Результат интеллектуальной деятельности: СПОСОБ УГЛОВОГО ПРЕССОВАНИЯ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к способам получения заготовок и изделий, преимущественно, из цветных (алюминиевых и медных) сплавов с повышенными механическими свойствами материалов за счет формирования мелкозернистой структуры с повышенной однородностью.
Из уровня техники известен способ деформирования заготовок в пересекающихся каналах, заключающийся в деформировании заготовки в вертикальном и горизонтальном каналах с перемещением заготовки в последнем с подпором (Сегал В.М., Резников В.И., Копылов В.И. и др. «Процессы пластического структурообразования металлов», Минск: Наука i тэхнiка, 1994, стр.26).
К недостаткам данного, известного из уровня техники, способа следует отнести трудоемкость процесса создания подпора с помощью сложных механизмов.
Наиболее близким к изобретению по технической сущности и достигаемому положительному эффекту является известный из уровня техники, способ углового прессования, заключающийся в деформировании заготовки посредством пуансона в сборной матрице с пересекающимися входным, промежуточным и выходным каналами (RU 2440210 С1 20.01.2012).
Недостатком данного способа является отсутствие подпора заготовки при прессовании.
Техническим результатом, на достижение которого направлено заявленное изобретение, является повышение однородности накопленных деформаций металлом заготовки по всему ее объему с повышением однородности мелкозернистой структуры, а также повышение качества за счет сохранения геометрических параметров при выходе заготовки из матрицы.
Указанный технический результат достигается тем, что способ углового прессования заключается в пластической деформации заготовки посредством пуансона в сборной матрице с пересекающимися входным, промежуточным и выходным каналами, согласно изобретению, пластическое деформирование заготовки осуществляют посредством дополнительного воздействия на ее торцы балластных заготовок, при этом во входном канале располагают, по меньшей мере, одну балластную заготовку, а в выходном, по меньшей мере, две.
Изобретение поясняется графическими материалами, где:
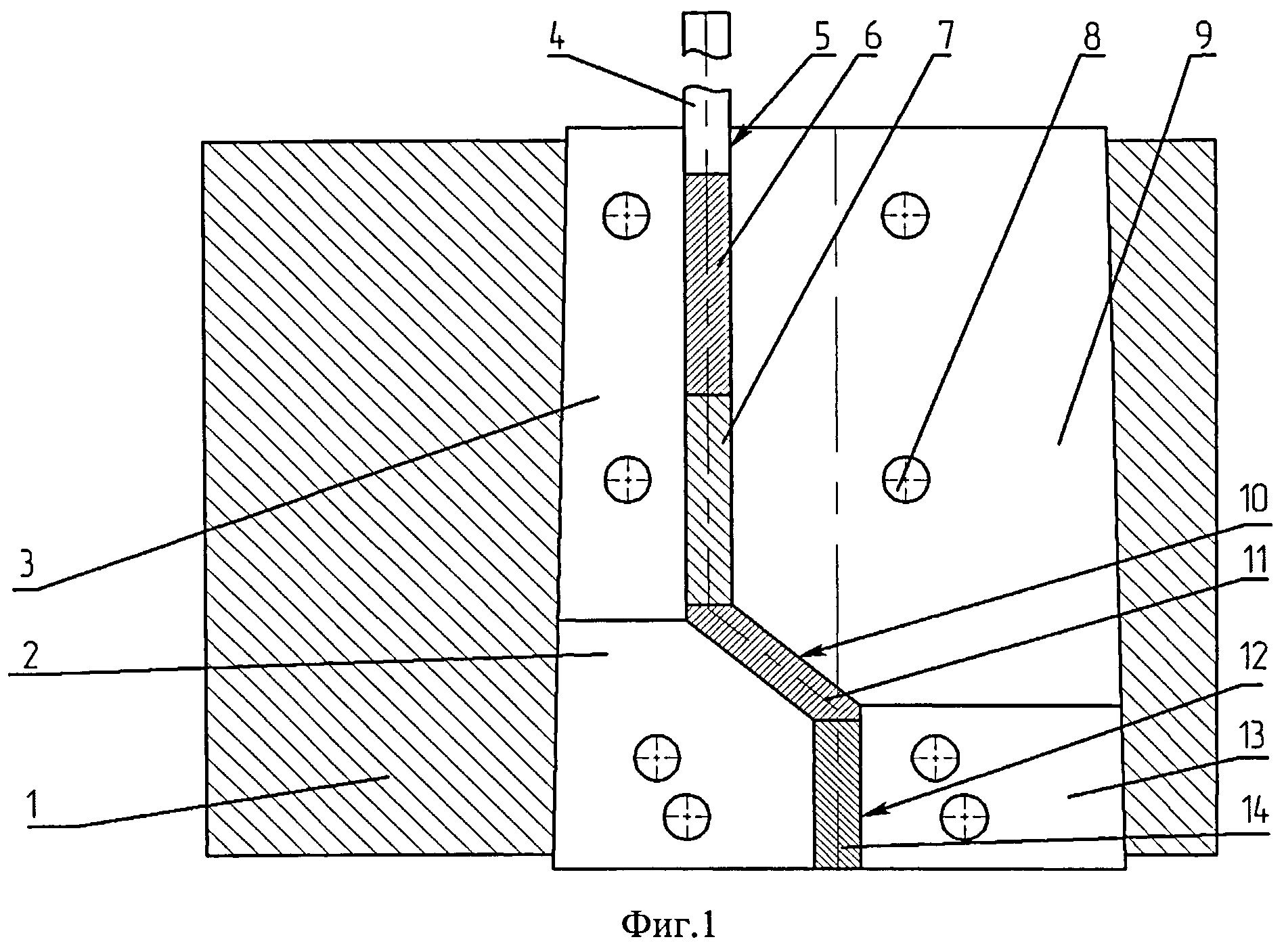
- на фиг.1 схематично изображен штамп для углового прессования.
