Результат интеллектуальной деятельности: РАБОЧАЯ КЛЕТЬ СТАНА ДЛЯ ПРОКАТКИ ПРОФИЛЕЙ В КАЛИБРЕ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к оборудованию для деформации металла в многовалковых калибрах.
Известна прокатная клеть с многовалковым калибром, которая выполнена универсальной и ее конструкция позволяет устанавливать сменные кассеты с двух-, трех-, четырехвалковыми калибрами (см. а.с. СССР №778831, кл. B21B 13/10, опубл. в БИ №42, 1980 г.).
Недостатком известной конструкции клети является отсутствие возможности использования в ней валков разного диаметра и, следовательно, невозможность перераспределения вытяжек и создания больших сдвиговых деформаций, что затрудняет получение мелкозернистой структуры металла.
Наиболее близким аналогом к заявляемому объекту является клеть для прокатки металла, содержащая станину, в которой установлены подушки с размещенными в них валками одинакового диаметра, образующими многовалковый калибр (см. в книге М.Г. Поляков и др. «Деформация металла в многовалковых калибрах», М.: Металлургия, 1979 г., с.28).
Недостатком данной клети является невозможность более полной проработки металла за счет перераспределения вытяжек и создания больших сдвиговых деформаций, что не позволяет получать более мелкий балл зерна.
Задача настоящего изобретения состоит в разработке такой конструкции рабочей клети, которая обеспечила бы в калибре более полную проработку металла за счет неравномерности вытяжек и создания больших сдвиговых деформаций, что позволит получить более мелкий балл зерна.
Поставленная задача решается тем, что известная клеть для прокатки металла, содержащая станину, в которой установлены подушки с размещенными в них валками, образующими многовалковый калибр, согласно изобретению содержит, по меньшей мере, три валка, образующих калибр. Клеть снабжена валками, диаметры которых уменьшаются или увеличиваются по направлению движения часовой стрелки и имеют следующее соотношение: D1<D2<…<Di<…<Dn.
В заявляемой клети отличительные признаки, характеризующие снабжение ее валками, диаметры которых уменьшаются или увеличиваются по направлению движения часовой стрелки, позволяют создать новый технический эффект, заключающийся в более полной проработке металла за счет неравномерности распределения вытяжек и создания больших сдвиговых деформаций, что позволяет получить более мелкий балл зерна. На основании анализа известных источников информации можно сделать вывод, что для специалиста заявляемая клеть для прокатки металла не следует явным образом из известного уровня техники, а следовательно, соответствует условию "изобретательский уровень".
