Результат интеллектуальной деятельности: ХОЛОДНОПРОКАТНЫЙ СТАН С РЕГУЛИРОВАНИЕМ МАССОВОГО ПОТОКА НА ПРОКАТНОЙ КЛЕТИ
Вид РИД
Изобретение
Изобретение относится к способу регулирования холоднопрокатного стана, содержащего несколько последовательно проходимых холоднопрокатываемой полосой прокатных клетей, причем с помощью измерительной техники определяются фактическая скорость, с которой прокатываемая полоса выходит из одной из прокатных клетей, и ее толщина, с которой она выходит из соответствующей прокатной клети.
Изобретение относится далее к устройству управления холоднопрокатным станом, содержащему несколько проходимых холоднопрокатываемой полосой прокатных клетей, причем к устройству управления подаются определяемая с помощью измерительной техники фактическая скорость, с которой прокатываемая полоса выходит из одной из прокатных клетей, и определяемая с помощью измерительной техники толщина полосы, с которой она выходит из соответствующей прокатной клети.
Кроме того, изобретение относится к компьютерной программе с машинным кодом, который непосредственно выполняется устройством управления многоклетьевым холоднопрокатным станом и выполнение которого посредством устройства управления вызывает регулирование холоднопрокатного стана способом регулирования описанного выше рода.
Наконец, изобретение относится к холоднопрокатному стану, содержащему несколько проходимых холоднопрокатываемой полосой прокатных клетей, устройство определения скорости, которое расположено за одной из прокатных клетей и посредством которого с помощью измерительной техники определяется фактическая скорость, с которой прокатываемая полоса выходит из одной из прокатных клетей, устройство определения толщины, которое расположено за соответствующей прокатной клетью и посредством которого определяется толщина полосы, с которой она выходит из соответствующей прокатной клети, и устройство управления описанного выше рода, так что холоднопрокатный стан эксплуатируется способом регулирования описанного выше рода.
Описанные объекты известны, например, из публикации WO 2009/095323 А1.
В ней толщины полосы определяются до и после первой прокатной клети, а ее фактическая скорость определяется после первой прокатной клети. С помощью этих параметров заданное значение окружной скорости валков первой прокатной клети подстраивается таким образом, что массовый поток через нее соответствует заданному массовому потоку. В то же время с помощью толщины и скорости полосы перед первой прокатной клетью расположенное перед ней устройство подачи полосы (например, моталка или «восьмерка») также регулируются до заданного массового потока. Решение в упомянутой публикации основано на том принципе, что прокатываемой полосе перед первой прокатной клетью посредством устройства ее подачи назначается заданный массовый поток, а толщина полосы после первой прокатной клети косвенно регулируется посредством фактической скорости полосы после нее.
Упомянутое решение приводит к хорошим результатам, если устройством подачи полосы можно управлять таким образом, чтобы оно активно влияло на массовый поток («может придавать заданный массовый поток»). Однако существуют также холоднопрокатные станы, в которых устройство подачи полосы может, правда, пассивно следовать измененному массовому потоку, однако само не может активно устанавливать его. Примером является холоднопрокатный стан, у которого устройство подачи полосы работает в режиме отрегулированного тянущего усилия, т.е. устанавливает массовый поток в соответствии с тянущим усилием, господствующим в полосе между устройством и первой прокатной клетью.
Задачей изобретения является создание возможностей, с помощью которых простым образом можно было бы точно устанавливать массовый поток даже тогда, когда расположенное перед первой прокатной клетью устройство подачи полосы не может активно установить массовый поток.
В части способа эта задача решается посредством способа регулирования с признаками п.1 формулы. Предпочтительные варианты способа являются объектом зависимых пп.2-5.
Согласно изобретению, в дополнение к вышеназванным признакам предусмотрено, что измеренная фактическая скорость сравнивается с соответствующей заданной скоростью и на основе сравнения заданное значение окружной скорости валков соответствующей прокатной клети подстраивается, так что фактическая скорость уравнивается с заданной, в соответствии с подрегулированным заданным значением окружной скорости валков соответствующей прокатной клети происходит управление последней, при этом межвалковый зазор соответствующей прокатной клети с помощью, по меньшей мере, измеренной толщины полосы подстраивается таким образом, что произведение фактической скорости полосы на ее толщину соответствует заданному массовому потоку.