1. Бандаж;
2, 3, 9, 13. Матричные вставки;
4. Пуансон;
5. Приемный канал;
6, 11, 14. Балластная заготовка;
7. Заготовка;
8. Штифт;
10. Промежуточный канал;
12. Выходной канал.
- на фиг.2 - вид на штамп сверху.
1. Бандаж;
3, 9. Матричные вставки;
8. Штифт;
15, 16. Полуматрицы.
Способ осуществляется следующим образом.
Вначале на балластную заготовку 14, а также на пуансон 4 наносят технологическую смазку. Затем балластную заготовку 14 с нанесенной смазкой помещают в приемный канал 5 до ее соприкосновения с местом пересечения приемного и промежуточного каналов (5, 10). Все пересекающиеся каналы образованы матричными вставками 2, 3, 9 и 13, зафиксированными штифтами 8 между полуматрицами 15 и 16.
Далее пуансон 4 вводят в приемный канал 5 до соприкосновения с верхним торцом балластной заготовки 14, которую постепенно проталкивают в промежуточный канал 10. Для последующего проталкивания указанной балластной заготовки 14 в выходной канал 12 используют, по меньшей мере, одну другую балластную заготовку 11, которую проталкивают в промежуточный канал 10 пуансоном 4, ход которого на этом этапе прессования равен длине балластной заготовки 11. Затем в приемный канал 5 устанавливают заготовку 7, а вслед за ней опять балластную заготовку 6 и, воздействуя на нее пуансоном 4, ведут одновременное проталкивание всех заготовок 6, 7, 11 и 14, которыми заполнены каналы матрицы. На этом этапе прессования ход пуансона должен быть равен сумме длин балластной заготовки 6 и заготовки 7. Прессуемая заготовка 7 испытывает два акта сдвиговой деформации, а именно: пластическое деформирование при вхождении из приемного канала 5 в промежуточный канал 10 и перемещении из промежуточного канала 10 в выходной канал 12. После проталкивания заготовки 7 в промежуточный канал 10 в приемный канал 5 устанавливается очередная балластная заготовка (на чертеже не показана), которая посредством пуансона проталкивается в промежуточный канал 10, и вслед за ней заготовка из основного металла (на чертеже не показана). Таким образом, заготовка 7 и балластные заготовки 6 и 11 чередуются. Последней в выходном канале 12 остается балластная заготовка 6 или очередная, которая при необходимости извлекается из каналов путем разборки матрицы.
Таким образом, осуществление одновременного прессования заготовки в составной матрице с пересекающимися каналами посредством пуансона и балластных заготовок, находящихся в приемном и выходном каналах матрицы, как единого блока заготовок позволяет устранить искажение торцов заготовки и сохранить геометрические параметры при выходе ее из матрицы, что повышает коэффициент использования металла. Кроме того, обеспечивая подпор одновременно с противолежащих торцов заготовки за счет сил трения, действующих одновременно на всем пути деформирования, достигается эффект выравнивания проекции вектора скорости перемещения на направление осей приемного и выходного каналов матрицы для всех сечений одновременно прессуемых заготовок, плоскостью, перпендикулярной осям приемного и выходного каналов. Благодаря этому повышается однородность накопленных деформаций металлом основной заготовки по всему ее объему, значит и однородность полученной мелкозернистой структуры. Экспериментальные данные показали, что по сравнению с прототипом однородность мелкозернистой структуры заготовки, полученной заявленным способом, повысилась на 10%, что свидетельствует о повышении механических характеристик.
