Результат интеллектуальной деятельности: СПОСОБ СБОРКИ И ПРИДАНИЯ ФОРМЫ МНОГОСЛОЙНОЙ ПАНЕЛИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу сборки и придания формы многослойной панели и устройству для его осуществления.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В патентном документе WO 2004/054735 описано применение «промежуточного элемента» для получения сформованной панели. Хотя этот документ относится, главным образом, к изготовлению металлической панели, в нем указано, что устройство можно применять для формования композиционных материалов, например, когда компонент формируют из множества слоев волокна в полимере.
Проблема с применением устройства по WO 2004/054735 для формирования многослойной панели заключается в трудности сборки панели путем укладки последовательности слоев на промежуточный элемент. Эта трудность связана с тем, что промежуточный элемент имеет сложную искривленную форму, которая затрудняет сборку пакета без образования складок. Одним из способов решения этой проблемы является ручная сборка пакета, но это длительный и дорогостоящий процесс. В патентном документе WO 2004/054735 указано, что промежуточный элемент может являться плоским. Однако даже если промежуточный элемент является плоским, он сгибается по мере сборки слоев вследствие свойственной ему упругости.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом настоящее изобретение предусматривает способ сборки и придания формы многослойной панели, включающий в себя: установку промежуточного элемента на укладочном столе; сборку пакета путем укладки последовательности слоев на промежуточный элемент на укладочном столе; удаление промежуточного элемента и пакета с укладочного стола и помещение их на формующую поверхность; прижатие пакета к формующей поверхности через промежуточный элемент, таким образом, чтобы изменить форму пакета для получения сформованной многослойной панели, и удаление сформованной многослойной панели с промежуточного элемента, причем пакет прижимают к формующей поверхности с помощью разности давлений воздуха, по меньшей мере, частично обеспечиваемой с помощью всасывания, при этом всасывание создают путем укладки вакуумного мешка на пакет на промежуточном элементе и создания частичного вакуума между вакуумным мешком и формующей поверхностью, и при этом способ дополнительно включает в себя прижатие промежуточного элемента к формующей поверхности после удаления вакуумного мешка с помощью создания герметичного уплотнения между промежуточным элементом и вакуум-коробкой для получения вакуумной камеры, причем вакуумная камера содержит формующую поверхность, и создания частичного вакуума в вакуумной камере.
Таким образом, укладочный стол может поддерживать упругий промежуточный элемент в процессе сборки и может являться сравнительно плоским, обеспечивая простую сборку пакета. Сборку пакета можно осуществлять вручную или, более предпочтительно, с помощью автоматизированного процесса.
Необязательно между вакуумным мешком и пакетом может быть помещен лист подушки.
После придания формы пакету может требоваться совместное отверждение одного или более композитных компонентов, например, стрингеров, для придания формы многослойной панели. В таком случае при применении вакуумного мешка необходимо удалить его для получения доступа к панели. Однако проблема состоит в том, что при снятии вакуума панель может вернуться к первоначальной форме. Эта проблема решается путем прижатия промежуточного элемента к формующей поверхности после удаления вакуумного мешка, путем создания герметичного уплотнения между промежуточным элементом и вакуум-коробкой для создания вакуумной камеры, причем вакуумная камера содержит формующую поверхность, и создания частичного вакуума в вакуумной камере.
Герметичное уплотнение может быть создано, например, с помощью оснастки, прикрепленной лентой к промежуточному элементу и вакуум-коробке, или путем надувания уплотняющего элемента между промежуточным элементом и вакуум-коробкой.
Каждый из слоев в пакете может содержать последовательность волокон (например, углеродных волокон), пропитанных матрицей (например, эпоксидным полимером). Альтернативно каждый из слоев может содержать слой сухого волокна, в который затем вводят полимер.
Обычно сформованную многослойную панель отверждают после этапа придания формы, например, путем нагрева панели в печи или инфракрасного нагрева, или с помощью любой другой техники отверждения. В таком случае этап придания формы может быть осуществлен в печи или за ее пределами.
В соответствии со вторым аспектом настоящее изобретение предусматривает устройство для сборки и придания формы многослойной панели, содержащее: упругий промежуточный элемент; укладочный стол, который может поддерживать упругий промежуточный элемент, и формующую поверхность, к которой через промежуточный элемент может быть прижат пакет, таким образом, чтобы изменить форму пакета для получения сформованной многослойной панели; вакуум-коробку; и уплотняющий элемент для создания герметичного уплотнения между промежуточным элементом и вакуум-коробкой.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Ниже будут подробно описаны варианты осуществления настоящего изобретения со ссылками на прилагаемые чертежи.
