Результат интеллектуальной деятельности: СПОСОБ СОВМЕЩЕННОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано для получения алюминиевых профилей методом непрерывной прокатки и прессования.
Известен способ прессования металлов, при котором совмещают за одну технологическую операцию два вида прессования, обычное прямое прессование из контейнера и равноканальное угловое прессование (патент РФ №2329108, B21J 5/00, B21C 23/14, B21C 25/00, B21J 13/02, B82B 3/00, опубл. 20.07.2008). Прямое прессование металла из контейнера осуществляют с выходом его через калибрующую зону перед угловым прессованием. Равноканальное угловое прессование обеспечивает в металле деформации сдвига.
Недостатком аналога способа являются ограничения по длине получаемых изделий, связанные с необходимостью использования исходных заготовок ограниченной длины. К тому же при осуществлении способа, необходимо не только обеспечить деформацию исходной заготовки, но и преодолеть пассивные силы трения, возникающие между исходной заготовкой и контейнером, что приводит к формированию повышенных сил прессования. Возникающие при этом высокие контактные напряжения на рабочих поверхностях формообразующей оснастки снижают ее износостойкость.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ совмещенного литья, прокатки и прессования цветных металлов и сплавов (патент РФ №2457914, МПК B21C 3/00, B22D 11/00, опубл. 10.08.2012), включающий кристаллизацию расплавленного металла на поверхности валков, прокатку металла в валках и прессование в матрице.
Недостатком прототипа по способу является то, что при его реализации формируется высокая неоднородность деформированного состояния в очаге деформации и, соответственно, неоднородность свойств конечного продукта, что отрицательно сказывается на механических свойствах, таких как временное сопротивление разрыву и относительное удлинение. В очаге деформации формируются застойные зоны, что, как известно, приводит к повышению силы прессования и, следовательно, энергозатрат.
Известно устройство для непрерывного прессования металла (патент РФ №1785459, МПК B21C 25/00, 23/00, опубл. 30.12.1992), содержащее валок с ручьем и валок с выступом, образующие рабочий калибр, на выходе из которого на расстоянии l=(0,05…0,35)·d1 установлена матрица с возможностью ее установки под определенным углом к общей вертикальной оси валков. Отношение диаметров поверхности дна ручья d1 и гребня выступа d2 составляет 0,6…1,0, что способствует окову металла валком с ручьем и увеличению сил трения для последующего прессования.
Недостатком данного устройства является невозможность одновременного получения нескольких заготовок, следовательно, производительность данного устройства низкая. Кроме того, данное устройство, снижая величину отклонения оси проката на выходе из калибра от оси прессования перед матрицей, не устраняет неравномерность истечения обрабатываемого металла во время деформации в рабочем калибре, не представляется возможным точно рассчитать угол наклона матрицы к оси прессования для обеспечения равномерного истечения прессуемого металла на выходе из канала матрицы и достижения требуемого качества профилей. Кроме того, в данном устройстве возникает неравномерная нагрузка на валки: валок с вырезом более перегружен, чем валок с выступом, что отрицательно сказывается на длительной прочности инструмента (Салганик В.М. Асимметричная тонколистовая прокатка: развитие теории, технологии и новые решения. / В.М. Салганик, А.М. Песин. - М.: МИСиС, 1997. - 192 с.).
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для непрерывного литья, прокатки и прессования цветных металлов и сплавов (патент РФ №2457914, МПК B21C 3/00, B22D 11/00, опубл. 10.08.2012), содержащее наклоняющуюся печь-миксер, выполненную с регулятором подачи расплава в калибр валков, один из которых выполнен с ручьем, а второй - с выступом, расположенные в станине и образующие закрытый калибр, на выходе из которого установлена матрица с калибрующим отверстием, имеющая клиновидные полости для охлаждения и снабженная механизмом прижима ее к валкам, и моталку. Устройство снабжено форкамерой, расположенной между матрицей и калибром и выполненной с охлаждающими каналами и цилиндрической полостью с наклоном в диапазоне α=90-175°, причем ее форма эквидистантна форме калибрующего отверстия матрицы, а валки расположены в станине консольно таким образом, что плоскость, проходящая через центры валков, составляет с горизонтальной плоскостью угол β=5-85°.
