Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ, В ЧАСТНОСТИ, ДЛЯ ИСПОЛЬЗОВАНИЯ В АВИАЦИИ
Вид РИД
Изобретение
Изобретение относится к способу изготовления звукопоглощающей панели, предназначенной для использования, например, в авиации.
Из уровня техники известны акустические панели, содержащие сотовую сердцевину, размещенную между несущей обшивкой и перфорированной акустической обшивкой.
Акустическая обшивка, которую обычно выполняют из композитного материала, перед укладкой на сотовую сердцевину должна быть полимеризована и затем перфорирована. Дело в том, что покрывание сердцевины этой обшивкой в свежеприготовленном состоянии реализовать невозможно из-за опасности появления фасок (в процессе укладки этой сердцевины с нажимом на акустическую обшивку), обусловленных наличием ячеек сердцевины (явление, известное под названием «telegraphing» (когда на облицовочном слое проступает предыдущий)). Кроме того, выполнение отверстий в этой обшивке после полимеризации на сердцевине неизбежно привело бы к повреждению некоторых участков сердцевины.
Таким образом, приходится разрабатывать специальные средства для формования акустической обшивки, а также особый технологический цикл для этого предварительного этапа.
Кроме этого акустический слой на этапе склеивания с сердцевиной имеет отверстия, которые забиваются клеем или смолой, что приводит к уменьшению эффективной поверхности звукопоглощения.
Целью изобретения является устранение необходимости в использовании вышеупомянутых специальных средств и технологического цикла.
Для достижения этой цели предложен способ изготовления звукопоглощающей панели, в соответствии с которым берут по меньшей мере один элемент из пеноматериала, покрывают свежеприготовленным композитным материалом по меньшей мере акустическую поверхность этого элемента и в полученном таким образом покрытии выполняют перфорации.
Благодаря этому способу отпадает необходимость в предварительном этапе и специальных средствах для получения (путем полимеризации с последующим перфорированием) акустического слоя. Средством формования акустического слоя теперь фактически служит элемент из пеноматериала, обладающий относительно высокой жесткостью, при этом исчезает вероятность появления фасок, поскольку в отличие от сотовой структуры с ее ячейками этот пеноматериал является сплошным.
Благодаря использованию элемента из пеноматериала для целей звукопоглощения выполнение перфораций в композитном материале сразу после его укладки на элемент из пеноматериала не оказывает отрицательного влияния на акустические свойства панели. Даже если предположить, что какая-то часть пеноматериала повреждена указанными перфорациями, то не будет наблюдаться абсолютно никакого ухудшения качества звукопоглощения или нарушения целостности элемента из пеноматериала, как это может произойти в случае повреждения ячеек сотовой структуры.
Следует также отметить, что при покрытии акустической поверхности элемента из пеноматериала свежеприготовленным композитным материалом может происходить миграция смолы в толще этого элемента, что обеспечивает получение тесной связи между акустическим слоем и элементом из пеноматериала.
В соответствии с другими необязательными признаками предлагаемого способа
- указанный элемент из пеноматериала покрывают свежеприготовленным композитным материалом следующим образом:
A) покрывают указанным свежеприготовленным композитным материалом форму, профиль которой согласован с профилем акустической поверхности указанного элемента из пеноматериала,
B) указанный элемент из пеноматериала накладывают его акустической поверхностью на эту форму,
C) подвергают элемент из пеноматериала действию давления, прижимающего его к форме,
D) полимеризуют указанный композитный материал,
Е) в полимеризованной таким образом акустической поверхности
выполняют перфорации;
- перед этапом В) покрывают также противоположную поверхность элемента из пеноматериала, следя за тем, чтобы слои композитного материала, наложенные на обе поверхности, выступали наружу и соединялись друг с другом;
- в случае необходимости используют контрформы для обеспечения сцепления слоев композитного материала с краями указанного элемента из пеноматериала;
- осуществляют формование указанного композитного материала поверх указанного элемента из пеноматериала, а именно:
A) помещают указанный элемент из композитного материала между двумя половинами формы, оставляя пространство между акустической поверхностью указанного элемента и одной из двух полуформ,
B) вводят термопластичную или термореактивную смолу, при необходимости с наполнителем, в пространство, ограниченное двумя указанными полуформами,
C) выполняют в композитном материале указанные перфорации, со стороны акустической поверхности элемента из пеноматериала;
- обе полуформы выполнены жесткими;
- одна из полуформ выполнена жесткой, а другая образована камерой, в которой можно создать вакуум;
- указанные перфорации выполняют путем формования указанного композитного материала с помощью штырей, предусмотренных на одной из полуформ или на акустической поверхности элемента из пеноматериала; перфорации выполняют путем сверления указанного полимеризованного композитного материала после раскрытия указанной формы;
- указанную акустическую панель изготавливают, используя несколько элементов из пеноматериала;
- в указанном элементе из пеноматериала выполняют сквозные отверстия, обеспечивающие возможность отливки средств жесткости из композитного материала, проходящих между обеими поверхностями элемента из пеноматериала.
Дополнительные особенности и преимущества изобретения станут более понятными из ознакомления с нижеследующим описанием, раскрытым со ссылкой на приложенные чертежи, на которых:
фиг.1-6 на видах в разрезе иллюстрируют разные этапы заявляемого способа, соответствующего первому варианту изобретения;
фиг.7-16 на видах в разрезе (за исключением фиг.12а и 12b, на которых изображенный на фиг.12 элемент показан сверху) иллюстрируют разные этапы заявляемого способа, соответствующего второму варианту изобретения,
фиг.17-21 иллюстрируют различные модификации заявляемого способа, которые применимы как к первому, так и второму вариантам его осуществления.
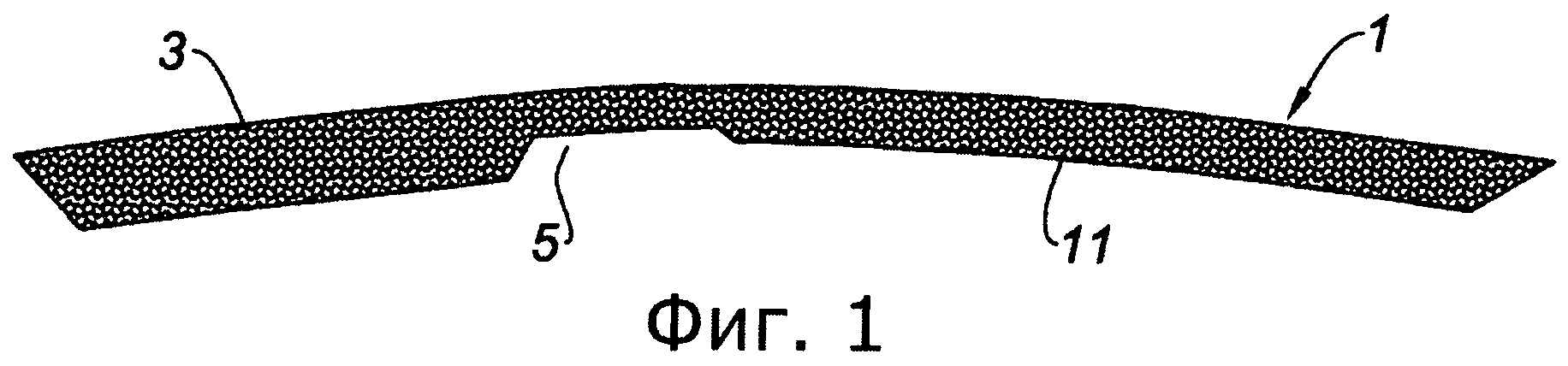
На фиг.1 показан элемент 1 из пеноматериала, которому придана форма по существу изогнутой пластины.
Пеноматериал, о котором идет речь в данной заявке, представляет собой относительно жесткий материал с открытой структурой, т.е. имеющий многочисленные сообщающиеся ячейки, придающие этому материалу звукопоглощающие свойства.
Такой пеноматериал можно получить из коммерчески доступных металлов, полимеров, керамик или композитов.
В нижеследующей таблице приведены несколько примеров подходящих для использования пеноматериалов. Конкретный вариант выбирается в зависимости от величины тепловых напряжений, которые будут воздействовать на панель.
|
В случае, выбранном для иллюстрации настоящего изобретения, элемент 1 из пеноматериала рассчитан на поглощение звуковых волн в гондоле двигателя летательного аппарата, хотя этим примером его применение не ограничивается.
Акустическая поверхность 3 элемента 1 из пеноматериала, то есть сторона этого элемента, подверженная действию звуковых колебаний, энергию которых необходимо поглотить, обращена в данном случае, если смотреть по чертежам, вверх.
Как показано на фиг.1, элемент 1 из пеноматериала имеет особую форму и может включать в себя одну или несколько выемок 5, благодаря которым его можно надлежащим образом поместить в гондолу двигателя летательного аппарата.
