Результат интеллектуальной деятельности: СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС
Вид РИД
Изобретение
Изобретение касается способа экструзии пластических масс, в частности расплавов полимеров и смесей таких расплавов, прежде всего термопластов и эластомеров, особо предпочтительно - поликарбоната и смесей поликарбонатов, также с подмесом других веществ, как то: твердых веществ, жидкостей, газов или других полимеров, или других смесей полимеров с улучшенными внешними свойствами, с помощью многовального экструдера с особыми геометрическими параметрами шнеков.
Экструзия - известный процесс, применяемый при изготовлении, подготовке и обработке полимеров. Под экструзией подразумевают обработку вещества или смеси веществ в двухшнековом или многовальном экструдере с вращением в одном направлении, который подробно описан в [1] ([1]: Kohlgrüber. Der gleichläufige Doppelschneckenextruder, Hanser Verlag München 2007).
Ниже под многовальным экструдером также всегда подразумевают кольцевой экструдер.
Действия с пластическими массами во время экструзии включают в себя одну или несколько из следующих операций: перемещение (транспортировка), расплавление, диспергирование, смешение, выдавливание жидких компонентов, дегазация и повышение давления.
При изготовлении полимеров экструзия служит, например, для удаления из полимера летучих компонентов, как то: мономеров или остаточного растворителя ([1], стр.192-212), для проведения реакций полиприсоединения и поликонденсации, а также при необходимости - для расплавления и конфекционирования полимеров и, возможно, смешения добавок с полимером.
При подготовке полимеров с помощью экструзии изготавливают прежде всего смеси полимеров с добавками или присадками, либо же армирующими веществами, а также красителями, а кроме того - смеси различных полимеров, которые отличаются друг от друга, например, по химическому составу, молекулярной массе или структуре молекул (см., например, [1] стр.59-93). Этот способ, называемый также компаундированием, служит для подготовки к изготовлению готовой пластмассовой формовочной массы (компаунда) с применением пластмассового сырья, которое обычно пластифицируют и, добавляя и смешивая с полимером заполнители и/или армирующие вещества, размягчители, усилители сцепления, средства, облегчающие скольжения, стабилизаторы, красители и т.д. Подготовка часто включает в себя также и удаление летучих компонентов, как, например, воздуха и воды. Подготовка может также включать в себя химическую реакцию, как, например, прививку, модификацию функциональных групп или модификацию молекулярной массы посредством целенаправленного его увеличения или уменьшения.
Как широко известно и описано, например, в [1] на страницах 169-190, смешение можно подразделить на дистрибутивное и дисперсивное смешивание. Под дистрибутивным (распределительным) смешиванием подразумевают равномерное распределение различных компонентов в некотором рассматриваемом объеме. Дистрибутивное смешивание имеет место, например, при смешивании однородных полимеров. При дисперсивном смешивании сначала распределяют частицы твердого вещества, капли жидкости или пузыри газа. При распределении необходимо прилагать достаточно значительные усилия сдвига, чтобы преодолеть, например, поверхностное натяжение на границе раздела между расплавом полимера и присадкой. Под смешиванием ниже всегда подразумевают дистрибутивное и/или дисперсивное смешивание.
В публикации [1], начиная со страницы 73, описано перемещение расплава и повышение давления. Зоны транспортировки расплава предназначены для того, чтобы переместить продукт из одной рабочей зоны в другую, а также ввести в него наполнители. Зоны транспортировки расплава заполнены, как правило, частично, как, например, при транспортировке продукта из одной рабочей зоны в другую, при дегазации, а также в зонах выдержки.
При обработке полимеров последние обычно переводят в форму полуфабриката, готового к применению продукта или детали. Обработку можно проводить, например, методами литья под давлением, экструзии, выдувания пленки, вытягивания пленки или формования волокна. При обработке возможны также смешение полимеров с наполнителями и добавками и присадками, а также химическая модификация, как, например, вулканизация.
Как известно специалисту, экструзию полимеров целесообразно проводить на шнековых машинах с двумя или при необходимости более валами.