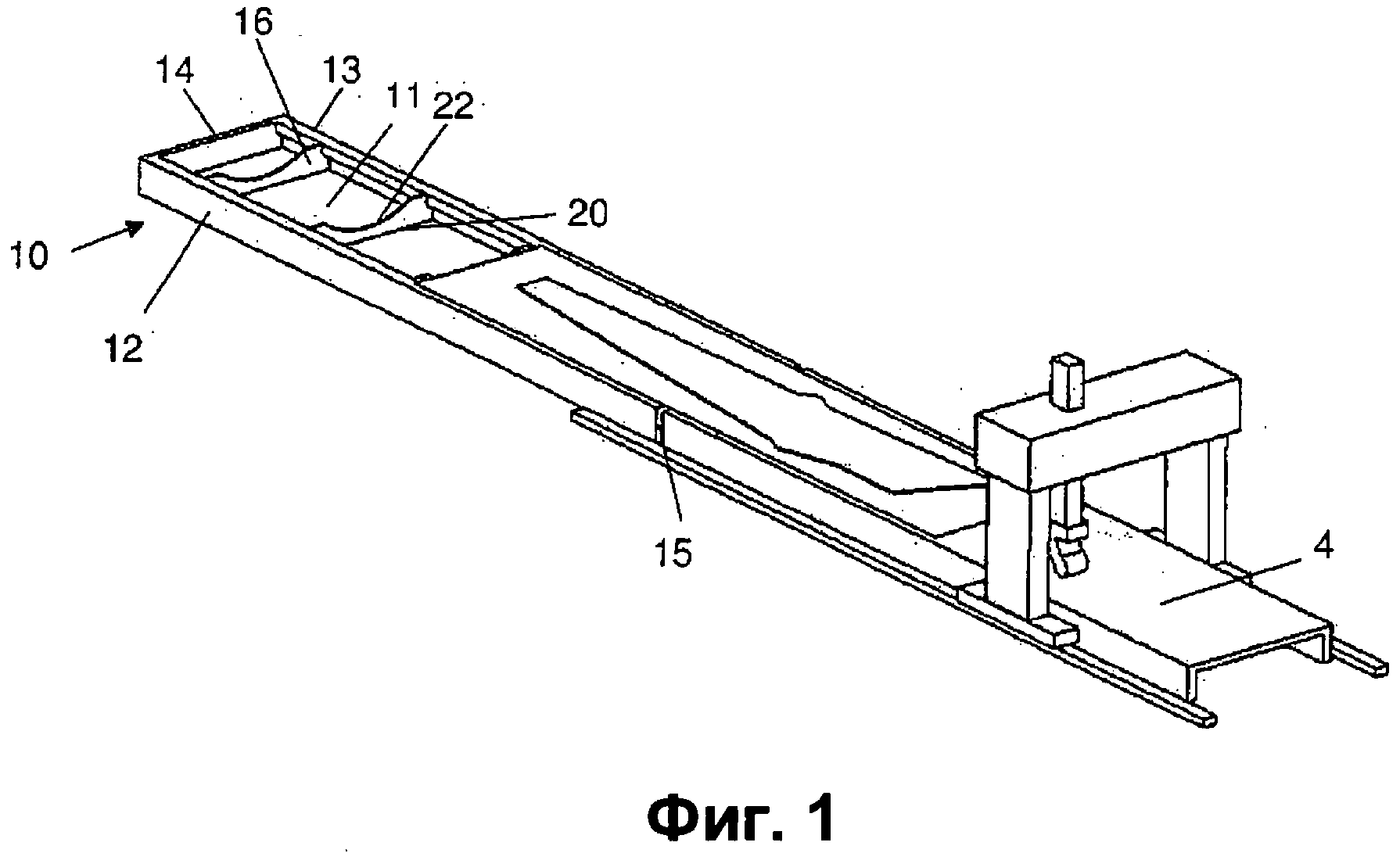
На фиг.1 представлена сборка пакета на автоматизированной лентоукладочной машине (ATL - от английского «Automated Tape Layer»).
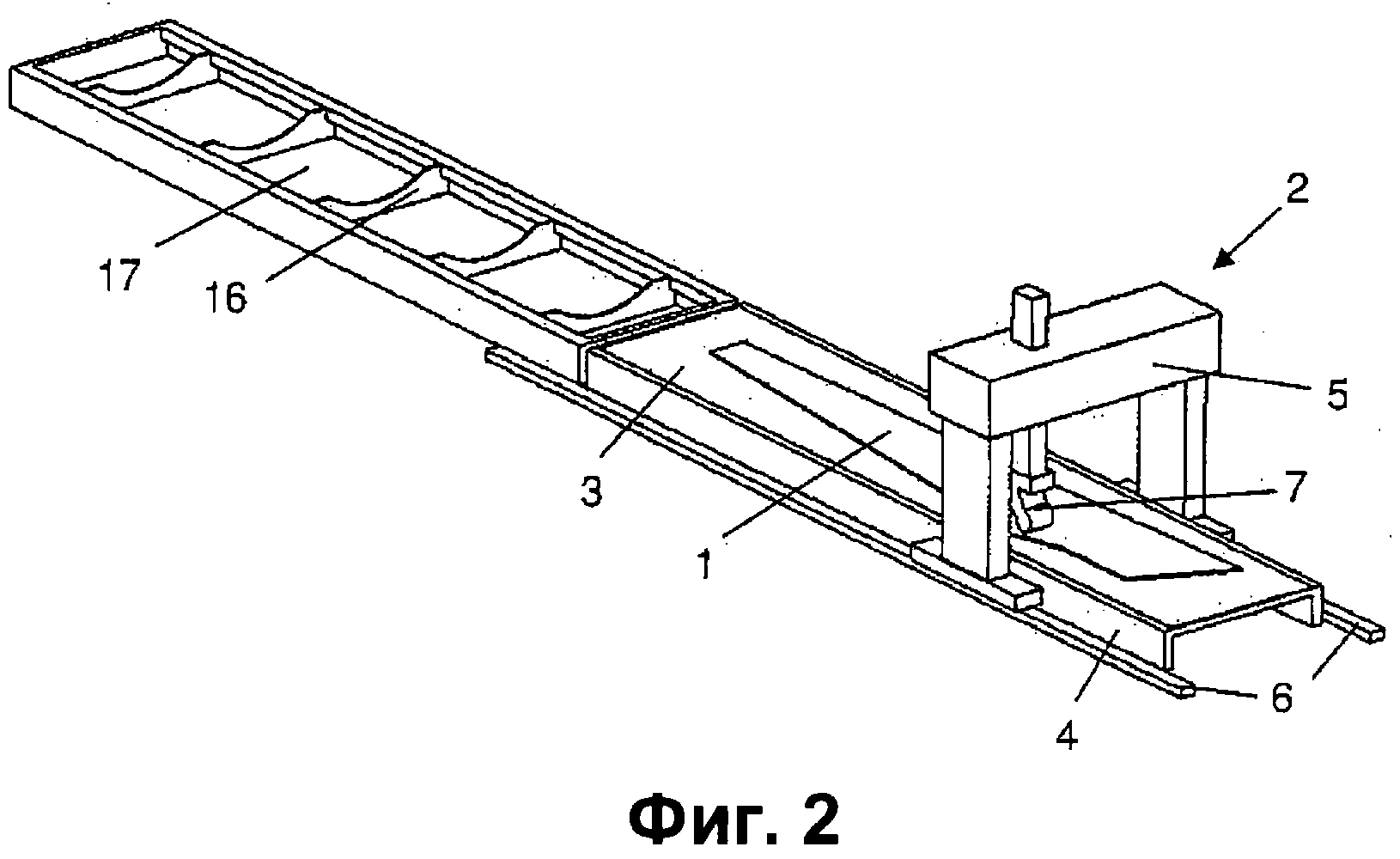
На фиг.2 представлено удаление промежуточного элемента и пакета с укладочного стола и помещение их на формующую поверхность в вакуум-коробке.