В соответствии с первым вариантом предлагаемого способа, для изготовления звукопоглощающей панели с использованием показанного на фиг.1 элемента из пеноматериала 1 следует действовать следующим образом.
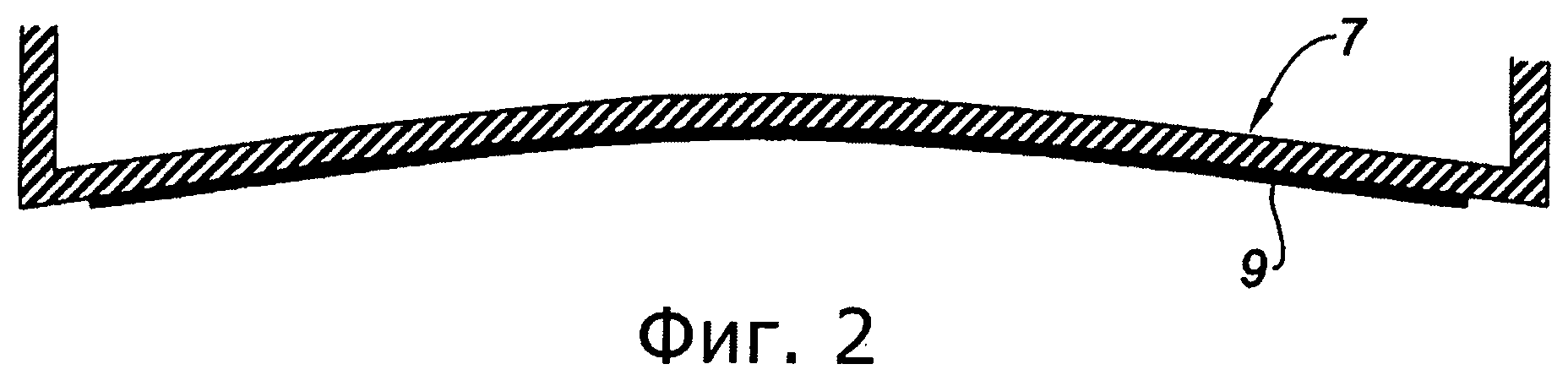
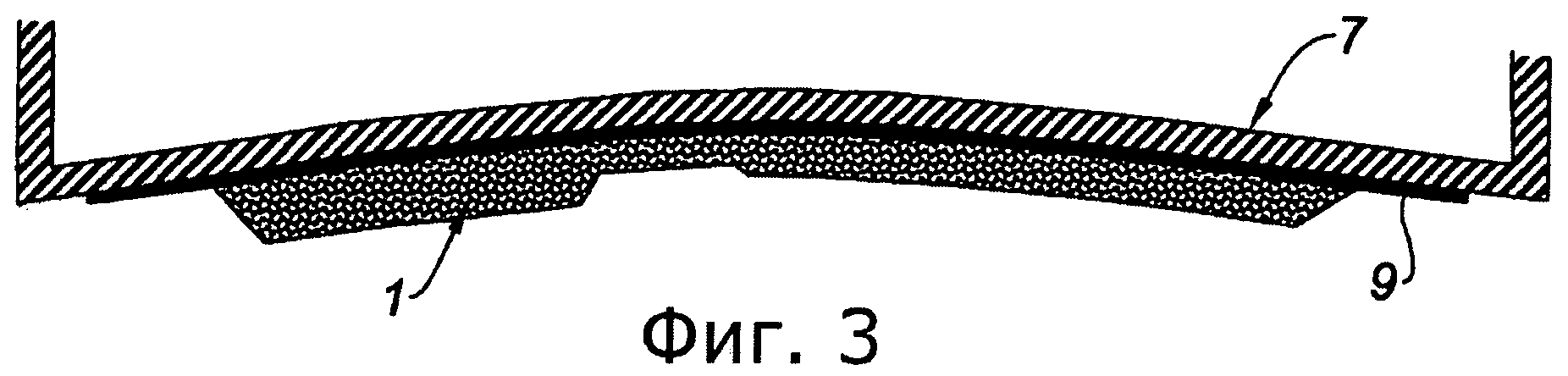
На формовочный инструмент 7, изгиб которого соответствует изгибу акустической поверхности 3 элемента 1 из пеноматериала, укладывают пропитанный смолой свежеприготовленный органический материал.
Этот органический материал содержит, как правило, углеродные волокна, а в качестве смолы можно использовать эпоксидную смолу.
После этого к указанному натянутому слою 9 композитного материала прижимают элемент 1 из пеноматериала.
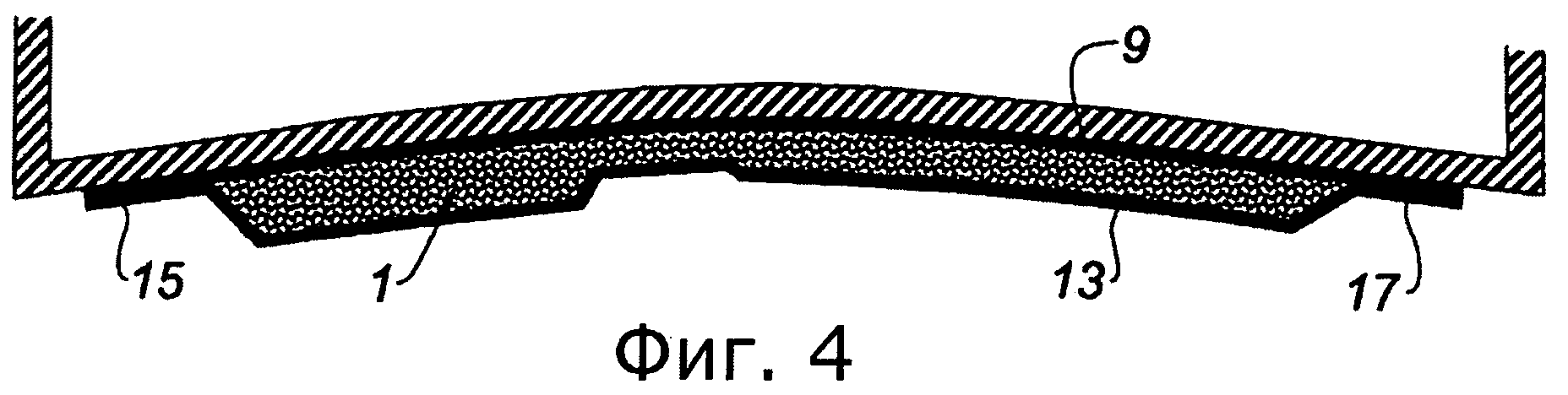
Затем на поверхность 11 элемента из пеноматериала, противоположную акустической поверхности 3, наносят один или несколько других слоев 13 свежеприготовленного композитного материала (см. фиг.4), предпочтительно таким образом, чтобы слои этого композитного материала выступали за пределы элемента 1 из пеноматериала и могли соединяться в периферийных зонах 15, 17 этого элемента.
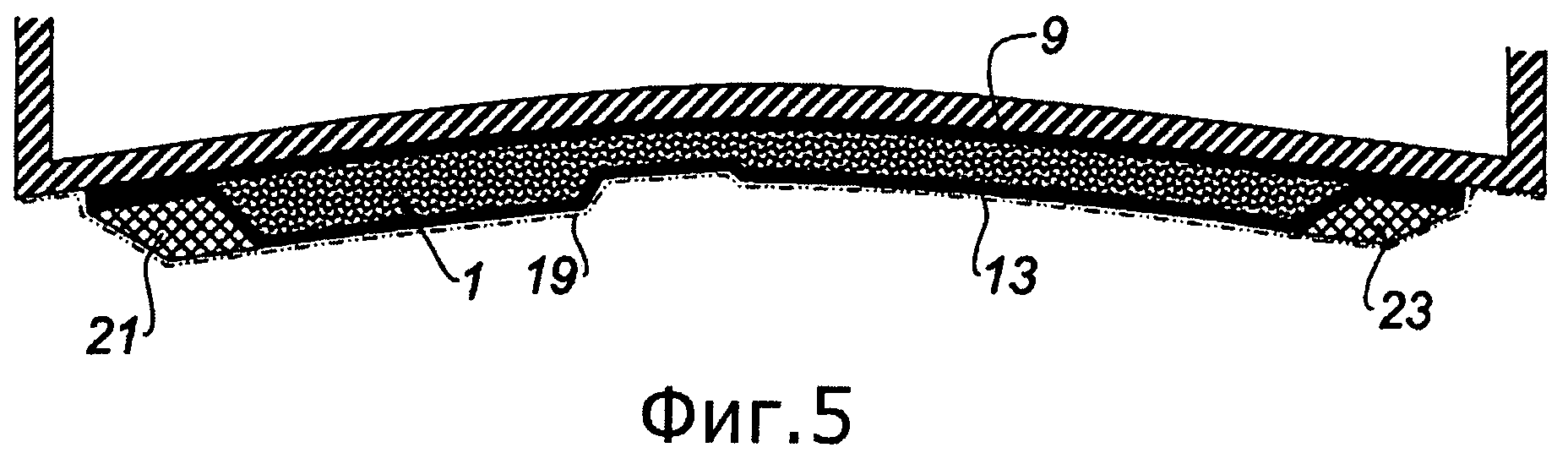
Далее на полученный таким образом узел накладывают камеру 19, в которой создают вакуум (фиг.5), благодаря чему удается плотно прижать друг к другу слои 9, 13 композитного материала и элемент из пеноматериала 1.
