Результат интеллектуальной деятельности: ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к технологии изготовления подвижных соединений в пресс-форме, и может быть использовано при изготовлении армированных амортизаторов и резинометаллических элементов.
Известны конструкции пресс-форм для изготовления армированных резинотехнических изделий методом литьевого прессования (см., например, патенты РФ №№2113998, 2302944 и 2351472).
Эти пресс-формы содержат литниковую (загрузочную) камеру, литниковую плиту и формующий блок.
Известна также пресс-форма для изготовления армированных резинотехнических изделий, включающая литниковую камеру, литниковую плиту, формующий блок и охватывающую его форму для образцов-свидетелей (патент РФ №2457943), наиболее близкий аналог.
Литниковая камера и литниковая плита предварительно разогреваются и эластомер при прессовании, нагреваясь от их стенок и приобретая при этом необходимую пластичность, под давлением поступает в формующий блок и форму для образцов-свидетелей.
В этой пресс-форме изготавливаются крупногабаритные подвижные соединения, при этом наличие формы для образцов-свидетелей, сообщенной каналами с полостью формующего блока, позволяет получить образцы-свидетели эластомера, свойства которых соответствуют свойствам слоев эластомера, запрессованного между элементами арматуры резинотехнического изделия.
Однако применение известной конструкции пресс-формы для изготовления резинотехнических изделий из современных марок эластомера, для которых необходима более высокая температура нагрева и длительность ее воздействия, снижающие вязкость эластомера и ускоряющие время формования, выполнение в этой пресс-форме наиболее простой литниковой системы, выполненной в виде вертикальных каналов, непосредственно сообщающих литниковую (загрузочную) камеру с полостью формующего блока, показало, что в ряде случаев в изготовленных резинотехнических изделиях уровень остаточных внутренних напряжений в эластомере недопустимо высок.
Выяснено, что большие внутренние напряжения в эластомере связаны с имеющимся перепадом температур по толщине эластомера, обусловленным недостаточно однородным его прогревом, перед поступлением в формующий блок из-за недостаточно длительного времени прогрева эластомера при движении его по вертикальным литниковым каналам.
Указанные недостатки приводят к снижению качества изготовления резинотехнических изделий в известной конструкции пресс-формы.
Технической задачей данного изобретения является повышение качества изготовления резинотехнических изделий методом литьевого прессования в пресс-форме за счет внесения конструктивных изменений, направленных на создание оптимальных условий течения через литниковую систему размягченного при нагреве в литниковой камере эластомера для обеспечения его более однородного дальнейшего прогрева перед поступлением в формующий блок и в форму для образцов-свидетелей и снижения тем самым уровня остаточных внутренних напряжений в запрессованном в изделие эластомере и в образцах-свидетелях.
Технический результат достигается тем, что в пресс-форме для изготовления армированных резинотехнических изделий, включающей литниковую камеру, литниковую плиту, формующий блок и охватывающую его форму для образцов-свидетелей, на поверхности литниковой плиты со стороны литниковой камеры выполнены отделенные друг от друга перемычками две внутренние полукольцевые канавки и две внешние полукольцевые канавки, меньшей ширины и глубины, полости которых сообщены с полостью литниковой камеры выполненными в ее дне вертикальными каналами, при этом полости внутренних полукольцевых канавок сообщены выполненными в литниковой плите вертикальными каналами с полостью формующего блока, а полости внешних полукольцевых канавок сообщены радиальными прорезями с полостями внутренних полукольцевых канавок и с полостью формы для образцов-свидетелей.
Выполнение на поверхности нагреваемой при прессовании литниковой плиты со стороны также разогретой литниковой камеры отделенных друг от друга перемычками двух внутренних и двух внешних полукольцевых канавок, сообщенных с полостью литниковой камеры, позволяет увеличить протяженность литниковой системы и увеличить время прохождения по ней эластомера, что способствует его более однородному прогреву перед поступлением в формующий блок и форму для образцов-свидетелей и обеспечивает тем самым снижение уровня остаточных внутренних напряжений в запрессованном в эластомере.
Раздельное сообщение каждой из двух внутренних и двух внешних полукольцевых канавок с полостью литниковой камеры выполненными в ее дне вертикальными каналами позволяет ускорить процесс заполнения литниковой системы эластомером.
Выполнение внешних полукольцевых канавок меньшей ширины и глубины, чем внутренние полукольцевые канавки обусловлено меньшим объемом эластомера, заполняющего форму для образцов-свидетелей, по сравнению с формующим блоком.
