Результат интеллектуальной деятельности: СПОСОБ ПЕРЕРАБОТКИ ПЛАСТИКОВ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу переработки пластиков по п.1 и устройству для его осуществления по п.8 формулы.
Уровень техники
Из уровня техники уже давно известны способы, состоящие из последовательности стадий, аналогичные заявленному. Так, известно, что перерабатываемый пластик сначала подготавливается в режуще-уплотняющем устройстве при повышенной температуре и при необходимости под вакуумом, затем расплавляется в экструдере, а расплав фильтруется, обезгаживается и в заключение, например, гранулируется. Установки для осуществления таких способов известны, например, из ЕР 123771 В, ЕР 390873 В или AT 396900 В.
Кроме того, существуют многочисленные способы и устройства для оптимизации отдельных стадий, например обезгаживания расплава. Так, например, может быть предусмотрено выполнение лишенной давления зоны перед отверстиями для обезгаживания, чтобы обеспечить надежное обезгаживание пластика. Далее существуют устройства, с помощью которых предприняты попытки поддержания минимально возможным пути миграции заключенных в пластике газовых пузырьков, чтобы обеспечить им выход из расплава, прежде чем он пройдет мимо последнего отверстия для обезгаживания. При этом речь идет, в частности, об устройствах, которые придают пластику рукавообразную форму.
Также существуют многочисленные варианты различных фильтров для удаления из расплава твердых посторонних материалов и/или нерасплавленного остаточного полимера.
Все это служит, в первую очередь, повышению качества конечного продукта.
Раскрытие изобретения
В основе изобретения лежит задача создания усовершенствованного способа переработки пластиков, который обеспечивал бы получение конечного продукта высокого качества, причем способ в то же время может быть осуществлен с высокой производительностью.
Кроме того, задачей изобретения является создание установки для осуществления этого способа, которая также обеспечивала бы эти преимущества.
Эта задача решается в части способа переработки пластиков за счет того, что он включает следующие стадии:
a) подготовку исходного материала, причем материал при необходимости измельчается и приводится в текучее состояние и нагревается и постоянно перемешивается с сохранением своей комковатости и сыпучести, при необходимости обезгаживается, размягчается, сушится, повышается его вязкость и/или он кристаллизуется;
b) расплавление подготовленного материала, по меньшей мере, настолько, чтобы была возможной фильтрация;
c) фильтрацию расплава для удаления загрязнений;
d) гомогенизацию фильтрованного расплава;
e) обезгаживание гомогенизированного расплава;
f) выгрузку и/или последующую обработку расплава, например, посредством гранулирования или раздува,
причем указанные стадии следуют друг за другом в указанном порядке.
Оказалось, что осуществление способа точно в указанном порядке его стадий обеспечивает высокое качество продукта при одновременно высокой эффективности. В частности, предпочтительным было признано то, что стадия гомогенизации дает преимущества только после фильтрации, однако до обезгаживания расплава, поскольку, таким образом, гомогенизация не ухудшается возможными грубыми загрязнениями или твердыми посторонними веществами или нерасплавленными полимерными скоплениями, и в то же время последующее обезгаживание может происходить эффективно, причем газовые пузырьки могут быть почти полностью удалены из расплава. Это позволяет получать конечный продукт высокого качества, который может использоваться для различной последующей обработки.
На практике мешающие агломераты могут быть образованы, например, загрязнениями, наполнителями или, в случае смешанных полимеров, другими полимерами. В целом эти агломераты различным образом ухудшают конечное качество полимера, в частности механические и оптические свойства конечного продукта. Так, например, загрязнения, такие как бумажные волокна, агломераты печатной краски, остатки клея от этикеток и т.д., которые еще находятся в матрице после фильтрации, приводят к снижению прочности полимера на растяжение или к ухудшению внешнего вида. Мешающие вещества, которые, несмотря на фильтрацию, остаются в расплаве, должны быть тем самым распределены предпочтительно как можно тоньше и равномернее. Это относится равным образом к загрязнениям, полимерам и наполнителям. Чем тоньше и равномернее эти мешающие вещества будут распределены в матрице, тем менее негативными будет их влияние на конечный продукт. Это распределение осуществляется согласно изобретению за счет гомогенизации, следующей за фильтрацией.
Дополнительно за счет гомогенизации достигается также дальнейшее измельчение частиц. Это измельчение мешающих частиц также приводит к повышению качества конечного продукта, например к улучшению механических параметров отливок, уменьшение оптических недостатков пленок или, в частности, к достижению более высокой ударной вязкости при тонком распределении полиолефинов в ПЭТ-матрице.
При заключительной обработке возможные остатки газа также привели бы к дефектам, например образованию пузырьков, разрывам пленки и т.д. В предложенном способе фильтр расплава отделяет от него легко летучие вещества, остаток распределяется и измельчается на участке гомогенизации, а за счет возникающего напряжения при сдвиге восприимчивые к температуре загрязнения разлагаются. При последующем обезгаживании расплава этот газ удаляется.
С одной стороны, восприимчивые к температуре материалы термически нагружаются на участке гомогенизации, что заставляет газ выходить. С другой стороны, оставшиеся частицы распределяются в полимерной матрице настолько тонко, что они лучше защищены от дальнейших термических нагрузок за счет окружающего полимера и менее склонны к газообразованию. На последующих стадиях обработки, например в раздувной башне, образуется не содержащая газа или пузырьков и агломератов пленка.