В случае, выбранном для иллюстрации настоящего изобретения, элемент 1 из пеноматериала рассчитан на поглощение звуковых волн в гондоле двигателя летательного аппарата, хотя этим примером его применение не ограничивается.
Акустическая поверхность 3 элемента 1 из пеноматериала, то есть сторона этого элемента, подверженная действию звуковых колебаний, энергию которых необходимо поглотить, обращена в данном случае, если смотреть по чертежам, вверх.
Как показано на фиг.1, элемент 1 из пеноматериала имеет особую форму и может включать в себя одну или несколько выемок 5, благодаря которым его можно надлежащим образом поместить в гондолу двигателя летательного аппарата.
В соответствии с первым вариантом предлагаемого способа, для изготовления звукопоглощающей панели с использованием показанного на фиг.1 элемента из пеноматериала 1 следует действовать следующим образом.
На формовочный инструмент 7, изгиб которого соответствует изгибу акустической поверхности 3 элемента 1 из пеноматериала, укладывают пропитанный смолой свежеприготовленный органический материал.
Этот органический материал содержит, как правило, углеродные волокна, а в качестве смолы можно использовать эпоксидную смолу или термостойкую смолу, например термостойкую бисмалеимидную смолу.
После этого к указанному натянутому слою 9 композитного материала прижимают элемент 1 из пеноматериала.
Затем на поверхность 11 элемента из пеноматериала, противоположную акустической поверхности 3, наносят один или несколько других слоев 13 свежеприготовленного композитного материала (см. фиг.4), предпочтительно таким образом, чтобы слои этого композитного материала выступали за пределы элемента 1 из пеноматериала и могли соединяться в периферийных зонах 15, 17 этого элемента.
Далее на полученный таким образом узел накладывают камеру 19, в которой создают вакуум (фиг.5), благодаря чему удается плотно прижать друг к другу слои 9, 13 композитного материала и элемент из пеноматериала 1.
В случае необходимости, как показано на фиг.5, на периферии элемента 1 из пеноматериала можно предусмотреть контрформы 21, 23, с тем чтобы вакуумирующая камера 19 оказывала достаточный нажим на зоны 15, 17 соединения слоев 9, 13 композитного материала.
После этого полученный таким образом узел помещают в автоклав и подвергают полимеризации при температуре, задаваемой с учетом типа используемой смолы.
Разумеется, можно также использовать смолу, которую не требуется помещать в автоклав, а подвергать полимеризации при температуре окружающей среды.
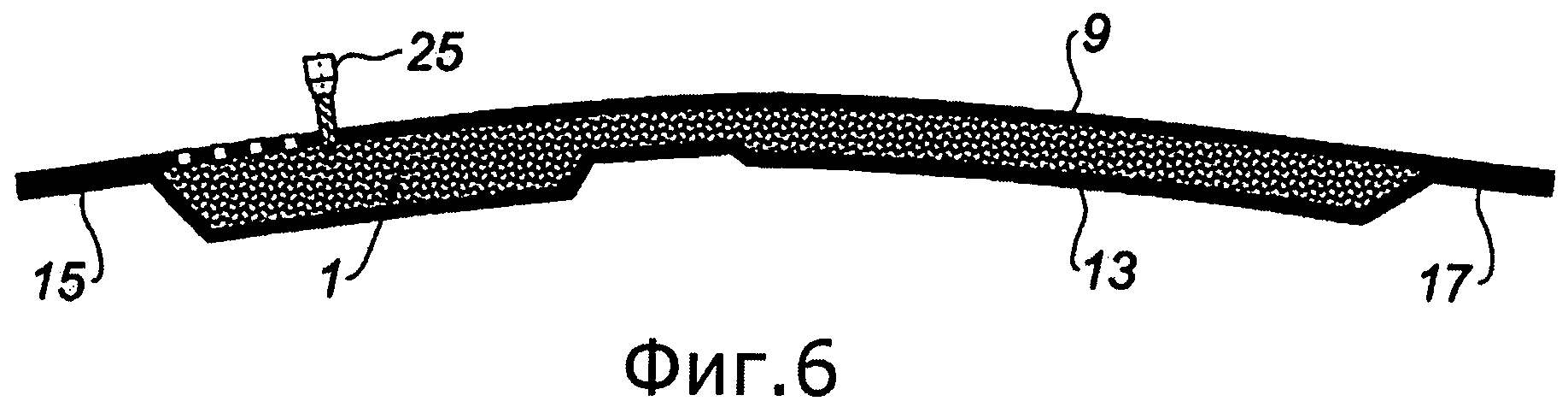
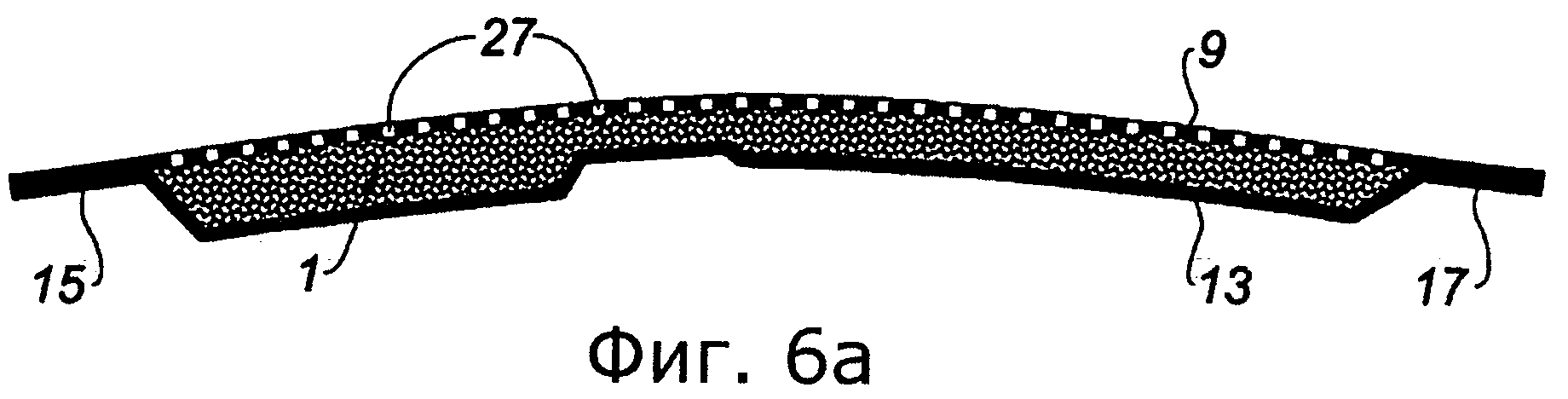
После полимеризации слоев 9 и 13 композитного материала можно приступать к выполнению перфораций в акустической обшивке, образованной слоем 9 композитного материала (фиг.6). Для этого можно использовать сверлильный инструмент, который позволил бы выполнить перфорации во всем акустическом слое 9 композитного материала или в его части, как видно на фиг.6а. Следует отметить, что при укладке слоев 9, 13 композитного материала на элемент 1 из пеноматериала происходит миграция смолы этих слоев в направлении пеноматериала, образующего элемент 1.
Такая миграция является целесообразной, поскольку благодаря ей удается добиться плотного соединения слоев композитного материала с пеноматериалом, а следовательно, обеспечить исключительно надежное сцепление всего узла.
При сверлении инструментом 25 (фиг.6) следует учитывать глубину миграции смолы в пеноматериале, с тем чтобы обеспечить возможность идеального сообщения между внешней стороной полученной таким образом акустической панели и пеноматериалом, образующим элемент 1.
По окончании выполнения отверстий в акустическом слое полученную панель можно разместить, например, в гондоле двигателя, в частности, в той ее зоне, где находится кромка воздухозаборника, или на капоте двигателя.
