Результат интеллектуальной деятельности: СПОСОБ ОЧИСТКИ ИЗДЕЛИЙ ОТ ЗАГРЯЗНЕНИЙ
Вид РИД
Изобретение
Способ относится к машиностроению и может быть использован при очистке от загрязнений изделий, например тары для перевозки сыпучих и хрупких грузов.
Известен способ очистки поверхностей от загрязнений (формовочной смеси и др.) [1, стр.270], заключающийся в импульсном воздействии на детали потоком гранул.
К недостаткам способа относится низкая производительность процесса, сложный подвод гранул в зону обработки, наличие после очистки загрязнений в местах установки на детали арматуры.
Известен способ размерной электрохимической обработки [2], заключающийся в удалении окисной пленки при анодном растворении путем импульсного воздействия электрода-бойка на зону обработки.
К недостаткам способа относится малая энергия импульса, что позволяет удалять только хрупкие тонкие пленки в зоне обработки при прямом воздействии электрода-бойка.
Наиболее близким к заявленному является способ магнитоимпульсного воздействия бойка на тонкие оболочки с целью их деформации [3, с.122], заключающийся в воздействии вибраций, вызываемых колебательным контуром, содержащим конденсаторы и сопротивления, в пределах упругих значений и возможностью учета импульсных сил в момент действия магнитных импульсов.
К недостаткам способа относится нерегулируемая сила импульсов, приводящая к возможности деформации и разрушения детали или к снижению интенсивности и прекращению колебаний при изменении геометрии и свойств объекта обработки (воздействие на оболочки в местах усиления конструкции, изменение толщины стенки из-за удаления с нее загрязнений и др.). Это задерживает процесс очистки и требует перенастройки колебательной системы для удаления остатков загрязнений после предшествующих этапов очистки.
Изобретение направлено на сохранению геометрии обрабатываемых изделий и интенсификацию процесса очистки от загрязнений, расположенных на внутренней поверхности оболочек тары для перевозки сыпучих и хрупких материалов без повреждения оболочки и повторного процесса для удаления остатков загрязнений.
Это достигается тем, что силу импульсного удара ограничивают пределом упругой деформации оболочки тары, устанавливаемым расчетным или экспериментальным путем и регулируемым путем изменения емкости конденсаторов, информацию об образующейся при этом амплитуде вибраций передают на регулятор частоты, где сравнивают с предшествующей величиной амплитуды и изменяют частоту за счет регулирования электрического сопротивления контура в сторону увеличения амплитуды до достижения наибольшей амплитуды, за счет изменения частоты поддерживают состояние наибольшей амплитуды до стабилизации ее величины, после чего перемещают боек по поверхности оболочки до следующего загрязненного участка и повторяют процесс регулирования частоты следования импульсов по амплитуде вибраций до удаления загрязнений.
Схема осуществления способа приведена на фигуре 1.
На схеме на фигуре 1 показана листовая оболочка 1 тары со слоем загрязнения 2. Снаружи на листовой оболочке 1 находится боек 3, возбудитель 4 электромагнитных колебаний, упругий элемент 5, определяющий зазор 6 между оболочкой 1 и бойком 3. Колебательный контур схемы включает конденсатор 7, источник тока 8, сопротивление 9. Колебательный контур связан с возбудителем 4. Для управления частотой следования импульсов колебательного контура установлен регулятор частоты 10, который воздействует на частоту ударов бойков 3. Упругий элемент 5 опирается на неподвижный корпус 11, противостоящий оболочке 1, с которой контачит датчик 12 измерения колебаний оболочки 1. Под индексом 13 показаны направления возвратно-поступательных перемещений бойка 3. Величина зазора 6 зависит от конструктивного элемента 14 тары 1.
Способ осуществляется в следующей последовательности. На тару, включающую листовую оболочку 1 со слоем загрязнения 2, снаружи устанавливают боек 3 с возбудителем 4 электромагнитных колебаний и с упругим элементом 5. Положение бойка 3 регулируют относительно оболочки 1 до образования зазора 6, меньшего, чем предельное перемещение бойка 3.