Двухвальные или при необходимости многовальные машины с однонаправленным вращением, роторы которых взаимно очищают друг друга точным скоблением, известны уже давно (патент Германии DE 862668). В изготовлении, подготовке и обработке полимеров шнековые машины, работа которых основана на принципе профилей с точным зацеплением и очисткой скоблением, нашли разнообразное применение. Такие шнековые машины обладают, как известно, высокой эффективностью смешивания, высокой эффективностью дегазации и расплавления полимеров. Преимущества в качестве изготовленных с помощью этих машин продуктов обусловлены тем, что расплавы полимеров прилипают к поверхностям, а при обычных температурах переработки они со временем разлагаются, чему препятствует самоочистка шнеков скоблением. Правила создания шнековых профилей с точной очисткой скоблением приведены, например, в книге Klemens Kohlgrüber. Der gleichläufige Doppelschneckenextruder, Hanser Verlag München 2007, S.96 ff [1]. В ней описаны конструкции одноходовых, двух- и трехходовых профилей. Кроме того, также изложено, что заданный профиль шнека на первом валу двухшнекового экструдера определяет профиль шнека на втором валу двухшнекового экструдера. Поэтому профиль шнека на первом валу двухшнекового экструдера называют создающим профилем шнека. Профиль шнека на втором валу двухшнекового экструдера определяется профилем шнека на первом валу двухшнекового экструдера, и поэтому его называют создаваемым профилем шнека. В многовальном экструдере формирующий профиль шнека и формируемый профиль шнека всегда применяют на соседних валах попеременно.
Специалисту известно, что в области гребней шнека подвергается диссипации в расплаве особенно большое количество энергии, что ведет к сильному местному перегреву продукта. Это представлено, например, в [1], начиная со стр.160. Этот локальный перегрев может повредить продукту, например, изменить его запах, цвет, химический состав или молекулярную массу, либо же вызвать нарушение гомогенности, например, гелеобразных включений или крапин. Особо вреден при этом большой наклон винтовой линии.
Специалисту известно, что скорость реакции, с которой прогрессирует повреждение полимера, зависит от температуры. Как известно специалисту, и как, например, изложено в главе 3 книги J. Robertson: Thermal Degradation Studies of Polycarbonate, Virginia Polytechnic Institute and State University, Blacksburg, 2001 или в публикации К. Chrissafis: Kinetics of Thermal Degradation of Polymers, Journal of Thermal Analysis and Calorimetry, Vol.95 (2009) 1, 273-283Ю, константу скорости реакции k(T) можно описать выражением Аррениуса k(T)=A*exp(-EA/(R*T)). В этом уравнении k означает константу скорости реакции, Т абсолютную температуру в [К], А - коэффициент частоты (столкновений), ЕA - энергию активации в [Дж/моль], a R - это универсальная газовая постоянная в [Дж/моль/К]. Также известно, что повышение температуры уже на 10 К может приводить к удвоению константы скорости реакции. Поэтому способы экструзии пластических масс необходимо разрабатывать так, чтобы среднее повышение температуры из-за переработки и обработки пластической массы было по возможности мало. В частности, способы экструзии пластических масс необходимо разрабатывать так, чтобы при переработке и обработке пластической массы удавалось избегать локальных пиков температуры, как, например, пиков, возникающих в областях гребней шнекового элемента с профилем по Эрдменгеру в известном уровне техники.
Современные двухшнековые экструдеры построены по модульному принципу, при котором на основной вал можно надеть различные шнековые элементы. Благодаря этому специалист может настроить двухшнековый экструдер на конкретный процесс с конкретными задачами. Как правило, в настоящее время применяют шнековые элементы с двухходовыми или трехходовыми профилями, поскольку из-за большого угла наклона винтовой линии энергопоступление при использовании одноходового шнекового профиля очень высоко.
Шнековые элементы, известные из уровня техники, за исключением круглых дисков с эксцентрическим расположением отличаются тем, что кривая профиля в сечении имеет по меньшей мере один перегиб (см., например, фиг.1), проявляющийся на переходе между гребнем шнека и боковой стороной нарезки. Гребень состоит из дуги окружности, имеющий радиус, равный наружному диаметру профиля, и центр в центре вращения профиля. Перегиб в области перехода к боковой стороне профиля образует на шнековом элементе кант.
Одна из важных задач, которые реализуют на многовальных машинах - это диспергирование жидких фаз или расплавов, которые не удается смешать друг с другом с образованием гомогенной массы, или диспергирование твердых веществ в полимерных расплавах. Из технической литературы известно (см., например, Chang Dae Han: Multiphase Flow in Polymer Processing, Academic Press, New York 1981), что для сложных задач диспергирования оптимально сочетание тангенциального и растягивающего потока.
