Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ И ОДНОРАЗОВЫХ ТРУСОВ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу изготовления впитывающих изделий, в частности к способу изготовления одноразовых гигиенических трусов или одноразовых трусов, используемых при недержании, к устройству для изготовления впитывающих изделий, а также одноразовых гигиенических трусов или одноразовых трусов, используемых при недержании.
Уровень техники
Одноразовые трусы для использования в качестве гигиенических трусов-подгузников или изделий, используемых при недержании, являются широко известными товарами. Поэтому всегда ставилась цель придать им вид предметов одежды, например в случае подгузников или изделий, используемых при недержании, которые, во время использования, внешне выглядят, как обычные трусы, в частности как традиционное нижнее/нательное белье.
Одним из проблемных моментов при серийном производстве одноразовых трусов такого типа является внешний вид участка, в котором передняя часть и задняя часть соединяются по бокам. Типичная проблема, возникающая при изготовлении таких швов, заключается в том, что шов и любой кромочный участок, которые неизбежно образуются, выдаются наружу, когда пользователь носит такие трусы.
Для того чтобы улучшить внешний вид одноразовых трусов данного типа, напоминающих предмет одежды, необходимо добиться, чтобы боковой шов и получающийся в результате кромочный материал не выдавались из боковых сторон трусов, но чтобы эти швы фактически не были заметны снаружи.
Для достижения этого были предприняты несколько попыток. Документ WO 2004/062541 А1, например, раскрывает способ производства гигиенических трусов однократного применения, в котором формируются спаиваемые боковые швы, так чтобы передняя часть и задняя часть перекрывались таким образом, что внутренний слой передней части спаивается с наружным слоем задней части. Получаемые в результате трусы имеют вид нижнего белья, но данный способ требует выполнения современных и сложных операций с впитывающими изделиями на этапе спаивания.
В документе US 6042673 раскрывается способ осуществления бескромочного шва для одноразовых трусов, в котором этап собственно выполнения шва требует нескольких сложных этапов складывания.
В документе US 5074854 раскрывается одноразовый предмет нижнего белья, имеющий дополнительные разделяемые панели, которые соединяют переднюю часть и заднюю часть по швам. Процесс производства является также сложным.
Сущность изобретения
Исходя из уровня техники, приведенного выше, задачей настоящего изобретения является обеспечение способа изготовления впитывающих изделий, устройства для изготовления впитывающих изделий, а также одноразовых гигиенических трусов или одноразовых трусов, используемых при недержании, которые предусматривают усовершенствованный и рациональный производственный процесс.
В соответствии с п.1 формулы изобретения, предлагается способ решения вышеуказанной задачи. Таким образом, способ изготовления впитывающих изделий содержит этапы подачи продольного полотна рулонного материала, причем полотно имеет два противоположных продольных края, первую сторону и вторую сторону, причем полотно далее имеет отверстия, расположенные между двумя противоположными продольными краями, причем отверстия размещены на расстоянии друг от друга в продольном направлении полотна таким образом, что между соответствующими отверстиями и противоположными продольными краями рулонного материала образованы находящиеся на расстоянии друг от друга и противоположно друг другу припуски рулонного материала. Выполняется первая операция складывания рулонного материала вдоль ее продольного направления так, чтобы участки первой стороны полотна были обращены друг к другу, и выполняется вторая операция складывания, по меньшей мере, участка рулонного материала в ее продольном направлении, чтобы совместить противоположные припуски рулонного материала так, чтобы они были обращены друг к другу на второй стороне полотна. После второй операции складывания формируется место соединения рулонного материала, причем место соединения формируется, по меньшей мере, в части области, в которой противоположные припуски были совмещены при второй операции складывания, причем место соединения располагается между продольными краями и отверстием в полотне. Наконец, полотно отрезается в месте соединения с целью отделения индивидуального впитывающего изделия от конца полотна.
Преимущество данного способа состоит в том, что могут быть изготовлены одноразовые трусы, в частности гигиенические трусы или трусы, используемые при недержании, у которых место соединения между слоями материала и получаемым в результате кромочным материалом находится, по меньшей мере, на их основном участке, обращенном внутрь конечного изделия, поскольку место соединения формируется на двух вторых сторонах полотна рулонного материала. Другими словами, боковые швы, а также получаемый в результате кромочный материал обращены внутрь конечного впитывающего изделия. Посредством последовательности этапов складывания может осуществляться непрерывный процесс производства при высокой скорости.
Для того чтобы облегчить конечное выворачивание изделия, в частности швов, в его предполагаемое положение, при котором первая сторона расположена внутри, а вторая сторона - снаружи, данный способ после этапа образования места соединения, предпочтительно, содержит также этап предварительного отделения полотна в области, где сформировано место соединения, оставляя при этом, по меньшей мере, участок припусков нетронутым, с целью сохранения целостности полотна в его продольном направлении, причем незатронутый участок припусков, предпочтительно, проходит в направлении продольных краев.
Предпочтительно, данный способ далее включает в себя этап выполнения третьей операции складывания, по меньшей мере, частично, обратной второй операции складывания, так чтобы, по меньшей мере, участки полотна, сложенного при второй операции складывания, были обращены друг к другу на первой стороне полотна, до отделения полотна. Посредством третьей операции складывания изделие может быть вывернуто в его предполагаемое положение, при котором первая сторона расположена внутри, а вторая сторона - снаружи изделия, в котором место соединения тогда, главным образом, располагается внутри конечного изделия. Другими словами, боковые швы, а также получаемый в результате кромочный материал расположены внутри конечного впитывающего изделия, так что конечное впитывающее изделие на вид и на ощупь становится более похоже на предмет одежды.
Предпочтительно, выполняется дополнительный этап удерживания полотна при проведении третьей операции складывания. Существуют различные средства для удерживания полотна при проведении третьей операции складывания. В частности, полотно может удерживаться за два участка полотна, соответствующих двум соседним местам соединения полотна, либо оно может удерживаться за начальное место соединения или за следующее место соединения в направлении подачи полотна, при проведении третьей операции складывания.
Первая операции складывания может успешно осуществляться либо путем сгибания полотна в первой операции складывания, по существу, по его продольной центральной линии, либо путем сгибания полотна в первой операции складывания, по существу, по линии сгиба, которая смещена от его продольной центральной линии.
При второй операции складывания полотно может быть согнуто по линии, которая находится на расстоянии от соответствующих продольных краев полотна, по существу, на ширину припуска несложенного полотна. В сочетании с первой операцией складывания это дает в результате, по существу, М-образное поперечное сечение сложенного полотна, обеспечивающее успешный процесс соединения. Предпочтительно, два противоположных продольных края полотна выравниваются друг с другом во время или после этапа второго складывания, так что может быть получен высококачественный продукт.
На этапе второго складывания два противоположных участка могут быть согнуты со сдвигом по фазе, в частности, последовательно, с тем чтобы предотвратить коллизию соответствующих складывающих механизмов.
Для обеспечения как можно более тонкого и гибкого шва на конечном изделии, на этапе формирования места соединения данное место соединения может быть предусмотрено в виде двух или более отдельных соединительных участков, так что на каждое индивидуально отделенное конечное изделие приходится только один соединительный участок. Предпочтительно, в рулонном материале формируются два или несколько соединительных участков одновременно.
Для эффективного производства трусов, перед первой операцией складывания, предпочтительно, выполняется дополнительный этап по обеспечению полотна впитывающими секциями, расположенными на расстоянии друг от друга в продольном направлении на первой стороне полотна, причем впитывающая секция находится между соответствующими отверстиями.
В пункте 9 формулы изобретения заявлено устройство для осуществления способа, описываемого выше. Соответственно, данное устройство содержит средство подачи длинного полотна рулонного материала в продольном направлении, причем полотно имеет два противоположных продольных края, первую сторону и вторую сторону, причем полотно далее имеет отверстия, расположенные между двумя противоположными продольными краями, причем отверстия размещены на расстоянии друг от друга в продольном направлении полотна таким образом, что между соответствующими отверстиями и противоположными продольными краями рулонного материала образованы находящиеся на расстоянии друг от друга и противоположно друг другу припуски рулонного материала. Устройство далее содержит первое складывающее средство для выполнения первой операции складывания полотна вдоль его продольного направления так, чтобы участки первой стороны полотна были обращены друг к другу, и второе складывающее средство для выполнения второй операции складывания, по меньшей мере, участка рулонного материала в его продольном направлении, чтобы совместить противоположные припуски рулонного материала так, чтобы они были обращены друг к другу на второй стороне полотна. Кроме того, устройство содержит средство соединения для формирования места соединения рулонного материала, причем место соединения формируется, по меньшей мере, в части области, в которой противоположные припуски были совмещены посредством второй операции складывания, причем место соединения располагается между продольными краями и отверстием в полотне, причем средство соединения находится ниже по ходу движения относительно первого и второго складывающих средств; и отделяющее средство для отрезания полотна в месте соединения с целью отделения индивидуального впитывающего изделия от конца полотна, причем отрезающее средство располагается ниже по ходу движения относительно третьего складывающего средства.
Предпочтительно, предусмотрено средство предварительного отделения с целью предварительного отделения полотна в области образования места соединения, притом, что, по меньшей мере, участок припусков остается нетронутым для сохранения целостности полотна в его продольном направлении, причем средство предварительного отделения располагается ниже по ходу движения относительно средства соединения, в котором незатронутый участок припусков, предпочтительно, проходит в направлении продольных краев. Отделение, выполняемое средством предварительного отделения, может облегчить выворачивание конечного продукта в предполагаемое положение.
Для того чтобы вывернуть конечный продукт в предполагаемое положение, может быть предусмотрено третье складывающее средство для осуществления третьей операции складывания, по меньшей мере, частично, обратной второй операции складывания, так чтобы, по меньшей мере, участки полотна, сложенного при второй операции складывания, были обращены друг к другу на первой стороне полотна, причем третье складывающее средство располагается выше по ходу движения относительно отделяющего средства.
Может быть получено надежное устройство, если первое складывающее средство снабжено первой направляющей, проходящей в продольном направлении, причем первая направляющая, предпочтительно, предусмотрена в виде первого направляющего стержня; и/или если второе складывающее средство снабжено второй направляющей, проходящей в продольном направлении, причем вторая направляющая, предпочтительно, обеспечивается посредством двух параллельных вторых направляющих стержней, находящихся на расстоянии друг от друга. Аналогичная конструкция также может использоваться в отношении третьего складывающего средства, которое может быть предусмотрено в виде третьей направляющей, проходящей в продольном направлении, причем третья направляющая, предпочтительно, предусмотрена в виде третьего направляющего стержня. Предпочтительно, третья направляющая предусматривается в виде единого целого с первой направляющей и, предпочтительно, обеспечивается в виде первого направляющего стержня, проходящего из положения выше по ходу для выполнения первой операции складывания, в направлении ниже по ходу для выполнения третьей операции складывания.
Для того чтобы еще более способствовать выворачиванию конечного продукта в предполагаемое положение, устройство далее включает в себя средство удерживания для удерживания полотна при проведении третьей операции складывания, причем средство удерживания находится вблизи третьего складывающего средства.
Предпочтительно, средство удерживания приспособлено для удерживания полотна за два участка, соответствующие двум соседним местам соединения полотна при проведении третьей операции складывания.
Предпочтительно, средство удерживания может предусматриваться в виде многоугольной шестерни, причем края многоугольной шестерни синхронизированы со средством соединения таким образом, что края многоугольной шестерни контактируют с полотном, по существу, в местах соединения. Предпочтительно, средство удерживания также может предусматриваться в виде механизма зацепления, зацепляющее действие которого синхронизировано со средством соединения так, что зацепляющее действие имеет место в местах соединения, причем механизм зацепления, предпочтительно, предусматривается в виде зажимов, зубцов, лопастей или в виде ремня, который нажимает на зубцы, лопасти или углы многоугольной шестерни. Для того чтобы увеличить трение между краями многоугольной шестерни и полотном, поверхности между углами многоугольной шестерни являются, предпочтительно, вогнутыми. Для надежного удерживания полотна шестерней средство удерживания, предпочтительно, снабжено вакуумным средством, которое предназначено удерживать, по меньшей мере, часть полотна в средстве удерживания. Разумеется, вакуумное средство также может быть предусмотрено между соответствующими углами шестерни для того, чтобы удерживать оставшийся участок полотна близко к шестерне. Данный конкретный вариант осуществления облегчает выполнение третьей операции складывания, так как вакуум прижимает одну сторону сложенного полотна к шестерне и обеспечивает высокоточное отделение соответствующих первых сторон полотна, так что открывается промежуток, через который может пройти полотно во время третьей операции складывания.