В одном предпочтительном варианте способа предусмотрено, что заданное значение окружной скорости валков соответствующей прокатной клети определяется с помощью заданной скорости и полученного на основе модели опережения и что подстраивание заданного значения окружной скорости валков соответствующей прокатной клети реализуется за счет того, что модель, посредством которой определяется опережение, адаптируется на основе сравнения фактической и заданной скоростей. Это выполнение позволяет, в частности, достичь того, что в случае, когда измерение фактической скорости нарушено, может поддерживаться аварийный режим, поскольку в этом случае следует лишь прервать адаптацию модели, посредством которой определяется опережение.
Из трех параметров, а именно фактической скорости полосы, ее толщины и массового потока, один является избыточным, поскольку произведение фактической скорости полосы на ее толщину соответствует массовому потоку. Благодаря тому обстоятельству, что фактическая скорость в рамках изобретения регулируется непосредственно, возможно поэтому подстраивание межвалкового зазора соответствующей прокатной клети исключительно с помощью измеренной толщины полосы. Как правило, это приводит к улучшению результатов, если межвалковый зазор соответствующей прокатной клети подстраивается с помощью произведения фактической скорости полосы на ее толщину.
Предложенный способ может применяться, в принципе, в любой прокатной клети холоднопрокатного стана. Возможно также применение способа одновременно в нескольких прокатных клетях холоднопрокатного стана. Предпочтительно, что, по меньшей мере, первая проходимая полосой прокатная клеть регулируется предложенным образом.
В части устройства задача решается посредством устройства управления с признаками п.6 формулы. Его предпочтительные варианты являются объектом зависимых пп.7-10.
Согласно изобретению предусмотрено, что устройство управления в дополнение к вышеназванным признакам сравнивает подаваемую к нему фактическую скорость с соответствующей заданной скоростью и на основе сравнения подстраивает заданное значение окружной скорости валков соответствующей прокатной клети, так что фактическая скорость уравнивается с заданной, в соответствии с подрегулированным заданным значением окружной скорости валков соответствующей прокатной клети управляет последней, при этом межвалковый зазор соответствующей прокатной клети с помощью, по меньшей мере, подаваемой к нему толщины полосы подстраивается таким образом, что произведение фактической скорости полосы на ее толщину соответствует заданному массовому потоку.
Предпочтительные варианты устройства управления соответствуют по содержанию вариантам способа. Дополнительно устройство управления может быть выполнено программируемым.
Задача решается далее посредством компьютерной программы описанного выше рода, выполнение которой посредством устройства управления вызывает регулирование холоднопрокатного стана предложенным способом. Компьютерная программа может быть записана в машиночитаемом виде на носителе данных.
Наконец, задача решается посредством холоднопрокатного стана, в котором в дополнение к вышеназванным признакам устройство управления выполнено предложенным образом, так что холоднопрокатный стан эксплуатируется предложенным способом.
Другие преимущества и подробности приведены в нижеследующем описании примеров осуществления изобретения со ссылкой на чертежи, на которых принципиально изображают:
- фиг.1: схематично холоднопрокатный стан;
- фиг.2: возможный вариант регулирования скорости;
- фиг.3: предпочтительный вариант регулирования межвалкового зазора.