Таким образом, за счет фильтрации в значительной степени удаляются посторонние вещества и загрязнения большого объема. Посторонние вещества малого объема, которые проходят через фильтр и остаются в расплаве, тонко и равномерно распределяются за счет гомогенизации. Следовательно, они меньше мешают в конечном продукте и/или почти полностью удаляются при последующем обезгаживании.
Если расплав гомогенизируется уже перед фильтрацией, как это обычно распространено в уровне техники, загрязнения в результате этого тоже измельчаются и могут пройти через фильтрующую поверхность или могут не отфильтроваться. Это является недостатком, который должен быть устранен.
Однако после фильтрации еще содержащиеся посторонние вещества должны быть максимально измельчены и распределены за счет гомогенизации. За счет своего улучшенного соотношения поверхность/объем мелкие частицы отдают больше газа и могут быть более эффективно и полностью удалены за счет обезгаживания. Этому дополнительно способствует равномерное распределение в матрице, поскольку за счет этого поверхность еще больше увеличивается. Кроме того, за счет равномерного распределения повышается однородность материала, и тем самым улучшаются его механические свойства и внешний вид.
Существенным является то, что предусмотрена каждая отдельная из перечисленных стадий обработки и соблюден точный порядок или соблюдена точная последовательность технологической цепочки.
Другие предпочтительные варианты способа охарактеризованы признаками зависимых пунктов формулы.
Согласно одному предпочтительному варианту перечисленные стадии обработки по времени и пространственно следуют непосредственно друг за другом без промежуточных стадий. Правда, вполне возможно включить между перечисленными стадиями обработки также промежуточные стадии, например временное промежуточное хранение материала или расплава или его транспортировку посредством несжимающих шнеков и т.п., или дополнительные стадии обработки. Тем не менее оказалось, что непосредственная последовательность перечисленных стадий обработки предпочтительна в отношении производительности и эффективности способа. Также, как правило, качество конечного продукта повышается, если отказаться от промежуточных стадий и перерабатывать материал в сплошной непрерывной технологической цепочке. Этот вариант следует предпочесть по соображениям качества и рентабельности.
Другой предпочтительный вариант отличается тем, что при гомогенизации расплав подвергается сдвигу и смешивается и/или подвергается интенсивным напряжению сдвига и растягивающему напряжению и сильно ускоряется. Гомогенизация является относительно сложным процессом. При этом предпочтительно, если одновременно происходят повышение температуры расплава и перемешивание частей с большим сдвигом с частями с меньшим сдвигом. Это позволяет получать равномерный расплав с тонко распределенными и очень мелкими веществами, который вслед за этим можно оптимально и эффективно обезгаживать.
Согласно другому предпочтительному варианту предусмотрено, что температура материала или расплава во время гомогенизации или, по меньшей мере, в конце гомогенизации и до начала обезгаживания, по меньшей мере, равна, предпочтительно выше температур на всех остальных стадиях обработки. Гомогенизации способствует то, что температура во время нее выше, чем в остальном способе. Следовательно, расплав наилучшим образом может быть подготовлен к предстоящему обезгаживанию. Испытания показали, что качество конечного продукта неожиданным образом выше, если гомогенизация осуществляется при таких повышенных температурах.
В этой связи особенно предпочтительно, если температура материала или расплава при выгрузке или температура при последующей обработке ниже или максимум равна температуре во время или в конце гомогенизации. Неожиданным образом оказалось, что качество конечного продукта повышается, если температура расплава после гомогенизации снова уменьшается или если обезгаживание и, в частности, выгрузка и возможная последующая обработка осуществляются при сравнительно более низких температурах.
Для предпочтительного повышения производительности обезгаживания может быть предусмотрено, что во время гомогенизации или непосредственно до или после нее, однако после фильтрации и перед обезгаживанием в расплав вводятся ячейкообразующие среды, например диоксид углерода, азот или вода.
Для качества конечного продукта и эффективности способа также предпочтительно, если расплав после обезгаживания и во время или до выгрузки или последующей обработки охлаждается, в частности на значение до 20%, предпочтительно на 5-10%.
Предложенная установка для переработки пластиков с целью осуществления описанного способа включает:
a) по меньшей мере, одно подготовительное устройство, в частности известное само по себе режуще-уплотняющее устройство или резервуар с вращающимися смесительно-измельчительными инструментами, в котором материал при необходимости измельчается и приводится в текучее состояние и нагревается и постоянно перемешивается с сохранением своей комковатости и сыпучести, при необходимости обезгаживается, размягчается, сушится, повышается его вязкость и/или он кристаллизуется;
b) по меньшей мере, одно расплавляющее устройство, в частности экструдер, для расплавления подготовленного материала, по меньшей мере, настолько, чтобы была возможной фильтрация;
c) по меньшей мере, одно фильтрующее устройство для фильтрации расплава;
d) по меньшей мере, одно гомогенизирующее устройство для гомогенизации фильтрованного расплава;
e) по меньшей мере, одно обезгаживающее устройство для обезгаживания гомогенизированного расплава;
f) по меньшей мере, одно разгрузочное устройство и/или, по меньшей мере, одно устройство для последующей обработки расплава,
причем указанные устройства расположены друг за другом в указанном порядке и технологически связаны между собой, а пластик или расплав проходит через эти устройства в указанном порядке.
За счет последовательного расположения этих устройств задан определенный путь материала или расплава через предложенную установку или технологическую цепочку. Эта установка позволяет, тем самым, повысить производительность и качество материала, как это описано выше.