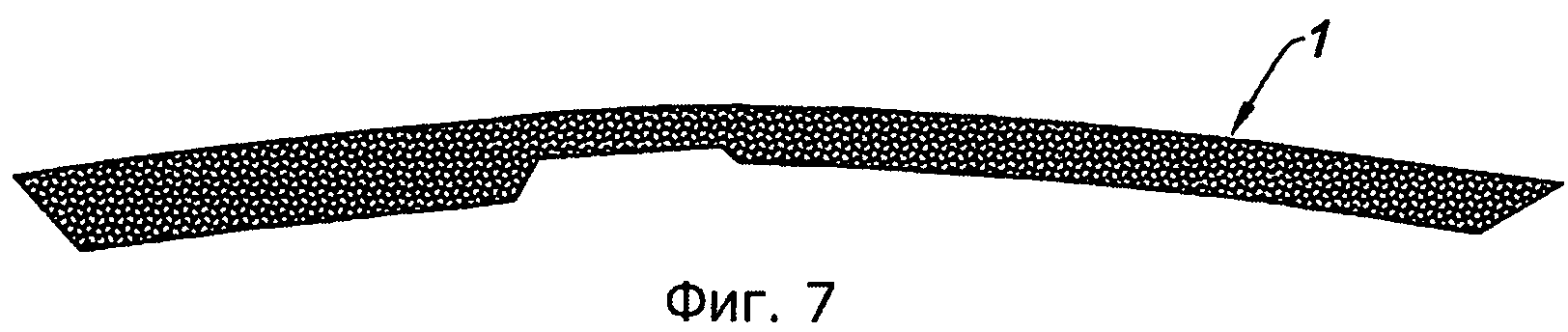
В соответствии со вторым вариантом, представленным на фиг.7-16, способ начинается также с обеспечения наличия элемента из пеноматериала, подобного тому, что показан на фиг.1 (см. фиг.7).
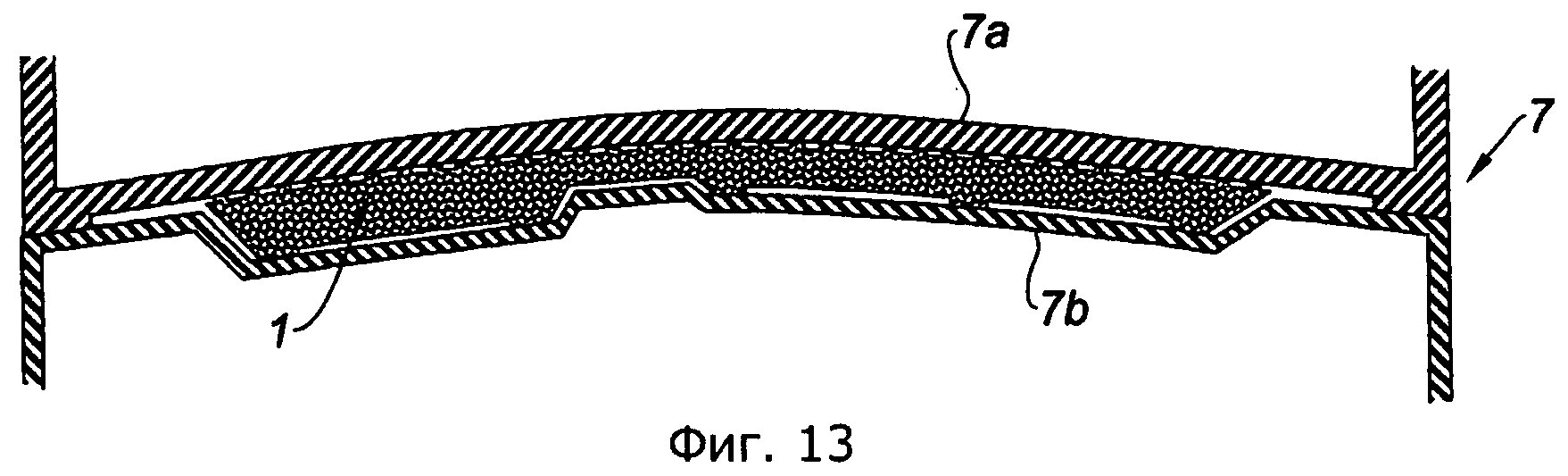
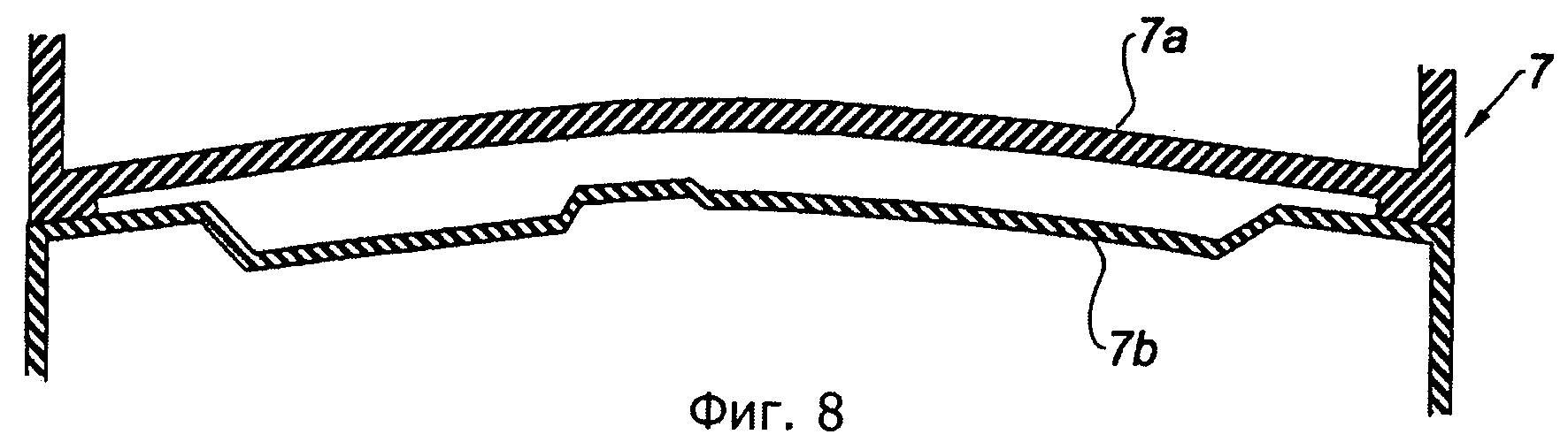
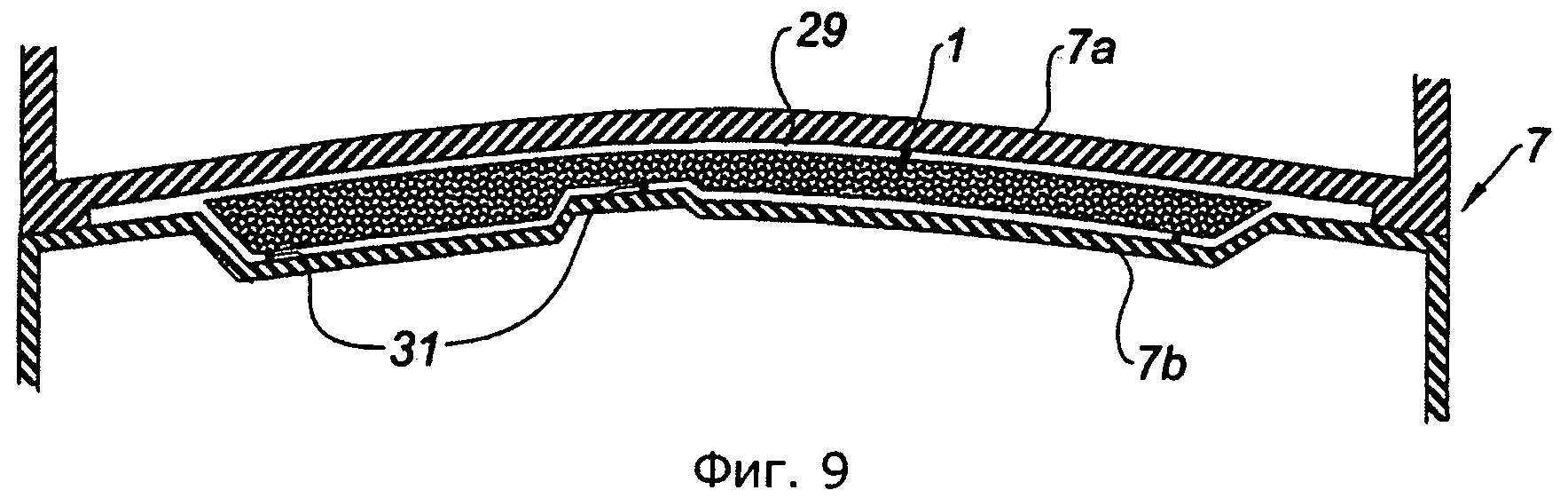
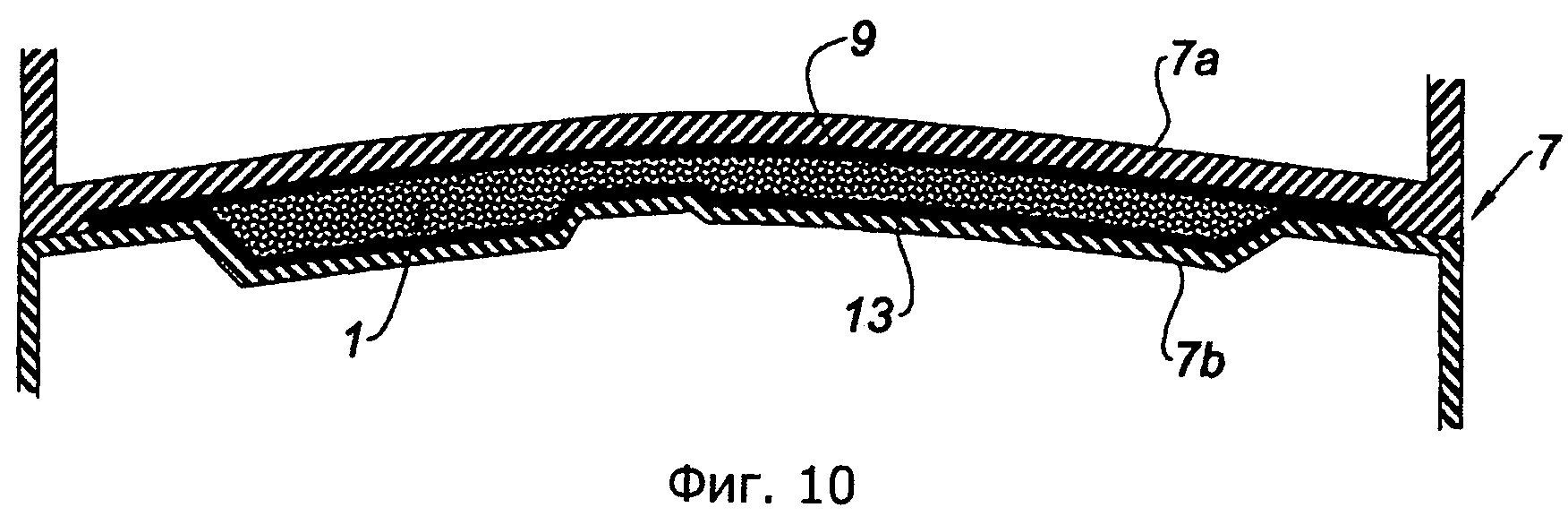
В этом случае используется формовочный инструмент 7, включающий в себя две жестких полуформы 7a, 7b, профили которых согласованы с формой элемента 1 из пеноматериала, но которые при этом оставляют промежуток 29 по меньшей мере между акустической поверхностью элемента 1 из пеноматериала и соответствующей полуформой 7a (см. фиг.9).