В канале шнека имеется как раз такая форма потока, когда с одной стороны масса подвергается сдвигу в силу вращения валов, а с другой - одновременно подвергается растяжению ввиду схождения канала шнека к гребню. В области гребня шнека, однако, имеется только тангенциальный поток (течение сдвига), которое при сложном диспергировании практически не способствует этому диспергированию. С другой стороны, самая большая доля поступающей энергии подвергается диссипации в щели между гребнем шнека и корпусом либо соседним валом. Поэтому велик вклад этой области в нагрев полимерной массы и, следовательно, в возможное ее термическое повреждение, при этом ничто не способствует выполнению задач по диспергированию.
Исключение составляют круглые диски, расположенные эксцентрично, которые, как известно, можно разместить с точной взаимной очисткой скоблением. У них нет области гребня с чисто тангенциальным потоком. Известна их отличная эффективность в диспергировании, но у них опять же значительна энергоподача, поскольку на большой окружности они образуют очень узкую щель. Кроме того, число их витков Z ограничено единицей.
Поэтому имелась задача найти способ экструзии пластических масс, при котором среднее и максимальное повышение температуры уменьшены во избежание повреждения полимера.
Неожиданным образом эту задачу удается решить посредством применения компаундирующего и дегазирующего синхронного экструдера с плотным зацеплением, причем используют шнековые элементы, имеющие особые геометрические параметры. Это шнековые элементы, профиль которых по всему поперечному сечению можно представить в виде непрерывно дифференцируемой кривой. Благодаря применению этих шнековых элементов для многовальных шнековых машин удается достичь минимального поступления энергии в сравнении с нынешним техническим уровнем, следствием чего является меньшее повышение температуры и, соответственно, меньшая средняя и максимальная температуры. В то же время получаются очень благоприятные характеристики повышения давления, сравнимые с нынешним техническим уровнем или даже лучше.
Неожиданно оказывается, что способность транспортировочных элементов, применяемых согласно изобретению, к наращиванию давления выше, чем у транспортировочного элемента со шнековым профилем по Эрдменгеру, соответствующего нынешнему техническому уровню. Поэтому транспортировочный элемент, применяемый согласно изобретению, позволяет добиться желаемого или необходимого повышения давления, например, в более короткой зоне повышения давления, благодаря чему можно либо укоротить экструдер, либо при неизменной длине экструдера удлинить другие зоны процесса, как, например, зону дегазации или зону смешивания, и, соответственно, улучшить их воздействие на пластическую массу.
Поэтому предметом изобретения является способ обработки пластических масс, в частности, расплавов полимеров и смесей расплавов полимеров, прежде всего термопластов и эластомеров, особо предпочтительно -поликарбоната и смесей поликарбонатов, также с подмесом других веществ, как то: твердых веществ, жидкостей, газов или других полимеров, или других смесей полимеров с применением синхронного компаундирующего или дегазирующего экструдера с плотным зацеплением с использованием шнековых элементов для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, имеющими два или более хода шнека, отличающийся тем, что как создающий, так и создаваемый профиль шнека по всему поперечному сечению можно представить в виде непрерывно дифференцируемой кривой.
При этом изобретение не ограничено шнековыми элементами обычной ныне модульной конструкции, состоящей из шнековых элементов и центральных валов, а применимо также к шнекам сплошной конструкции. Поэтому под понятием "шнековые элементы" подразумевают также сплошные шнеки.
Профили поперечного сечения шнековых элементов, применяемых согласно изобретению, - ниже также для краткости именуемые просто профилями шнеков или шнековыми профилями - можно однозначно описать последовательностью дуг окружности.
Профиль шнека создающего и создаваемого шнековых элементов, применяемых согласно изобретению, образуются в общей сложности n дугами окружности, причем n больше или равно четырем. У каждой из n дуг окружностей имеются начальная и конечная точки. В начальных и конечных точках n дуг окружности тангенциально (по касательной) переходят друг в друга, так что согласно изобретению они образуют непрерывно дифференцируемую кривую профиля.