Заявленная совокупность существенных признаков, отраженная в формуле изобретения, обеспечивает получение заявленного технического результата - повышение механических характеристик за счет достижения большей однородности получаемой мелкозернистой структуры, а значит и однородности распределения механических свойств по объему деформируемой заготовки, а также повышение качества заготовок увеличением коэффициента использования металла за счет устранения нежелательного формоизменения торцов заготовки, которые подпираются балластной заготовкой на всем пути прессования.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для осуществления процесса обработки давлением металлов и сплавов и предназначен для получения изделий с повышенными механическими свойствами за счет более интенсивного фрагментирования структур с образованием мелкозернистой, однородной структуры материала изделий;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ углового прессования, включающий пластическое деформирование заготовки посредством пуансона в сборной матрице с пересекающимися входным, промежуточным и выходным каналами, отличающийся тем, что пластическое деформирование заготовки осуществляют посредством воздействия на ее торцы балластных заготовок, при этом по меньшей мере одну балластную заготовку располагают во входном канале сборной матрицы между пуансоном и заготовкой и по меньшей мере две балластные заготовки располагают в выходном канале сборной матрицы.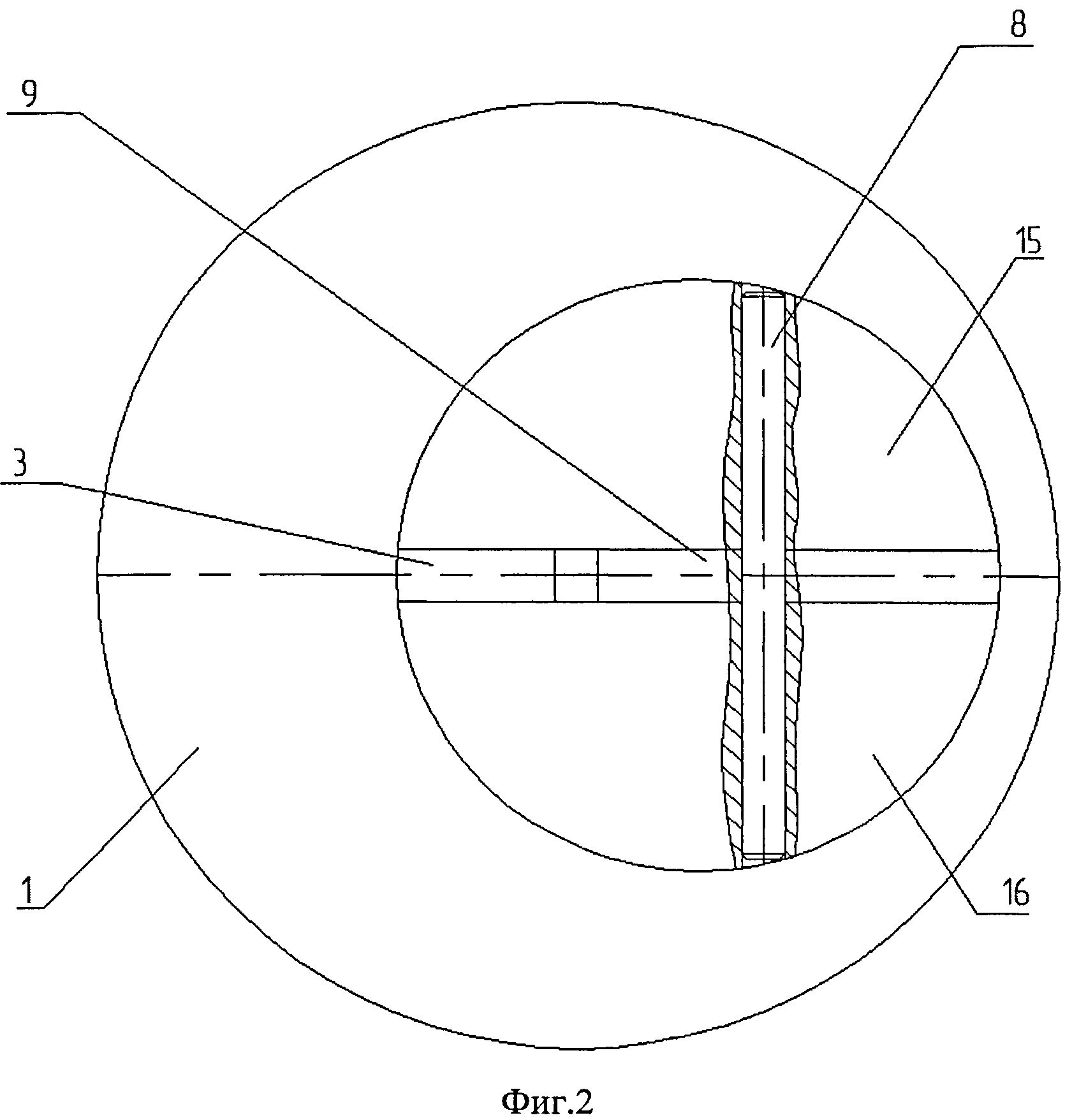
Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой чпу
Способ детектирования электромагнитных волн в терагерцовом диапазоне
Способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания
Способ оценки остаточного ресурса металлических деталей
Способ гибки труб и станок для осуществления способа
Установка для газовой изотермической формовки деталей из листовых заготовок
Штамп для пневмотермической формовки деталей из листовых заготовок
Способ резки проката и штамп для его осуществления
Бесшаботный молот
Смазочно-охлаждающая жидкость для механической обработки металлов
Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой чпу
Способ детектирования электромагнитных волн в терагерцовом диапазоне
Способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания
Способ оценки остаточного ресурса металлических деталей
Способ гибки труб и станок для осуществления способа
Установка для газовой изотермической формовки деталей из листовых заготовок
Штамп для пневмотермической формовки деталей из листовых заготовок
Способ резки проката и штамп для его осуществления
Способ получения мелющих тел
Вертикальный штамповочный молот с гидравлическим приводом