В соответствии с вариантом, представленным на фиг.9, указанный промежуток 29 проходит вдоль обеих сторон элемента 1 из пеноматериала, при этом предусмотрены штыри 31 для сохранения неизменным интервала между нижней стороной элемента 1 (т.е. той, которая противоположна акустической поверхности) и соответствующей полуформой 7b.
По окончании этапа, проиллюстрированного на фиг.9, приступают к введению в формовочный инструмент 7 смолы, например эпоксидной, дополненной при необходимости одним или несколькими наполнителями. Затем осуществляют полимеризацию этой смолы либо в автоклаве, либо при окружающей температуре, в зависимости от типа выбранной смолы.
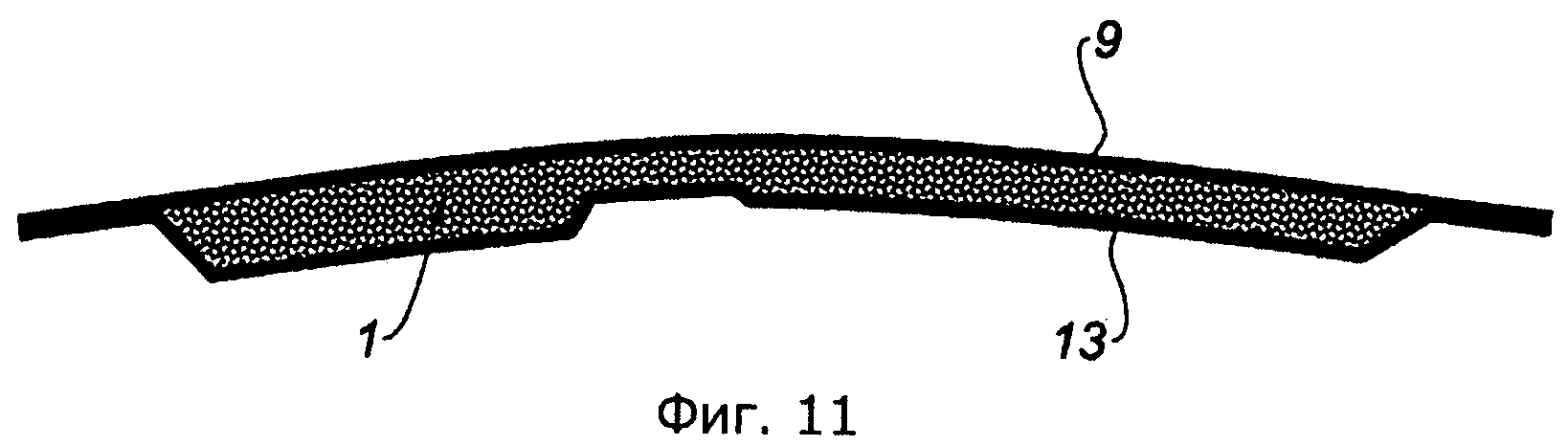
При этом создается ситуация, изображенная на фиг.11, когда полимеризованная на предыдущем этапе смола формирует акустический слой 9 композитного материала и слой 13, находящийся на противоположной стороне элемента 1 из пеноматериала.
Следует иметь в виду, что в случае, когда требуется, чтобы эти две обшивки были усилены волокнами, можно предусмотреть процедуру покрывания элемента 1 из пеноматериала (на этапе, проиллюстрированном на фиг.9) чехлом из волокон.
В рамках рассматриваемого второго варианта предусмотрена также возможность (не проиллюстрирована) использования одной жесткой полуформы и одной гибкой полуформы, причем последнюю конструируют с возможностью вакуумирования пространства, заключенного между двумя полуформами. В качестве примера такой гибкой полуформы можно назвать упомянутую выше вакуумирующую камеру.
Этот частный случай с использованием жесткой полуформы представляет собой один из вариантов технологии VARTM (Vacuum Assisted Resin Transfer Molding, трансферное формование пластмасс с помощью вакуума) - см., например, сайт http://engr.ku.edu/~rhale/ae510/websites_f02/vartmwebsite/.
По окончании этапа, проиллюстрированного на фиг.11, можно приступать к выполнению перфораций в акустическом слое 9 композитного материала при тех же условиях, что описаны применительно к предыдущему варианту (см. фиг.6 и 6а).
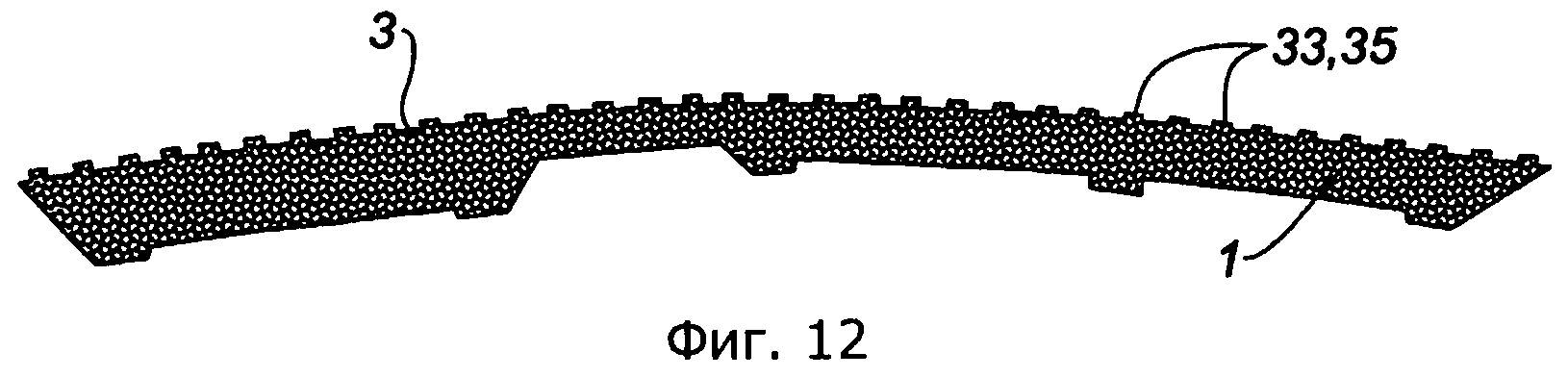
Еще один вариант выполнения перфораций в акустической обшивке в виде слоя 9 композитного материала представлен на фиг.12-16.