Предлагаются одноразовые трусы, в соответствии с пунктом 25 формулы изобретения. Данные одноразовые трусы включают в себя длинное полотно рулонного материала, причем полотно имеет два противоположных продольных края, первую сторону и вторую сторону. Полотно далее имеет отверстия, расположенные между двумя противоположными продольными краями, причем отверстия размещены на расстоянии друг от друга в продольном направлении полотна таким образом, что между соответствующими отверстиями и противоположными продольными краями рулонного материала образованы находящиеся на расстоянии друг от друга и противоположно друг другу припуски рулонного материала. Два противоположных припуска соединяются друг с другом, по меньшей мере, в части области противоположных припусков, и получаемый в результате шов, по меньшей мере, частично, направлен внутрь одноразовых трусов, в котором наибольший боковой размер отверстия больше взятого дважды наименьшего бокового размера наименьшего припуска.
Преимущество одноразовых трусов данного типа заключается в том, что на вид и на ощупь они аналогичны предмету одежды и могут успешно производиться посредством способа и/или устройства, описываемых выше.
Краткое описание чертежей
Ниже раскрываются варианты осуществления устройства для производства и способа производства впитывающих изделий, с помощью прилагаемых чертежей, на которых:
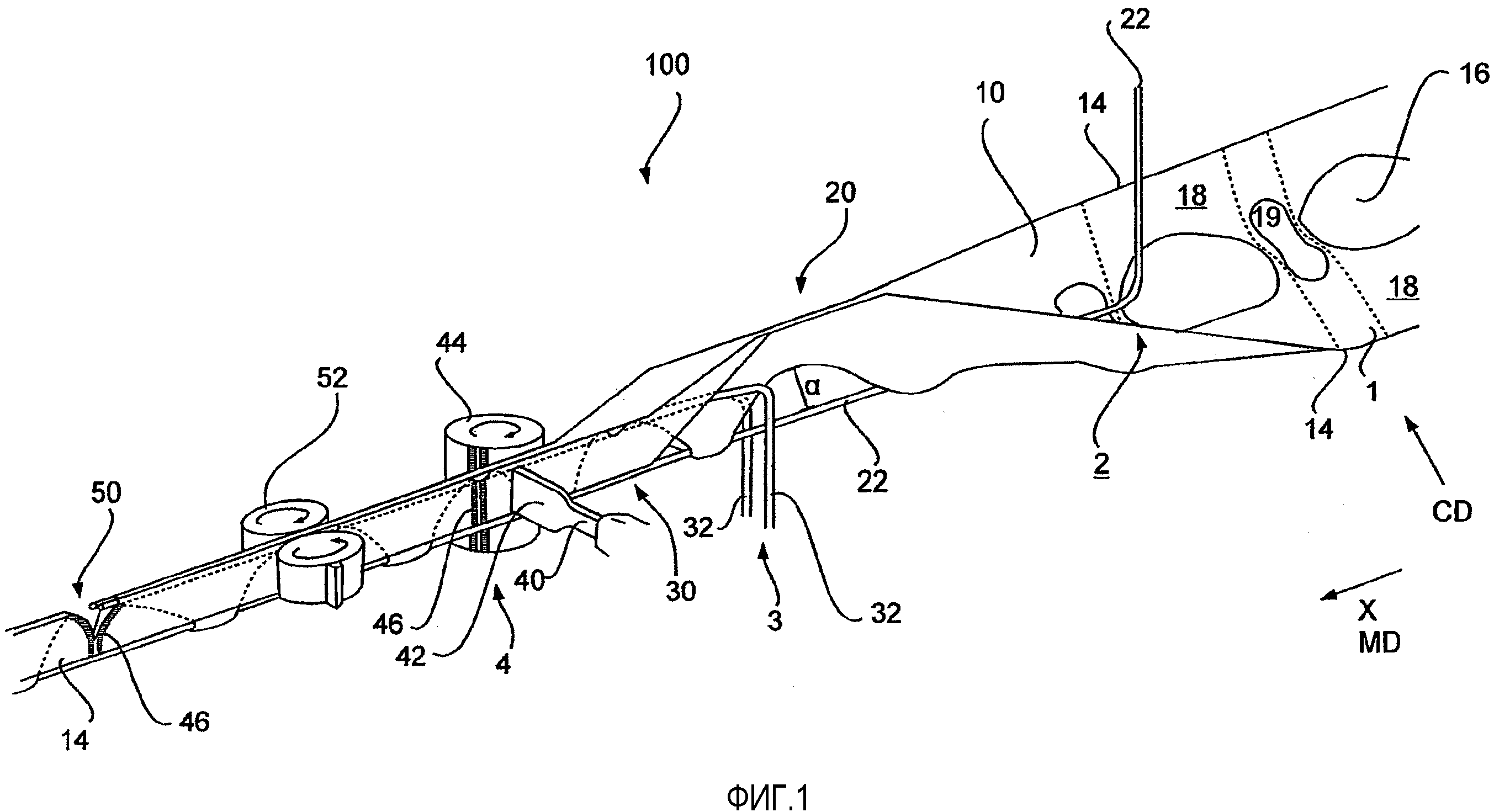
Фиг.1 иллюстрирует первый участок устройства, в соответствии с первым вариантом осуществления;
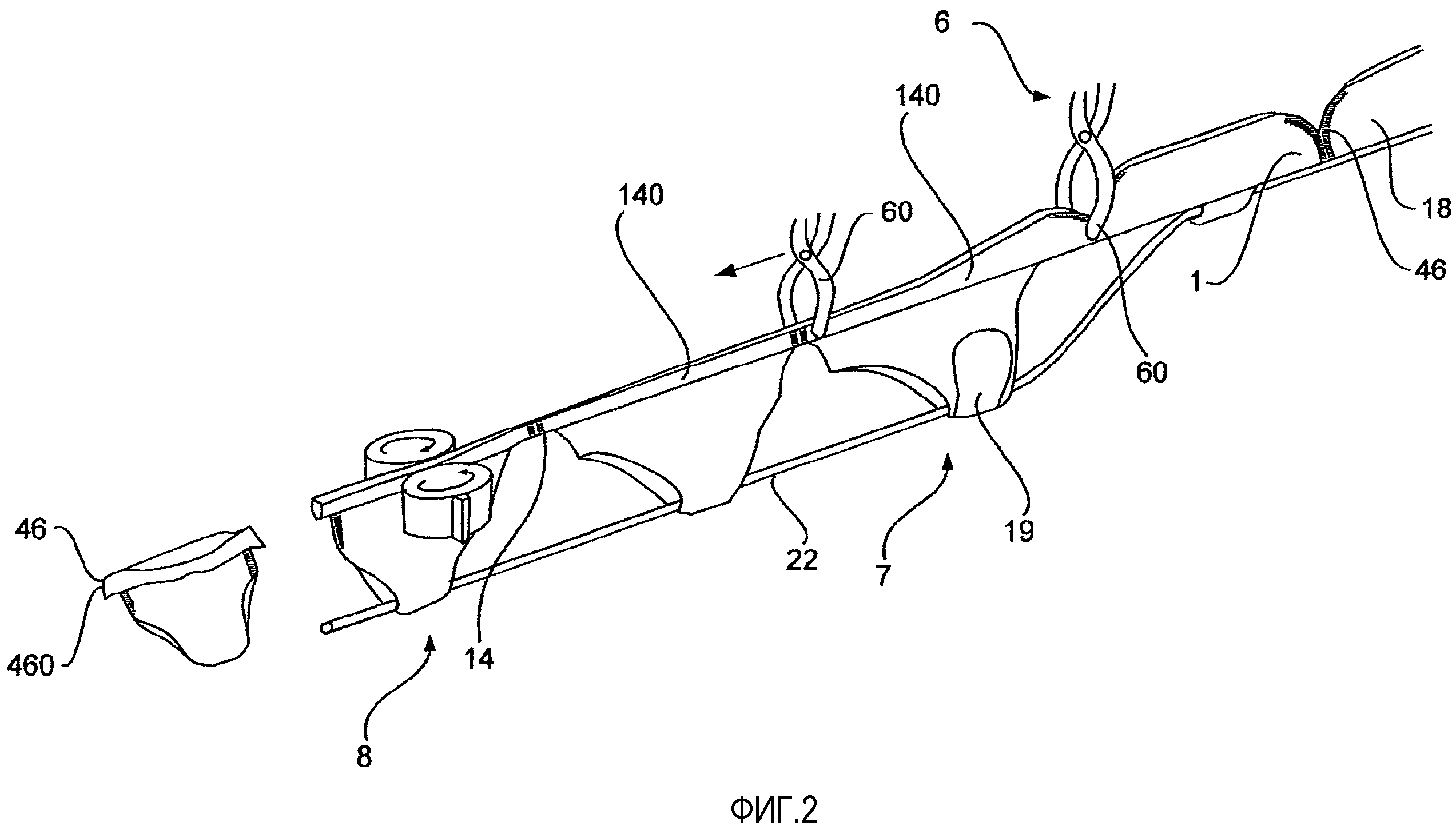
Фиг.2 иллюстрирует первый альтернативный вариант второго участка устройства, изображенного на Фиг.1;
Фиг.3 иллюстрирует первый вариант второго участка устройства, изображенного на Фиг.1;
на Фиг.4-11 схематически изображен вариант осуществления способа производства впитывающего изделия;
Фиг.12 иллюстрирует различные варианты мест соединения на изделии;
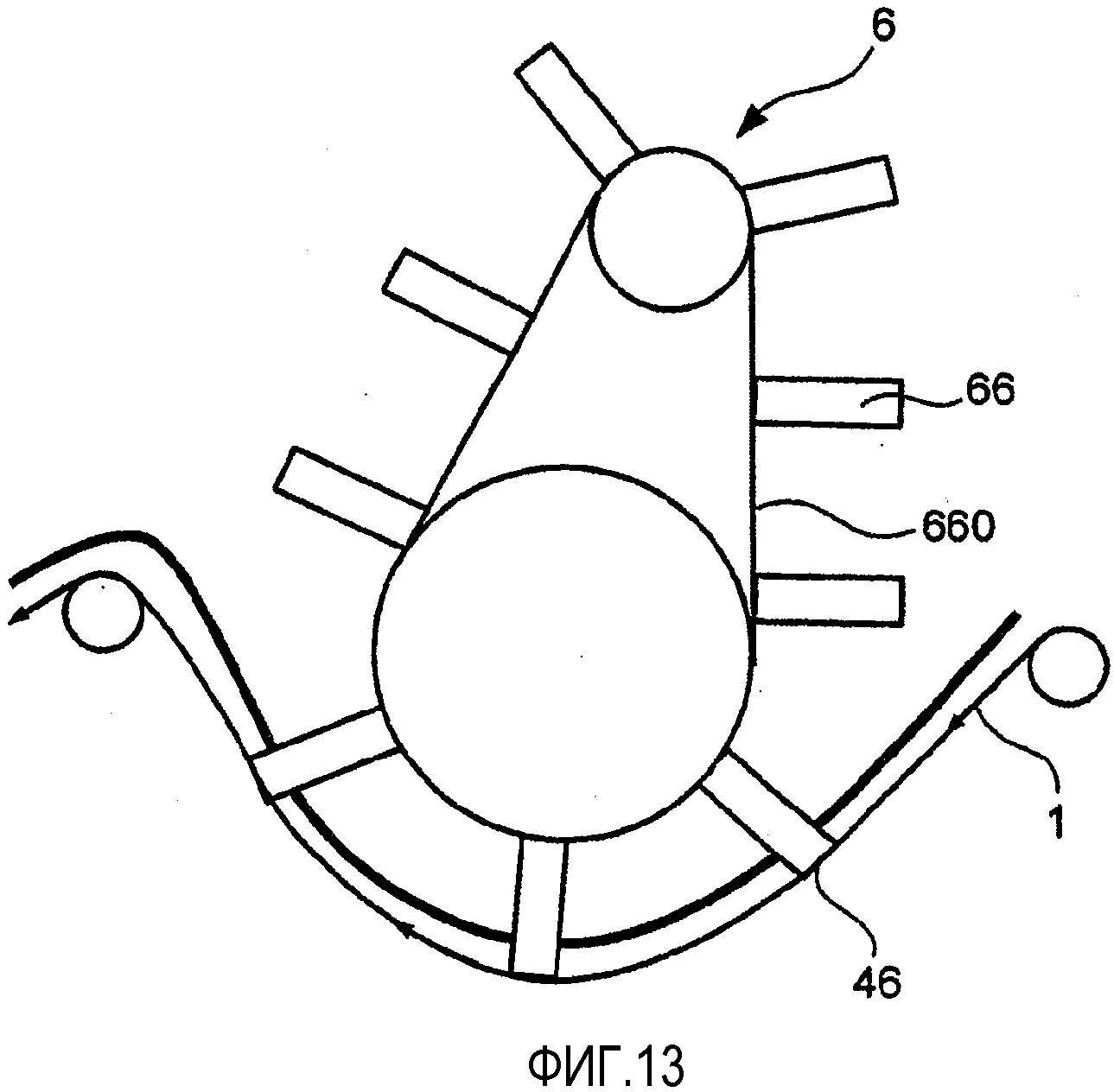
на Фиг.13 изображен альтернативный вариант осуществления средства удерживания;
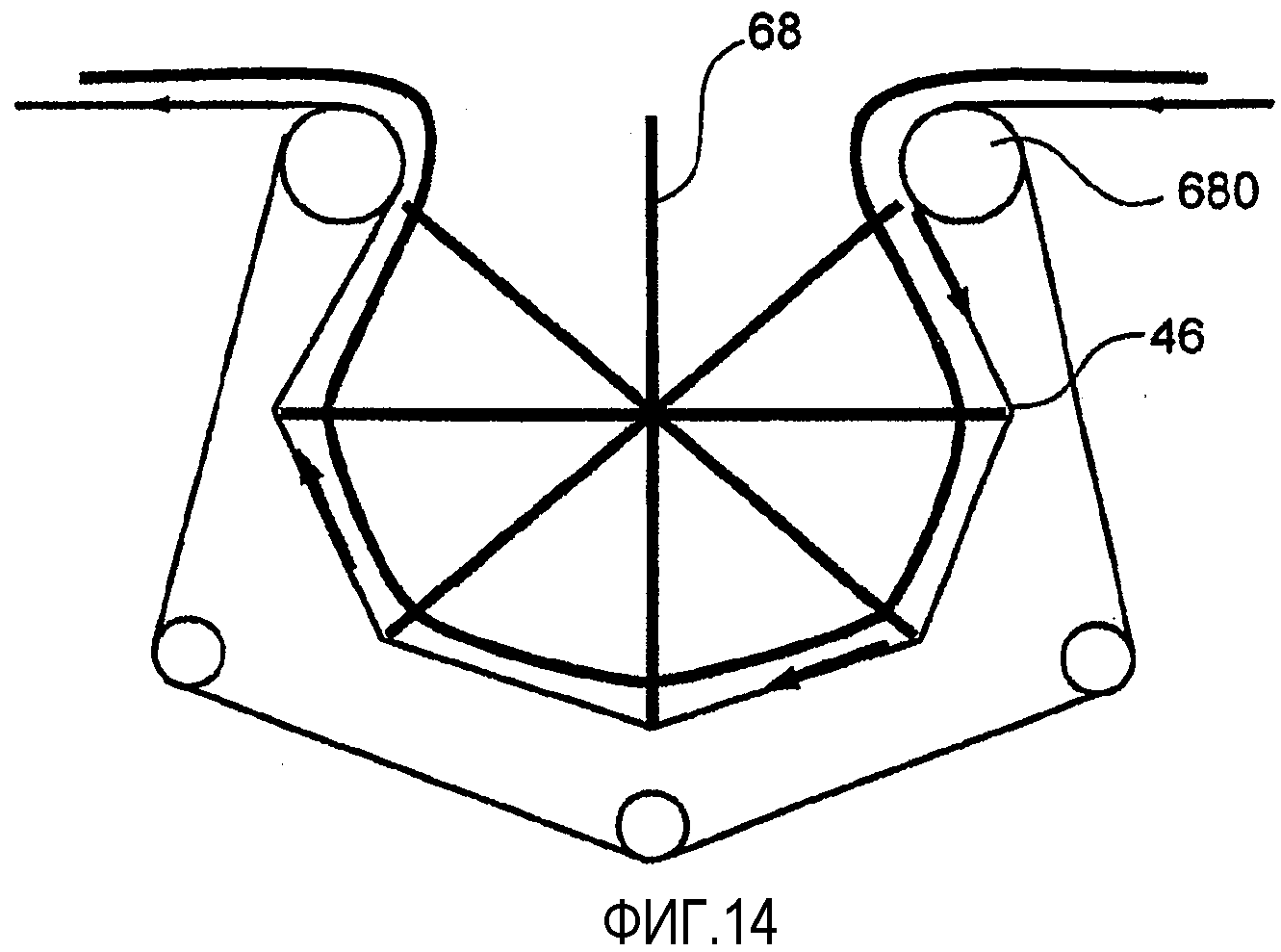
на Фиг.14 изображен еще один вариант осуществления средства удерживания;
Фиг.15 иллюстрирует средство удерживания другого типа;
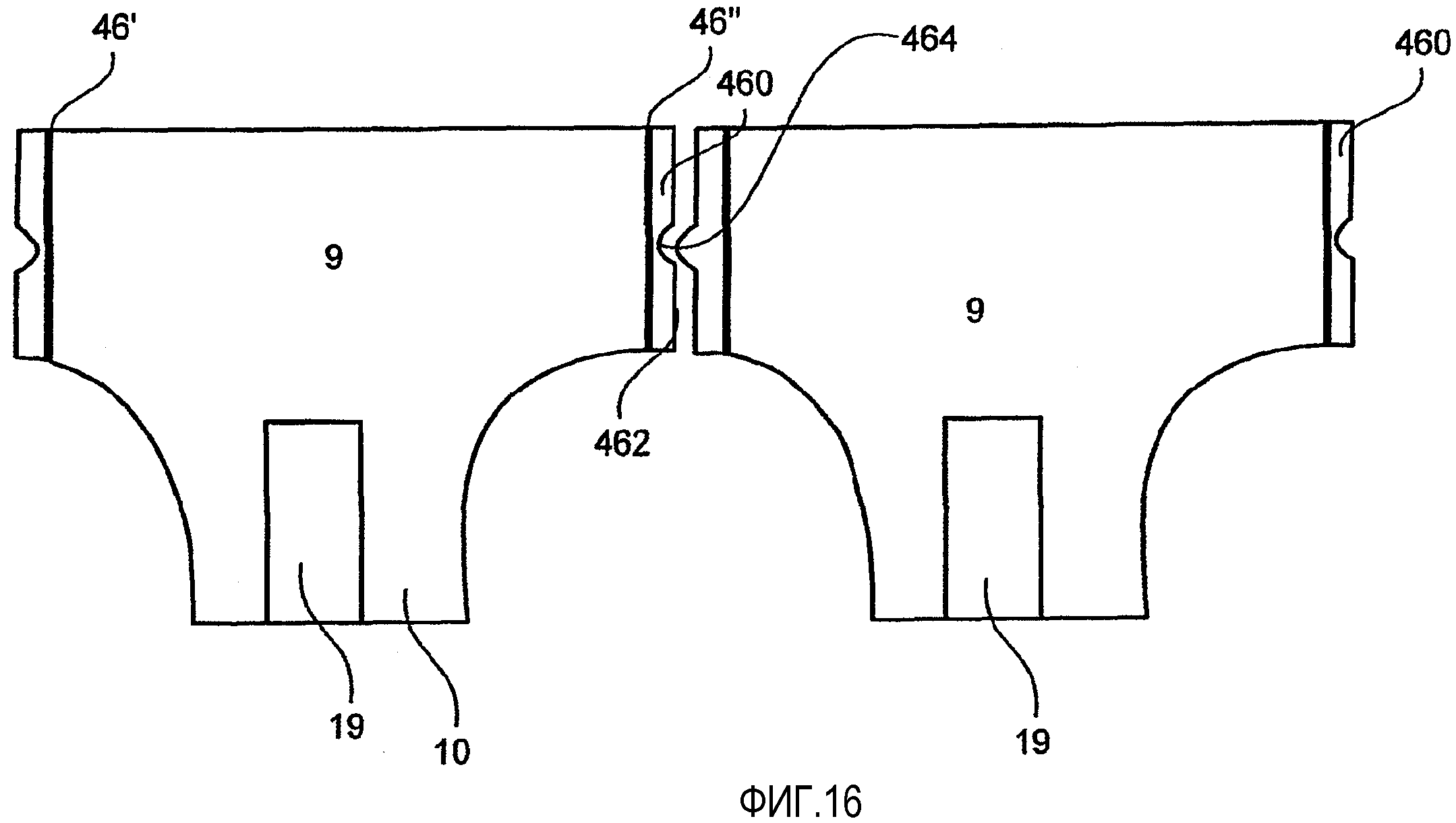
на Фиг.16 изображено впитывающее изделие, изготовленное данным способом;
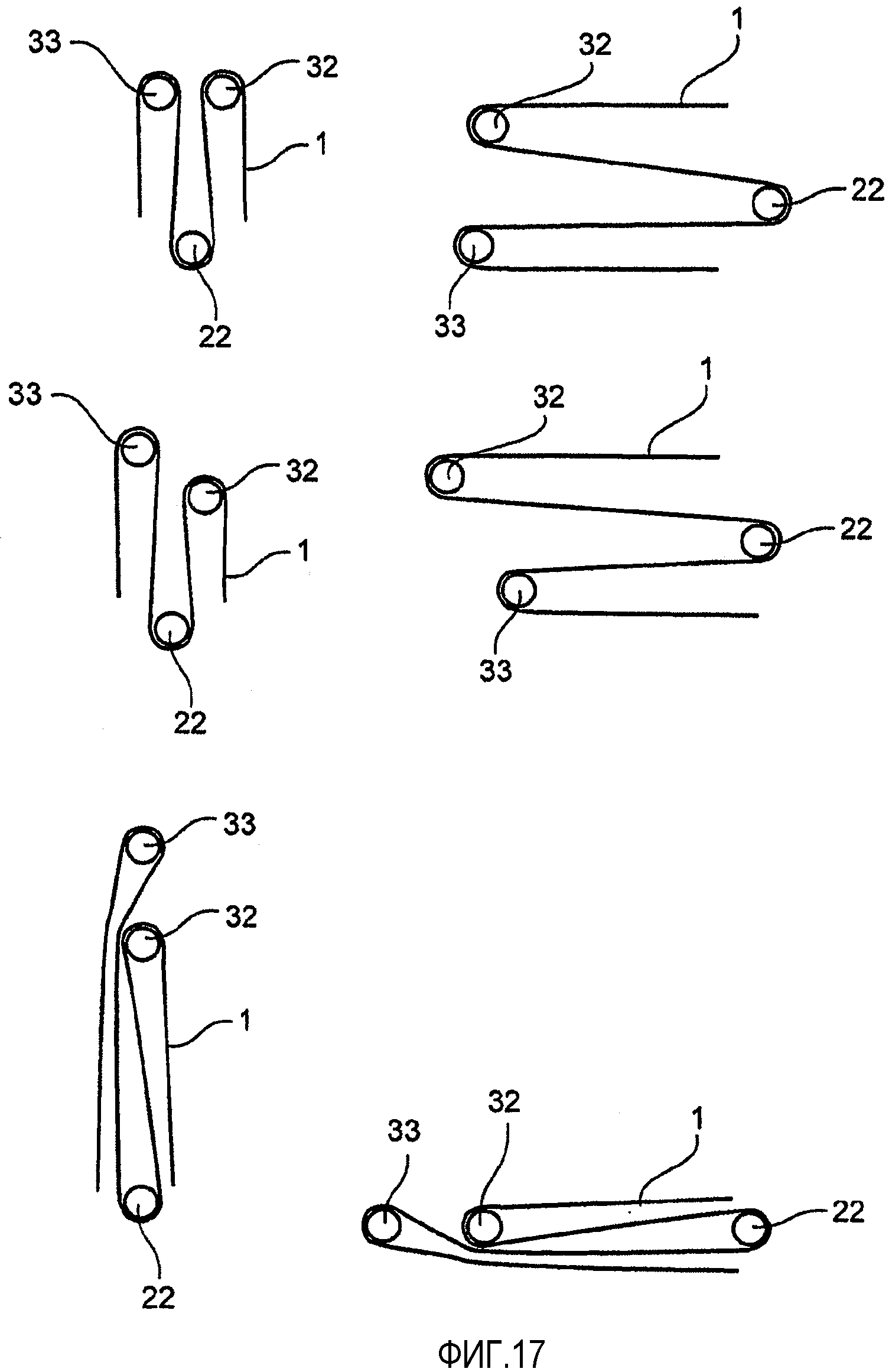
на Фиг.17 изображены различные варианты расположения первого и второго направляющих стержней; и
Фиг.18 иллюстрирует альтернативный вариант осуществления для выполнения третьей операции складывания.