В предпочтительных вариантах установки возможно, правда, промежуточное расположение дополнительных устройств, однако согласно одному предпочтительно усовершенствованию установки возможно также, чтобы устройства были пространственно расположены непосредственно друг за другом без дополнительных промежуточных устройств и технологически связаны между собой. Таким образом, пути материала или расплава короткие, а установка может быть уменьшена до самых необходимых устройств. Это сокращает непосредственные расходы и время прохождения при, по меньшей мере, равном, часто даже более высоком, качестве продукта.
Кроме того, предпочтительно, если предусмотрена система управления для независимого регулирования соответствующих температур материала или расплава в отдельных устройствах. Независимое регулирование температур в каждом отдельном устройстве и на каждой отдельной стадии обработки предпочтительно для установления качества продукта.
Так, во время испытаний неожиданным образом оказалось, что предпочтительно, если система управления регулирует температуры так, что температура материала или расплава во время гомогенизации или, по меньшей мере, в конце гомогенизации в гомогенизирующем устройстве и до начала обезгаживания в обезгаживающем устройстве, по меньшей мере, равна, предпочтительно выше температур на всех других стадиях обработки в других устройствах, в частности температура материала или расплава при выгрузке в разгрузочном устройстве или температура во время последующей обработки в устройстве для последующей обработки ниже или максимум равна температуре во время или в конце гомогенизации в гомогенизирующем устройстве. Качество такого конечного продукта выше во многих отношениях.
Один предпочтительный вариант установки предусматривает, что гомогенизирующее устройство, в частности шнек, выполнено таким образом, что расплав в нем подвергается сдвигу и смешивается и/или подвергается интенсивным напряжению сдвига и растягивающему напряжению и сильно ускоряется. Благодаря этому можно расположить зоны сдвига и смешивания так, что условия потока в шнеке позволяют достичь хорошей гомогенизации.
Предпочтительная установка отличается тем, что отдельные обрабатывающие устройства 2-5, предпочтительно 2-6, в частности 2-7, расположены аксиально друг за другом или лежат по одной общей продольной оси. За счет этого можно реализовать пространственно компактную установку, у которой материал или расплав движется по четкому заданному пути.