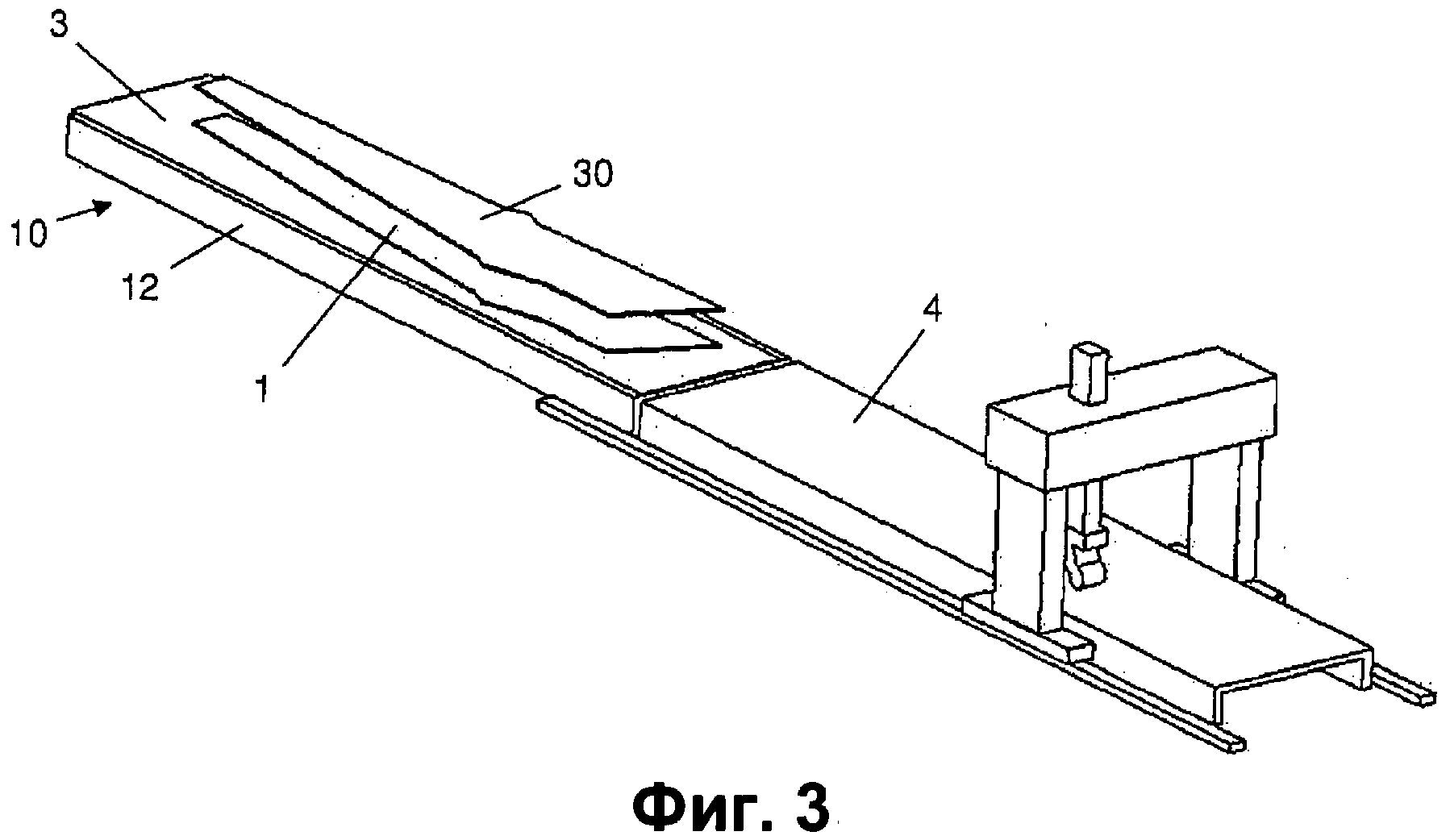
На фиг.3 представлено помещение на пакет листа подушки.