Подробное описание предпочтительных вариантов осуществления
Ниже будут описываться предпочтительные варианты осуществления настоящего изобретения со ссылкой на прилагаемые чертежи. На чертежах аналогичные или одни и те же элементы будут обозначены одними и теми же номерами позиций, а повторяющееся их описание может быть опущено во избежание повторов.
На Фиг.1 изображен первый, начальный, участок производственного устройства 100, в соответствии с настоящим изобретением, которое предназначено для изготовления впитывающих изделий и, в частности, одноразовых гигиенических и/или впитывающих трусов.
Продольное полотно 1 рулонного материала подается в направлении Х подачи, которое также является машинным направлением MD (направлением обработки в машине). Полотно 1 имеет первую сторону 10 и вторую сторону 12. Полотно 1 содержит два противоположных продольных края 14 и снабжено отверстиями 16, расположенными на расстоянии друг от друга и предусмотренными полностью внутри границ, определяемых полотном 1 рулонного материала. Между отверстиями 16 и двумя противоположными продольными краями 14 находятся противоположные припуски 18 рулонного материала. Предполагается, что данные припуски определяются в области между пунктирными линиями, то есть припуски проходят в поперечном машинному направлению CD между любым участком отверстия 16 и соответствующим продольным краем 14 полотна 1.
Впитывающий слой 19 расположен между двумя соседними отверстиями 16 в полотне 1. Впитывающий слой может распространяться на припуски рулонного материала.
Средство подачи для подачи полотна 1 предусмотрено, однако не показано на Фиг.1. Средство подачи может представлять собой рулон, от которого отматывается готовое полотно, содержащее отверстия 16 и впитывающие слои 19. Средство подачи также может быть предусмотрено на любой предшествующей по технологическому маршруту станции производственного процесса, из которой полотно 1 с, по меньшей мере, избранными признаками, обсуждаемыми выше, подается в устройство 100.
После средства подачи предусмотрено первое складывающее средство 2, которое выполняет первую операцию складывания полотна 1 вдоль его продольного направления Х так, чтобы участки первой стороны 10 полотна были обращены друг к другу. В варианте осуществления, изображенном на Фиг.1, полотно 1 складывается таким образом, что два противоположных продольных края 14 фактически выравниваются друг с другом, как указано с помощью позиционного обозначения 20. Однако данное весьма специфическое выравнивание не является существенным для данного способа.
Первое складывающее средство 2 предусматривается в виде направляющего стержня 22, который проходит, по меньшей мере, на его рабочем складывающем участке, вдоль направления Х подачи и продольного направления MD устройства 100. Первый направляющий стержень 22 обеспечивает четко выраженный край или ось, по которой полотно 1 может быть сложено в длину.
В дополнение к первому направляющему стержню 22, предполагается наличие складывающего плужка или пластин, которые, однако, не показаны на Фиг.1 для упрощения. Складывающие пластины или плужок предназначены для того, чтобы совмещать противоположные края 14 или, по меньшей мере, противоположные припуски 18 полотна 1 таким образом, как указано с помощью ссылочного обозначения 20.
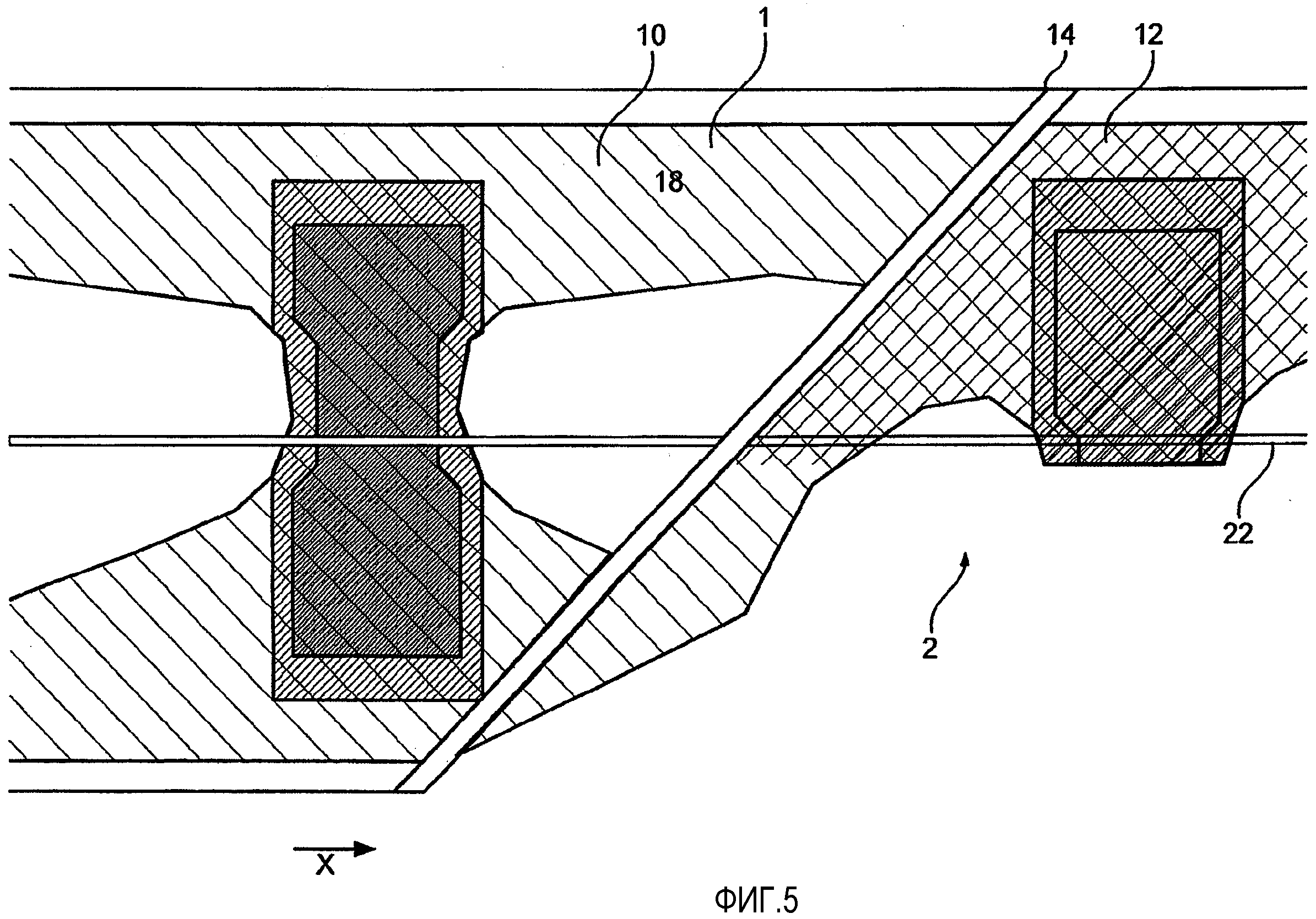
Ниже по ходу движения относительно первого складывающего средства 2 находится второе складывающее средство 3, которое выполняет вторую операцию складывания для складывания, по меньшей мере, участка полотна 1 вдоль его продольного направления, чтобы совместить противоположные припуски рулонного материала так, чтобы они были обращены друг к другу на второй стороне 12 полотна.
Полностью сложенное полотно, после складывания посредством второго средства складывания, можно видеть на чертеже под позиционным обозначением 30. В данном положении сложенное полотно 1 имеет, по существу, форму буквы М в поперечном сечении. Следует отметить, что припуски 18 могут быть совмещены и, предпочтительно, совмещаются друг с другом непосредственно в положении, обозначенном позицией 30 и на второй стороне 12 полотна, поскольку отверстия 16 полотна 1 дают возможность прямого контакта двух припусков 18 в области с позиционным обозначением 30.
Второе складывающее средство предусматривается в виде двух направляющих стержней 32, которые аналогично проходят вдоль направления Х подачи и которые расположены на небольшом расстоянии друг от друга в плоскости, определяемой несложенным полотном 1, и расположены от первого направляющего стержня 22 в направлении, перпендикулярном несложенному полотну, на расстоянии d по высоте на чертеже.
Расстояние d устанавливается, в варианте осуществления устройства, изображенном на Фиг.1, таким, что припуски 18 могут совмещаться полностью и при этом противоположные края 14 не касаются нижнего стержня 22. Соответственно, расстояние d представляет собой, по меньшей мере, размер наименьшего участка припуска 18 плюс ширина соответствующих направляющих стержней 22, 32.
Средство 4 соединения предусмотрено для формирования места соединения на полотне, в котором место соединения формируется, по меньшей мере, в части области, в которой противоположные припуски 18 были совмещены во время второй операции складывания посредством второго складывающего средства 3.
В изображенном варианте осуществления место соединения на полотне 1 обеспечивается посредством сварочного ультразвукового излучателя 40, имеющего сварочный рог 42, который помещается между первым направляющим стержнем 22 и вторым направляющим стержнем 32. Разумеется, могут использоваться другие средства соединения, общеизвестные в данной области техники. В настоящем случае сварочный рог 42 дает возможность сваривать противоположные припуски 18 вместе. Следует отметить, что процесс сварки происходит, по существу, через отверстие 16 полотна 1, так что свариваются только противоположные припуски 18, и, таким образом, только два слоя материала совмещаются друг с другом.
Сварочный рог 42 действует вплотную к сварочному цилиндру 44, который синхронизирован с полотном и, в частности, синхронизирован с последовательностью соответствующих отверстий 16 для того, чтобы была возможность изготовления места соединения между подлежащими впоследствии разделению индивидуальными впитывающими изделиями.
Ниже по ходу движения относительно средства 4 соединения располагается средство 5 предварительного отделения для предварительного надрезания полотна в области образования места соединения. Средство 5 предварительного отделения предусматривается в виде вращающихся ножей 50, которые разрезают полотно в области, в которой обеспечивается место 46 соединения в полотне 1. Как указано с помощью позиционного обозначения 50, этап предварительного отделения приводит к ситуации, когда часть полотна уже надрезана, но участок места 46 соединения остается целым на обоих противоположных участках среза. На противоположном продольном краю 14 полотна, в положении, обозначенном позицией 50, небольшой участок припуска 18 остается неразрезанным, с целью сохранения целостности полотна в его продольном направлении.
Кроме того, в положении, обозначенном позицией 50, заканчиваются два вторых направляющих стержня 32, так что загибы, образованные вторым складывающим средством 3, более не формируются вторыми направляющими стержнями 32. Однако в других вариантах осуществления вторые направляющие стержни также могут заканчиваться в других секциях устройства, например, сразу после первой операции складывания или уже непосредственно перед третьей операцией складывания.
Первый направляющий стержень 22, однако, остается и по-прежнему направляет загиб, сформированный первым складывающим средством 2.
На Фиг.2 изображен первый альтернативный вариант процесса разворачивания загибов и выворачивания совмещенного участка внутрь конечного изделия.
В частности, предусмотрено средство 6 удерживания, изображенное на Фиг.2 в виде зажимного средства 60. Зажимное средство 60 захватывает надрезанное полотно 1 в соответствующих соседних местах 46 соединения в полотне 1, по существу, на участке 140 сложенного полотна, который будет располагаться в области талии пользователя, так чтобы между двумя соседними зажимами 60 захватывалось одно индивидуальное впитывающее изделие.
Третье складывающее средство 7 предусматривается ниже по ходу процесса удерживания. Третье складывающее средство выполняет разворачивание участка ластовицы впитывающего изделия, обеспеченного впитывающим слоем 19, так что процесс складывания, выполненный с помощью второго складывающего средства 3, по меньшей мере, частично, становится обратным. В частности, область противоположных припусков 18, которые были загнуты один на другой с помощью второго складывающего средства 3, теперь разворачиваются в положение, в котором соответствующие первые стороны 10 полотна обращены друг к другу.
