Результат интеллектуальной деятельности: АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ
Вид РИД
Изобретение
Изобретение относится к области инструментальной промышленности, в частности к алмазным отрезным кругам для резки твердых и хрупких материалов (например рубин, сапфир, керамика).
Из уровня техники известен алмазный отрезной сегментный круг, содержащий дисковый корпус с расположенными по его периферии радиальными рабочими алмазосодержащими сегментами (ГОСТ 16115-88, «Круги алмазные отрезные форм 1A1RSS/C1 и 1A1RSS/C2. Технические условия»).
Недостатком известного технического решения является неравномерный износ точек торцевых режущих кромок алмазного круга, обусловленный изменением скорости резания вдоль кромки и приводящий к снижению стойкости алмазного круга.
Наиболее близким техническим решением к предлагаемому изобретению является алмазный сегментный отрезной круг с межсегментными прорезями, выполненный в виде корпуса с утолщенным ступенчатым ободом, на периферии которого закреплен алмазоносный слой (Авторское свидетельство СССР №1133077, В24D 5/12, 1985 г.).
Недостатком известного технологического решения также является неравномерный износ точек торцевых режущих кромок алмазного круга, обусловленный изменением скорости резания вдоль кромки и приводящий к снижению стойкости алмазного круга.
Техническая задача изобретения заключается в повышении стойкости алмазного круга за счет выравнивания проекции вектора скорости резания точек торцевых режущих кромок на нормаль к торцевой режущей кромке, что приводит к выравниванию износа точек торцевых режущих кромок.