Сущность изобретения поясняется чертежами, где:
- на фиг.1 изображена трехвалковая рабочая клеть с валками, диаметры которых уменьшаются по направлению движения часовой стрелки и имеют следующее соотношение диаметров: D1<D2<D3;
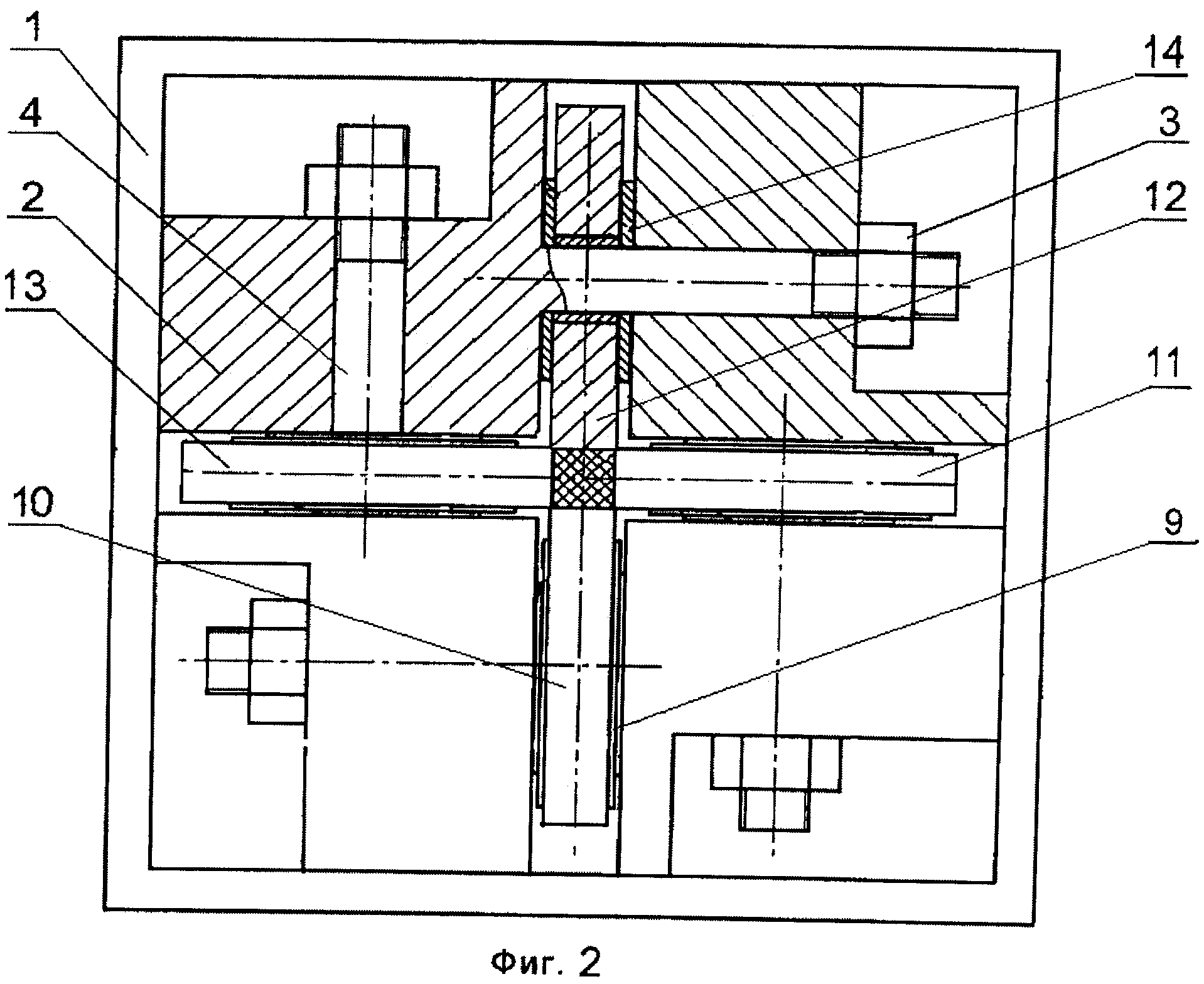
- на фиг.2 показана четырехвалковая клеть с валками, диаметры которых уменьшаются по направлению движения часовой стрелки и имеют следующее соотношение диаметров: D1<D2<D3<D4.
Рабочая клеть включает в себя станину 1 (фиг.1, 2), внутри которой установлены подушки 2 (фиг.1, 2), фиксируемые от перемещения гайками 3 (фиг.1, 2). В подушках 2 на осях 4 (фиг.1, 2) установлены валки 5-7 (фиг.1), имеющие разные диаметры в соответствии с соотношением: (D1<D2<D3) и образующие калибр (на чертежах условно выделен двойной штриховкой). При этом оси 4 валков 5-7 установлены в подушках 2 при помощи подшипников 8 (фиг.1). От осевого перемещения относительно подушек 2 валки 5-7 ограничены калиброванными шайбами 9 (фиг.1-2).
Заявляемая клеть может быть снабжена, по меньшей мере, тремя валками, как показано на фиг.1. Клеть на фиг.2 снабжена четырьмя валками 10-13 (фиг.2), имеющими разные диаметры в соответствии с соотношением (D1<D2<D3<D4) и образующими калибр. При этом валки 10-13 крепятся на оси 4 с помощью ступиц 14 (фиг.2) для крепления бандажа. От осевого перемещения относительно подушек 2 валки 10-13 ограничены калиброванными шайбами 9.
Работает устройство следующим образом.
Деформируемый металл пропускают через калибр.
При прокатке в клети (фиг.1), на контакте металла с большим валком 7 образуется зона ускоренного течения металла, а на контакте с меньшим валком 5 образуется зона замедленного течения металла, что приводит к возможности более неравномерно перераспределять вытяжку по сечению деформируемой заготовки, что позволит получить более мелкий балл зерна за счет появления больших сдвиговых деформаций.
При прокатке в клети (фиг.2) на контакте металла с валками, имеющими наибольший диаметр 12-13, образуются зоны ускоренного течения металла, а на контакте металла с валками, имеющими меньшие диаметры 10-11, образуются зоны замедленного течения металла, что приводит к общему неравномерному перераспределению вытяжек по сечению деформируемой заготовки и появлению больших сдвиговых деформаций, что позволяет получить более мелкий балл зерна.
На основании вышеизложенного можно сделать вывод, что заявляемая рабочая клеть работоспособна и устраняет недостатки, имеющие место в прототипе, что подтверждается примером выполнения. Соответственно заявляемое решение может быть применимо в прокатном производстве, а следовательно, соответствует условию "промышленная применимость".