Недостатком прототипа по устройству является то, что контактная с прессуемым материалом поверхность матрицы выполнена плоской, что приводит к повышению сил прессования и возникновению застойных зон в очаге деформации. В этой связи прототип имеет ограниченные функциональные возможности, обусловленные тем, что он не обеспечивает однородное деформированное состояние и структуру изделий и, следовательно, не обеспечивает однородные механические свойства.
Задачей изобретения является повышение механических свойств конечных изделий и снижение энергозатрат.
Технический результат изобретения - повышение механических свойств конечных изделий за счет достижения высокого уровня накопленной деформации и однородности.
Поставленная задача и технический результат достигаются тем, что в способе совмещенного литья, прокатки и прессования, включающем кристаллизацию расплавленного металла на поверхности валков, прокатку металла в валках и прессование в матрице, согласно изобретению, на стадии прессования осуществляют последовательно прямое прессование, угловое прессование и повторное прямое прессование, совмещенное с формообразованием конечного изделия, следовательно, прохождение металлом данных операций обеспечивает более высокий уровень накопленной деформации и однородность свойств, чем при осуществлении прототипа способа, и, как результат, более высокие и более однородные механические свойства конечного изделия.
Кроме того, согласно изобретению, прямое прессование выполняют с истинной (логарифмической) степенью деформации e≥1,6, угловое прессование осуществляют с истинной степенью деформации e≥1,7, а повторное прямое прессование - с истинной степенью деформации e≥0,2, причем угловое прессование осуществляют дважды.
Поставленная задача решается тем, что устройство для совмещенного литья, прокатки и прессования профилей содержит печь-миксер с жидким металлом, валок с ручьем и валок с выступом, образующие рабочий калибр, матрицу, установленную на выходе из калибра. Согласно изобретению на гладкой бочке валков выполнены пазы, а в матрице выполнен, по меньшей мере, один Г-образный канал, состоящий из рабочей части, имеющей квадратное поперечное сечение и два прямолинейных пересекающихся участка, и калибрующей части, имеющей круглое поперечное сечение, при этом рабочая поверхность матрицы, взаимодействующая с металлом, выполнена конусной, что предотвращает формирование застойных зон при осуществлении процесса совмещенного литья, прокатки и прессования.
Кроме того, согласно изобретению, в матрице выполнено несколько каналов, кратных двум для повышения производительности. Согласно изобретению, каналы в матрице могут располагаться вдоль направления прокатки.
Кроме того, согласно изобретению, угол пересечения участков в рабочем канале составляет 90-120°. При угле меньше 90° исключается техническая реализация способа, при угле больше 120° снижается эффективность измельчения структуры.
Кроме того, согласно изобретению, на гладкой бочке валков выполнены пазы П-образной или полусферической или трапецеидальной формы, а в матрице выполнены выступы, входящие в указанные пазы валков.