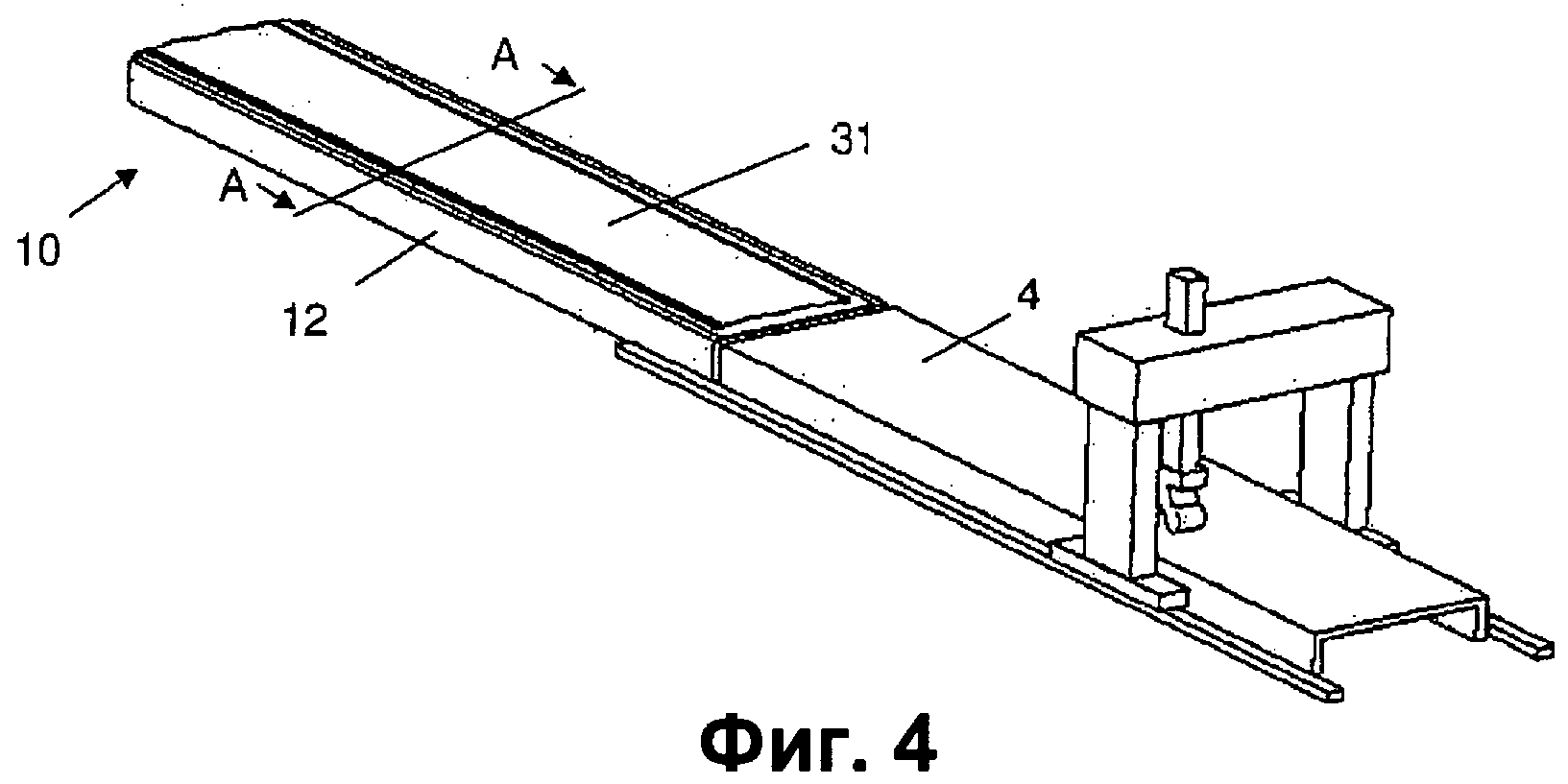
На фиг.4 представлен узел в сборе после прикрепления вакуумного мешка.
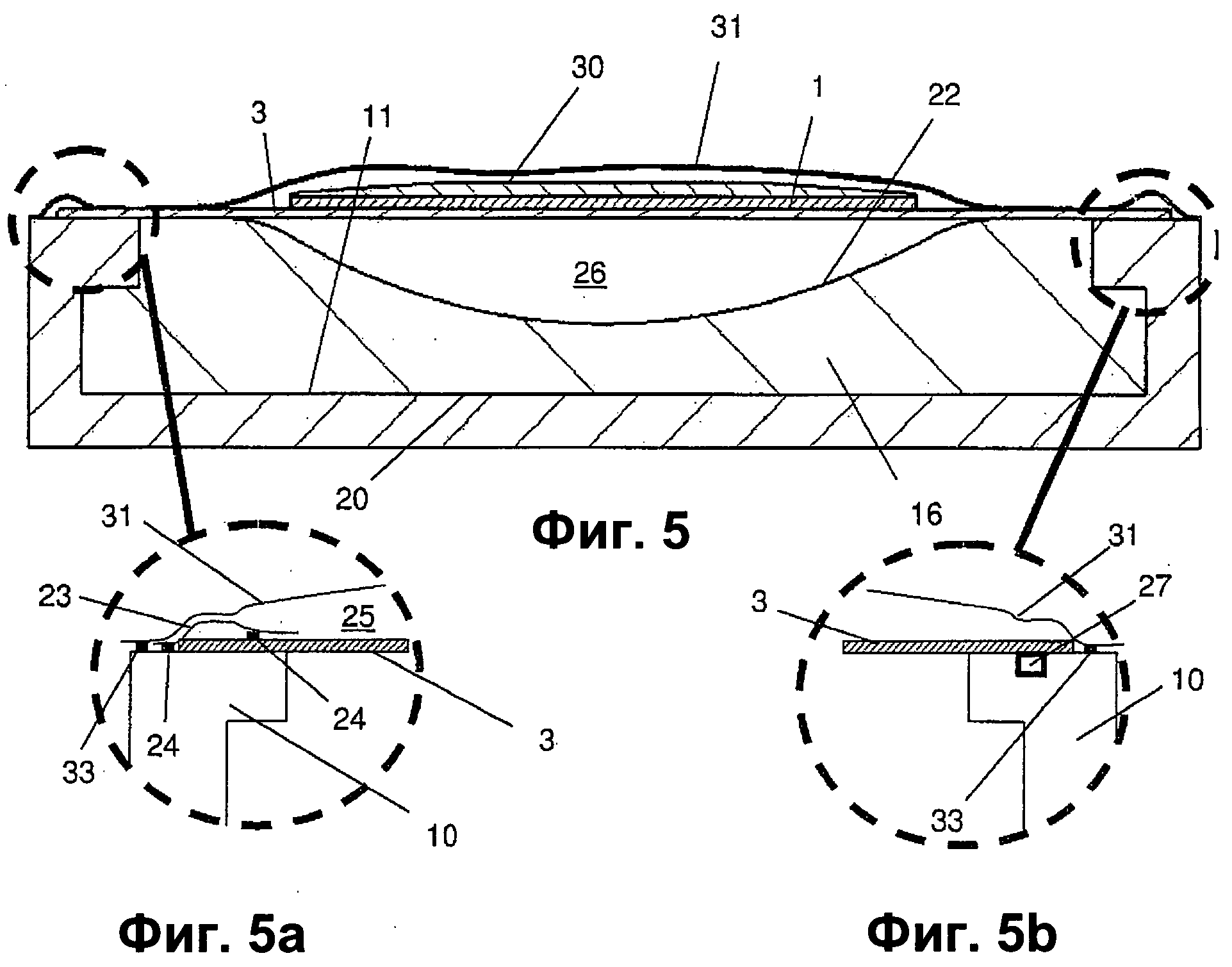
На фиг.5 представлен поперечный разрез узла в сборе по линии A-A по фиг.4.
На фиг.5a представлен детальный вид, демонстрирующий первое уплотняющее устройство.