Поставленная задача решается посредством того, что в алмазном отрезном круге, содержащем дисковый корпус с канавками на боковых поверхностях, с закрепленным на нем алмазоносным слоем, согласно изобретению, канавки выполнены на глубину а = (0,05 - 0,1) Т, где Т - ширина алмазного круга, а профиль канавок выполнен по кривой, заданной следующим уравнением:

где:
µ - текущий угол кривой, отсчитываемый от начала кривой на периферии круга;
r - текущий радиус кривой;
R - радиус алмазного круга;
R1 = R - (1,1 … 1,5) h - радиус конца кривой;
h - высота алмазоносного слоя.
Сущность изобретения поясняется чертежами, где:
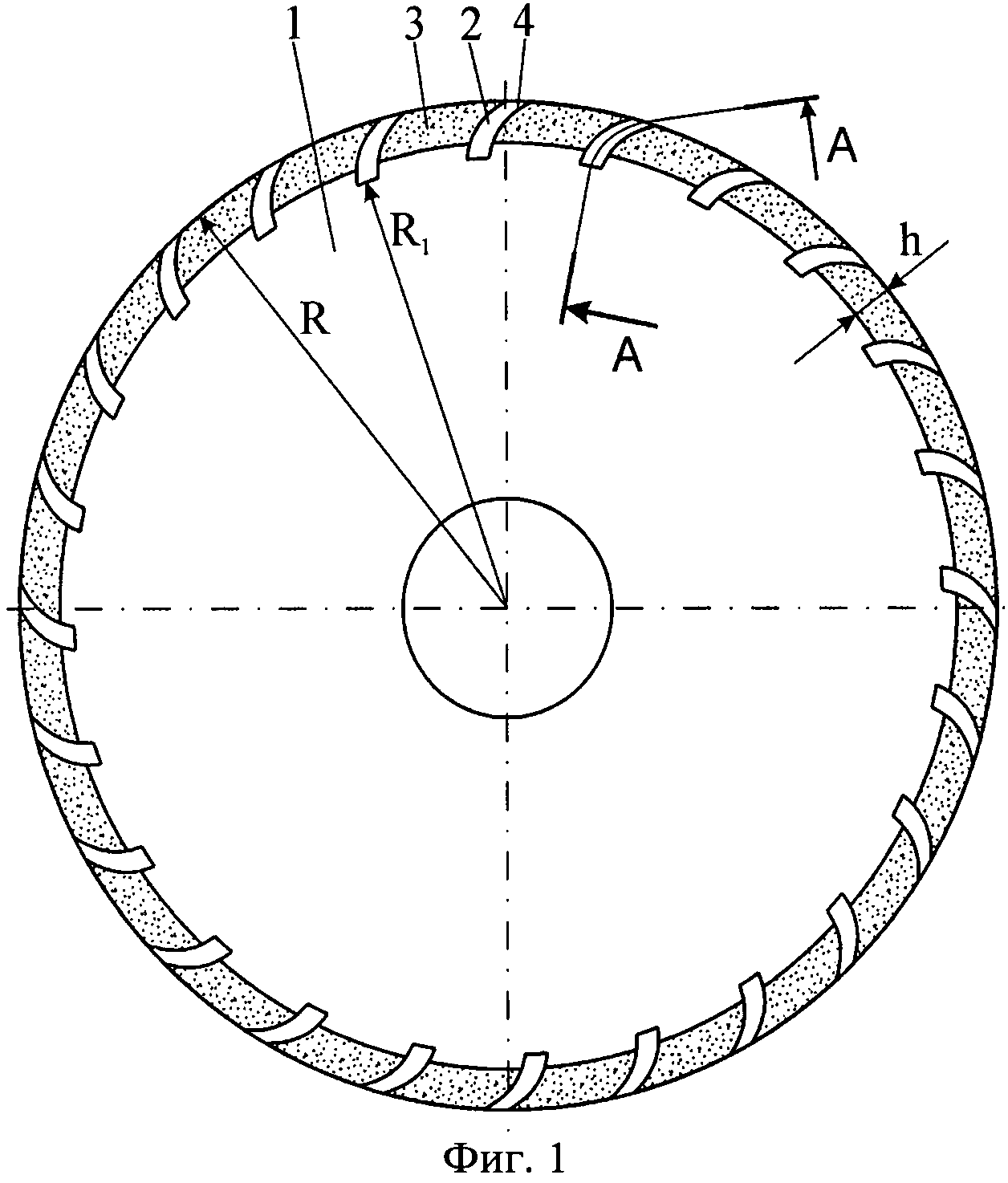
- на фиг.1 - вид в плане алмазного отрезного круга;
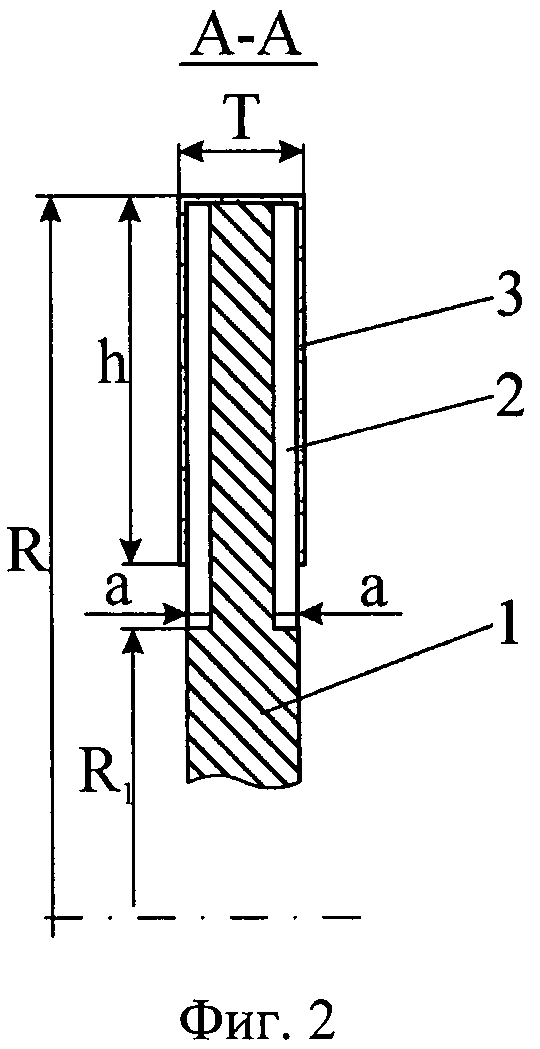
- на фиг.2 - разрез А-А по фиг.1;
- на фиг.3 - конструкция канавки и составляющие вектора скорости резания точек торцевой режущей кромки,
где соответственно изображены:
1 - дисковый корпус;
2 - канавка;
3 - алмазоносный слой;
4 - торцевая режущая кромка;
5 - точка торцевой режущей кромки;
6 - вектор скорости резания в точке торцевой режущей кромки;
7 - проекция вектора скорости резания в точке торцевой режущей кромки на нормаль к торцевой режущей кромке;
8 - нормаль к торцевой режущей кромке;
9 - проекция вектора скорости резания в точке торцевой режущей кромки на касательную прямую к торцевой режущей кромке;
10 - касательная прямая к торцевой режущей кромке.