Сообщение полостей внутренних полукольцевых канавок с полостью формующего блока вертикальными каналами, выполненными в литниковой плите и сообщение внешних полукольцевых канавок с полостью формы для образцов-свидетелей радиальными прорезями, позволяет ускорить процесс заполнения эластомером формующего блока и формы для образцов-свидетелей.
Сообщение полостей внешних полукольцевых канавок радиальными прорезями с полостями внутренних полукольцевых канавок позволяет наиболее рационально организовать режим течения размягченного эластомера через литниковую систему, что способствует более однородному прогреву эластомера перед заполнением формующего блока и формы для образцов-свидетелей.
На фиг.1 приведена компоновочная схема пресс-формы.
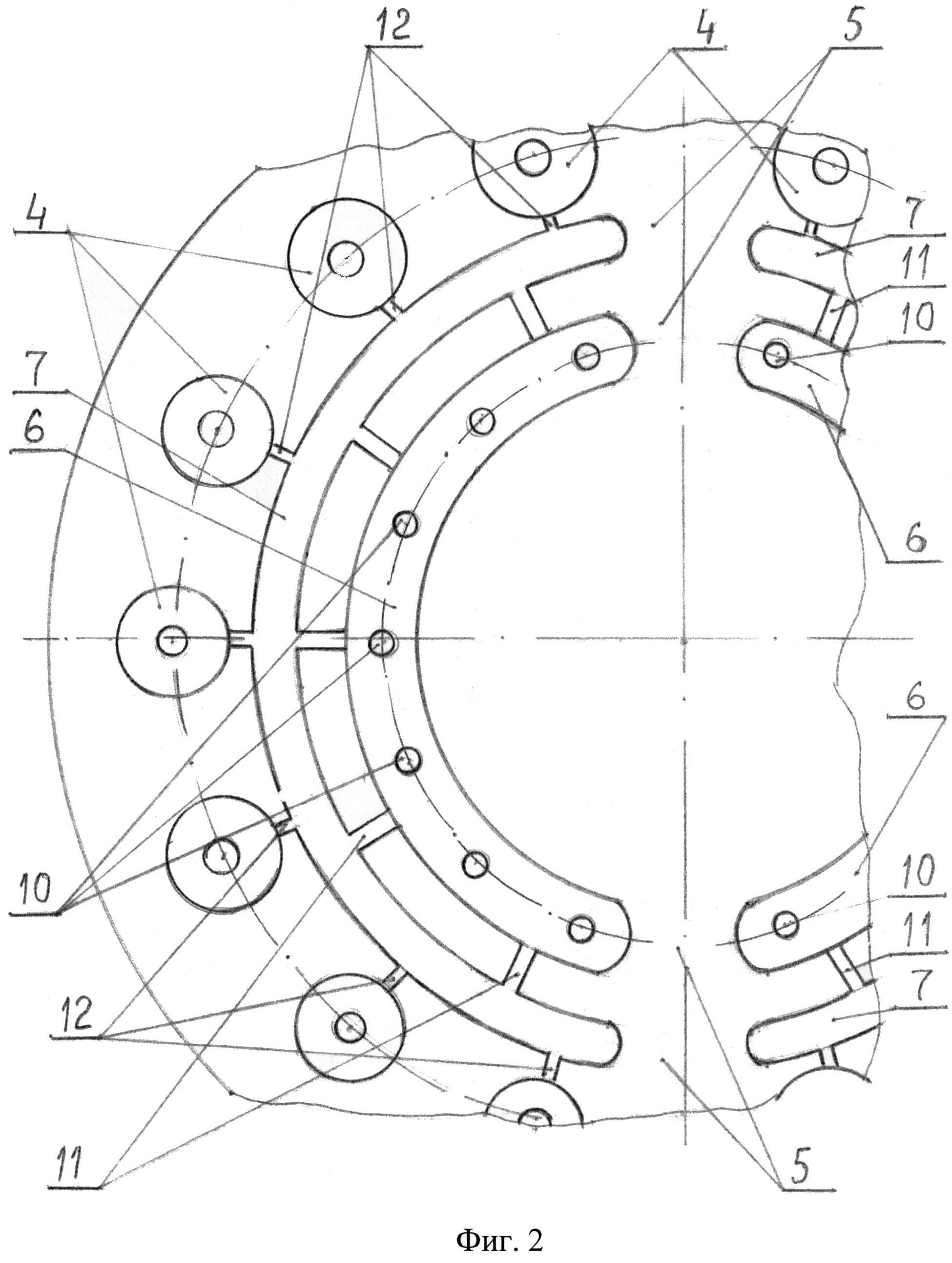
На фиг.2 приведена конструкция литниковой плиты.