Чтобы повысить производительность обезгаживания, может быть предусмотрено устройство для ввода в расплав ячейкообразующих сред, например диоксида углерода, азота или воды, причем устройство вводит ячейкообразующие среды во время гомогенизации или непосредственно до или после нее, однако после фильтрации и до обезгаживания.
Также предпочтительно, если, в частности, в разгрузочном устройстве предусмотрено охлаждающее устройство для выходящего из обезгаживающего устройства расплава, например цилиндр или шнек, который подходит для охлаждения расплава после обезгаживания и во время или до выгрузки или последующей обработки, в частности, на значение до 20%, предпочтительно на 5-10%.
Краткое описание чертежей
Предложенные способ и установка описаны ниже на примере со ссылкой на прилагаемые чертежи, на которых изображают:
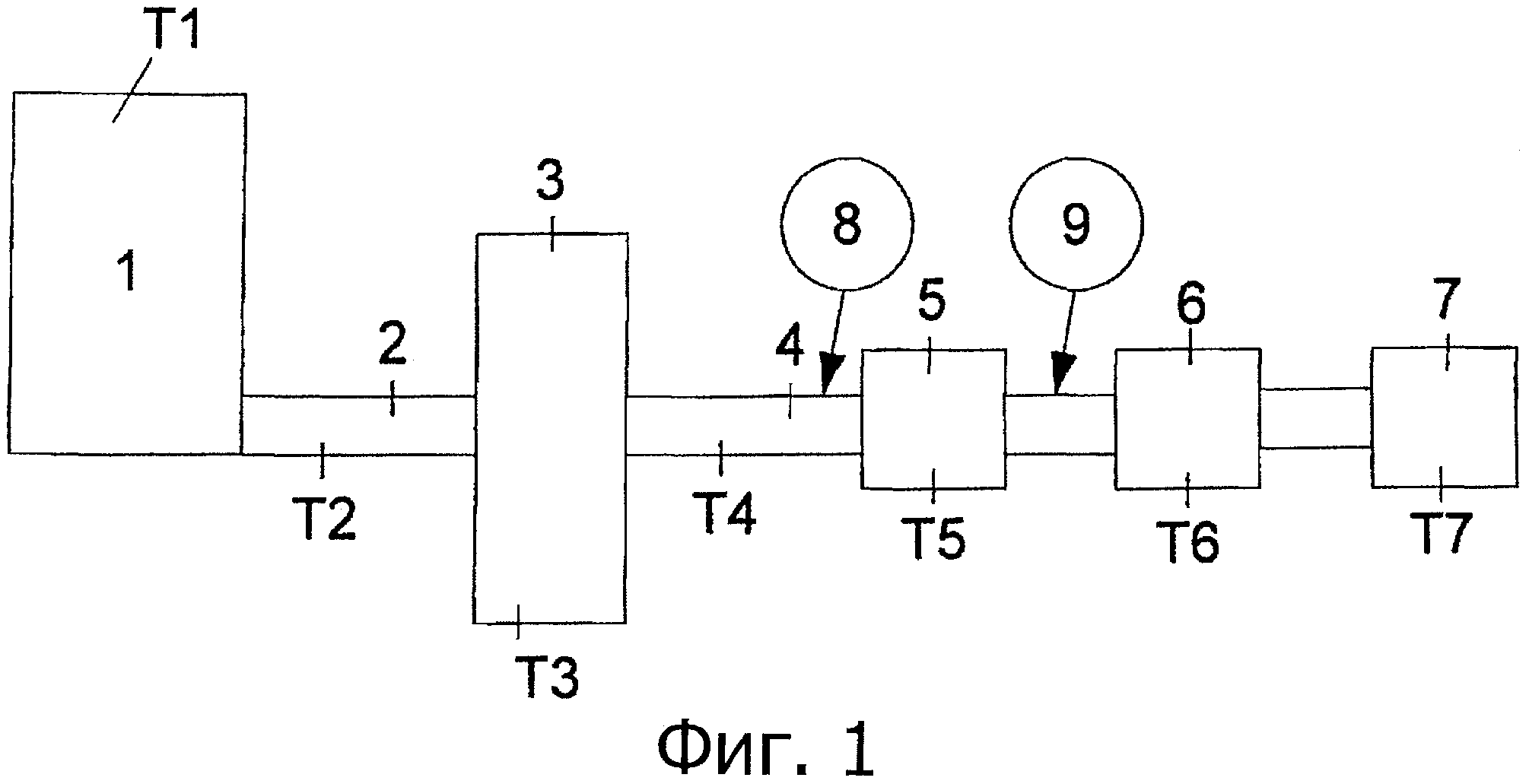
фиг.1 - технологическую схему установки;
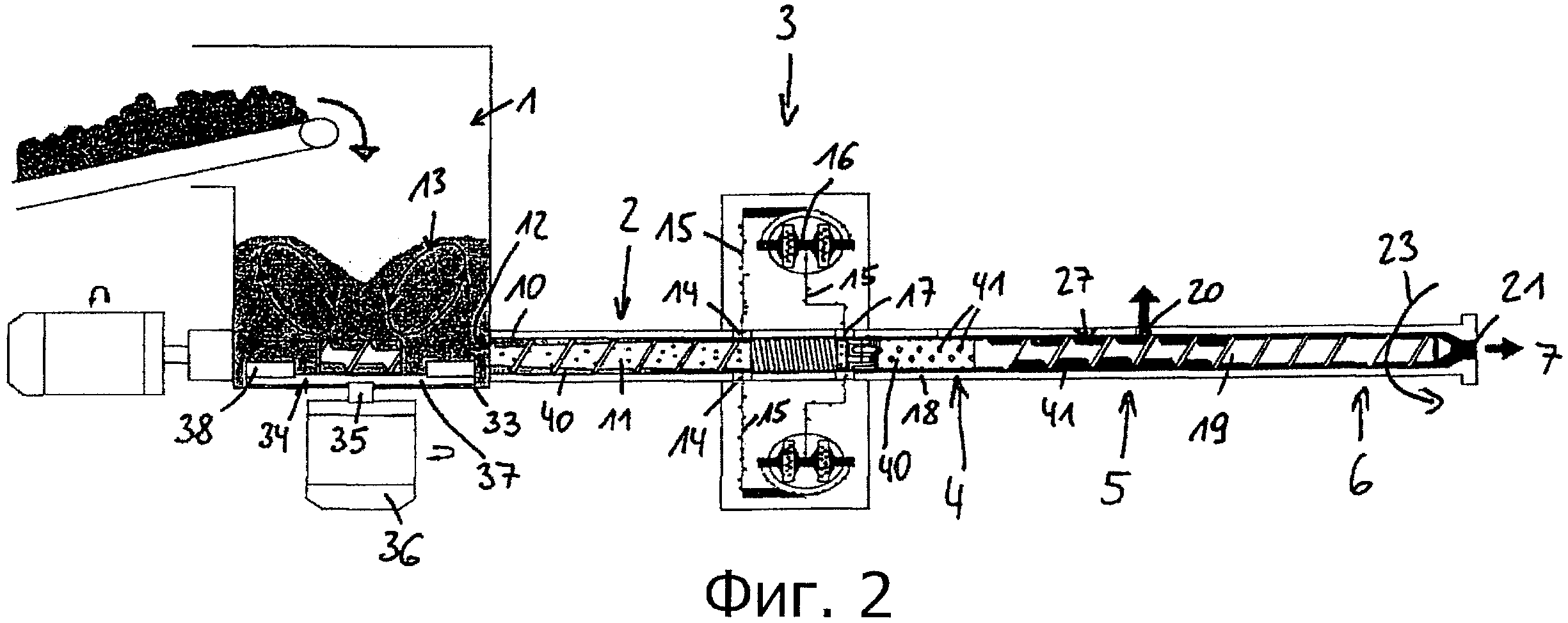
фиг.2 - конкретное выполнение установки;
фиг.3а, 3b - результаты сравнительных испытаний с пленками с нанесенной печатью;
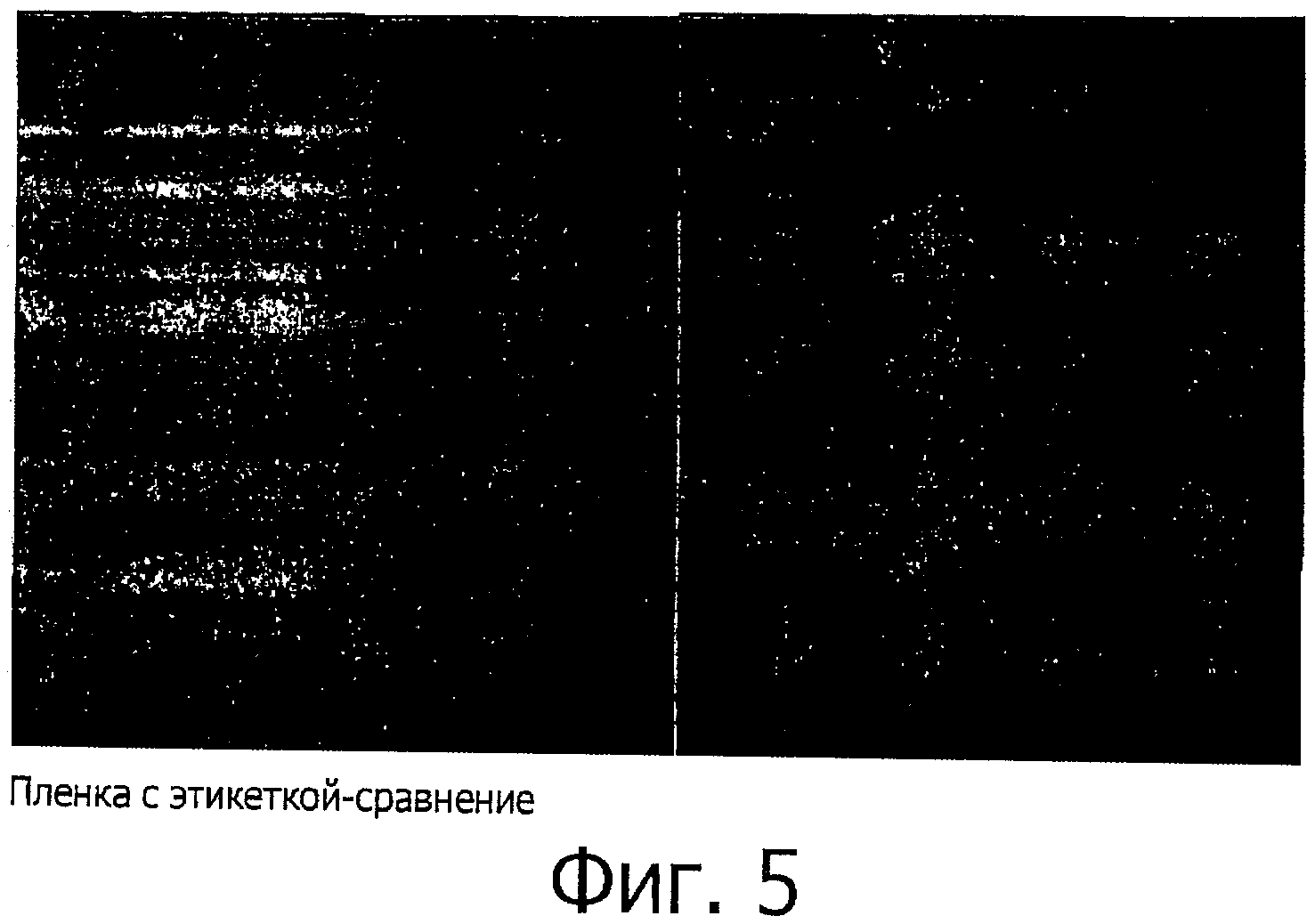
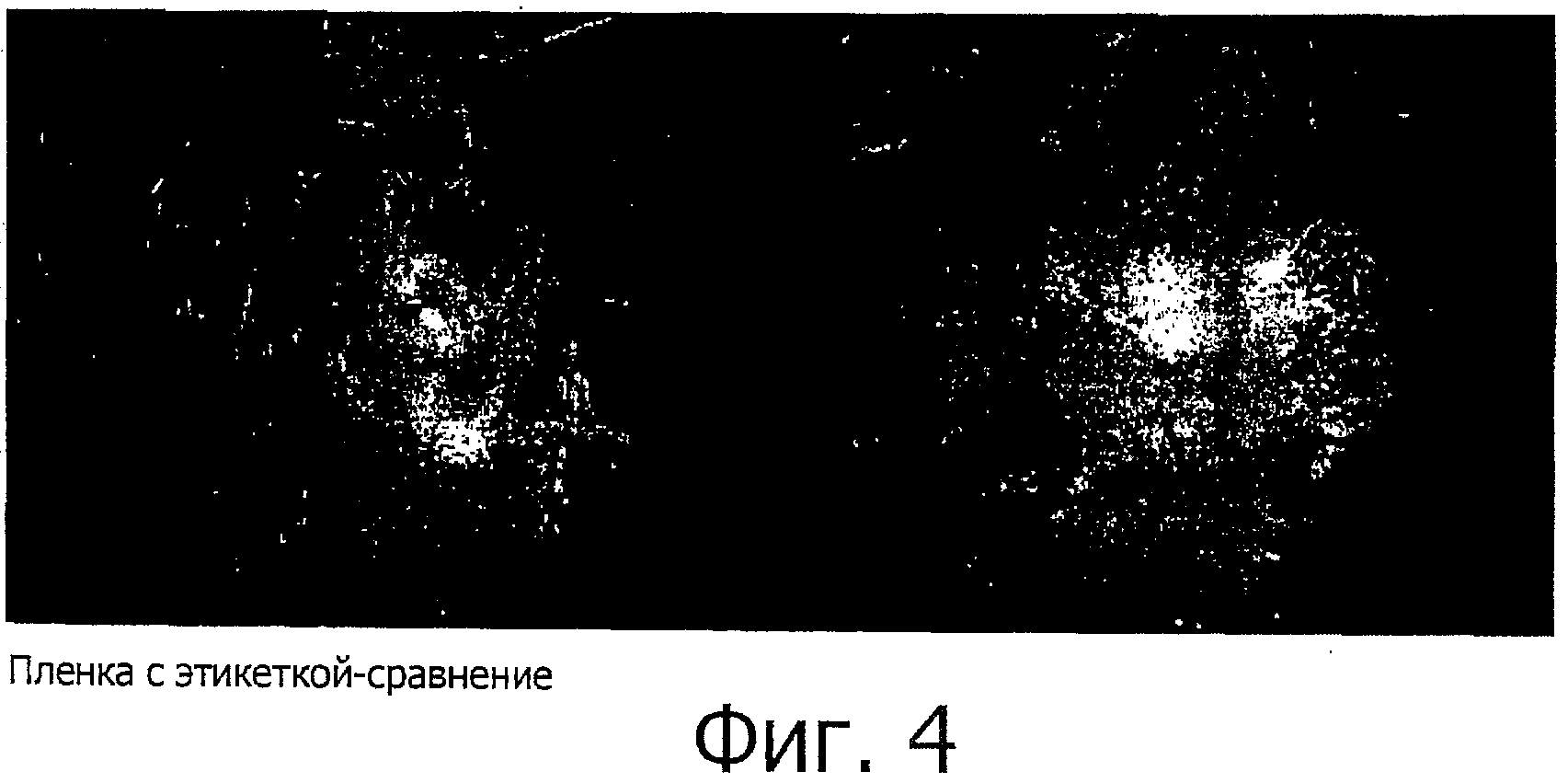
фиг.4, 5 - результаты сравнительных испытаний с пленками, снабженными липкими этикетками.