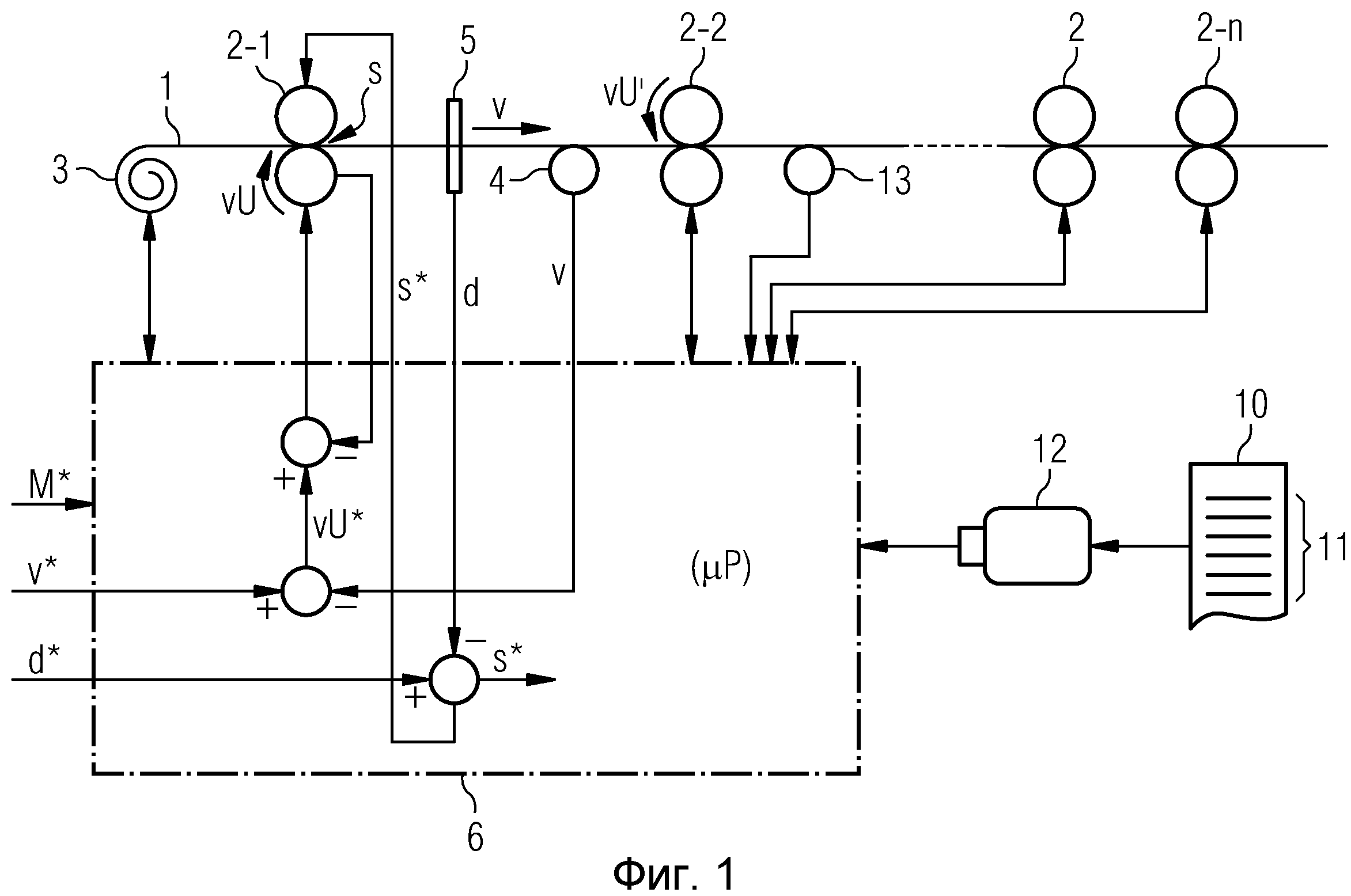
На фиг.1 холоднопрокатный стан для прокатки холоднопрокатываемой полосы 1 содержит несколько прокатных клетей 2. Полоса 1 проходит через них последовательно.
Поскольку ниже речь идет, в целом, только о прокатных клетях 2 холоднопрокатного стана, они обозначены только ссылочной позицией 2. Частично к поз. 2, будучи отделена черточкой, добавляется цифра или буква n. В этом случае «2-1» обозначает проходимую полосой 1 сначала прокатную клеть, «2-2» - следующую проходимую полосой 1 прокатную клеть и т.д. «2-n» обозначает проходимую полосой 1 последней прокатную клеть. Для более короткой записи соответствующие прокатные клети 2-1, 2-2 и т.д. называются ниже коротко первой, второй и т.д. прокатными клетями вплоть, включая последнюю прокатную клеть.
Перед холоднопрокатным станом расположено устройство 3 подачи полосы 1, посредством которого она подается к первой прокатной клети 2-1. Устройство 3 выполнено на фиг.1 в виде разматывателя.
За, по меньшей мере, одной из прокатных клетей 2 (здесь: первая прокатная клеть 2-1) расположено устройство 4 для измерения скорости. Посредством него с помощью измерительной техники измеряется фактическая скорость v, с которой полоса 1 выходит из расположенной перед устройством 4 прокатной клети 2 (здесь: первая прокатная клеть 2-1). Измеренная фактическая скорость v, за исключением неизбежных погрешностей измерения, непосредственно идентична действительной скорости полосы 1. В случае фактической скорости v речь не идет, в частности, об окружной скорости vU валков предыдущей прокатной клети 2, т.е. не о параметре, который связан с действительной скоростью полосы 1 только через опережение. Также речь не идет об окружной скорости vU' валков последующей прокатной клети 2 (здесь: прокатная клеть 2-2).