На фиг.5b представлен детальный вид, демонстрирующий второе уплотняющее устройство.
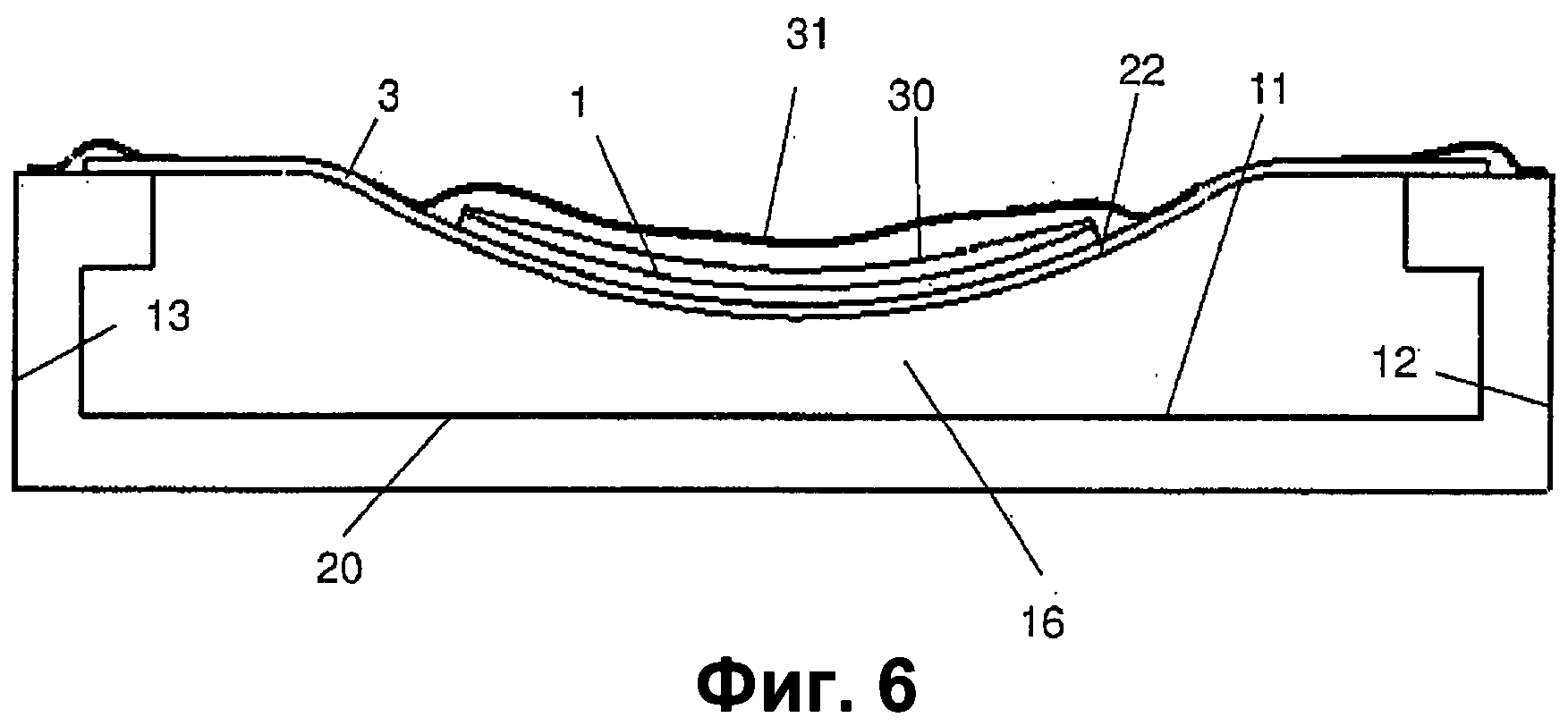
На фиг.6 представлен поперечный разрез узла в сборе по линии А-А в процессе вакуумформования многослойной панели.
