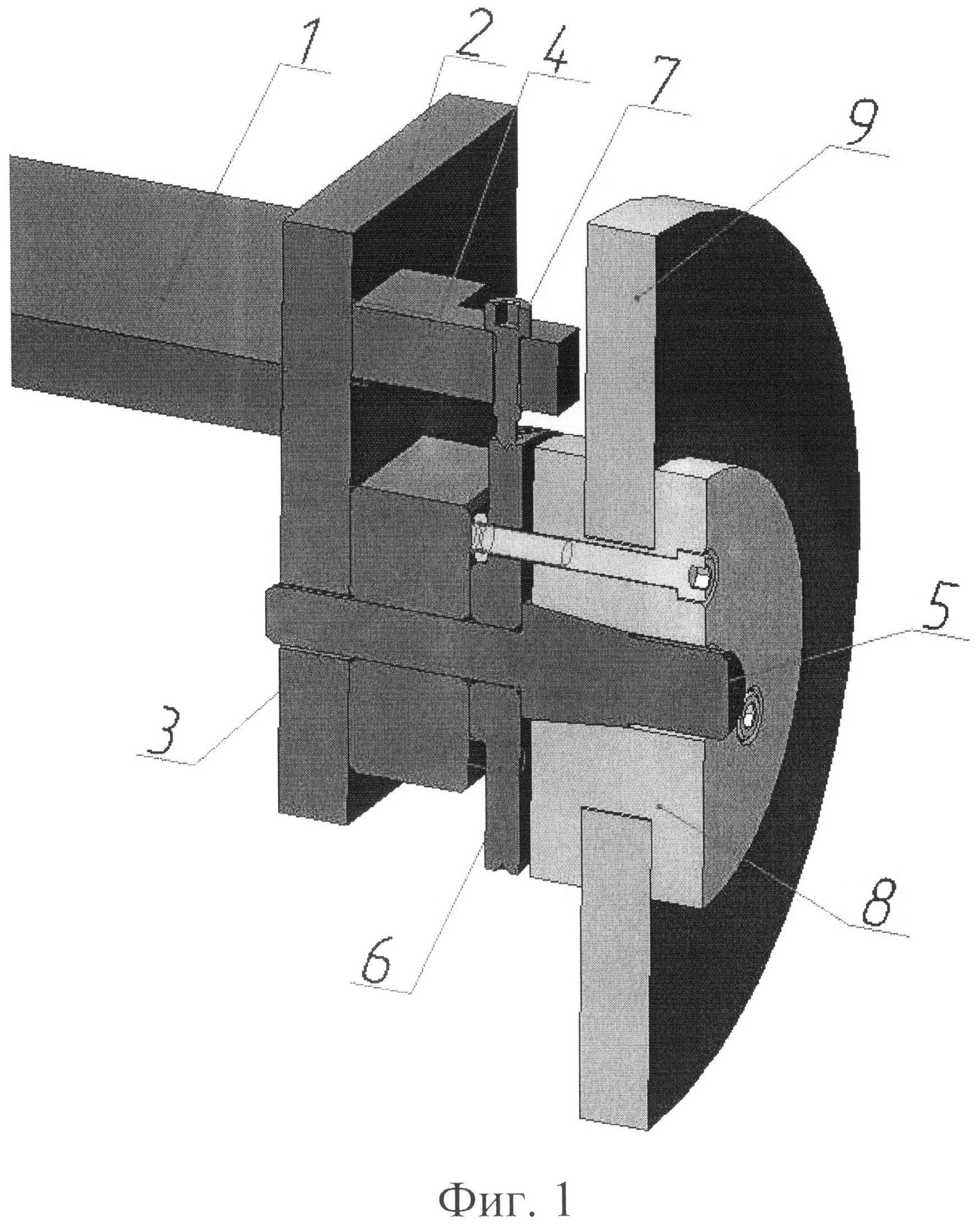
Захватный корректирующий модуль
Способ работы мембранного привода с жесткими центрами
Установка для испытания образцов на усталость
Способ сборки деталей типа вал-втулка
Плоский шлифовальный круг и способ его изготовления
Редуктор-шарнир
Шаровая планетарная мельница для высокоэнергетического измельчения материалов
Способ регулирования движения транспортных средств на перекрестке транспортных магистралей
Способ гибкого ленточного шлифования
Комбинированный виброустойчивый инструмент
Способ диагностики сверточных кодов
Легкий бетон на основе отходов минерального сырья
Захватный корректирующий модуль
Способ работы мембранного привода с жесткими центрами
Установка для испытания образцов на усталость
Способ сборки деталей типа вал-втулка
Дискретный инструмент для совмещенного шлифования