Устройство 4 может быть выполнено по потребности. Например, на фиг. 1 к полосе 1 может быть подведен ролик, который вращается вместе с ее движением и частота вращения которого измеряется, например, посредством импульсного датчика. Известны также оптические методы измерения, в частности лазерного измерения.
За той же прокатной клетью 2-1 расположено устройство 5 для измерения толщины полосы. Посредством него с помощью измерительной техники измеряется толщина d полосы 1, с которой она выходит из расположенной перед устройством 5 прокатной клети 2 (здесь: первая прокатная клеть 2-1).
Измерение фактической скорости v возможно практически без задержки. Поэтому точное расположение устройства 4 для измерения скорости имеет второстепенное значение. Измерение же толщины d полосы может происходить только с задержкой, поскольку она может быть измерена лишь локально в зоне устройства 5, и от выхода полосы 1 из предыдущей прокатной клети 2-1 до достижения устройства 5 проходит транспортное время. Поэтому устройство 5 расположено преимущественно как можно ближе к предыдущей прокатной клети 2-1, чтобы как можно больше сократить транспортное время и достичь максимально высокой динамики.
Измеренные фактическая скорость v и толщина d полосы 1 подаются к устройству управления 6. Оно обрабатывает фактическую скорость v и толщину d полосы 1 и управляет соответствующей прокатной клетью 2 (здесь: первая прокатная клеть 2-1).
Устройство 6 сравнивает измеренную фактическую скорость v полосы 1 с заданной скоростью v*, т.е. со скоростью, с которой она должна выходить из предыдущей прокатной клети 2-1. На основе сравнения устройство 6 подстраивает заданное значение vU* окружной скорости vU валков прокатной клети 2-1, так что фактическая скорость v полосы 1 уравнивается с заданной скоростью v*. В соответствии с подстроенным заданным значением vU* окружной скорости vU валков устройство 6 управляет соответствующей прокатной клетью 2-1.
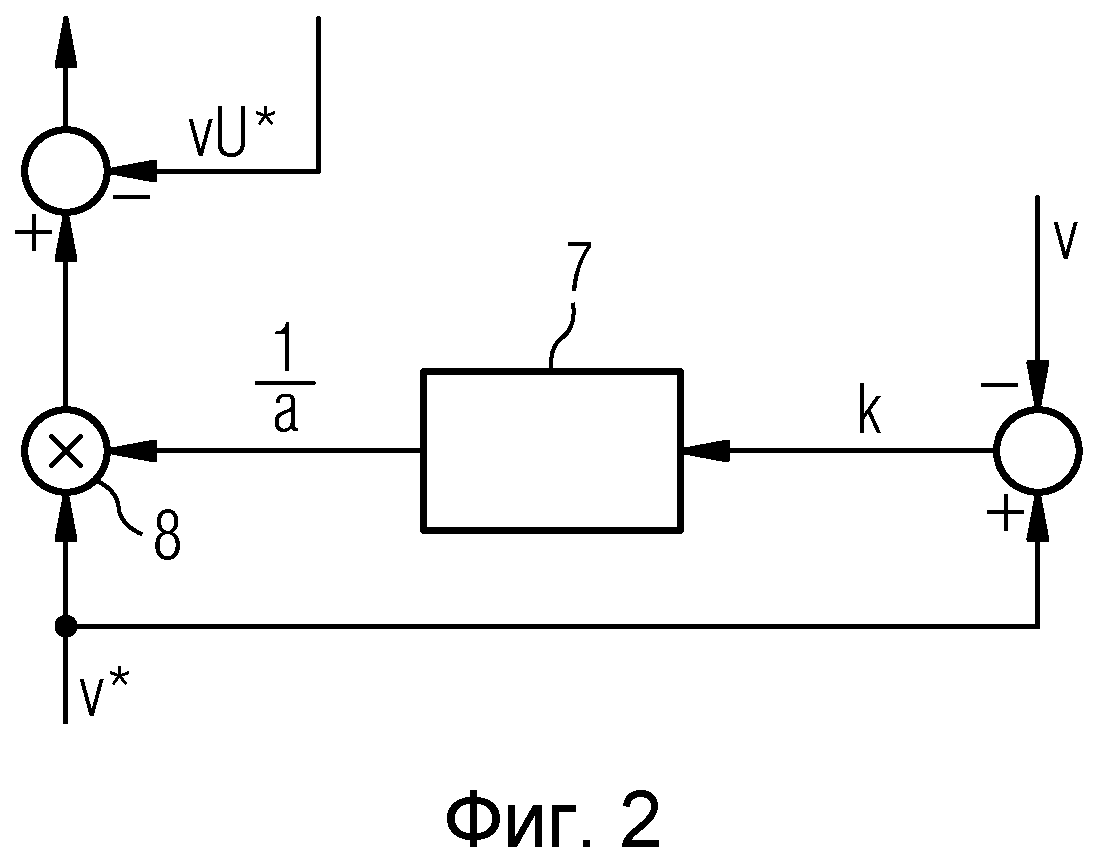
Для подстраивания заданного значения vU* окружной скорости vU валков устройство 6 может реализовать в простейшем случае подчиненную структуру регуляторов: внешний регулятор заданного и фактического значений определяет на основе разности фактической скорости v полосы 1 и соответствующей заданной скорости v* заданное значение vU* окружной скорости vU валков, а внутренний регулятор на основе разности заданного значения vU* окружной скорости vU валков и окружной скорости vU валков регулирует саму скорость vU. Однако преимущественно поступают иначе. Предпочтительные действия более подробно поясняются ниже со ссылкой на фиг. 2.