Положение каждой отдельной дуги окружности j (j варьируется от 1 до n) можно однозначно зафиксировать, задав две различные точки. При этом целесообразно определять (фиксировать) положение дуги окружности, задавая центр и начальную или конечную точку. Размер одной отдельной дуги окружности j задан радиусом rj и углом αj, описываемым при движении радиуса вокруг центра от начальной к конечной точке, причем радиус rj больше 0 и меньше, чем межосевое расстояние а между валами, а угол αj в радианах больше или равен 0 и меньшей или равен 2π, причем π - это отношение длины окружности к ее диаметру.
Шнековые элементы, применяемые согласно изобретению, отличаются тем, что
- создающий профиль шнека и созданный профиль шнека располагаются в одной плоскости,
- ось вращения создающего профиля шнека и ось вращения создаваемого профиля шнека в каждом случае пересекают под прямым углом указанную плоскость профилей шнека на расстоянии а друг от друга, причем точку пересечения оси вращения создающего профиля шнека с указанной плоскостью называют центром вращения создающего профиля шнека, а точку пересечения оси вращения создаваемого профиля шнека с указанной плоскостью называют центром вращения создаваемого профиля шнека,
- число дуг окружности всего создающего профиля шнека n больше или равно четырем (n≥4),
- наружный радиус ra создающего профиля шнека больше нуля (ra>0) и меньше межосевого расстояния (ra<а),
- внутренний радиус ri создающего профиля шнека больше нуля (ri>0) и меньше межосевого расстояния или равен ему (ri≤ra),
- все дуги окружности создающего профиля шнека переходят друг в друга тангенциально (по касательной),
- дуги окружности образуют замкнутый профиль шнека, т.е. суммы углов αj всех дуг окружности j равны 2π, причем π - отношение длины окружности к ее радиусу (π≈3,14159),
- дуги окружности образуют замкнутый профиль шнека,
- каждая из дуг окружности создаваемого профиля шнека располагается внутри или на границе кольца, имеющего наружный радиус ra и внутренний радиус ri, центр которого лежит в центре вращения создающего профиля шнека,
- по меньшей мере одна из дуг окружности создающего профиля шнека касается наружного радиуса ra создающего профиля шнека в точке PA,
- по меньшей мере одна из дуг окружности создающего профиля шнека касается внутреннего радиуса ri создающего профиля шнека в точке PI,
- число дуг окружности создаваемого профиля шнека n' равно числу дуг окружности создающего профиля шнека n,
- наружный радиус создаваемого профиля шнека ra' равен разности межосевого расстояния и внутреннего радиуса ri создающего профиля шнека (ra'=a-ri),
- внутренний радиус создаваемого профиля шнека ri' равен разности межосевого расстояния и наружного радиуса ra создающего профиля шнека (ri'=a-ra),
- угол αj' j'-ой дуги окружности создаваемого профиля шнека равен углу αj j-ой дуги окружности создающего профиля шнека, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
- сумма радиуса rj' j'-ой дуги окружности создаваемого профиля шнека и радиуса rj j-ой дуги окружности создающего профиля шнека равна межосевому расстоянию а, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
- центр j'-ой дуги окружности создаваемого профиля шнека находится от центра j-ой дуги окружности создающего профиля шнека на расстоянии, которое равно межцентровому расстоянию а, и центр j'-ой дуги окружности создаваемого профиля шнека находится от центра вращения создаваемого профиля шнека на расстоянии, которое равно расстоянию от центра j-ой дуги окружности создающего профиля шнека до центра вращения создающего профиля шнека, а линия, соединяющая центр j'-ой дуги окружности создаваемого профиля шнека с центром j-ой дуги окружности создающего профиля шнека, проходит параллельно линии, соединяющей центр вращения создаваемого профиля шнека и центр вращения создающего профиля шнека, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n',
- начальная точка j'-ой дуги окружности создаваемого профиля шнека располагается относительно центра j'-ой дуги окружности создаваемого профиля шнека в направлении, противоположном направлению, в котором лежит начальная точка j-ой дуги окружности создающего профиля шнека относительно центра j-ой дуги окружности создающего профиля шнека, причем j и j' - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n'.