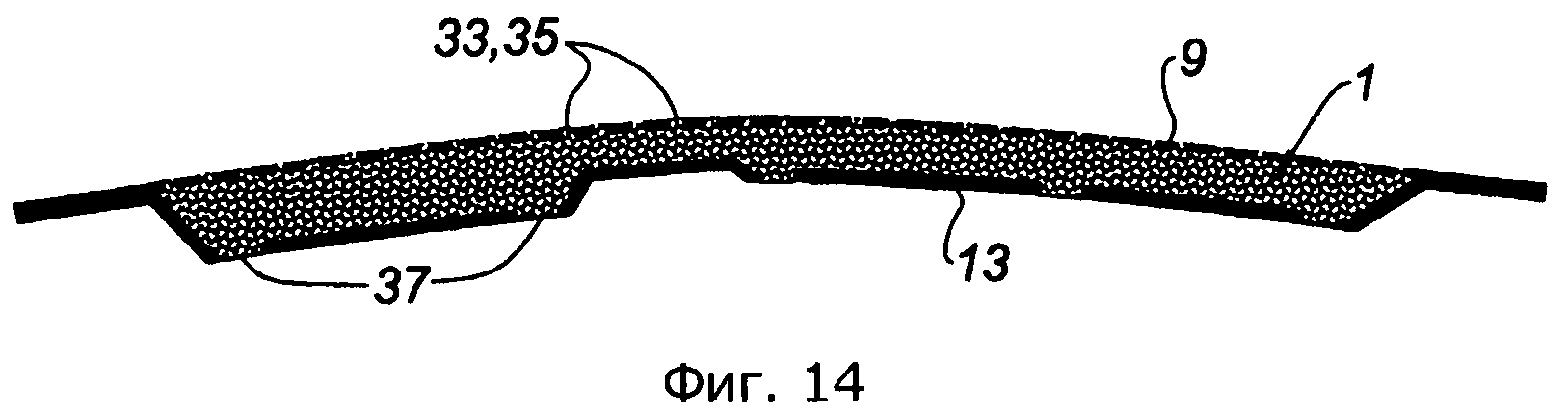
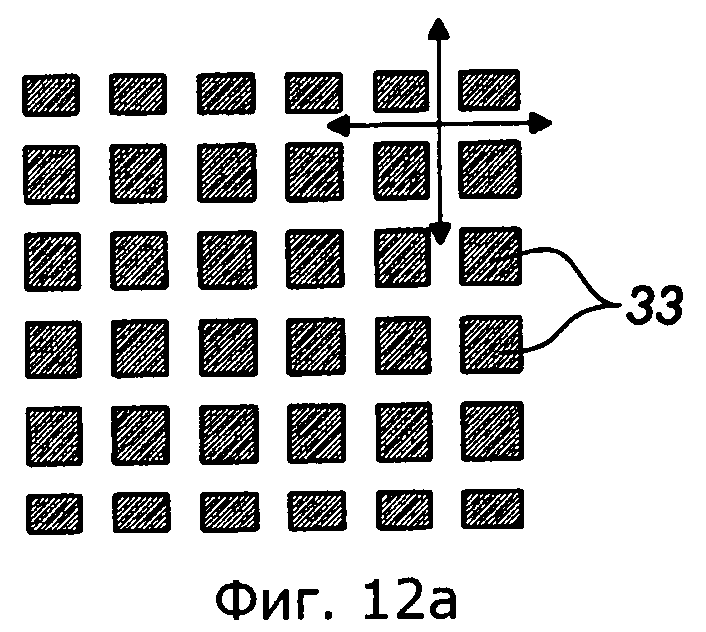
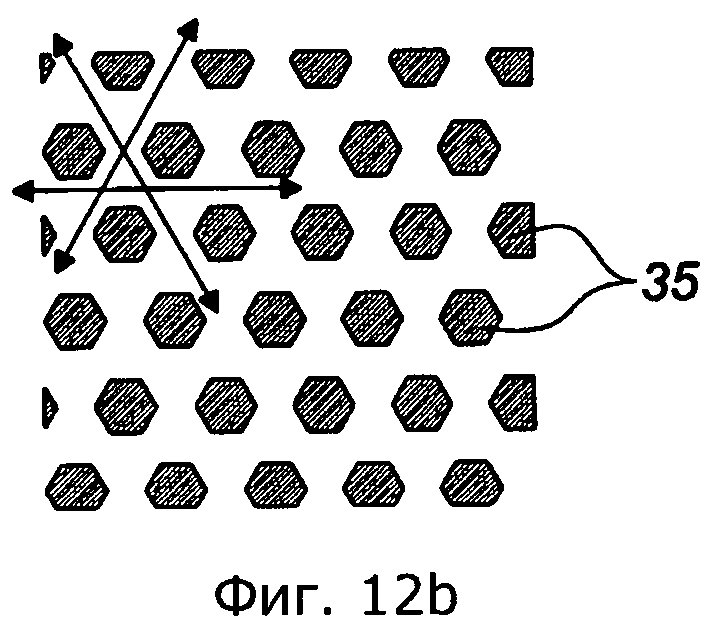
В соответствии с примером, показанным на фиг.12 и 13, элемент 1 из пеноматериала подвергают такой механической обработке, при которой на его акустической поверхности формируется рисунок из выступов пеноматериала прямоугольной формы 33 (фиг.12a), шестиугольной формы 35 (фиг.12b) или любой другой нужной формы.
Должно быть понятно, что при наличии такого рисунка, когда элемент 1 из пеноматериала укладывают в формовочный инструмент 7 (фиг.13), вводимая в форму смола будет проходить между участками заглубления, ограниченными указанными выступами 33 и 35.
Таким образом, после этапа полимеризации получается акустическая обшивка в виде слоя 9 композитного материала, заподлицо с которой располагаются выступы 33, 35 пеноматериала, что позволяет добиться нужного сообщения между образующим элемент 1 пеноматериалом и источником звукового излучения.
Кроме того, как видно на фиг.14, можно предусмотреть, чтобы поддержание интервала между элементом 1 из пеноматериала и полуформой 7b достигалось не с помощью штырей 31 (как на фиг.9), а благодаря набивкам 37, между которыми будет растекаться смола, формируя слой 13, противоположный по отношению к акустическому слою 9 композитного материала.
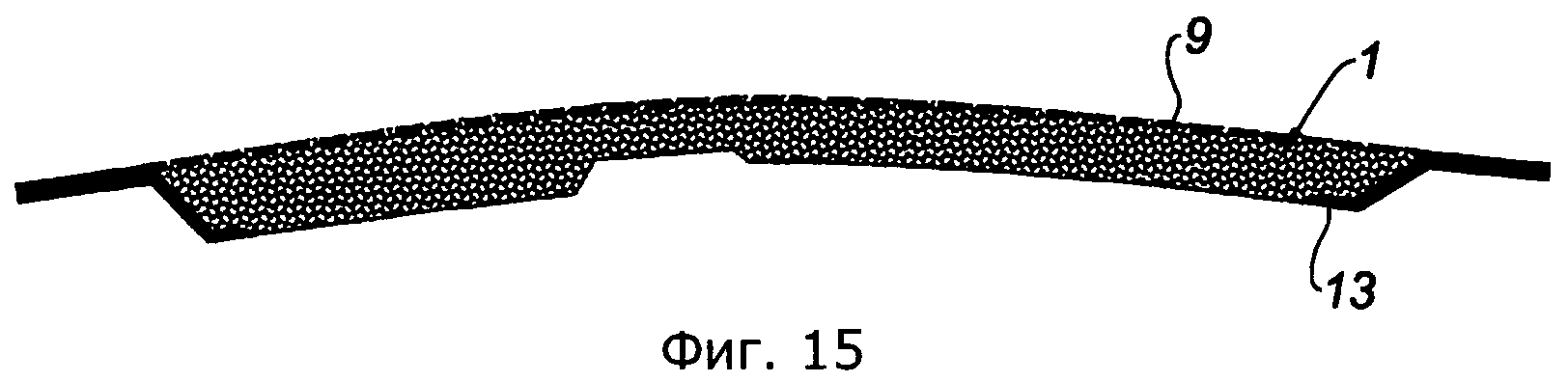
На фиг.15 иллюстрируется еще один вариант, в соответствии с которым интервал по отношению к форме 7b образован только краями стороны элемента пеноматериала, противоположной акустической поверхности, в результате чего обшивка 13, противоположная акустическому слою 9 композитного материала, проходит только по периферии элемента 1 из пеноматериала.