Пресс-форма для изготовления армированных резинотехнических изделий включает литниковую камеру 1, литниковую плиту 2, формующий блок 3 и ячейки 4 формы для образцов-свидетелей.
На поверхности литниковой плиты 2 со стороны литниковой камеры 1 выполнены отделенные друг от друга перемычками 5 две внутренние полу кольцевые канавки 6 и две внешние полу кольцевые канавки 7.
Внешние полукольцевые канавки 7 выполнены меньшей ширины и глубины, чем внутренние полу кольцевые канавки 6.
В дне литниковой камеры 1 выполнены вертикальные каналы 8, сообщающие полости внутренних полукольцевых канавок 6 с полостью литниковой камеры 1.
В дне литниковой камеры 1 выполнены также вертикальные каналы 9, сообщающие полости внешних полукольцевых канавок 7 с полостью литниковой камеры 1.
Полости внутренних полукольцевых канавок 6 сообщены выполненными в литниковой плите вертикальными каналами 10 с полостью формующего блока 3.
Полости внешних полукольцевых канавок 7 сообщены радиальными прорезями 11 с полостями внутренних полукольцевых 6 канавок и радиальными прорезями 12 с полостью формы 4 для образцов-свидетелей.
Формующий блок 2 размещен в обойме 13, в которой также размещены ячейки 4 формы для образцов-свидетелей, охватывающей формующий блок 3.
Подготовка пресс-формы к работе осуществляется следующим образом.
Устанавливают собранную форму 4 для образцов-свидетелей и формующий блок 3 с размещенными в нем элементами арматуры резинотехнического изделия в обойму 13 и производят окончательную сборку пресс-формы.
Помещают эластомер (не показан) в литниковую камеру 1, нагревают пресс-форму и производят запрессовку нагретого эластомера под давлением пуансона 14 через литниковую систему в формующий блок 3 и ячейки 4 формы для образцов-свидетелей.
Эластомер через каналы 8 и 9 заполняет, соответственно, полости внутренних полукольцевых канавок 6 и полости внешних полукольцевых канавок 7.
При этом происходит перетекание эластомера через прорези 11, сообщающие полости канавок 6 и 7, заполнение формующего блока 3 через каналы 10 и заполнение формы 4 для образцов-свидетелей через радиальные прорези 12.
Режим течения размягченного эластомера через литниковую систему предложенной конструкции способствует более однородному прогреву эластомера и снижению тем самым уровня остаточных внутренних напряжений в стенках изготовленных деталей.
Более высокая температура нагрева, снижающая вязкость эластомера, ускоряет время формования.
После окончания процесса формования разбирают пресс-форму, извлекают готовое резинотехническое изделие из формующего блока 3 и достают образцы-свидетели из формы 4.
В предлагаемой конструкции пресс-формы можно изготавливать детали с малопрочной или сквозной арматурой и детали с глубокими отверстиями малого диаметра, так как эластомер поступает в формующий блок хорошо разогретым, в пластичном состоянии и не оказывает на элементы формующего блока пресс-формы и арматуру изделия значительных сил деформации.
В деталях не возникают большие внутренние напряжения вследствие меньшего перепада температур по толщине стенок детали.
В данной пресс-форме на предприятии качественно изготавливается ряд крупногабаритных подвижных соединений.