Осуществление изобретения
На фиг.1 схематично изображена установка для переработки пластиков. Установка включает в себя слева направо подготовительное устройство 1, причем речь идет, как правило, о режуще-уплотняющем устройстве, которое известно само по себе, или о подготовительном резервуаре, внутри которого вращающиеся смесительно-измельчительные инструменты, которые перемешивают загруженный в него пластик и, при необходимости, измельчают. При этом материал постоянно находится в свободно текучем состоянии и, несмотря на повышенную температуру, всегда сохраняется кусковатым и сыпучим. В подготовительном устройстве 1 материал еще не расплавляется, а в лучшем случае нагревается, в частности до температуры в диапазоне соответствующей теплостойкости материала по Вика. В зависимости от обрабатываемого полимера он уже на этой ранней стадии обезгаживается, размягчается, сушится, кристаллизуется и/или повышается его вязкость. При необходимости, к подготовительному устройству 1 может быть приложен вакуум. Различные выполнения таких подготовительных устройств 1 достаточно известны из уровня техники. Только в качестве примеров можно сослаться на ЕР 123771, ЕР 390873, AT 396900, AT 407235, AT 407970 и т.д.
В нижней части подготовительного устройства 1 к нему присоединено расплавляющее устройство 2, в частности уплотняющий экструдер. Расплавляющее устройство 2 служит для расплавления подготовленного материала, а именно, по меньшей мере, настолько, чтобы была возможной его фильтрация. В установке на фиг.1 расплавляющее устройство 2 присоединено непосредственно к подготовительному устройству 1, причем из уровня техники известны различные возможности присоединения, например, радиально или тангенциально. Это имеет то преимущество, что смешивающие и перемешивающие инструменты подготовительного устройства 1 в определенной степени набивают или доставляют размягченный пластик в загрузочную зону расплавляющего устройства 2.
В качестве альтернативы материал может быть транспортирован к расплавляющему устройству 2 посредством промежуточного устройства, например несжимающего транспортирующего устройства, например шнекового транспортера, в частности шнека с постоянной глубиной нарезки, который в определенной степени непосредственно или косвенно соединяет подготовительное устройство 1 и расплавляющее устройство 2, однако, тем не менее, обеспечивает непрерывный поток материала в расплавляющее устройство 2.
К расплавляющему устройству 2 присоединено фильтрующее устройство 3 для фильтрации расплава. Такие фильтры для расплава также известны из уровня техники в различных выполнениях. Таким образом, удаляются, например, твердые посторонние вещества, посторонние полимеры и/или нерасплавленные полимерные скопления.
Вслед за этим расплав попадает в гомогенизирующее устройство 4. При этом речь идет, как правило, о вращающемся теле, например шнеке, имеющем определенную последовательность зон сдвига и смешивания. Основательное перемешивание для гомогенизации полимера обеспечивается за счет комплексных условий потока внутри вращающегося тела или шнека или его соответствующих участков. Помимо осевых потоков в направлении подачи возникают также радиальные и осевые потоки против направления подачи, так называемые обратные потоки. В зонах сдвига происходит повышение температуры шнека, а в зонах смешивания происходят перемешивание частей с большим сдвигом с частями с меньшим сдвигом и за счет этого происходит определенное выравнивание температуры. Таким образом, мешающие частицы измельчаются, распределяются, а расплав эффективно гомогенизируется и подготавливается к обезгаживанию.
Непосредственно следом предусмотрено обезгаживающее устройство для удаления из расплава возможных газовых пузырьков и газовых включений. Из уровня техники также известны различные устройства для эффективного удаления газа из расплава. Так, например, шнек может быть выполнен очень длинным, может быть предусмотрена лишенная давления зона, или пластик может обезгаживаться через тонкую пленку или трубку.
Справа на схеме фиг.1 предусмотрены разгрузочное устройство 6 и устройство 7 для последующей обработки. Разгрузочное устройство 6 служит для передачи обезгаженного расплава в устройство 7. Последнее представляет собой, например, гранулирующее устройство, раздувное устройство или устройство для литья под давлением, которое приводит расплав снова в твердое состояние, например в гранулят или пленку.
В примере на фиг.1 устройства 1-7 расположены друг за другом, и пластик или расплав непрерывно проходит через них в заданном порядке слева направо. Кроме того, отдельные устройства установки на фиг.1 пространственно непосредственно связаны между собой, и материал попадает из каждого устройства непосредственно и без промежуточных стадий к следующему устройству. Дополнительные устройства, в частности возможные промежуточные накопители, передающие шнеки и т.п., правда, возможны, однако на фиг.1 не предусмотрены. За счет этого установка на фиг.1 выполнена относительно короткой и компактной.