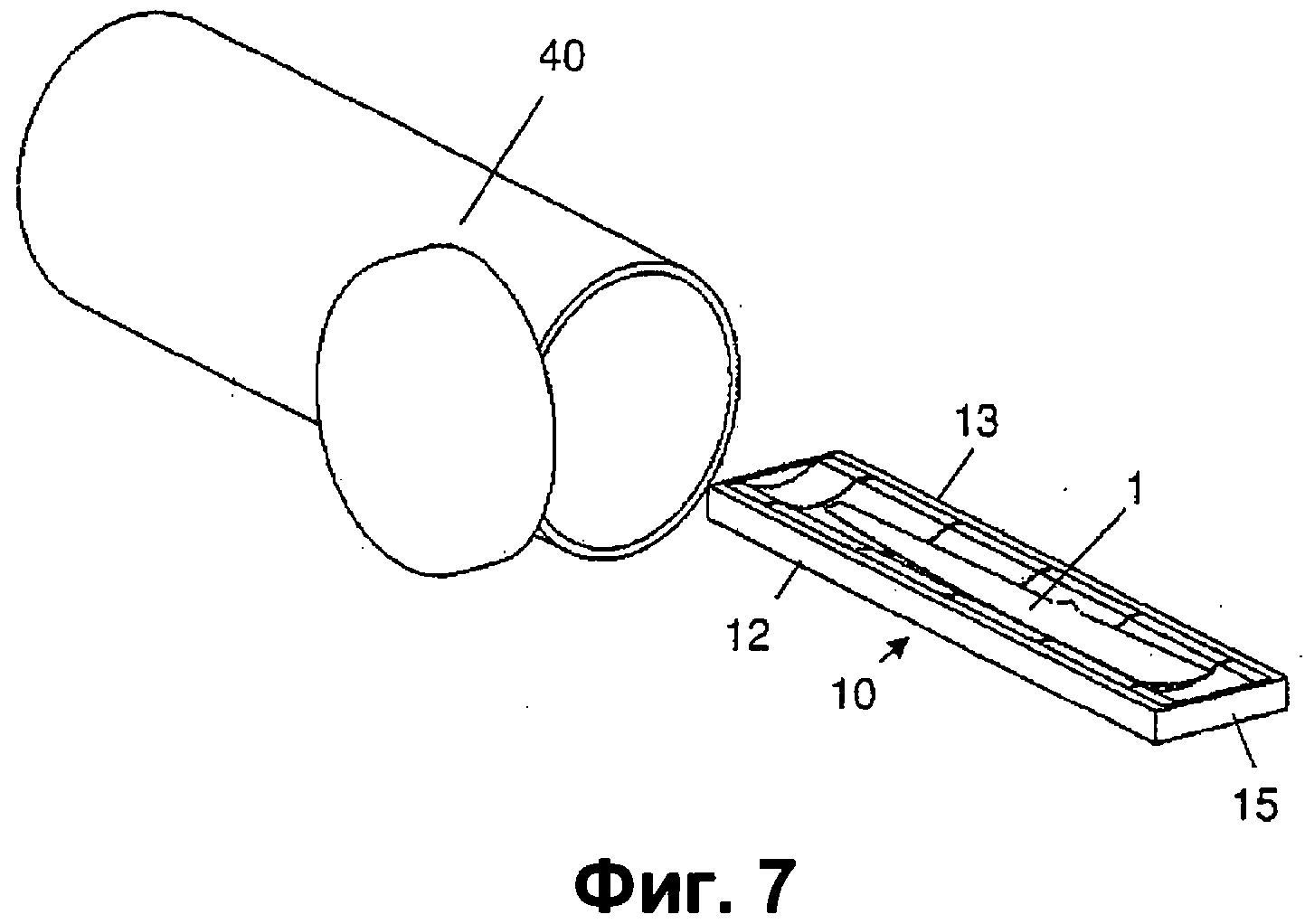
На фиг.7 представлено помещение сформованной многослойной панели, промежуточного элемента и вакуум-коробки в автоклав.