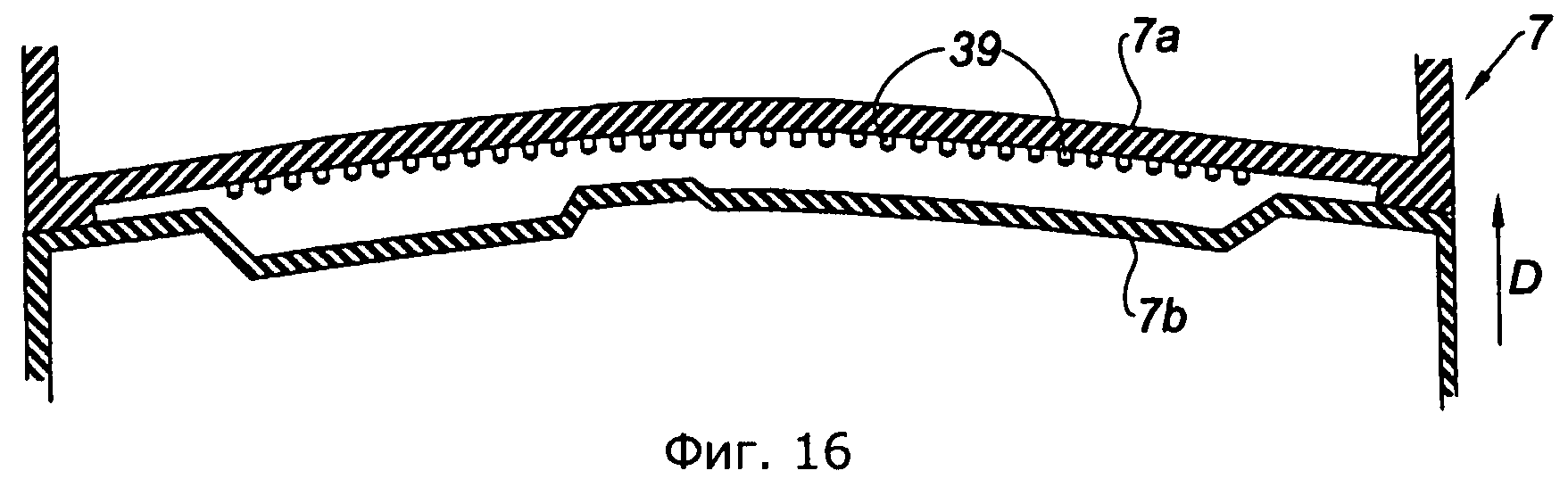
На фиг.16 представлен другой вариант выполнения перфораций в предложенном акустическом слое. В соответствии с этим вариантом, выступы 39 выполнены за одно целое с жесткой полуформой 7а, так что перфорации в акустическом слое 9 композитного материала формируются в процессе введения смолы в формовочный инструмент 7.
Длина этих выступов рассчитана таким образом, чтобы они проникали на достаточную глубину в пеноматериал, образующий элемент 1, с учетом миграции смолы в этом элементе.
Надо заметить, что выступы 39 ориентированы по существу параллельно направлению D извлечения формовочного инструмента 7. В частном случае, когда акустическая поверхность элемента из пеноматериала выполнена изогнутой, как показано на фиг.7, сечение этих сегментов выбирают таким, чтобы все выполняемые в акустической обшивке в виде слоя 9 композитного материала отверстия имели по существу одинаковое сечение.
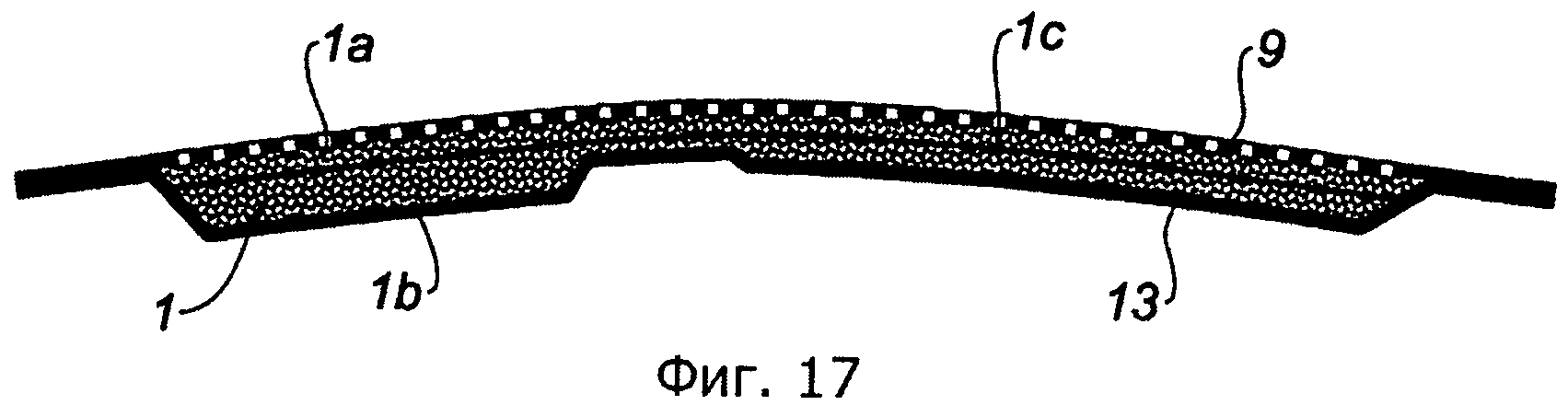
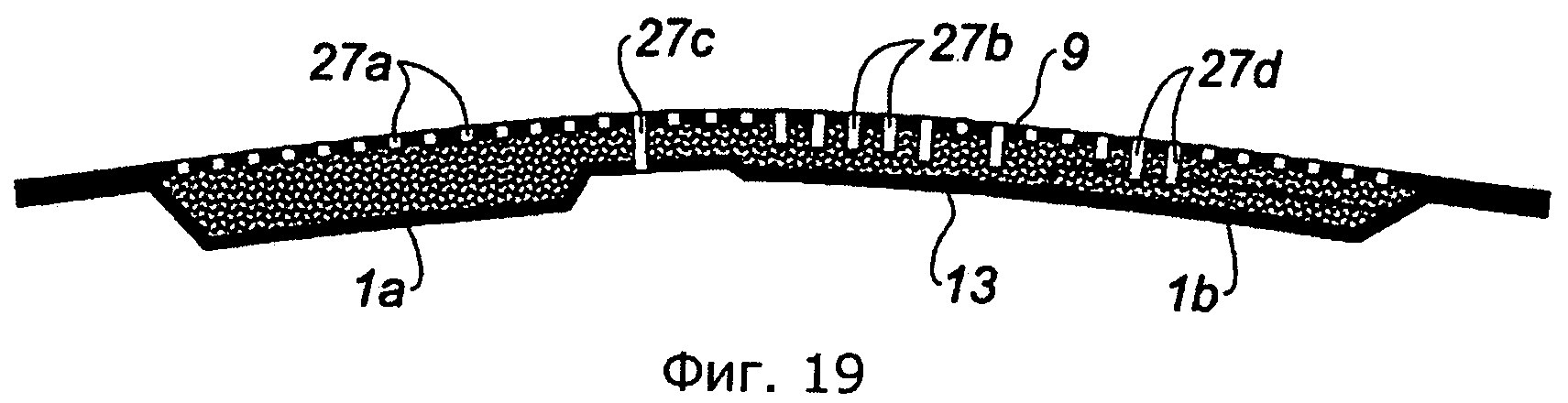
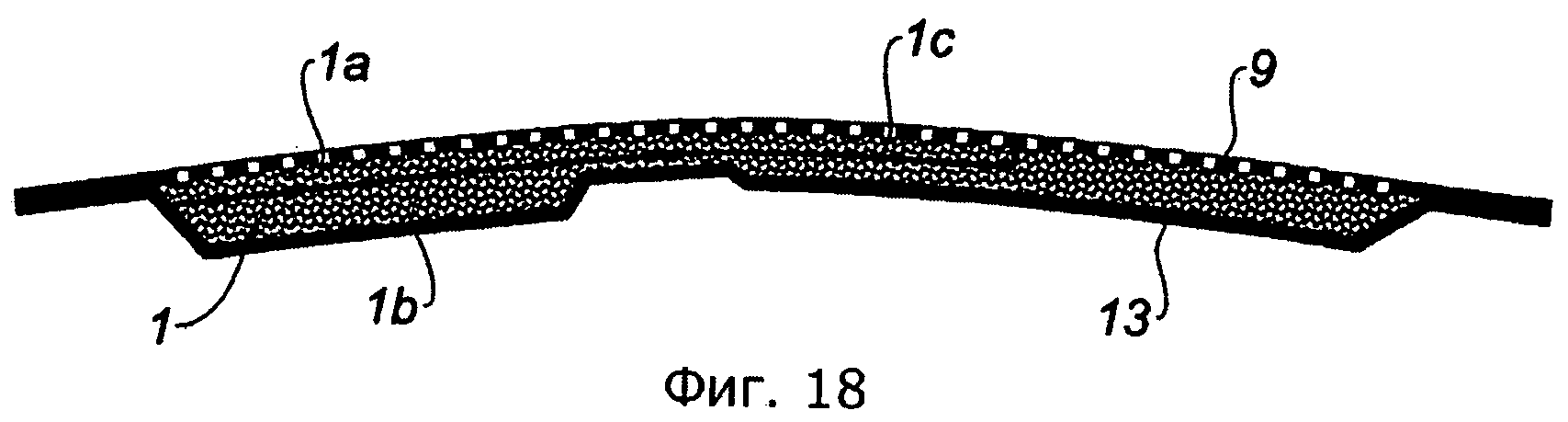
При любом из рассмотренных выше вариантов предлагаемого способа можно использовать элемент из пеноматериала, образованный по существу несколькими элементами 1a, 1b, которые могут в ряде случаев иметь разные конструктивные и геометрические характеристики и которые можно накладывать друг на друга или помещать встык, как показано на фиг.17 и 18.