Заявленный алмазный отрезной круг содержит дисковый корпус 1, на боковых поверхностях которого выполняют канавки 2 на глубину а = (0,05 - 0,1) Т, где Т - ширина алмазного круга. Профиль канавок 2 выполняют по кривой АВ, заданной следующим уравнением:

где:
µ - текущий угол кривой АВ, отсчитываемый от начала А кривой на периферии круга;
r - текущий радиус кривой;
R - радиус алмазного круга;
R1 = R - (1,1 … 1,5) h - радиус конца В кривой АВ;
h - высота алмазоносного слоя 3.
Затем на корпус 1 осаждают гальваническим способом алмазоносный слой 3. При этом геометрия торцевых режущих кромок 4 определяется кривой АВ.
На производственной площадке ФГБОУ ВПО МГТУ «СТАНКИН» прошли испытания предложенной конструкции, а именно алмазного отрезного круга радиусом R = 125 мм, толщиной Т = 2,5 мм, содержащим 23 канавки, с высотой алмазного слоя h = 7 мм предназначенного для резки гранитной и керамической плитки.
Алмазный отрезной круг представлял собой дисковый корпус 1, на боковых поверхностях которого были выполнены канавки 2 на глубину а = 0,25 мм. Профиль канавок 2 был выполнен по кривой АВ, заданной следующим уравнением:
 ,
,
где:
µ - текущий угол точки 5 кривой АВ, отсчитываемый от начала А кривой АВ на периферии круга;
r - текущий радиус точки 5 кривой АВ,
причем конец В кривой АВ лежал на окружности с радиусом R1 = 114,5 мм.
Вектор скорости резания 6 в любой точке 5 торцевой режущей кромки 4 определялся двумя составляющими - проекцией 7 вектора скорости резания 6 на нормаль 8 к торцевой режущей кромке 4 и проекцией 9 вектора скорости резания 6 на касательную прямую 10 к торцевой режущей кромке 4. В процессе резания износ точек 5 торцевой режущей кромки 4 определялся в основном проекцией 7 вектора скорости резания 6 на нормаль 8 к торцевой режущей кромке 4, т.к. вторая составляющая вектора скорости резания 6 - проекция 9 вектора скорости резания 6 на касательную прямую 10 к торцевой режущей кромке 4 в процессе резания соответствовала перемещению участка режущей кромки 4 в точке 5 вдоль самого себя по касательной прямой 10, что не приводило к снятию припуска и к износу торцевой режущей кромки 4 в точке 5.
Благодаря указанной конструкции канавок 2, проекция 7 вектора скорости резания 6 на нормаль 8 к торцевой режущей кромке 4 в любой ее точке 5 была постоянна и составляла 0,916 v, где v (м/мин) - заданная режимами скорость резания, следовательно, износ точек торцевой режущей кромки 4 был постоянен. Торцевая режущая кромка 4 не содержала участка или участков с повышенным износом по сравнению с остальными участками. Наличие участков торцевой режущей кромки 4 с повышенным износом и определяет малую стойкость известного алмазного отрезного круга, которая определялась как суммарная площадь пропила обрабатываемых деталей и составляла 0,5-0,6 м2.
Стойкость заявленного круга определялась износом всех участков торцевой режущей кромки 4 и составляла 1,0-1,2 м2, что превышает в 2 раза стойкость известного круга.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет повысить стойкость алмазного отрезного круга в 2 раза по сравнению с известным кругом.
Ниже представлена Таблица, которая подтверждает существенность заявленных в формуле изобретения интервалов.