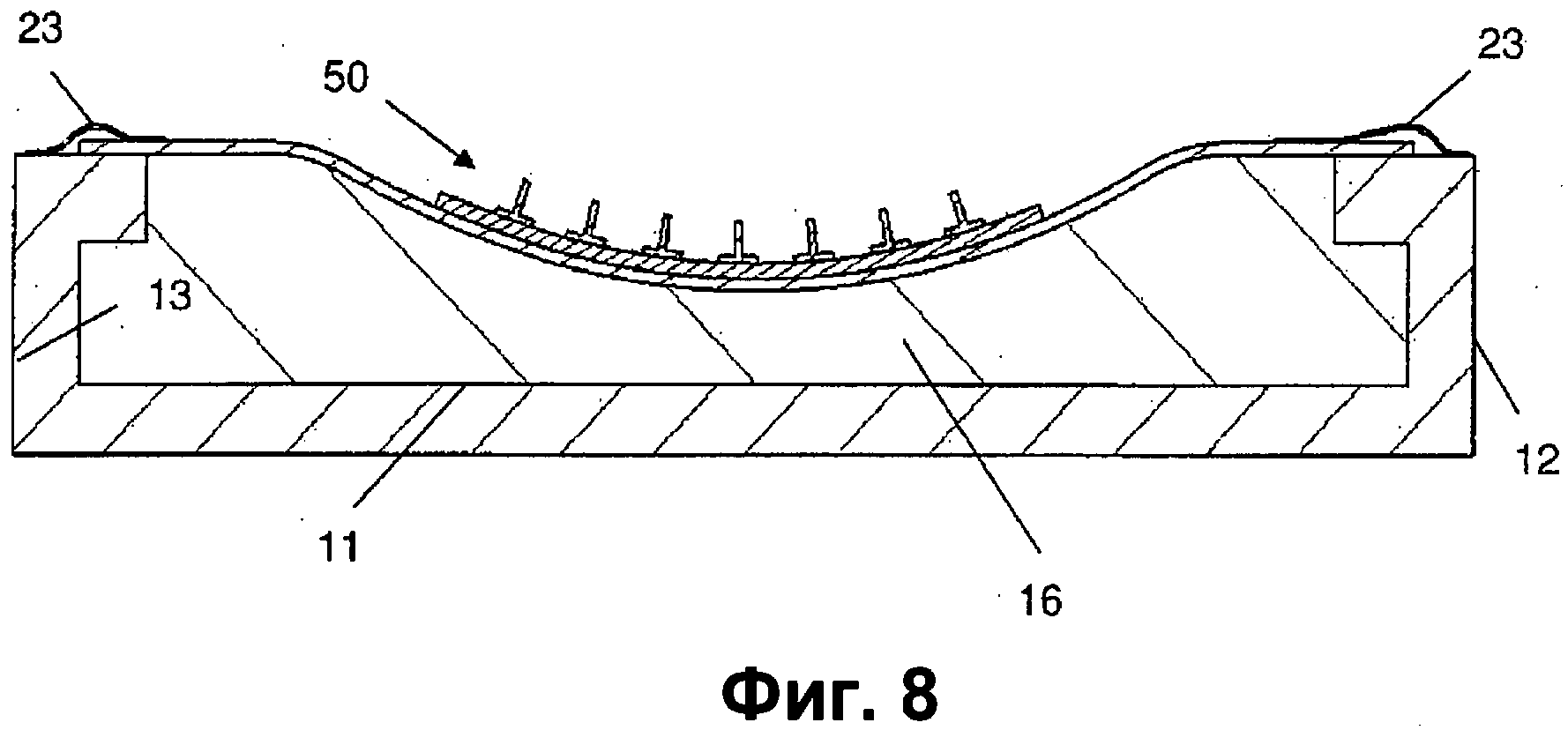
На фиг.8 представлен поперечный разрез узла в сборе с последовательностью стрингеров, уложенных на сформованную многослойную панель.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 представлен пакет 1 для многослойной панели, собираемый на автоматизированной лентоукладочной (ATL) машине 2. Машина 2 собирает пакет 1 путем укладки последовательности слоев на промежуточный элемент 3, установленный на укладочном столе 4.
Промежуточный элемент 3 изготовлен из упругого материала, например, Инвара (Invar), нержавеющей стали или другого черного металла или из композиционного материала и имеет по существу постоянную толщину.
Автоматизированная лентоукладочная машина 2 содержит раму 5, установленную на пару направляющих 6. На раме 5 установлена лентоукладочная головка 7, которая укладывает ленту препрега в виде последовательности узких полос, причем направление полос контролируется перемещением лентоукладочной головки на раме 5 и перемещением рамы 5 по направляющим 6. Таким образом, каждый из слоев пакета 1 сформирован последовательностью полос ленты. Лента препрега содержит последовательность однонаправленных углеродных волокон, пропитанных эпоксидной полимерной матрицей. Обычно направление волокна в слоях отличается для придания панели прочности в разных направлениях.
Промежуточный элемент 3 и укладочный стол 4 являются по существу плоскими, что делает такую автоматизированную укладку ленты относительно простой.
На фиг.2 представлено удаление промежуточного элемента с пакетом с укладочного стола и помещение на формующую поверхность в вакуум-коробке 10. Вакуум-коробка 10 содержит пол 11, левую боковую стенку 12, правую боковую стенку 13, переднюю концевую стенку 14 и заднюю концевую стенку 15. Формующая поверхность содержит последовательность реберных планок 16, три из которых представлены на фиг.2. Каждая из реберных планок 16 имеет основание 20, контактирующее с полом 11 вакуум-коробки, и формующую верхнюю поверхность 22. Таким образом, реберные планки 16 и вакуум-коробка образуют открытую конструкцию с промежутками между соседними реберными планками.
После помещения промежуточного элемента 3 и пакета 1 на вакуум-коробку 10 на пакет 1 помещают лист 30 подушки, как показано на фиг.3. Затем прикрепляют упругий вакуумный мешок 31 по фиг.4. Вакуумный мешок 31 может являться вакуумным мешком многократного применения или одноразовым вакуумным мешком Capran®.
На фиг.5 представлен поперечный разрез по линии A-A через одну из реберных планок 16. Между вакуумным мешком 31 и вакуум-коробкой 10 формируют герметичное уплотнение с помощью кольца герметизирующей ленты 33, представленной на фиг.5а и 5b.
Кроме того, герметичное уплотнение формируют между промежуточным элементом 3 и верхом вакуум-коробки 10. Это уплотнение может быть получено одним из двух альтернативных способов, представленных на фиг.5а и 5b.
В устройстве, представленном на фиг.5а, уплотнение между промежуточным элементом 3 и вакуум-коробкой 10 получено с помощью кольца 23 оснастки, прикрепленного к промежуточному элементу 3 и вакуум-коробке 10 парой колец герметизирующей ленты 24. Это позволяет получить две герметичные вакуумные камеры, а именно:
- нижнюю вакуумную камеру 26, представленную на фиг.5, между вакуум-коробкой 10 и промежуточным элементом 3, и
- верхнюю вакуумную камеру 25, представленную на фиг.5а, между промежуточным элементом 3 и вакуумным мешком 31.