Для профилей шнековых элементов, применяемых согласно изобретению, характерно, что их можно сконструировать только с помощью циркуля и угольника. Так, переход по касательной от j-ой к (j+1)-ой дуге окружности создающего профиля шнека конструируют, описывая вокруг конечной точки j-ой дуги окружности окружность радиусом rj+1, а ближняя к центру вращения создающего профиля шнека точка пересечения этой окружности с прямой, задаваемой центром и конечной точкой j-ой дуги окружности, становится центром (j+1)-ой дуги окружности. На практике для конструирования профилей шнека вместо циркуля и угольника целесообразно применять компьютерную программу.
Предварительно заданный профиль шнека на первом валу двухшнекового экструдера ("формирующий") однозначно определяет профиль шнека на соседнем втором валу ("формируемого"). Соответственно, профиль шнека на первом валу двухшнекового экструдера называют формирующим профилем шнека, в то время как профиль шнека на соседнем втором валу двухшнекового экструдера называют формируемым профилем шнека. В многовальном экструдере формирующий профиль шнека и формируемый профиль шнека всегда применяют на соседних валах попеременно.
Шнековые элементы, применяемые при реализации способа согласно изобретению, могут быть асимметричны или симметричны; предпочтительно, чтобы шнековые элементы, применяемые согласно изобретению, были симметричны. Симметричные шнековые элементы могут обладать осевой или точечной (центральной) симметрией; предпочтительно, чтобы шнековые элементы, применяемые согласно изобретению, обладали осевой симметрией.
Шнековый профиль, обладающий осевой симметрией и имеющий Z витков, можно разделить на 2Z симметричных частей, причем симметричные части можно преобразовать друг в друга отражением относительно осей симметрии. Профиль обладающего осевой симметрией шнекового элемента с числом витков Z в силу своей симметрии, таким образом, оказывается полностью определен посредством участка профиля в секторе 360°/(2-Z), располагающегося между двумя осями симметрии профиля. Остальные части профиля получают отражением этого участка относительно Z осей симметрии, пересекающихся в центре вращения и делящих угол 360° вокруг центра вращения на 2·Z углов размером 360°/(2·Z). Кроме того, в случае шнековых элементов, обладающих осевой симметрией, соответствующие профили шнеков на соседних валах (создающий и создаваемый профиль) одинаковы, либо же они перекрывают друг друга при вращении [1].
Аналогичное утверждение справедливо для профилей шнеков, обладающих центральной симметрией, когда симметричные части можно в каждом случае преобразовать друг в друга отражением относительно центра симметрии.
Ниже описана особая форма исполнения шнековых элементов, применяемых согласно изобретению, для которой характерно, что шнековые элементы обладают осевой симметрией. Число витков Z таких шнековых профилей, применяемых согласно изобретению и обладающих осевой симметрией, предпочтительно составляет от 2 до 8, особо предпочтительно - от 2 до 4.
Кривую профиля сечения шнековых профилей, применяемых согласно изобретению и обладающих осевой симметрией, можно разделить на 2·Z участков профиля, которые можно преобразовать друг в друга посредством отражения относительно оси симметрии профиля. Число дуг окружности n, образующих один из участков профиля, предпочтительно составляет от 2 до 8, особо предпочтительно - от 2 до 4.
Профиль шнековых элементов, применяемых согласно изобретению, с числом витков Z, обладающих осевой симметрией, отличается тем, что в пределах участка профиля в секторе 360°/(2·Z) имеется только одна точка PA, расстояние от которой до центра вращения соответствует наружному радиусу ra шнекового элемента. Иными словами, в пределах участка профиля имеется только одна точка РA, лежащая на окружности с центром в центре вращения и радиусом ra (наружной окружности).
В то время как в случае профилей шнеков, соответствующих нынешнему техническому уровню, в области угла гребня KW все точки очищают корпус с образованием узкой щели (см., например, фиг.1), в случае профиля шнековых элементов, применяемых согласно изобретению и обладающих осевой симметрией, на расстоянии наружного радиуса располагается только отмеченная точка РA (см., например, фиг.2а).
Из практических соображений при дальнейшем описании использована декартова система координат, начало координат которой образовано центром вращения D шнекового элемента. Ось х (ось абсцисс) декартовой системы координат проходит через точку РA; ось y (ось ординат) пересекает ось х в точке D под прямым углом. Такая система координат показана на фиг.2а.