Третье складывающее средство 7 обеспечивается, на Фиг.2, посредством первого направляющего стержня 22, в котором первый направляющий стержень 22 отклоняется в направлении вниз, так что участок ластовицы выталкивается из М-образной конфигурации. На противоположных боковых краях 14 остается участок, который будет располагаться в области талии пользователя.
Отделяющее средство 8 предусмотрено ниже по ходу движения относительно третьего складывающего средства 7, в котором отделяющее средство 8 полностью отделяет индивидуальное впитывающее изделие от полотна.
Следует принимать во внимание, что конечное впитывающее изделие, которое, предпочтительно, является одноразовыми гигиеническими трусами или одноразовыми трусами, используемыми при недержании, имеет структуру, в которой большая часть мест 46 соединения, обеспечиваемых средством 4 соединения, теперь находятся на внутренней стороне впитывающего изделия. В частности, большая часть кромочного материала 460, остающегося в месте 46 соединения, располагается внутри готовых трусов. Последний небольшой участок, соответствующий участку, который будет располагаться в области талии пользователя, остается сложенным наружу, но может быть аналогичным образом согнут повторно, чтобы получилось впитывающее изделие, в котором все соединения и, в частности, кромка, возникающая в результате операции отрезания, находились с внутренней стороны впитывающего изделия.
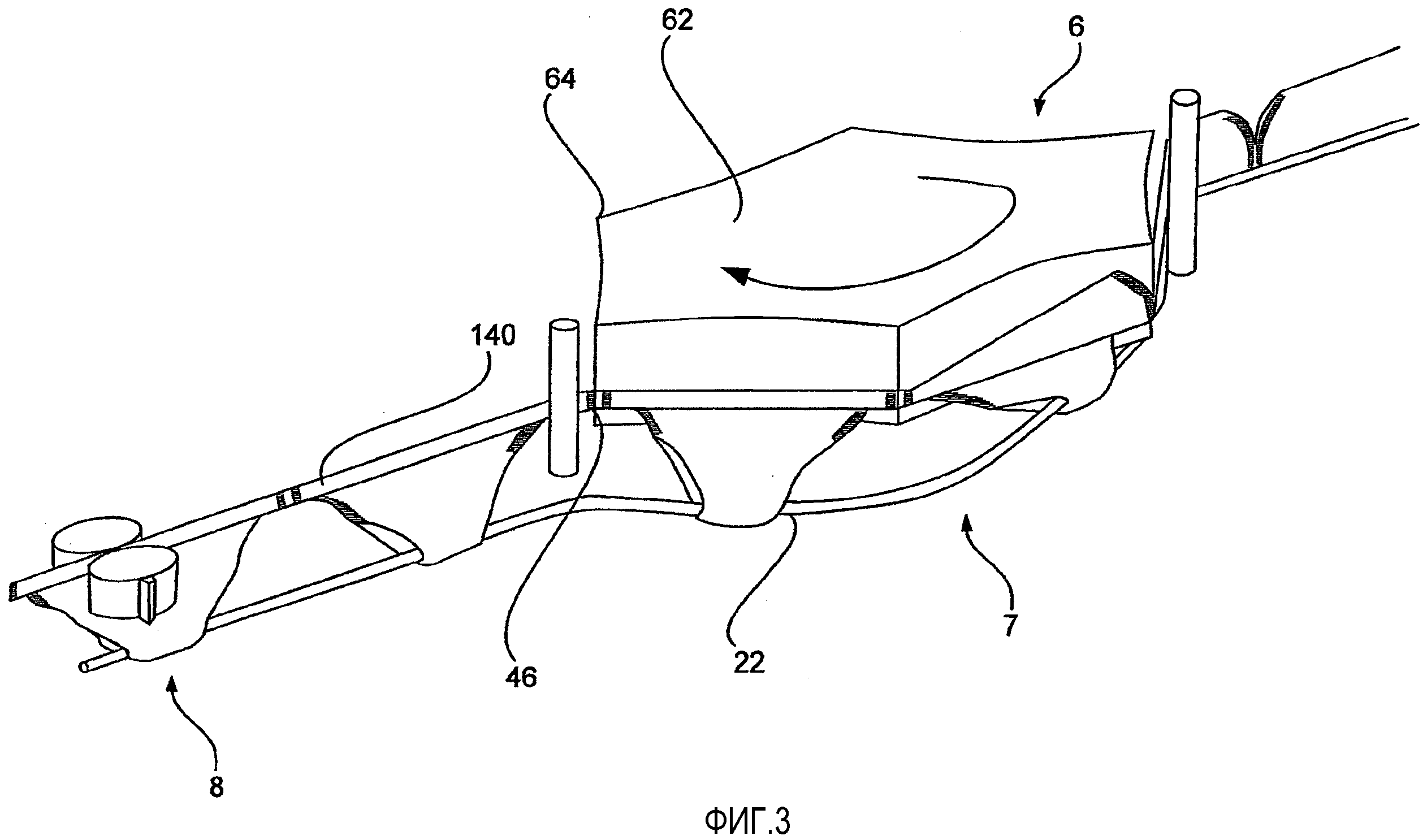
На Фиг.3 изображена альтернатива зажимам 60, представленным на Фиг.2. Средство 6 удерживания на Фиг.3 предусмотрено в виде многоугольной шестерни 62, имеющей углы 64. Многоугольная шестерня 62 имеет такую длину каждой из сторон многоугольника, которая соответствует расстоянию между двумя соседними местами 46 соединения. Кроме того, многоугольная шестерня 62 синхронизирована с местами соединения таким образом, что каждое место 46 соединения полотна соотносится с одним из углов 64 многоугольной шестерни. Предпочтительно, стороны многоугольной шестерни между углами 64 являются немного вогнутыми для того, чтобы увеличить трение на углах 64.
Многоугольная шестерня 62 приспособлена удерживать соответствующее впитывающее изделие в соответствующих местах 46 соединения во время третьей операции складывания. Третье складывающее средство 7 изображено на Фиг.3, вновь в виде первого направляющего стержня, который отклоняется от исходного положения для того, чтобы выталкивать участок ластовицы впитывающего изделия.
Для содействия удерживанию полотна за участок 140, который будет располагаться в области талии пользователя, многоугольная шестерня 62 также может быть снабжена вакуумным средством, либо на углах, между углами, либо по окружности, так что участок 140 может плотно прижиматься к шестерне 62.
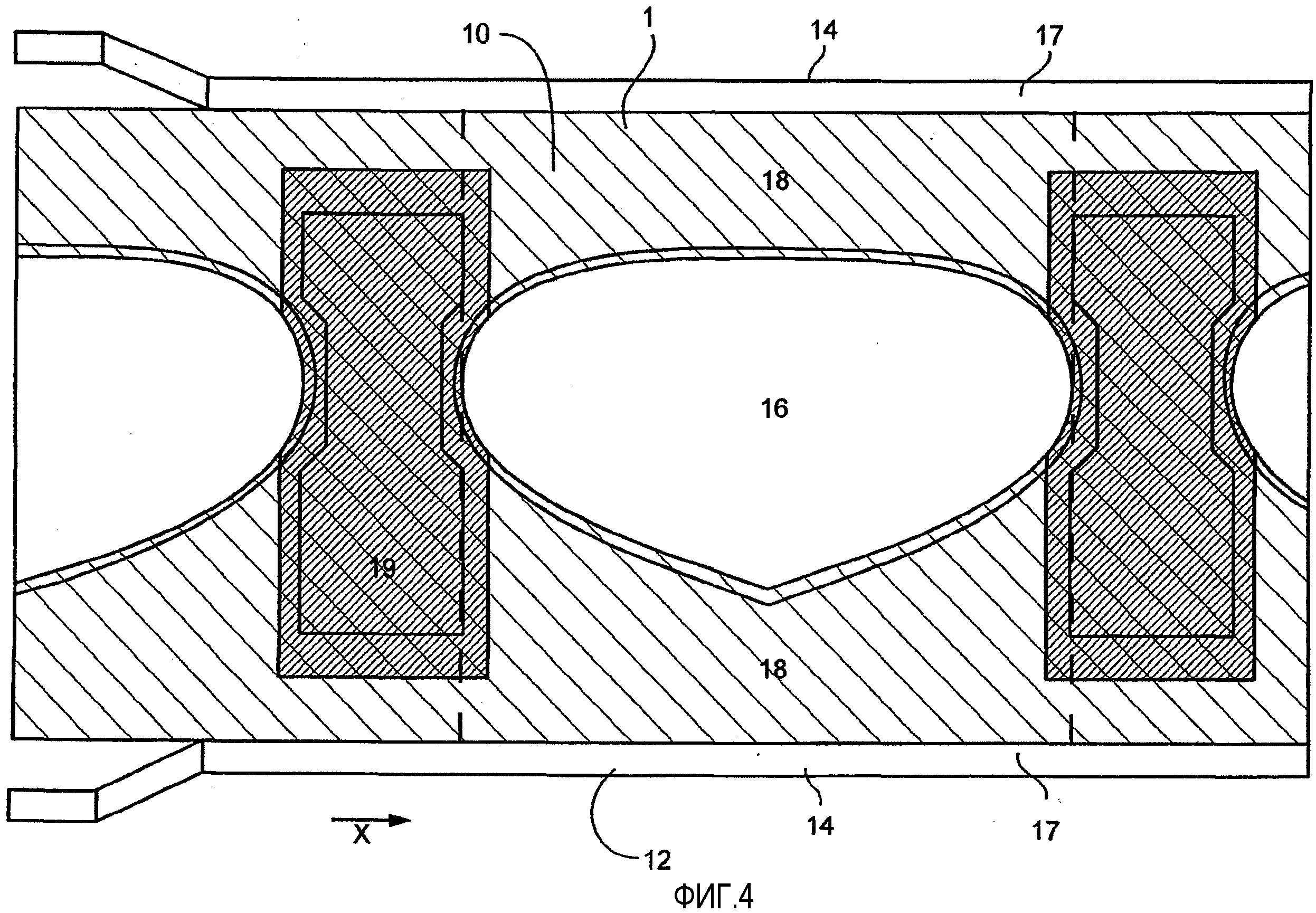
В отношении Фиг.4-11, снова описывается способ производства более подробно.
В частности, на Фиг.4 изображено полотно 1 с отверстиями 16, впитывающим слоем 19, противоположными боковыми краями 14 и припусками 18. Кроме того, участок 17, который будет располагаться в области талии пользователя, также изображен на Фиг.4, а направлением подачи, в данном случае, является направление слева направо, что обозначено стрелкой Х.
Фиг.5 иллюстрирует первую операцию складывания посредством первого направляющего стержня 22, в котором полотно 1 сгибается в длину таким образом, что противоположные боковые края 14 совмещаются так, чтобы припуски 18 накладывались на первой стороне 10 полотна.