При необходимости между указанными элементами 1а, 1b из пеноматериала можно размещать пористую перегородку 1 с.
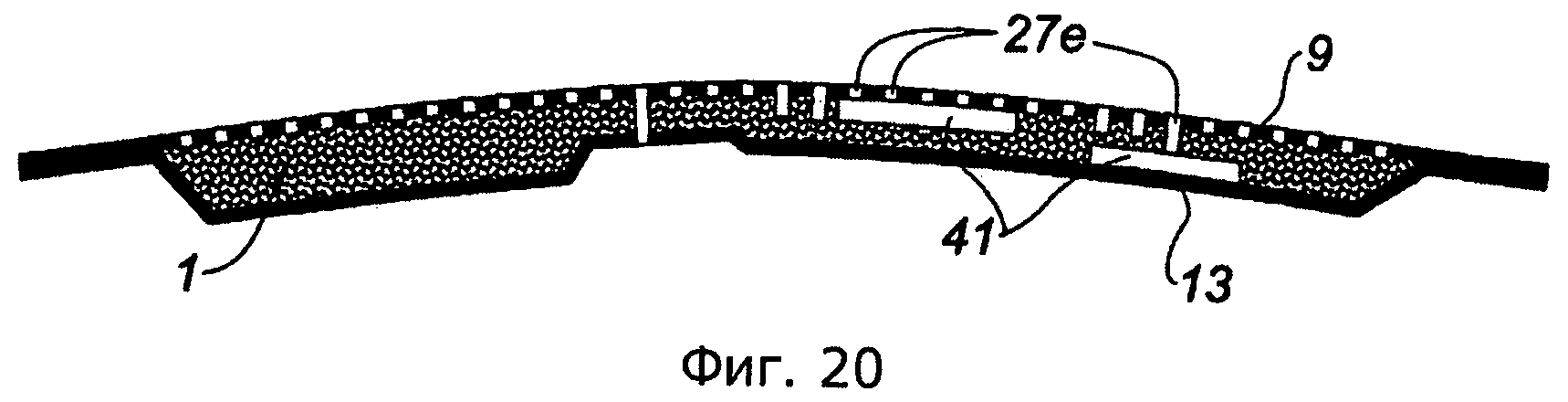
Следует отметить, что как в первом, так и во втором варианте можно предусмотреть отверстия 27а, 27b разной глубины, или отверстия 27 с, проходящие через весь элемент 1 из пеноматериала, или отверстия 27d, доходящие до второго элемента 1b из пеноматериала (фиг.19), или даже отверстия 27е, выходящие в полости 41, образованные внутри элемента 1 из пеноматериала (фиг.20).
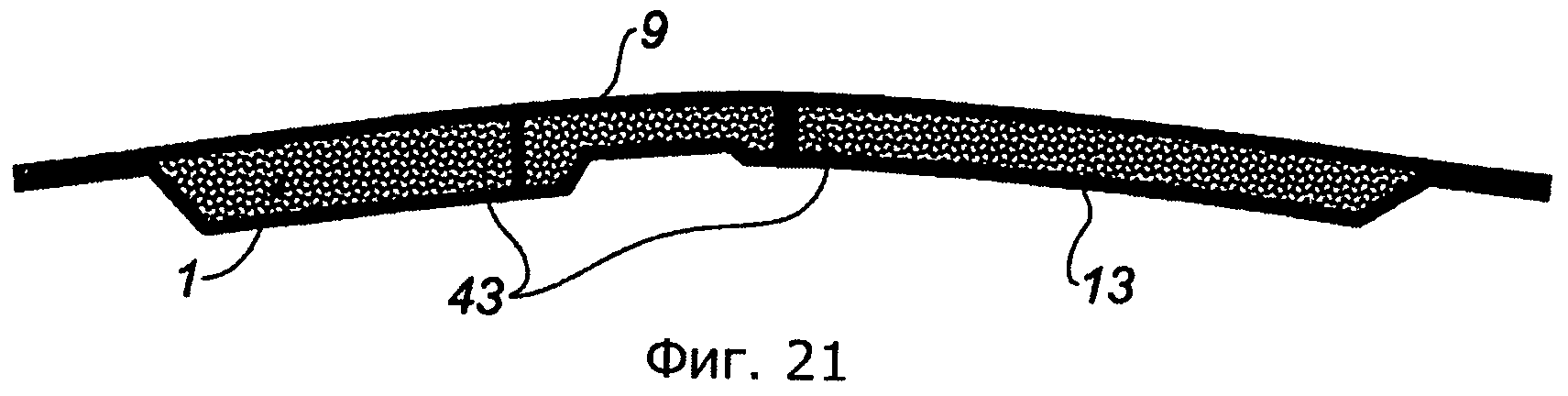
Необходимо также иметь в виду, что можно выполнять механическую обработку элементов 1 из пеноматериала, позволяющую в процессе введения смолы получить ребра 43 жесткости, с помощью которых можно соединять друг с другом акустическую обшивку в виде слоя 9 композитного материала и противоположную обшивку 13, что придаст акустической панели особую прочность, необходимую в ряде случаев применения.
Как можно понять из приведенного выше описания, предложенный способ изготовления звукопоглощающей панели чрезвычайно прост: в отличие от решений известного уровня техники здесь нет необходимости предварительно изготавливать акустическую обшивку - ее получают путем непосредственного покрывания панели из пеноматериала свежеприготовленным композитным материалом.
Благодаря своей относительно компактной и жесткой структуре элемент из пеноматериала можно использовать в качестве инструмента для формования, например, акустической обшивки, и потому при создании такой обшивки нет необходимости применять какой-либо специальный формовочный инструмент.
Покрытие элемента из пеноматериала свежеприготовленным композитным материалом позволяет добиться плотного соединения этих двух материалов, а значит обеспечивает исключительно сильное сцепление узла в целом.
Кроме того, как было показано выше, в изобретении отпадает необходимость проводить процедуру выполнения перфораций в акустической обшивке перед изготовлением всей звукопоглощающей панели, поскольку теперь это выполнение отверстий можно производить либо после полимеризации акустической обшивки (вариант с покрыванием или с формованием поверх), либо одновременно с этой полимеризацией (вариант с формованием поверх).
Отметим, наконец, что пеноматериал демонстрирует существенно большую прочность при сжатии, нежели та, что может быть получена при использовании сотовой структуры, что позволяет прикладывать к такому элементу из пеноматериала гораздо большие усилия давления, в частности, на этапе вакуумирования, проиллюстрированном на фиг.5.
Как должно быть очевидно специалистам данной области техники, описанные выше и проиллюстрированные чертежами варианты изобретения не ограничивают объем его правовой охраны, а приведены лишь в качестве примеров.
Реверсор тяги для турбореактивного двигателя
Конструкция кожуха воздухозаборника
Секция кромки воздухозаборника гондолы с электрической защитой от обледенения, имеющая зону звукопоглощения
Направляющая система с возможностью блокировки для подвижной части гондолы
Задний по потоку элемент воздухозаборника гондолы турбореактивного двигателя и гондола турбореактивного двигателя, содержащая указанный элемент
Задний узел гондолы турбореактивного двигателя
Устройство фиксации открывающегося элемента гондолы турбореактивного двигателя относительно неподвижного элемента и гондола, снабженная таким устройством
Крепление конструктивного элемента гондолы турбореактивного двигателя посредством усиленного сочленения "ножевая опора-паз"
Крепежный узел и продольная подъемная балка для неразъемной силовой установки летательного аппарата
Устройство и способ управления питанием, по меньшей мере, одним приводом техобслуживания летательного аппарата
Реверсор тяги для турбореактивного двигателя
Конструкция кожуха воздухозаборника
Секция кромки воздухозаборника гондолы с электрической защитой от обледенения, имеющая зону звукопоглощения
Направляющая система с возможностью блокировки для подвижной части гондолы
Задний по потоку элемент воздухозаборника гондолы турбореактивного двигателя и гондола турбореактивного двигателя, содержащая указанный элемент
Крепежный узел и продольная подъемная балка для неразъемной силовой установки летательного аппарата
Несущая гондола
Замковая система для подвижного обтекателя гондолы