Затем из вакуумных камер 25, 26 частично удаляют воздух через первое вакуумное отверстие (не показано) в вакуумном мешке 31 и второе вакуумное отверстие (не показано) в вакуум-коробке, соответственно. Это создает разницу давлений, прижимающую пакет 1 к формующей поверхности через промежуточный элемент 3, таким образом, чтобы изменить форму пакета, как показано на фиг.6. Вакуумный мешок 31 и лист 30 подушки также прижимают к пакету, что приводит к уменьшению его объема. Уплотнительная оснастка 23 имеет некоторое провисание, что позволяет промежуточному элементу 3 при изгибе поперечно скользить по вакуум-коробке 10.
Затем сформованную многослойную панель, промежуточный элемент и вакуум-коробку переносят в автоклав 40, как показано на фиг.7. Панель отверждают в автоклаве 40 путем одноэтапного или двухэтапного отверждения.
При одноэтапном отверждении вакуумный мешок 31 и лист 30 подушки удаляют до или после переноса вакуум-коробки в автоклав 40. Уплотнение 23, 24 остается на месте, так что частичный вакуум поддерживается в нижней вакуумной камере 26. Это позволяет промежуточному элементу 3 оставаться прижатым к реберным планкам 16 и, таким образом, удерживает его измененную форму, как показано на фиг.8, даже после удаления вакуумного мешка 31.
Затем последовательность стрингеров 50 укладывают на верхнюю поверхность сформованной многослойной панели, как показано на фиг.8. Вакуумный мешок 31 снова укладывают на узел в сборе по фиг.8 на стрингеры. Из верхней вакуумной камеры 25 частично удаляют воздух для уменьшения объема стрингеров, и панель и стрингеры совместно отверждают в автоклаве 40 с помощью сочетания температуры и давления.
При двухэтапном отверждении вакуумный мешок и лист подушки оставляют на месте при переносе вакуум-коробки в автоклав. Затем панель частично отверждают на первом этапе отверждения с помощью сочетания температуры и давления. После первого этапа отверждения вакуумный мешок и лист подушки удаляют и стрингеры 50 укладывают на частично отвержденную панель, как показано на фиг.8. Затем вакуумный мешок 31 снова укладывают на узел в сборе на стрингеры. Панель и стрингеры совместно отверждают на втором этапе отверждения с помощью сочетания температуры и давления.
После отверждения (одноэтапного или двухэтапного) отвержденную многослойную панель, промежуточный элемент и вакуум-коробку удаляют из автоклава 40, вакуум снимают, лист подушки и вакуумный мешок удаляют и промежуточный элемент возвращают на укладочный стол. Отвержденная многослойная панель может быть удалена с промежуточного элемента 3 до или после его возвращения на укладочный стол.
Форму формующей поверхности можно изменять путем замены одной или более реберных планок 16 на другую реберную планку, имеющую другую форму верхней поверхности 22. Процесс может быть повторен для изготовления другой сформованной многослойной панели с применением новой формующей поверхности.
В альтернативном герметизирующем устройстве, представленном на фиг.5b, уплотнение между промежуточным элементом 3 и вакуум-коробкой 10 получают с помощью надувного уплотняющего кольца 27 вместо кольца 23 оснастки. Из уплотняющего кольца 27 выпускают воздух для начального придания формы панели вне автоклава. Это обеспечивает прохождение воздуха между верхней и нижней камерой 25, 26, так что требуется только одно вакуумное отверстие (или в вакуумном мешке 31, или в вакуум-коробке 10). Это также обеспечивает поперечное скольжение промежуточного элемента 3 по вакуум-коробке 10 в процессе придания формы без повреждения уплотняющего кольца 27.
После этапа придания формы (и необязательно после первого этапа отверждения) уплотняющее кольцо 27 надувают для уплотнения нижней вакуумной камеры 26, из которой удален воздух, что позволяет удалить вакуумный мешок 31 и уложить стрингеры 50 на пакет, не давая панели и промежуточному элементу вернуться к плоской форме. Затем вакуумный мешок 31 укладывают на узел в сборе на стрингеры. Панель и стрингеры совместно отверждают в автоклаве. Уплотняющее кольцо 27 может быть надуто или спущено в процессе совместного отверждения.
Хотя выше настоящее изобретение описывается на примере одного или более предпочтительных вариантов осуществления, следует отметить, что могут быть сделаны различные изменения или модификации, не выходящие за рамки настоящего изобретения, определенные прилагаемой формулой изобретения.
Предкрылок
Элемент жесткости с наклонным участком, устройство и способ для изготовления такого элемента жесткости
Элемент жесткости с наклонным участком, устройство и способ для изготовления такого элемента жесткости
Термореактивный эпоксидный полимер, композиционный материал, способ формования изделия из композиционного материала, форма и способ изготовления формы
Датчик с осциллирующим элементом для обнаружения перехода пограничного слоя
Устройство и способ для изготовления элемента жесткости с наклонным участком
Способ укладки ленты термопластичного композиционного материала
Панель обшивки воздушного судна с ультразвуковым датчиком
Узел соединения компонентов воздушного судна
Конструкция шасси воздушного судна и узел передней опоры шасси
Предкрылок
Элемент жесткости с наклонным участком, устройство и способ для изготовления такого элемента жесткости
Элемент жесткости с наклонным участком, устройство и способ для изготовления такого элемента жесткости
Термореактивный эпоксидный полимер, композиционный материал, способ формования изделия из композиционного материала, форма и способ изготовления формы
Датчик с осциллирующим элементом для обнаружения перехода пограничного слоя
Устройство и способ для изготовления элемента жесткости с наклонным участком
Способ укладки ленты термопластичного композиционного материала
Панель обшивки воздушного судна с ультразвуковым датчиком
Узел соединения компонентов воздушного судна
Конструкция шасси воздушного судна и узел передней опоры шасси