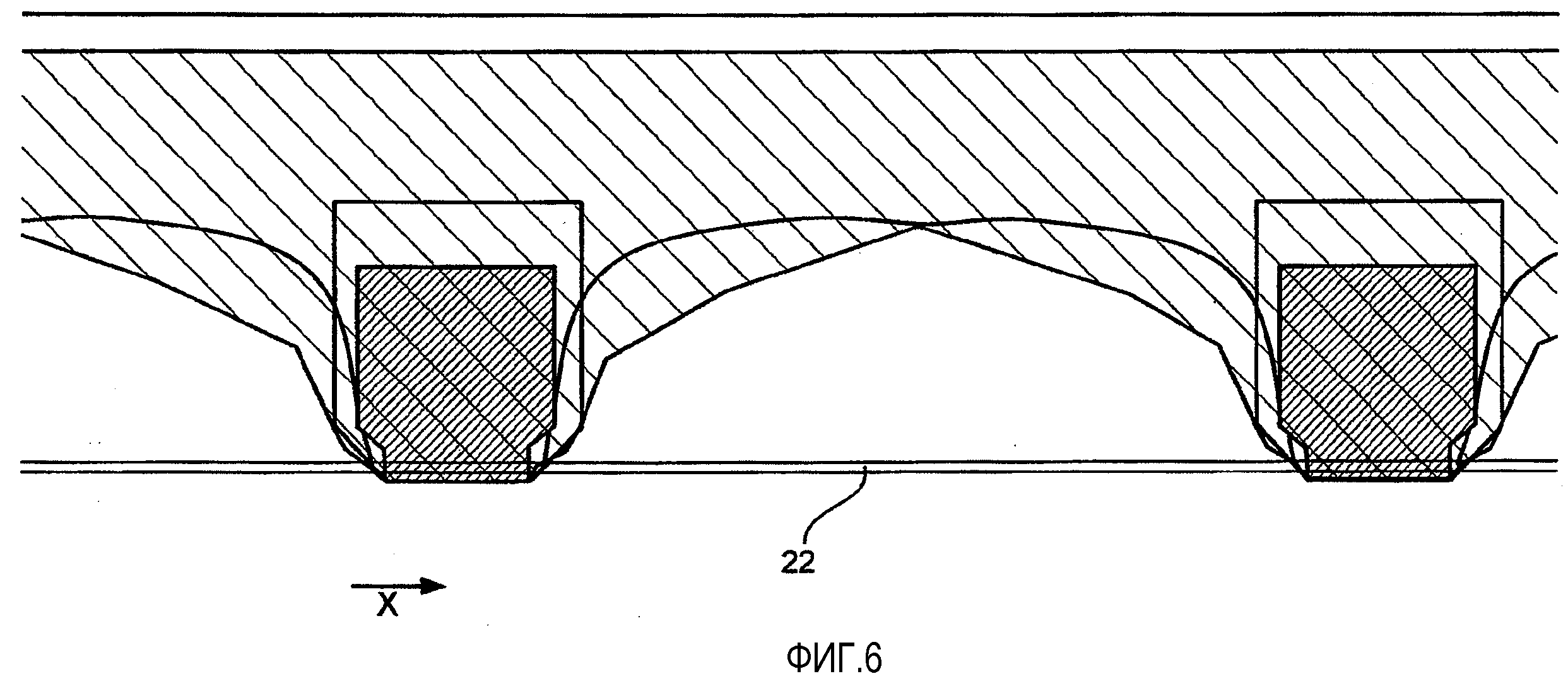
Сложенное таким образом полотно, как иллюстрирует Фиг.6, подлежит перемещению вдоль направления Х подачи.
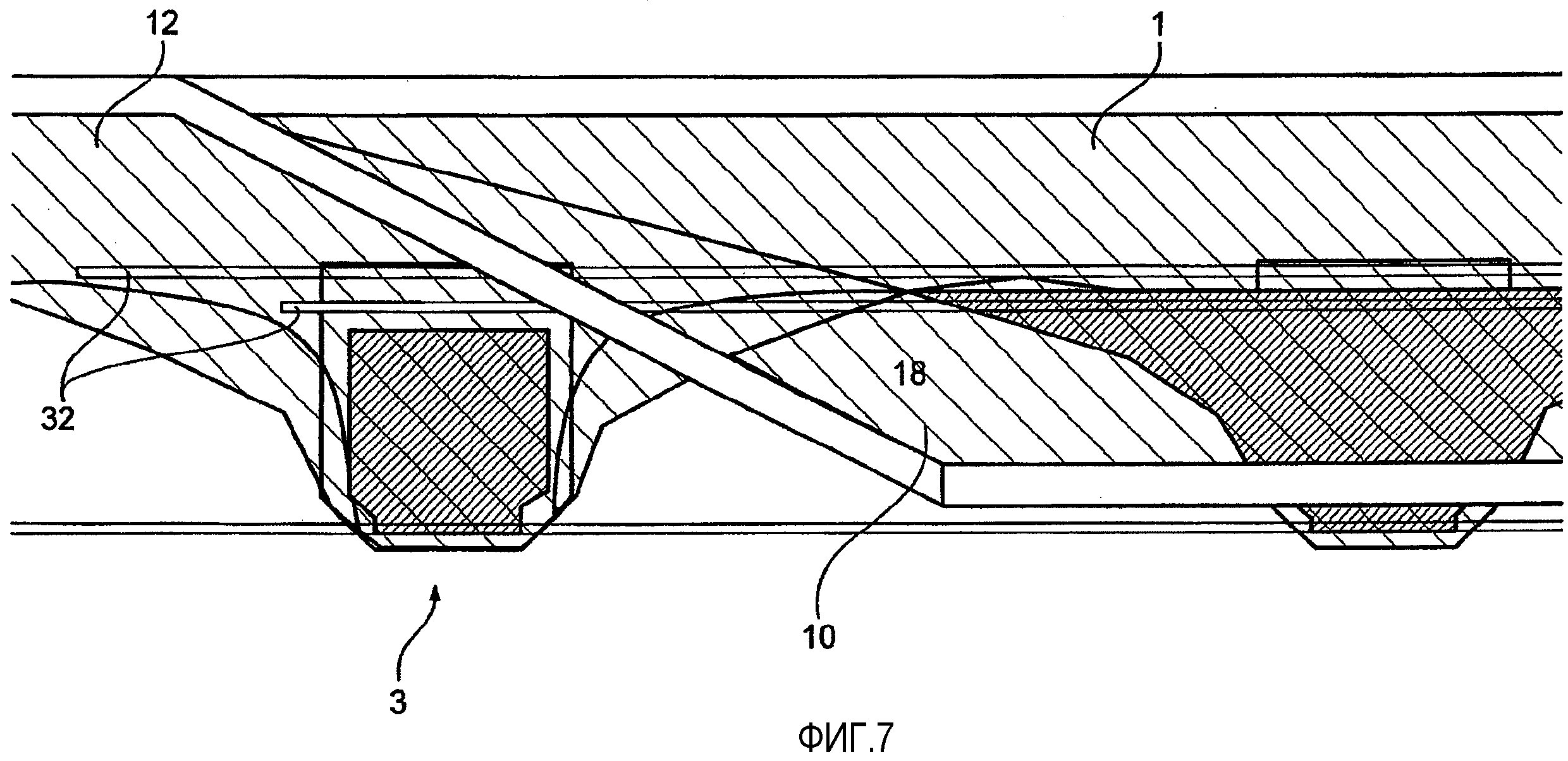
На Фиг.7 изображена операция второго складывания с помощью складывающего средства 3, в котором предусмотрены вторые направляющие стержни 32. Как видно на чертеже, участки припусков 18 снова отгибаются в направлении вниз, по краю, обеспечиваемому вторыми направляющими стержнями 32, в котором на Фиг.7 лишь первый участок полотна 1 отгибается в направлении вниз, а Фиг.8 иллюстрирует, что другая сторона полотна также отгибается в направлении вниз. Другими словами, участки полотна, находящиеся противоположно друг другу, отгибаются один за другим.
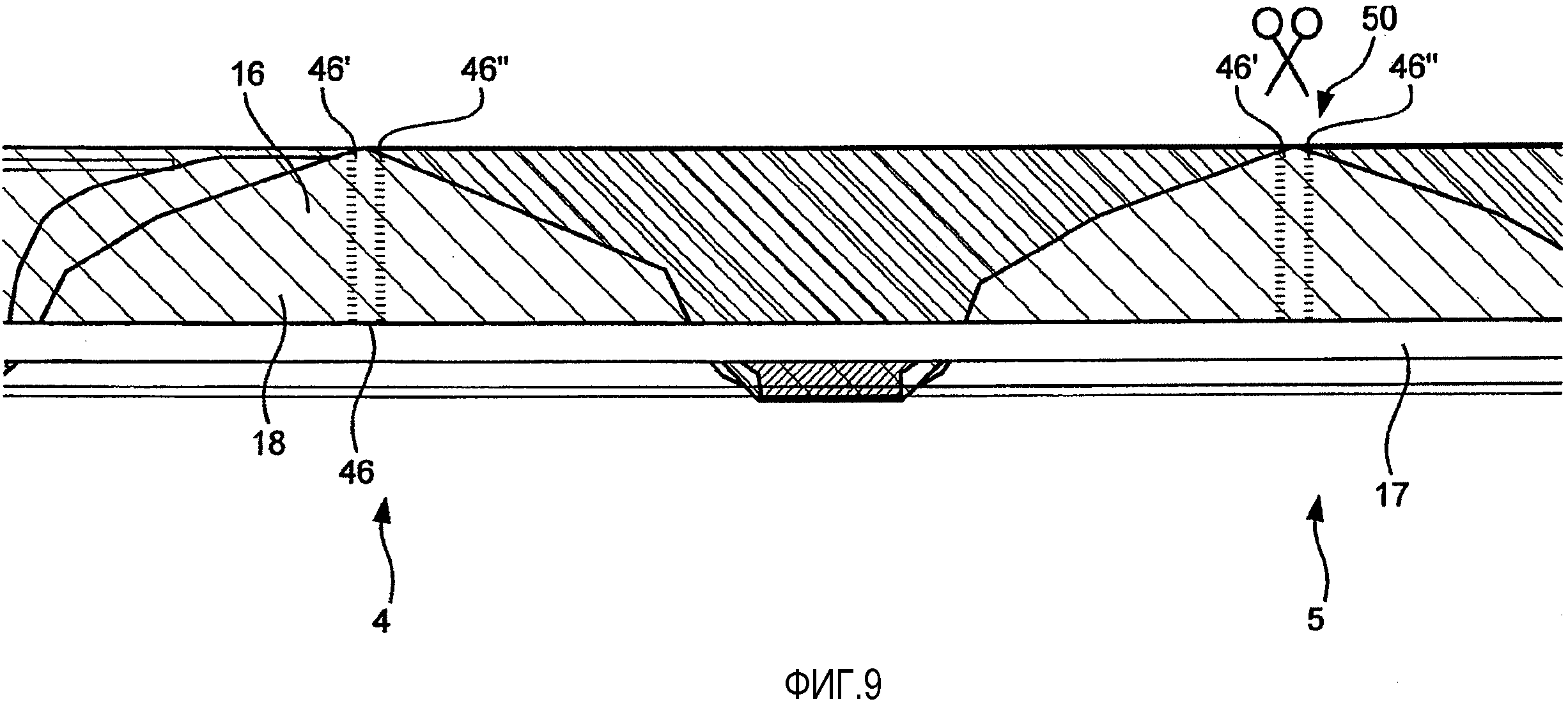
Фиг.9 иллюстрирует то, как два припуска 18 накладываются друг на друга через отверстия 16 полотна, и формируется место 46 соединения с помощью средства 4 соединения. Место соединения, изображенное на Фиг.9, включает в себя два отдельных шва 46' и 46'', и на этапе 5 предварительного отделения выполняется разрез между первым швом 46' и вторым швом 46'', однако, участок 17, который будет располагаться в области талии пользователя, остается неразрезанным, для того чтобы сохранить структурную целостность полотна.