Устройства 2-7, т.е. расплавляющее устройство 2 до устройства 7 последующей обработки, лежат по одной общей продольной оси или расположены аксиально друг за другом. За счет этого вся установка выполнена очень узкой и компактной.
Кроме того, предусмотрена система управления, которая может управлять температурами в каждом отдельном устройстве независимо от других. Таким образом, можно установить любую температурную характеристику в перерабатывающей цепочке.
Предпочтительным образом температурой управляют так, что температура Т4 в гомогенизирующем устройстве 4 или температура Т4 материала или расплава во время гомогенизации, по меньшей мере, в конце нее, однако, в любом случае, до начала обезгаживания в обезгаживающем устройстве 5 равна или выше, чем на любой другой отдельной стадии обработки или в любом другом устройстве. Так, например, температура Т2 в расплавляющем устройстве 2, температура Т3 в фильтрующем устройстве 3, температура Т5 в обезгаживающем устройстве 5, температура Т6 в разгрузочном устройстве 6 и температура Т7 в устройстве 7 для последующей обработки соответственно ниже или максимум равны температуре Т4 в гомогенизирующем устройстве 4.
Кроме того, может быть предусмотрено устройство 8 для добавки ячейкообразующих сред, посредством которого в расплав может вводиться, например, диоксид углерода, азот или вода. Таким образом повышается производительность обезгаживания. Добавка этих ячейкообразующих сред осуществляется, в частности, в гомогенизирующем устройстве 4 или незадолго до или после гомогенизации, однако, в любом случае, после фильтрации или же до обезгаживания.
В разгрузочном устройстве 6 может быть расположено устройство 9 для охлаждения расплава, выходящего из обезгаживающего устройства 5. При этом речь идет, например, о цилиндре или шнеке. Температура расплава понижается на значение до 20%, предпочтительно на 5-10%.
На фиг.2 в дополнение к рассуждениям к фиг.1 и принятия их в качестве основы подробно изображен конкретный вариант предпочтительной установки для осуществления предложенного способа.
Установка содержит в качестве подготовительного устройства чашеобразный резервуар или режуще-уплотняющее устройство 1, в которое сверху подается обрабатываемый пластик. В зоне дна 33 резервуара 1 с возможностью вращения вокруг вертикальной, расположенной по центру резервуара 1 оси известным образом установлен инструмент 34, приводимый во вращение двигателем 36 через проходящий через дно 33 вал 35. Инструмент 34 содержит, по меньшей мере, две радиальные консоли 37, которые снабжены выполненными целесообразно в виде режущих кромок рабочими кромками 38 для пластика. Эти рабочие кромки 38 перемешивают подаваемый пластик и при необходимости также измельчают его.
Обработанный таким образом пластик попадает в расплавляющее устройство 2, а именно в корпус 10 первой секции 11 шнека. Эта секция 11 шнека входит в образованное корпусом 10 отверстие 12. При вращении инструментов 34 вокруг оси вала 35 вращающийся в резервуаре 1 пластик поднимается в виде плотной массы вверх вдоль стенок резервуара, что обозначено стрелками 13. Оказываемая на вращающийся пластик центробежная сила способствует втягиванию пластика через отверстие 12 в тангенциально присоединенный к резервуару 1 корпус 10 шнека 11. В качестве альтернативы корпус 10 может быть присоединен к резервуару 1 также приблизительно радиально. Диаметр сердечника секции 11 шнека увеличивается в направлении от отверстия 12, в результате чего втянутый секцией 11 пластик сжимается и пластифицируется.
Пластифицированный материал выходит из корпуса 10 секции 11 шнека через отверстия 14 в фильтрующее устройство 3 и течет по соединительным каналам 15, по меньшей мере, к одному фильтру 16, который отфильтровывает содержащиеся в расплаве пластика крупные загрязнения.
После прохождения через фильтрующее устройство 3 пластифицированный материал попадает по соединительным каналам 15 и входным отверстиям 17 в гомогенизирующее устройство 4, находящееся внутри дополнительного корпуса 18. В гомогенизирующем устройстве 4 расположен ориентированный коаксиально шнеку 11 гомогенизатор 40 в виде цилиндрического тела вращения, причем гомогенизатор 40 вращается в корпусе, оказывая за счет этого на обтекающую его полимерную пленку или рукав сдвигающее и смешивающее действие. Чтобы повысить смешивающее действие и сдвигающие эффекты, на наружной поверхности гомогенизатора 40 расположено большое число возвышений 41. Уже на этом участке могут улетучиваться возможные образующиеся газы.
В корпусе 18 с возможностью вращения установлена вторая секция 19 шнека, коаксиально примыкающая к гомогенизатору 40. Эта секция 19 транспортирует пластифицированный материал в зону обезгаживания или в обезгаживающее устройство 5 мимо обезгаживающих отверстий 20, посредством которых выходящие из пластика газы могут отводиться, собираться и при необходимости подаваться на дальнейшее применение.
После прохождения мимо этих обезгаживающих отверстий 20 пластик попадает через разгрузочное устройство 6 в виде разгрузочного шнека с небольшой производительностью сдвига к выпуску 21, к которому могут быть присоединены инструменты или устройства 7 для последующей обработки, например гранулирующие устройства.