Рабочая клеть для прокатки металлических профилей, содержащая станину, в которой установлены подушки с размещенными в них, по меньшей мере, тремя валками, образующими калибр, отличающаяся тем, что калибр образован валками, диаметры которых уменьшаются или увеличиваются по направлению движения часовой стрелки при их соотношении, соответственно: D> D> … > D> …> D или D< D<…< D<…< D.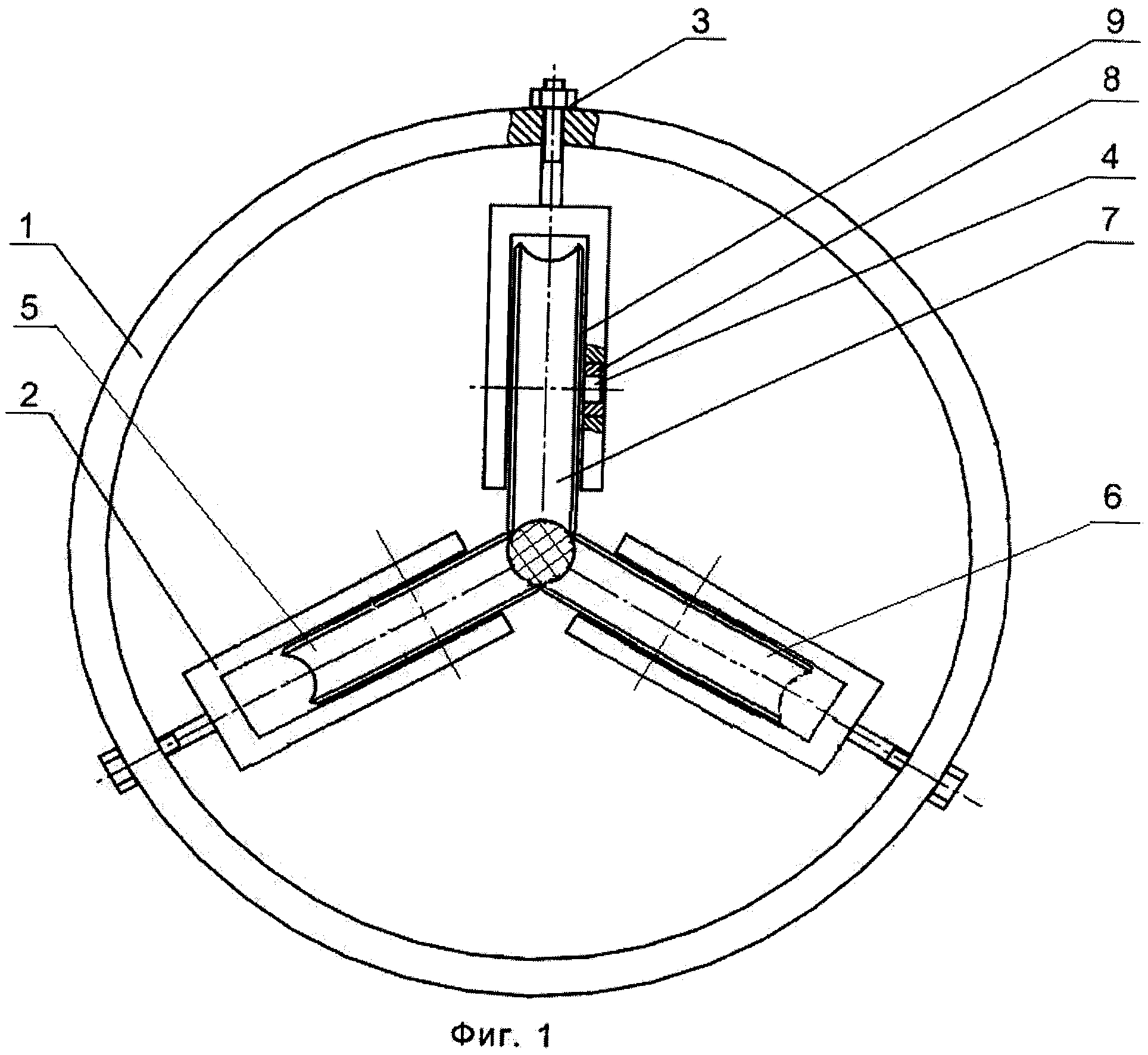
Полупродукт для сталеплавильного производства
Полупродукт для сталеплавильного производства
Способ получения строительной смеси
Способ производства ленты из высокоуглеродистых и легированных сталей
Способ производства ленты из высокоуглеродистых и легированных сталей
Способ производства ленты из высокоуглеродистых и легированных сталей