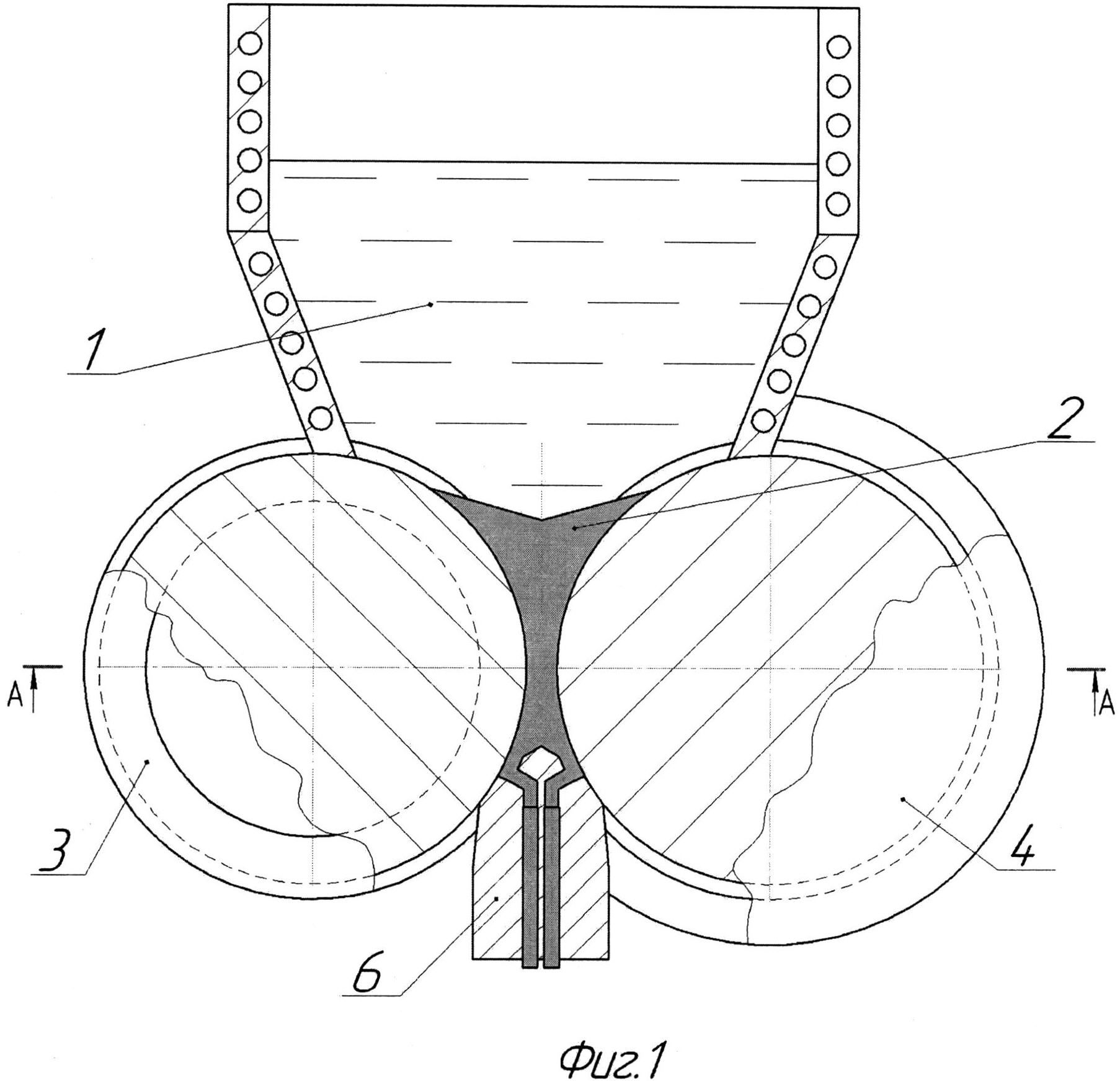
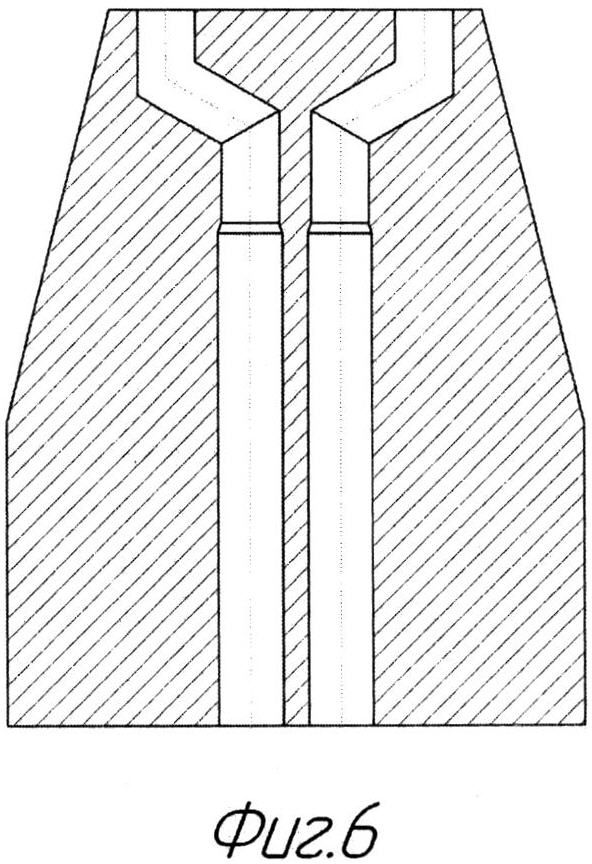
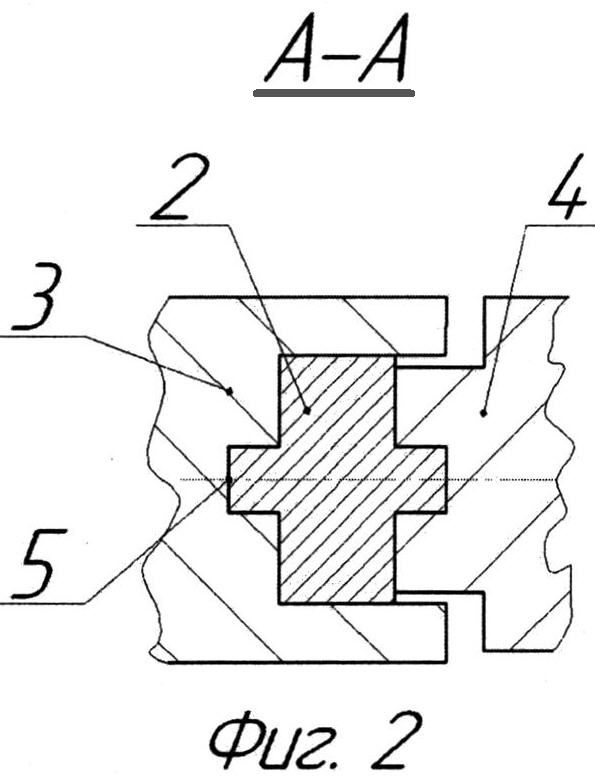
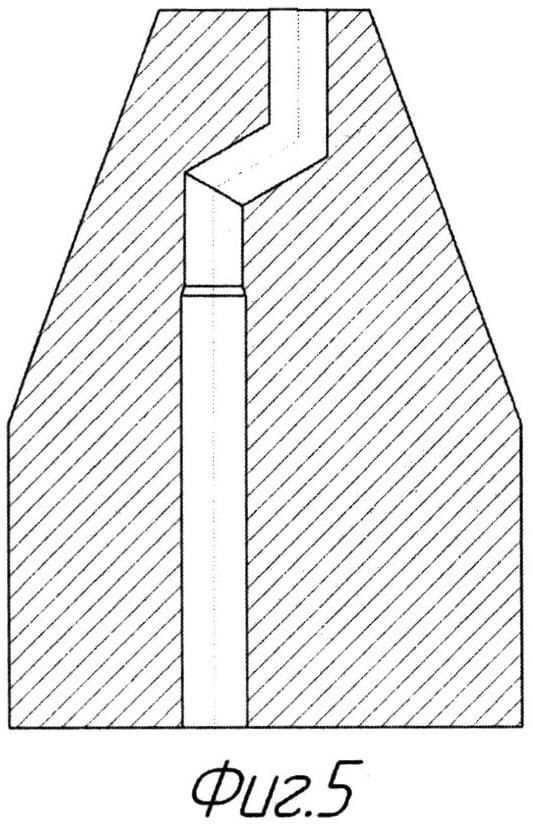