|
|
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном изобретении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в области инструментальной промышленности, касается изготовления алмазных отрезных кругов для резки твердых и хрупких материалов;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям, условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Алмазный отрезной круг, содержащий дисковый корпус с канавками на боковых поверхностях и с закрепленным на нем алмазоносным слоем, отличающийся тем, что канавки выполнены на глубину а=(0,05-0,1) Т, где Т - ширина алмазного круга, а профиль канавок выполнен по кривой, заданной следующим уравнением: ,гдеµ - текущий угол кривой, отсчитываемый от начала кривой на периферии круга;r - текущий радиус кривой;R - радиус алмазного круга;R = R-(1,1…1,5)h - радиус конца кривой;h - высота алмазоносного слоя.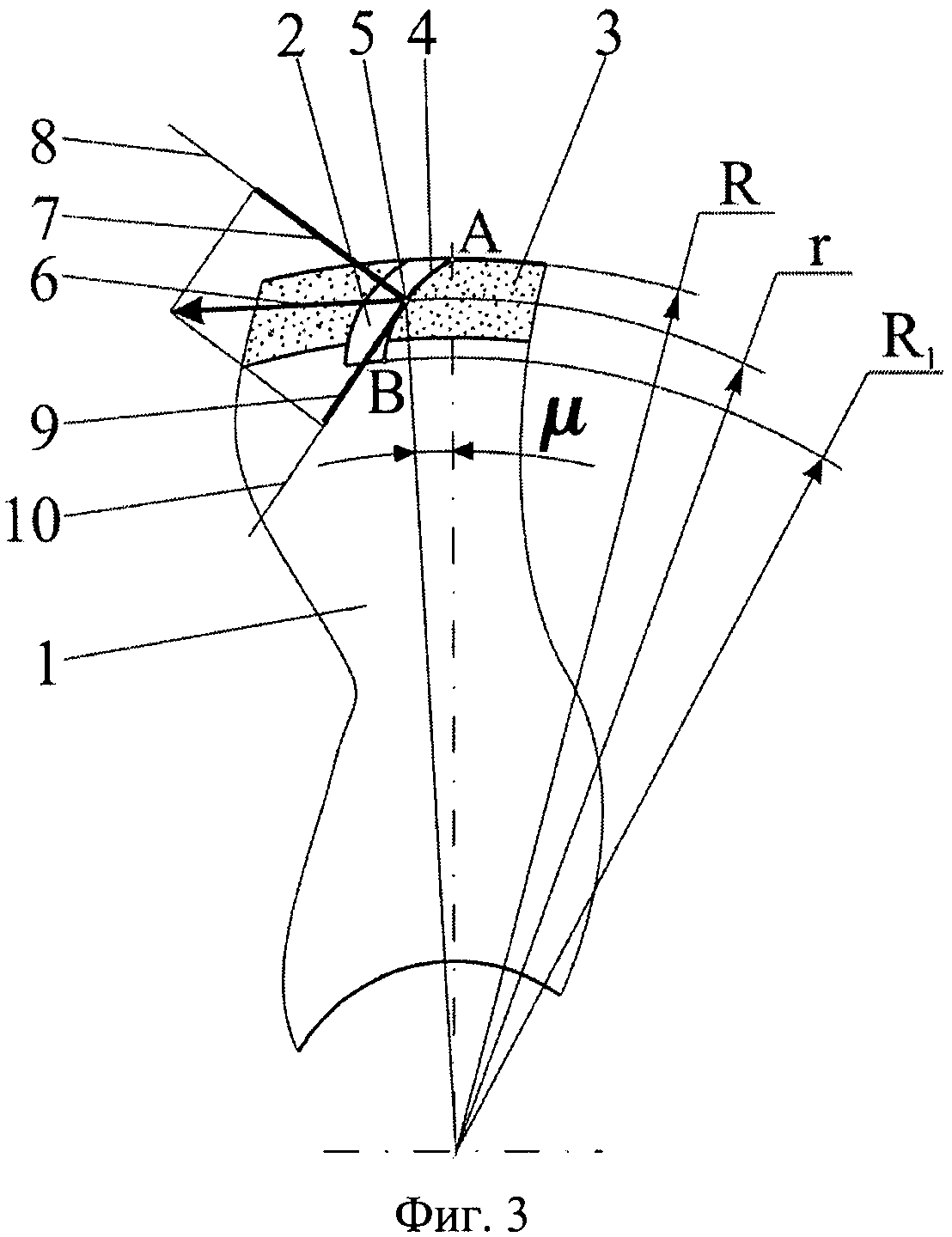
Двенадцатифазный повышающий автотрансформаторный преобразователь числа фаз
Устройство для осаждения металлических пленок
Способ коррекции позиционирования подвижных органов станка в процессе обработки
Способ нанесения антикоррозийных покрытий на подложку из высокотвердых сплавов
Способ углового прессования
Нож для отрезки заготовок
Двенадцатифазный трансформаторный преобразователь числа фаз
Способ определения переднего угла в торцовом сечении осевых режущих инструментов
Способ получения алюмосиликатного огнеупорного материала
Способ определения переднего угла в торцовом сечении концевых фрез
Устройство для осаждения металлических пленок
Способ коррекции позиционирования подвижных органов станка в процессе обработки
Способ нанесения антикоррозийных покрытий на подложку из высокотвердых сплавов
Способ углового прессования
Нож для отрезки заготовок
Двенадцатифазный трансформаторный преобразователь числа фаз
Способ определения переднего угла в торцовом сечении осевых режущих инструментов
Способ получения алюмосиликатного огнеупорного материала
Способ определения переднего угла в торцовом сечении концевых фрез
Инструмент для обработки отверстий