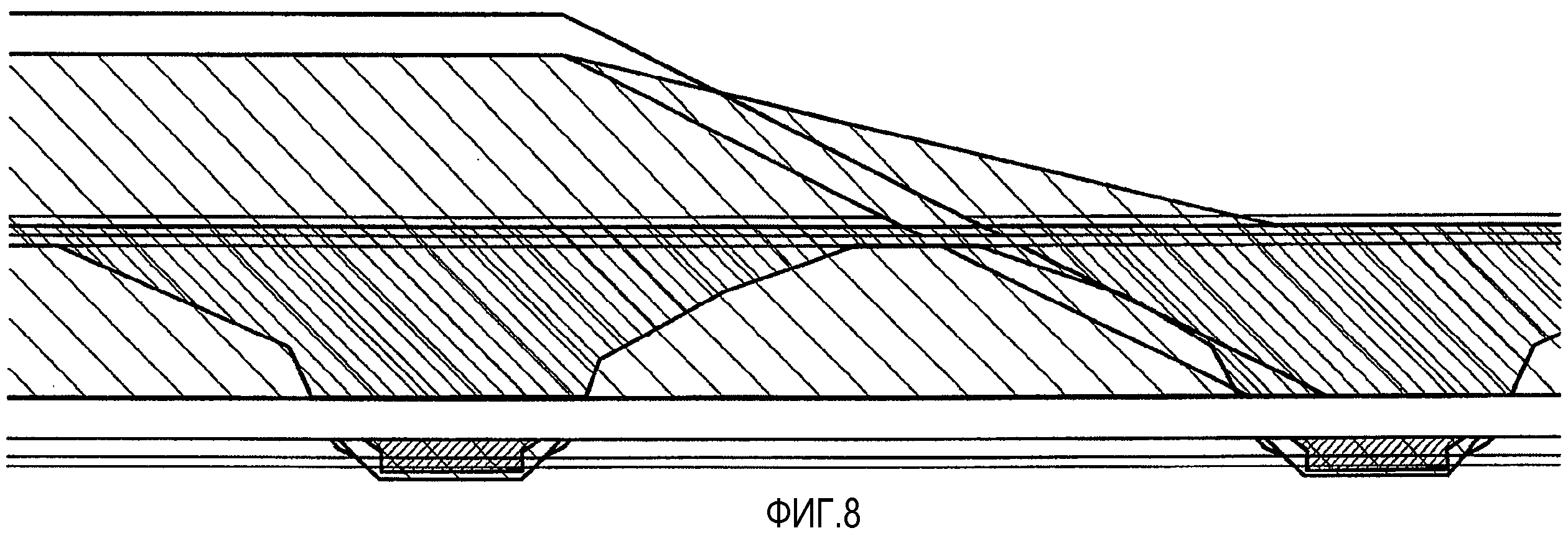
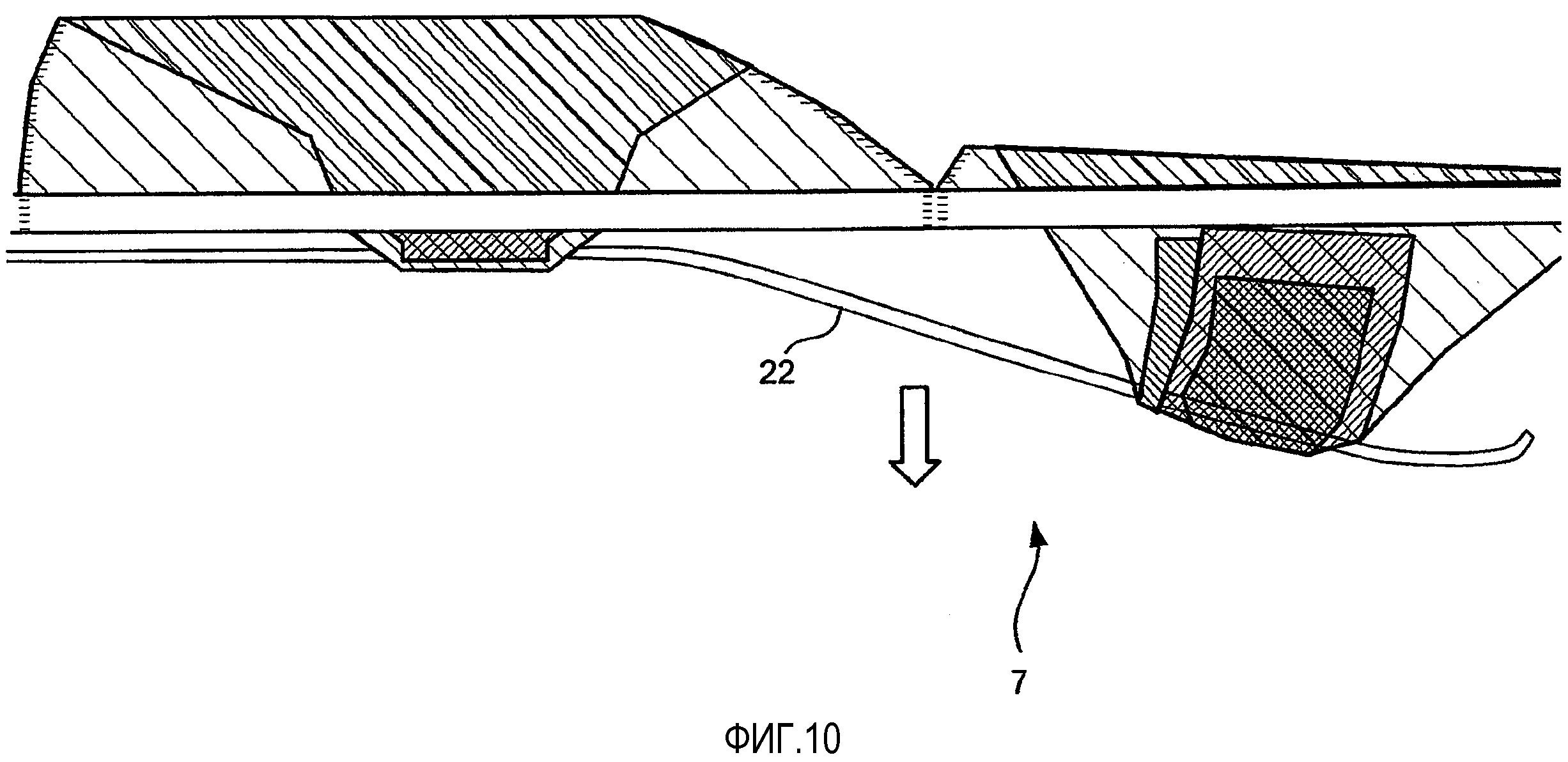
На Фиг.10 изображена операция третьего складывания с помощью третьего складывающего средства 7, в котором первый направляющий стержень 22 просто отклоняется от исходного положения с целью выталкивания в направлении вниз участка ластовицы впитывающего изделия, так что материал, сложенный во время второй операции складывания, фактически переворачивается в отношении его ориентации.
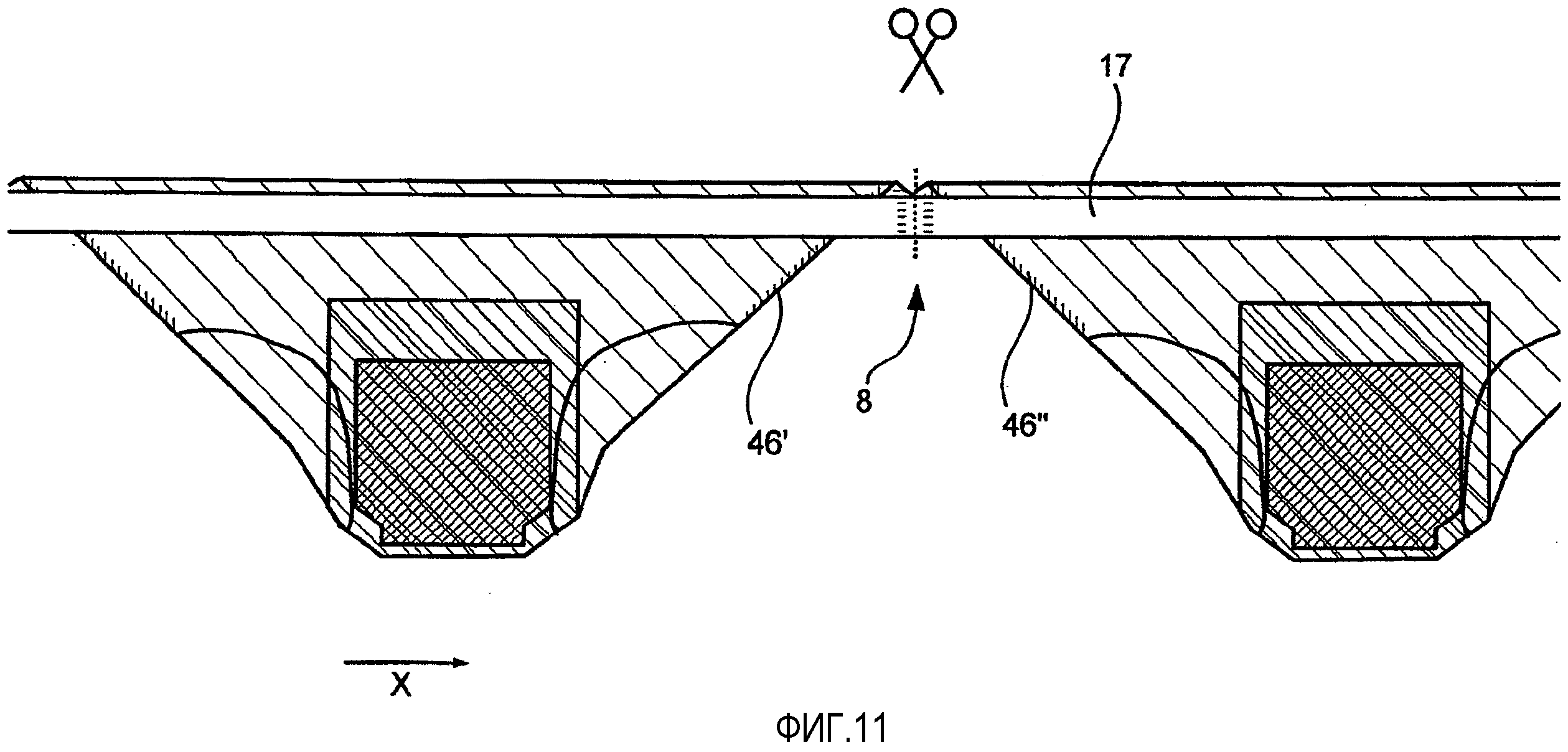
Получаемое в результате впитывающее изделие изображено на Фиг.11, на которой, на станции 8, производится финальный разрез с целью отделения индивидуальных впитывающих изделий от полотна.
Следует отметить, что участок 17, который будет располагаться в области талии пользователя, все еще находится в сложенном положении, выполненном на этапе второго складывания. Однако большая часть швов 46', 46'' отгибаются в обратную сторону, так что кромочный материал, находящийся между первым швом 46' и вторым швом 46'', фактически направлен вовнутрь.
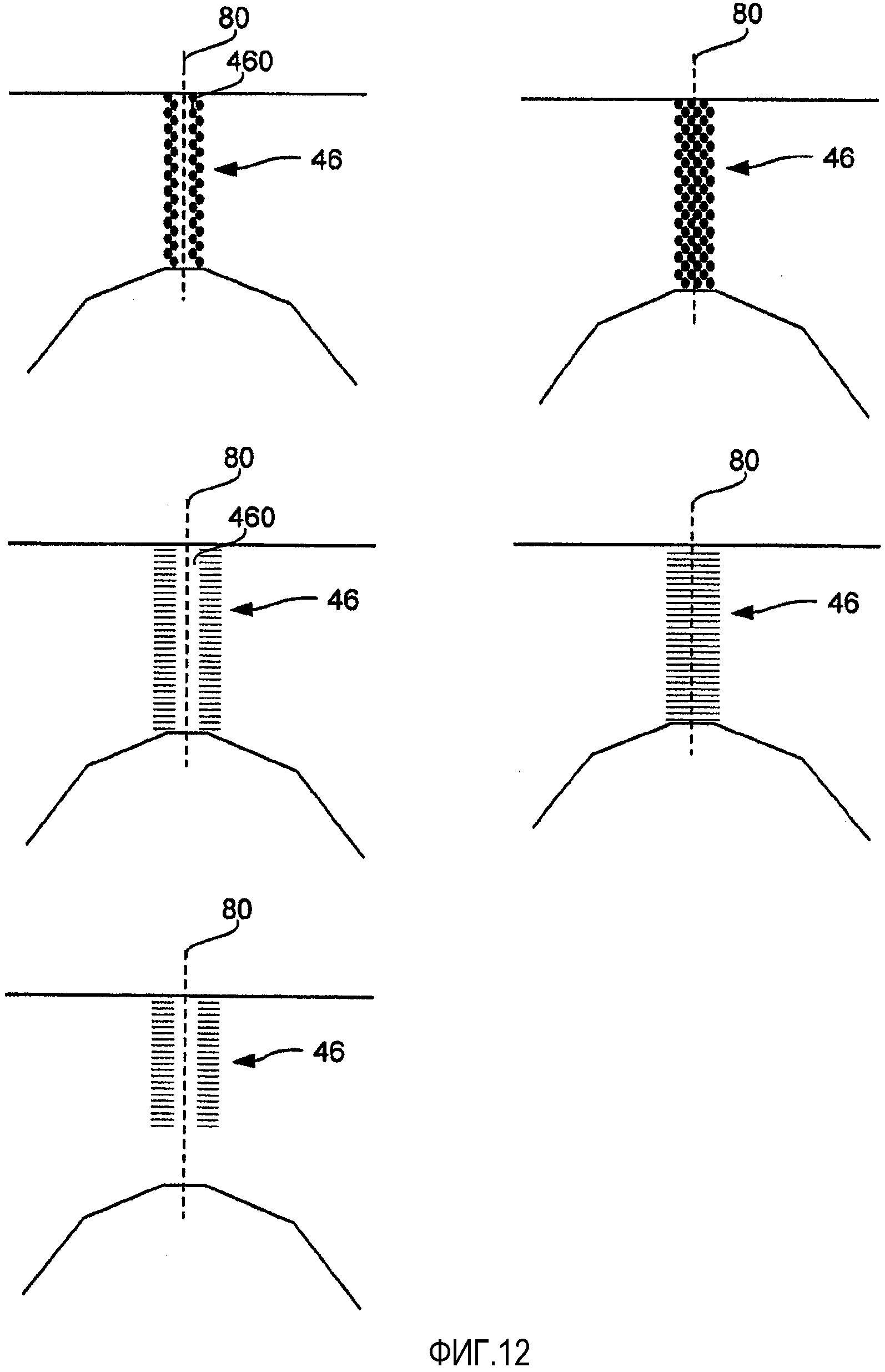
Фиг.12 иллюстрирует различные варианты формирования места 46 соединения. В частности, места соединения в правой части данного чертежа предусмотрены в виде полномерных соединений, в которых совмещается относительно большая область полотна. Места соединения, изображенные в левой части данного чертежа, имеют форму отдельных сварочных точек, расположенных более или менее симметрично относительно предполагаемой линии 80 отделения, так что на кромочных участках 460 остается несвязанный материал. Данный несвязанный материал на кромочных участках 460 обладает преимуществом в том, что места соединения более мягко ощущаются кожей пользователя.