На фиг. 2 изображена модель 7 межвалкового зазора, посредством которой на основе параметров клети и полосы определяется опережение а, т.е. фактор, который устанавливает связь между заданной скоростью v* полосы 1 и заданным значением vU* окружной скорости vU валков:
а=v*/vU*.
Обратное значение опережения а подается к умножителю 8, который на основе заданной скорости v* полосы 1 вычисляет соответствующее заданное значение vU* окружной скорости vU валков.
На фиг. 2 на основе сравнения заданной v* и фактической v скоростей полосы 1, в частности на основе их разности, вычисляется поправочный коэффициент k, с помощью которого адаптируется модель 7. В результате ее адаптации изменяется (в том числе) вычисленное моделью 7 опережение а. Подстраивание заданного значения vU* окружной скорости vU валков осуществляется, следовательно, косвенно, а именно за счет того, что модель 7 адаптируется на основе сравнения фактической скорости v полосы 1 с ее заданной скоростью v*.
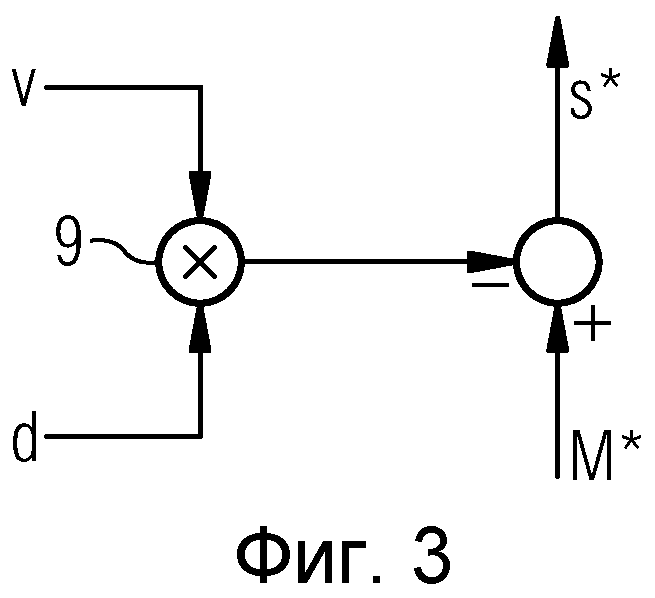
Далее устройство 6 посредством соответствующего управляющего параметра s* подстраивает межвалковый зазор s соответствующей прокатной клети 2-1 таким образом, что произведение фактической скорости v полосы 1 на ее толщину d соответствует заданному массовому потоку М*. На фиг. 1 возможно, чтобы устройство 6 подстраивало межвалковый зазор s исключительно на основе толщины d полосы (и соответствующей заданной толщины d*), поскольку за счет регулирования фактической скорости v полосы 1 до ее заданной скорости v* также этот вид подстраивания дает определенный массовый поток. Преимущественно, однако, на фиг. 3 в умножителе 9 образуется произведение фактической скорости v полосы 1 на ее толщину d, и это произведение (фактический массовый поток) регулируется до заданного массового потока М*.