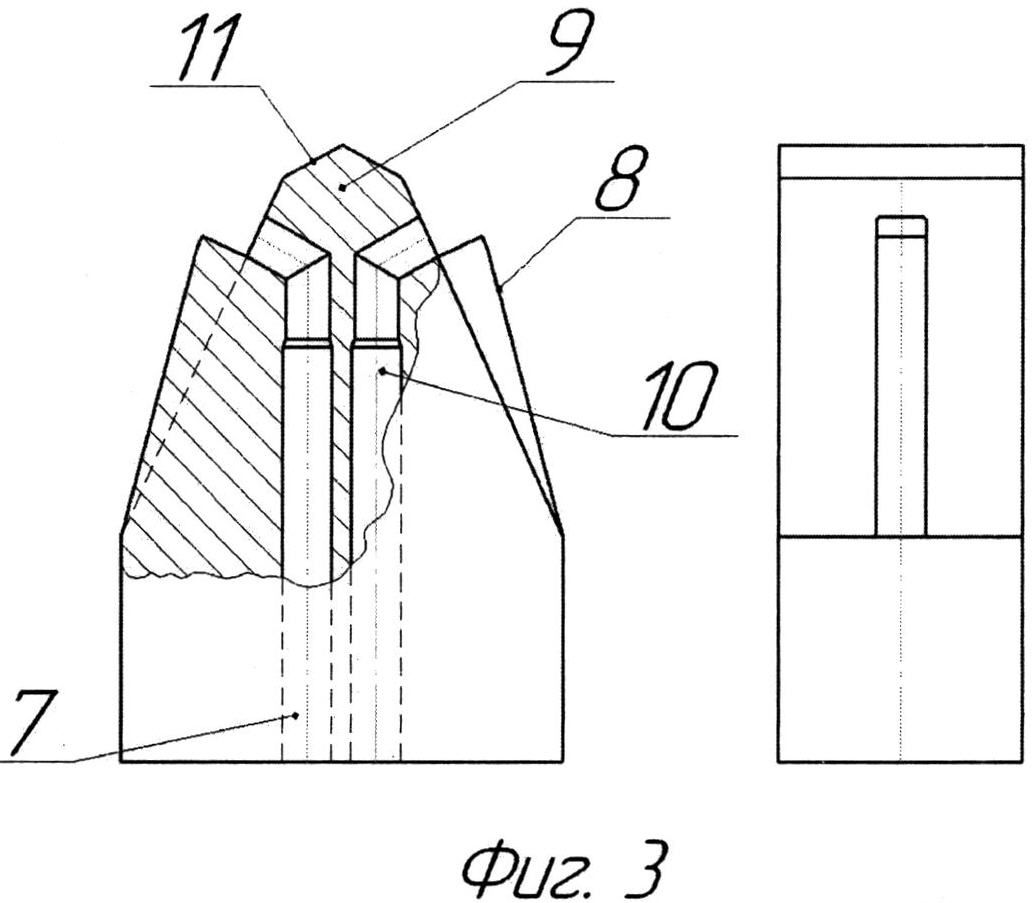
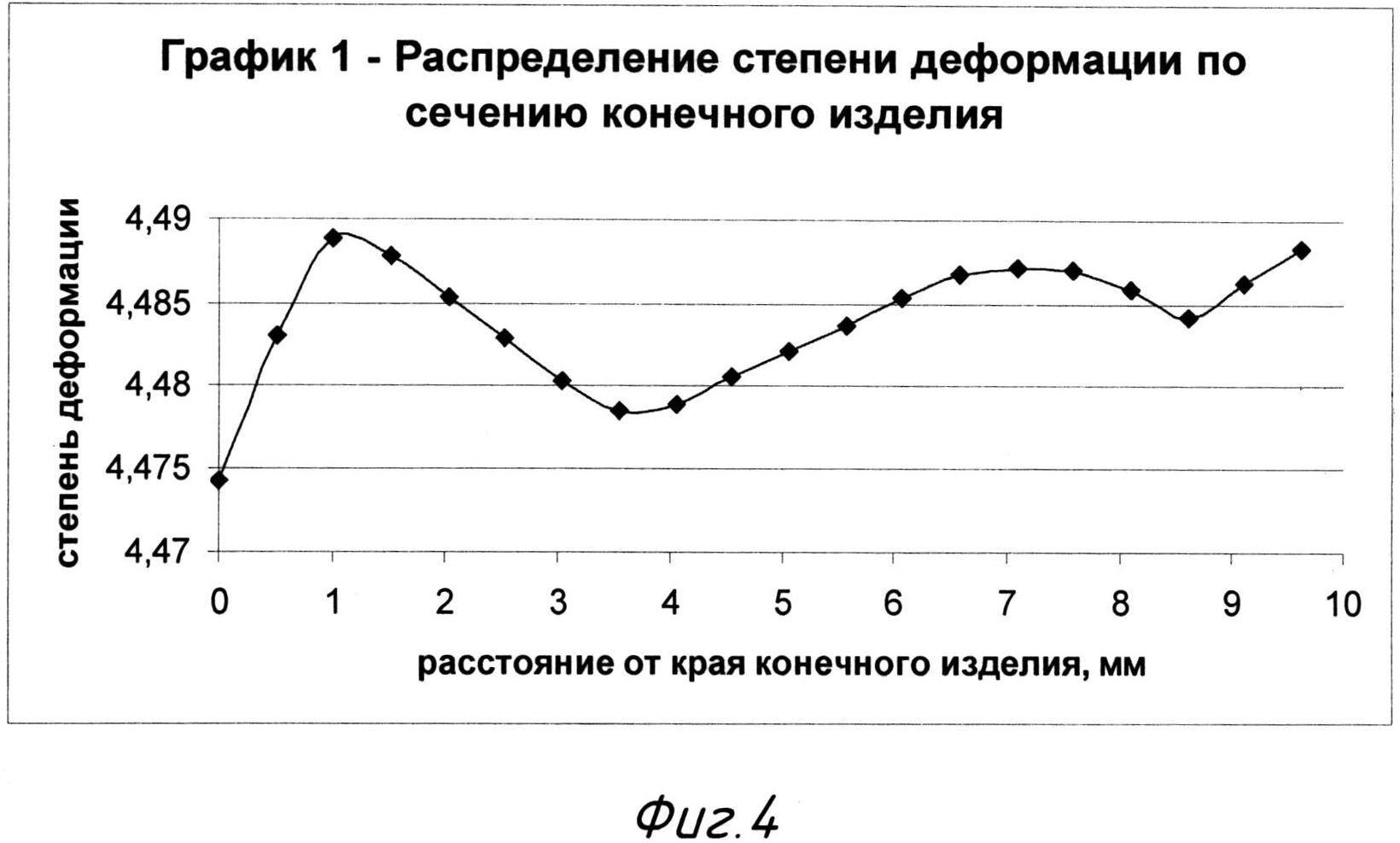
Сущность изобретения поясняется чертежами, где на фиг.1 представлена принципиальная схема устройства в разрезе, на фиг.2 - сечение устройства, проходящее через оси вращения валков, на фиг.3 - увеличенная матрица устройства, на фиг.4 - график распределения степени деформации по сечению конечного изделия, на фиг.5 и 6 - варианты исполнения матрицы устройства.