На Фиг.13 изображена альтернатива многоугольной шестерне 62, представленной на Фиг.3. В данном случае полотно 1 удерживается в соответствующих местах соединения посредством лопастей 66, которые движутся на цепном приводе 660.
На Фиг.14 изображен еще один вариант осуществления средства 6 удерживания, а именно в форме лопастей 68, которые вплотную прижимаются к конвейерной ленте 680 в позициях соответствующих мест 46 соединения.
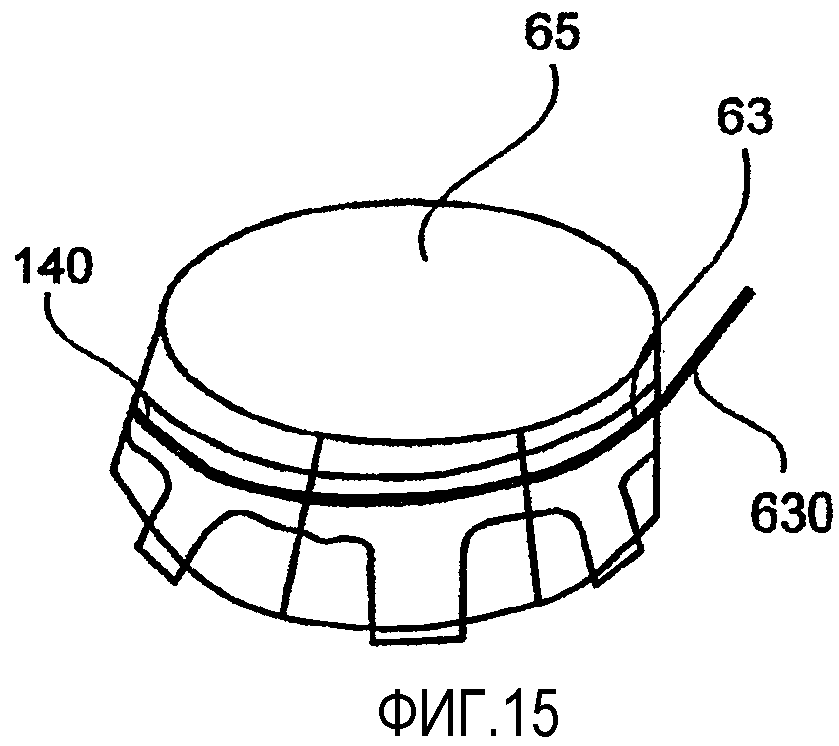
Как изображено на Фиг.15, для обеспечения надежной конвейерной подачи во время третьей операции складывания паз 63 может быть предусмотрен в, по существу, круглой шестерне 65, в которой в пазу 63 может находиться участок 140, который будет располагаться в области талии пользователя, в то время пока выполняется третья операция складывания. Участок 140 может быть вжат в паз 63 с помощью зажимного ремня 630, который размещается, по существу, в том же самом месте, что и паз 63, и прижимает участок 140 вплотную к шестерне 65.
Фиг.16 иллюстрирует индивидуальное впитывающее изделие 9, в его вывернутом положении, так что впитывающий слой 19 обращен наружу, и первая сторона 10 также обращена наружу. Изображены два шва 46' и 46'', которые оставляют кромочный материал 460 с внешней стороны. Данный кромочный материал 460 обращен внутрь трусов, когда они принимают окончательное расположение.
Поскольку первый этап отделения и второй этап отделения выполняются для двух соседних впитывающих изделий, срез на кромке 460 демонстрирует край 462 неправильной формы, на котором могут иметься неровности 464. Более того, впитывающее изделие, изображенное на Фиг.16 справа, иллюстрирует асимметричную неправильную форму на его левой и правой сторонах кромки 460.
На Фиг.17 примерно изображены варианты поперечного сечения конструкции первого направляющего стержня 22 и вторых направляющих стержней 32, 33 в различных положениях. Отмечается, что расстояние между первым направляющим стержнем 22 и соответствующими вторыми направляющими стержнями 32, 33 определяется, в том числе, горизонтальным расстоянием припусков 18. Данное ограничение по размерам является необходимым для осуществления этапа соединения посредством сварочного рога 42, как изображено на Фиг.1, так чтобы только два слоя материала соединялись друг с другом, по существу, через отверстие 16.
Известно, что для того, чтобы было возможно осуществить способ, изображенный схематически на Фиг.1, максимальный боковой размер отверстия 16 должен быть больше взятого дважды наименьшего припуска 18. Обычно припуски 18 имеют идентичный боковой размер, такой, что отверстие 16 должно быть больше взятого дважды бокового размера припусков 18 в том месте, где предполагается формирование шва.
Различные варианты конструкции, изображенные на Фиг.17, не только приспособлены под асимметричные формы отверстия 16, например, для обеспечения большего охвата одноразовыми трусами в задней части, чем в передней части, но также приспособлены для различных конфигураций данного устройства.
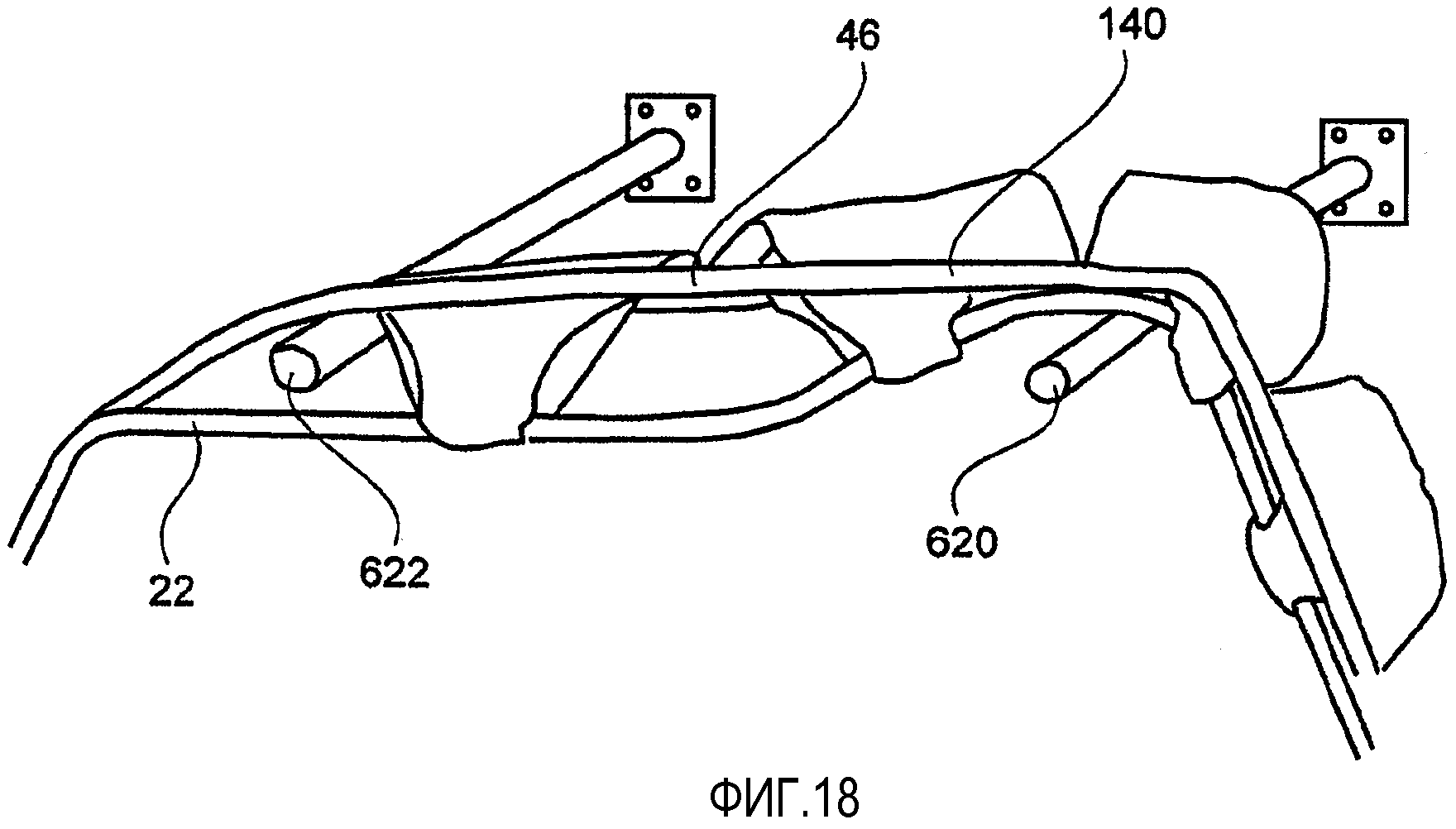
На Фиг.18 изображен еще один вариант осуществления устройства для выполнения третьей операции складывания. В частности, впитывающее изделие по-прежнему направляется с помощью первого направляющего стержня 22 на участке ластовицы, а участок 140, который будет располагаться в области талии пользователя, направляется с помощью двух роликов 620, 622. Для того чтобы осуществить третью операцию складывания, а именно развернуть трусы, первый направляющий стержень 22 отводится в сторону от плоскости, в которой ориентирован участок 140 впитывающего изделия, удерживаемый двумя роликами 620, 622, так что выполняется третья операция складывания и участок ластовицы раскладывается таким образом, что швы в местах соединения переворачиваются, по меньшей мере, частично, вовнутрь конечного изделия.
Способ изготовления верхнего листа или нижнего листа одноразового абсорбирующего изделия
Поглощающее изделие одноразового использования, имеющее барьерный элемент, соединенный с боковой частью посредством соединительного элемента
Абсорбирующее изделие, которое содержит отсоединяемый элемент жесткости
Покрытый смазкой тампон, имеющий переворачиваемые клапаны для облегченного введения и удаления
Абсорбирующее изделие, содержащее отсоединяемый, придающий жесткость элемент
Поглощающее изделие одноразового использования, содержащее частично прикрепленный ярлык с печатью
Поглощающее изделие одноразового использования, содержащее ярлык с печатью
Абсорбирующее изделие, содержащее элемент жесткости и устройство для удаления
Абсорбирующее изделие
Поглощающее изделие с эластичными боковыми панелями, содержащими средства индикации
Способ изготовления верхнего листа или нижнего листа одноразового абсорбирующего изделия
Поглощающее изделие одноразового использования, имеющее барьерный элемент, соединенный с боковой частью посредством соединительного элемента
Абсорбирующее изделие, которое содержит отсоединяемый элемент жесткости
Покрытый смазкой тампон, имеющий переворачиваемые клапаны для облегченного введения и удаления
Абсорбирующее изделие, содержащее отсоединяемый, придающий жесткость элемент
Поглощающее изделие одноразового использования, содержащее частично прикрепленный ярлык с печатью
Поглощающее изделие одноразового использования, содержащее ярлык с печатью
Абсорбирующее изделие, содержащее элемент жесткости и устройство для удаления
Абсорбирующее изделие
Поглощающее изделие с эластичными боковыми панелями, содержащими средства индикации