В отдельных случаях устройство 6 может быть реализовано схемотехнически. Как правило, однако, устройство 6 выполнено на фиг. 1 программируемым. Это обозначено буквами «μР» (микропроцессор). В этом случае устройство 6 отрабатывает компьютерную программу 10, с которой оно запрограммировано.
Программа 10 содержит на фиг. 1 машинный код 11, непосредственно выполняемый устройством 6. Выполнение кода 11 устройством 6 приводит в этом случае к тому, что устройство 6 регулирует холоднопрокатный стан поясненным выше способом.
Программа 10 может вводиться в устройство 6 произвольно. Например, возможен ввод через соединение компьютер-компьютер. Примерами подходящих соединений компьютер-компьютер являются LAN (local area network) и World Wide Web. В качестве альтернативы можно вводить в устройство 6 программу 10 через носитель 12 данных, на котором она хранится в машиночитаемом виде. Примерами подходящих носителей 12 данных являются CD-ROM, USB-флэшка или карта памяти SD. Чисто в качестве примера носитель 12 данных выполнен на фиг. 4 в виде USB-флэшки.
Изобретение имеет много преимуществ. В частности, простым образом достигаются определенный массовый поток и в то же время правильная толщина полосы. Поэтому в прокатных клетях 2, расположенных за отрегулированной, согласно изобретению, прокатной клетью 2-1, требуется еще правильно подстроить окружную скорость vU' валков соответствующей прокатной клети 2. В качестве альтернативы это может осуществляться за счет того, что за соответствующей прокатной клетью 2 (например, второй 2-2) посредством соответствующего устройства 13 для измерения скорости измеряется и регулируется фактическая скорость за ней или что с помощью соответствующей модели межвалкового зазора моделируется соответствующее опережение, а нужная на выходе из этой прокатной клети 2-2 скорость полосы пересчитывается в соответствующую окружную скорость vU' валков. За последней прокатной клетью 2-n может быть предусмотрено обычное мониторное регулирование для последней точной корректировки окончательной толщины полосы (т.е. толщины холоднокатаной полосы 1 за последней прокатной клетью 2-n).
Регулирование массового потока, согласно изобретению, имеет свои преимущества не только в статических, но и, прежде всего, в динамически изменяющихся эксплуатационных условиях, например в режиме заправки, при прохождении сварного шва или изменении заданной скорости v*. Также в этих эксплуатационных состояниях возникает повышенная точность соблюдения окончательной толщины полосы. Кроме того, степень требуемой адаптации модели 9 межвалкового зазора является прямым доказательством ее качества. Это доказательство может использоваться также для оптимизации моделей процессов в холоднопрокатном стане. Динамика регулирования - также в динамических эксплуатационных состояниях - ограничена только быстротой регулирования скорости. Кроме того, продолжение эксплуатации холоднопрокатного стана возможно также при выходе из строя изменения скорости.
Приведенное выше описание служит исключительно для пояснения изобретения. Объем его защиты должен определяться, напротив, исключительно прилагаемой формулой изобретения.
Определение местоположения рельсовых транспортных средств
Способ управления работой камеры сгорания газотурбинного двигателя
Способ эксплуатации паровой турбины с двумя подводящими паропроводами
Способ колебательной сварки
Конструкция с соединительным валом газовой турбины, содержащая гильзу, расположенную между соединительным валом и ротором
Масса для пазовой заглушки, пазовая заглушка и способ изготовления пазовой заглушки
Сеть контактных проводов для связи между неподвижными частями системы и по меньшей мере одной подвижной частью системы
Промывочный раствор для абсорбции диоксида углерода и способ ускорения абсорбции посредством диоксида германия
Способ испытания защиты от сверхноминальной скорости вращения одновальной газопаротурбинной установки
Способ эксплуатации конвейерной установки
Преобразовательный узел с параллельно включенными многоступенчатыми полупроводниковыми преобразователями, а также способ управления им
Турбина, включающая в себя устройство предотвращения вращения бандажного уплотнения
Уплотнительная лента для использования в турбомашине
Реактивный ротор, имеющий пусковое вспомогательное устройство
Система для определения состояния токосъемника
Способ установления бесперебойного соединения связи и устройство связи
Энергосберегающий режим для системы сигнализации железнодорожной системы
Устройство, имеющее анод для генерации рентгеновского излучения
Целлюлозный материал с пропиткой и применение этого целлюлозного материала
Устройство для защиты от наползания