Целесообразно обе секции 11, 19 шнека установлены в отверстиях 40, 41 обоих корпусов 10, 18, которые расположены коаксиально по отношению друг к другу и имеют одинаковый диаметр. Коаксиальное расположение обеих секций 11, 19 и гомогенизатора 40 позволяет простым образом объединить обе секции 11, 19 в один конструктивный элемент с общим сердечником и приводить их во вращение сообща с одной стороны, т.е. на фиг.2 с левой стороны. Направление вращения обеих секций 11, 19 обозначено стрелкой 23.
Чтобы способствовать обезгаживанию обработанного пластика в корпусе 18, обезгаживающее устройство 5 имеет в зоне входного 17 и обезгаживающего 20 отверстий лишенную давления зону 27, которая образована уменьшенным диаметром сердечника секции 19 шнека. После обезгаживающего отверстия 20 этот уменьшенный диаметр сердечника снова переходит в полный диаметр сердечника разгрузочного устройства 6, чтобы снова поддерживать материал под давлением и тем самым в достаточном пластифицированном состоянии.
Также в примере на фиг.2 устройства 1-7 расположены друг за другом, а пластик или расплав непрерывно проходит через них в заданном порядке. Кроме того, отдельные устройства пространственно непосредственно связаны между собой, и материал попадает из каждого отдельного устройства непосредственно и без промежуточных стадий к следующему ниже по потоку устройству. Устройства 2-6, т.е. от расплавляющего устройства 2 до разгрузочного устройства 6, лежат к тому же на одной общей продольной оси, или их шнеки расположены аксиально друг за другом, благодаря чему вся установка выполнена очень узкой и компактной.
Без отклонения от сущности изобретения возможны различные варианты установки. Так, в отдельных устройствах возможно, например, применение одинарных, двойных или же многосекционных шнеков. Кроме того, отдельные стадии способа могут протекать в атмосферных условиях или под вакуумом.
Для каждого отдельного устройства возможны многочисленные конструктивные варианты, которые могут быть взяты специалистом из уровня техники. Температуры, время пребывания и другие параметры зависят, в первую очередь, от обрабатываемого или перерабатываемого материала и могут быть согласованы специалистом. Однако преимущества изобретения могут достигаться только тогда, когда специалист применяет способ и/или установку согласно изобретению.
Нижеследующие примеры поясняют предпочтительные технические эффекты способа и установки.
Загрязненные пластики, например с нанесенной печатью или снабженные липкими этикетками пленки, обрабатывались в параллельных сравнительных испытаниях, а именно в известной из уровня техники установке без гомогенизации обычным способом и параллельно этому в предложенной установке предложенным способом с гомогенизацией, причем непосредственно сравниваемые эксплуатационные параметры, например температуры, расход, время пребывания, давление и т.д., в режуще-уплотняющем устройстве или при последующей обработке поддерживались максимально идентичными.
1-й пример: переработка полимерных пленок с нанесенной печатью На фиг.3а, 3b в сравнении изображены исходные продукты и полученные из них конечные продукты. Слева на фиг.3а, 3b изображена обрабатываемая входная пленка в виде полимерной пленки с нанесенной цветной печатью. Справа изображена пленка, изготовленная на 100% из полученного после обработки регенерата.
Видно, что известным способом и в известной установке не происходит полного обезгаживания материала, и что в конечном продукте остались мелкие газовые пузырьки, вызванные разложившимися печатными красками. Предложенным способом, в частности за счет гомогенизации до обезгаживания, результат обезгаживания улучшается, а газовые пузырьки почти неразличимы.
2-й и 3-й примеры: переработка полиэтиленовой пленки низкого давления с бумажными этикетками
На фиг.4 и 5 также в сравнении слева изображены результат, полученный известным способом, а справа - результат, полученный предложенным способом. Исходными материалами служили прозрачные упаковочные пленки из полиэтилена низкого давления, загрязненные бумажными этикетками. Доля загрязнений составляла около 1% общей массы. На фиг.4 и 5 изображены сделанные микроскопом снимки пленок, изготовленных на 100% из полученного после обработки переработанного материала. На фиг.4 тонкость фильтрации составила 110 мкм, а на фиг.5 - 125 мкм.
Видно, что справа (предложенный способ) загрязнения, в частности частицы бумаги, остатки клея, а также газовые пузырьки, распределены меньше, мельче и тоньше, чем слева (уровень техники). За счет этого улучшаются механические свойства и внешний вид.
Во всех случаях заметно уменьшается доля загрязнений в конечном продукте, и повышается качество.
Способ и устройство для первичной обработки материала
Устройство для гранулирования горячих кусочков
Способ производства наполненного полимерного материала
Способ получения полимерного материала, наполненного длинными волокнами
Устройство для приготовления полимерного материала, применение устройства для приготовления или вторичной переработки термопластичного полимерного материала и способ эксплуатации устройства для приготовления полимерного материала
Нейтрализация посредством наполнителя
Диск ротора
Диск ротора и устройство для обработки полимерного материала
Диск ротора и устройство для обработки и подготовки полимерного материала
Способ и устройство для получения частично кристаллизованного полимерного материала
Способ и устройство для первичной обработки материала
Устройство для гранулирования горячих кусочков
Способ производства наполненного полимерного материала
Способ получения полимерного материала, наполненного длинными волокнами
Устройство для приготовления полимерного материала, применение устройства для приготовления или вторичной переработки термопластичного полимерного материала и способ эксплуатации устройства для приготовления полимерного материала
Нейтрализация посредством наполнителя
Диск ротора
Диск ротора и устройство для обработки полимерного материала
Диск ротора и устройство для обработки и подготовки полимерного материала
Способ и устройство для получения частично кристаллизованного полимерного материала