Силу удара бойка 3 регулируют емкостью конденсатора 7, для чего образец оболочки 1 на стенде бьют бойком 3 при постоянном напряжении источника 8 с увеличением емкости конденсатора 7 до получения визуально наблюдаемой вмятины на образце оболочки 1, после чего снижают емкость конденсатора 7 до исчезновения вмятины и принимают эту емкость конденсатора 7 за рабочую величину. После чего оболочку 1 закрепляют на установке, включают сопротивление 9 и изменяют его величину до появления колебаний оболочки 1, что фиксируется регулятором 10 частоты следования импульсов и частоты ударов бойка 3 относительно неподвижного корпуса 11 и оболочки 1. Процесс выполняется с силой, ограниченной появлением предельного значения упругой деформации оболочки 1 тары до начала пластической деформации, величина которой устанавливается расчетом для простых конструкций тары (без конструктивных элементов 14) или экспериментально на макете оболочки 1 тары с колнструктивными элементами 14. Амплитуда колебаний оболочки 1 измеряется датчиком 12 колебаний, сигнал с датчика 12 передается на регулятор 10. При этом величина сигнала пропорциональна амплитуде колебаний, зависящей от зазора 6 между оболочкой 1 и бойком 3. Сигнал в регуляторе 10 сравнивается с предшествующим значением и изменяется величина сопротивления 9 в сторону увеличения амплитуды колебаний, измеряемой датчиком 12, до наибольшего (резонансного) значения. Боек 3 при этом совершает возвратно-поступательные перемещения 13 под действием возбудителя 4 и упругого элемента 5. Наличие на оболочке 1 загрязнения 2 и конструктивных элементов 14 тары изменяет резонансную частоту колебаний оболочки 1, что определяет интенсивность удаления загрязнений 2. Поэтому регулятор 10 постоянно поддерживает резонансную частоту колебаний оболочки 1, изменяя сопротивление 9 после стабилизации частоты, измеряемой датчиком 12 и сравниваемой с предшествующим значением в регуляторе 10, корпус 11 перемещают вдоль оболочки 1 до участка загрязнения, достают регулятором 10 резонансной частоты, удаляют загрязнение 2 и осуществляют процесс для всей оболочки 1 с загрязнением 2.
Пример осуществления способа.
Необходимо очистить от формовочной земли тару с оболочкой из алюминиевого сплава толщиной 1 мм и с слоем загрязнения 10-15 мм.
В качестве макета оболочки берут пластину из алюминиевого сплава толщиной 1 мм с размерами 100×100 мм, наносят на нее слой загрязнения толщиной 10-15 мм, устанавливают в жесткую рамку, содержащую конструктивные элементы, по контуру пластины и бойком 3 при единичных воздействиях возбудителя ударяют пластину в центральной ее части. Первые удары производят при емкости конденсаторов 100 мФ, затем емкость повышают до 150 мФ и далее через 50 мФ. Визуально наблюдают состояние поверхности пластины в месте удара бойком 3. При 200 мФ наблюдалась остаточная вмятина, после чего емкость конденсаторов была снижена до 180 мФ.
На полученном режиме на установке были замерены амплитуды колебаний тары вблизи бойка 3. Амплитуда изменялась от 1 до 4 мм. При этом слой загрязнения был удален через 5 секунд с площади 600 см2. При удалении слоя загрязнения путем ударов вручную понадобилось 20-25 секунд, а при увеличении силы удара вручную до появления вмятин время составило 12-15 секунд, что показывает интенсификацию удаления слоя загрязнения до 5 раз. По предложенному способу повреждений оболочки в таре не наблюдалось, повторная очистка тары не понадобилась.
Источники
1. Бабичев А.П., Бабичев И.А. Основы вибрационной техники. Ростов-на-Дону: ДГТУ, 1999 - 624 с.
2. А.с. 1192917 (СССР) В23Н 3/00 В.П. Смоленцев, А.И. Болдырев, Г.П. Смоленцев. Способ размерной электрохимической обработки. 1985, Бюл. №43.
3. Электрофизические и электрохимические методы обработки материалов. В 2 т. Т.2 / Под ред. В.П. Смоленцева. М.: Высшая школа, 1983 - 208 с.