Пресс-форма для изготовления армированных резинотехнических изделий, включающая литниковую камеру, литниковую плиту, формующий блок и охватывающую его форму для образцов-свидетелей, отличающаяся тем, что на поверхности литниковой плиты со стороны литниковой камеры выполнены отделенные друг от друга перемычками две внутренние полукольцевые канавки и две внешние полукольцевые канавки, меньшей ширины и глубины, полости которых сообщены с полостью литниковой камеры выполненными в ее дне вертикальными каналами, при этом полости внутренних полукольцевых канавок сообщены выполненными в литниковой плите вертикальными каналами с полостью формующего блока, а полости внешних полукольцевых канавок сообщены радиальными прорезями с полостями внутренних полукольцевых канавок и с полостью формы для образцов-свидетелей.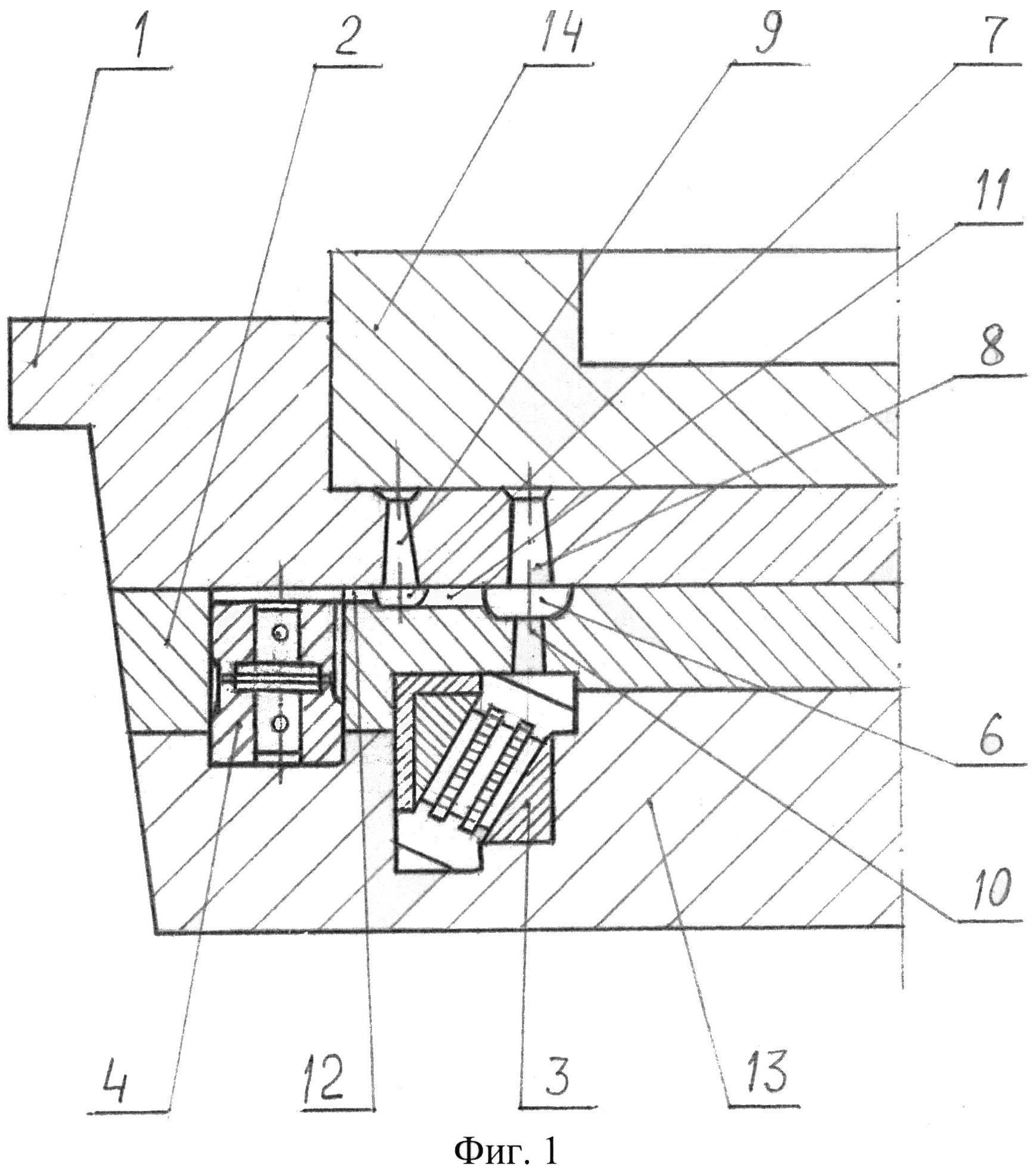
Корпус ракетного двигателя твёрдого топлива
Корпус ракетного двигателя твердого топлива и заряд скрепленный
Ракетный двигатель твердого топлива
Пресс-форма для изготовления армированных резинотехнических изделий
Способ изготовления звукопоглощающего устройства турбореактивного двигателя
Способ подготовки к работе пресс-формы для изготовления армированных резинотехнических изделий
Заглушка ракетного двигателя твердого топлива
Способ изготовления панели звукопоглощающего устройства
Способ изготовления армирующих тарелей гибкого опорного шарнира
Способ изготовления многослойной оболочки вращения с наружными кольцевыми утолщениями и выступами
Способ изготовления многослойной оболочки вращения с наружными кольцевыми утолщениями и выступами