Устройство для совмещенного литья, прокатки и прессования (фиг.1) содержит печь-миксер 1 с жидким металлом 2, валки 3 и 4 с пазами 5 П-образной формы, образующие закрытый калибр (фиг.2), и матрицу 6. В матрице 6 выполнены два Г-образных канала 7 и выступы 8 (фиг.3), входящие в пазы 5 П-образной формы на гладкой бочке валков 3 и 4. Каждый Г-образный канал 7 состоит из рабочей 9 и калибрующей 10 части, причем рабочая часть 9 каждого канала 7 имеет квадратное поперечное сечение, а калибрующая 10 - круглое. Рабочая часть 9 каждого канала 7 имеет два прямолинейных участка, которые пересекаются под углом 120°. Рабочая поверхность 11 матрицы 6 выполнена конусной формы.
Благодаря данному изобретению реализуется совмещение непрерывных процессов литья и прессования металла, устраняются энергоемкие операции по производству слитка и его нагрева перед прессованием, что значительно снижает энергозатраты по сравнению с прототипами.
Пример конкретной реализации способа и устройства.
Реализация способа рассмотрена на примере деформирования образца из алюминиевого сплава системы Al-Zr. С помощью лабораторной установки на базе прокатного стана ДУО 200 провели непрерывное литье, прокатку и прессование прутка (профиля). Вначале валки 3 и 4 нагревают до необходимой температуры (100…300°C). Затем расплавленный металл 2 заливают в печь-миксер 1, при этом начинается его кристаллизация на поверхностях валков 3 и 4. Далее закристаллизовавшийся металл захватывают валки 3 и 4, прокатывают, распрессовывают и деформируют металл в канале матрицы 6 за четыре этапа. На первом этапе осуществляют прямое прессование с истинной степенью деформации e≥1,6. На втором и третьем этапах производят угловое прессование, позволяющее повысить однородность структуры металла. И на четвертом этапе производят повторное прямое формообразующее прессование через калибрующую часть 10 канала 7 матрицы 6.
В результате совмещения литья, прокатки и четырехэтапного прессования, накопленная деформация в заготовке составляет около 4,5 единиц. Измерения были выполнены с помощью виртуального эксперимента (математического моделирования) в силу больших сложностей численной оценки степени деформации по результатам физического эксперимента. Данные степени деформации приведены на графике фиг.4 по результатам математического моделирования. С помощью физического эксперимента были получены значения временного сопротивления разрыву и относительного удлинения для прутков диаметром 9 и 12 мм. Результаты показаны в таблице, из которой видно, что указанные механические свойства при использовании заявляемого способа и устройства выше, чем при использовании прототипа.
Таким образом, применение заявляемого устройства и способа по сравнению с прототипами позволяет повысить механические свойства пресс-изделий и снизить энергозатраты.
|
Алюминиевый сплав
Литейный сплав на основе алюминия
Сплав на основе палладия 850 пробы
Способ обработки низколегированных медных сплавов
Сплав на основе золота белого цвета 585 пробы
Способ получения биметаллической заготовки
Сплав припойный на основе палладия 850 пробы
Способ получения угольного пека-связующего для производства анодной массы углеродных электродов
Способ термомеханической обработки термически-упрочняемых алюминиевых сплавов системы al-cu-mg-mn-ag
Способ изготовления биметаллической проволоки из драгоценных металлов
Алюминиевый сплав
Литейный сплав на основе алюминия
Сплав на основе палладия 850 пробы
Способ обработки низколегированных медных сплавов
Сплав на основе золота белого цвета 585 пробы
Способ получения биметаллической заготовки
Сплав припойный на основе палладия 850 пробы
Способ получения угольного пека-связующего для производства анодной массы углеродных электродов
Способ термомеханической обработки термически-упрочняемых алюминиевых сплавов системы al-cu-mg-mn-ag
Способ изготовления биметаллической проволоки из драгоценных металлов