Способ очистки изделий от загрязнений, осуществляемый импульсными ударами бойка о наружную поверхность оболочки тары с загрязнениями на внутренней поверхности за счет колебательного контура, отличающийся тем, что силу импульсного удара бойка ограничивают пределом упругой деформации оболочки тары, который устанавливают расчетным или экспериментальным путем, и передают информацию об образующейся при этом амплитуде вибраций на регулятор частоты, где частоту импульсов регулируют в сторону увеличения амплитуды до достижения наибольшей величины, после чего выдерживают состояние наибольшей амплитуды до удаления загрязнений на этом участке.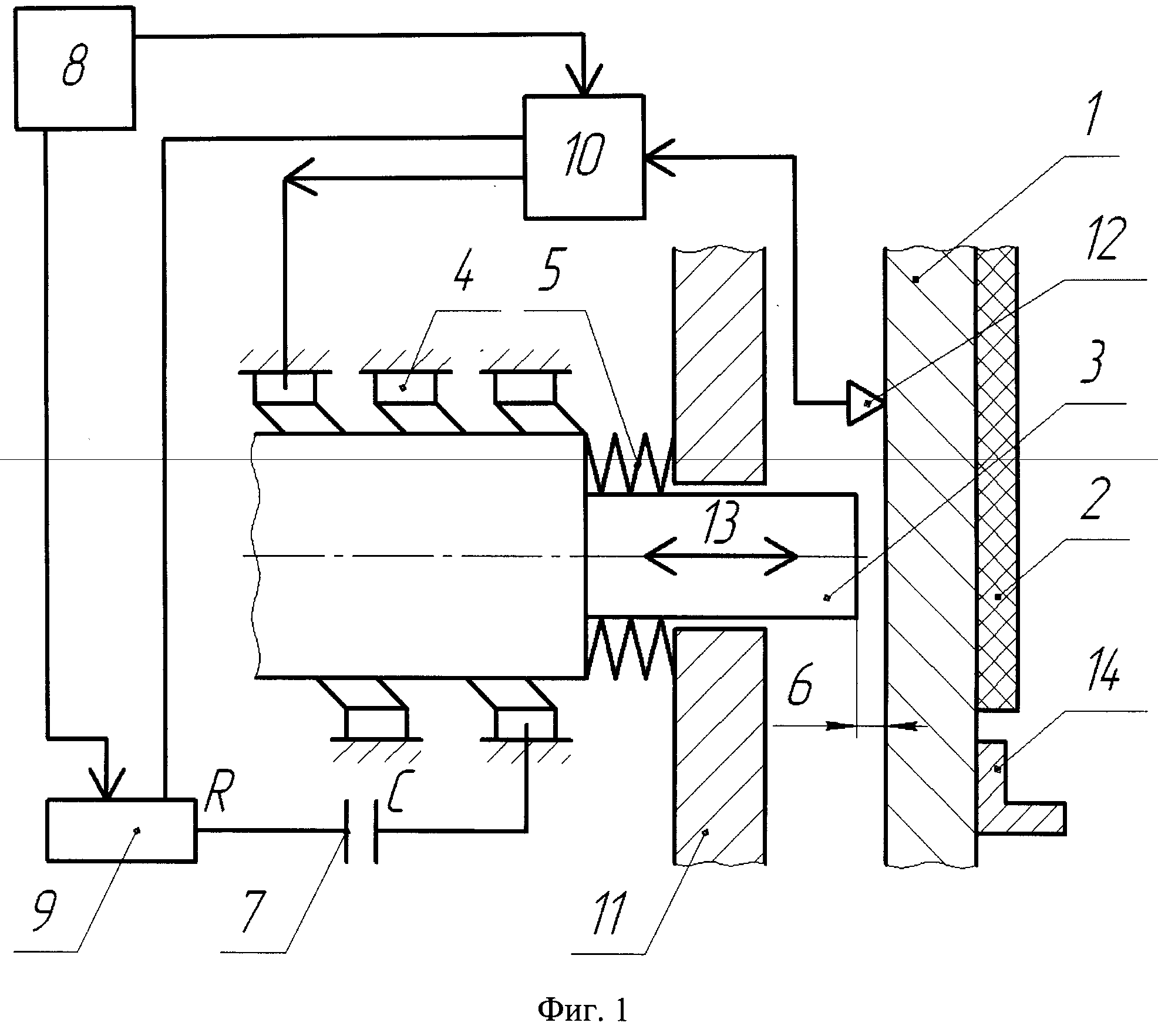
Способ безабразивной доводки сопрягаемых поверхностей
Способ плазменного напыления покрытия
Способ подготовки прокачиваемой через зону обработки при электрохимической размерной обработке рабочей среды и устройство для его осуществления
Электрод для изготовления конфузорного участка в отверстии форсунки
Способ групповой прошивки отверстий и устройство для его реализации
Способ разделения электродом-проволокой металлических деталей из материалов с анизотропными свойствами и устройство для его использования
Способ и устройство для обработки прессованной детали из материала с анизотропной проводимостью
Полупроводниковый фотопреобразователь
Камера жидкосного ракетного двигателя
Автомобильный генератор
Грейферная подача для перемещения деталей в прессе
Износостойкое наноструктурное покрытие
Способ струйной электрохимической обработки
Способ магнитно-импульсной обработки деталей
Цифровой демодулятор сигналов с частотной модуляцией
Мобильный модуль автоматизированной клепки панелей
Способ выравнивания температурного поля в газотурбинных устройствах