Кроме того, имеет смысл работать с безразмерными величинами, чтобы упростить применение в экструдерах различных размеров. В качестве референтного размера для геометрических величин, как то: длин и радиусов, имеет смысл использовать межосевое расстояние а, поскольку изменить эту величину у экструдера невозможно. В отношении фигур справедливы следующие положения: Начало координат х и y располагается в центре вращения одного из валов. Значения всех углов приведены в радианах. Все остальные размеры нормированы на межосевое расстояние и представлены прописными буквами: А=а/а; Rj=rj/а; RA=ra/а; RI=ri/a и т.д.
Участок профиля шнекового элемента, применяемого согласно изобретению и обладающего осевой симметрией, отличается тем, что между точкой РA, располагающейся на наружном радиусе профиля, и точкой PI, располагающейся на внутреннем радиусе профиля, участок состоит из переходящих друг в друга по касательной (тангенциально) дуг окружности, причем прямые DPA и DPI, проходящие через точки РA и PI и пересекающиеся в центре вращения D, образуют угол 360°/(2·Z).
В особой форме исполнения участок профиля шнекового элемента, применяемого согласно изобретению, между точками РA и PI состоит ровно из двух дуг окружности. Дуги окружности переходят друг в друга в точке PFP и согласно изобретению образуют по всему участку профиля непрерывно дифференцируемую кривую. В точке РFP дуги окружности касаются прямой FP. Прямая FP проходит от центра вращения на расстоянии, которое соответствует половине межосевого расстояния А, а наклон ее (в радианах) составляет -1/tan(π/(2·Z)). Точка РFP располагается от точки пересечения касательной к наружной окружности в точке РА и прямой FP на расстоянии, которое соответствует расстоянию между точкой пересечения и РA. Перпендикуляр, формируемый точкой [(в точке)] PFP к прямой FP, пересекает прямую DPA, проходящую через точку РА и центр вращения, в центре M1 первой формирующей профиль дуги окружности 1, в то время как прямую DPI, проходящую через точку РI и центр вращения, этот перпендикуляр пересекает в центре M1, второй формирующей профиль дуги окружности 1' (иллюстрацию см. на фиг.2а). Радиус  формирующей профиль дуги окружности соответствует, таким образом, отрезку M1PA; радиус
формирующей профиль дуги окружности соответствует, таким образом, отрезку M1PA; радиус  дуги окружности 1' соответствует отрезку M1,PI.
дуги окружности 1' соответствует отрезку M1,PI.
В другой особой форме исполнения участок профиля шнекового элемента, применяемого согласно изобретению, между точками РA и PI состоит ровно из трех дуг окружности. Таким образом приобретается дополнительная степень свободы, а в области точки РA, очищающей стенку цилиндра, профиль можно выполнить тоньше, выбрав меньший радиус, что позволяет дополнительно уменьшить диссипацию энергии.
Фиг. На фиг.2b в качестве примера показан участок профиля двухходового шнекового элемента, применяемого согласно изобретению, состоящий из трех дуг окружностей. Радиус R1, присоединяющейся в точке РА, можно свободно выбирать в пределах 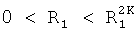 . Центр ее M1 лежит на соединительном отрезке D-РA.
. Центр ее M1 лежит на соединительном отрезке D-РA.
Дуга окружности 3, присоединяющейся в точке PI, имеет радиус P3=А-R1. Центр ее М3 лежит на соединительном отрезке D-PI.
Между двумя этими дугами окружности размещается (с возможностью непрерывного дифференцирования) дуга окружности 2 с радиусом R2=А/2. Центр ее М2 располагается на расстоянии A/2-R1 от точки P1 и на расстоянии Р3-А/2 от точки М3.
Дуга окружности 1 ограничена с одной стороны РА, а с другой - точкой пересечения с прямой, проходящей через P1 и Р2.
Дуга окружности 3 ограничена с одной стороны PI, а с другой - точкой пересечения с прямой, проходящей через M2 и М3.
В силу свободы выбора одного из радиусов R1 или R3 возможно сконструировать для заданного межосевого расстояния А различные шнековые профили, применяемые согласно изобретению, с точной очисткой скоблением. Это также позволяет конструировать асимметричные профили шнеков, применяемые согласно изобретению, для чего в каждом случае на соответствующих секторах профиля шнека, имеющих размер 360°/(2·Z) на обоих валах предусматривается один и тот же профиль шнека, а сектора размера 360°/(2·Z) на одном валу, однако, формируют по-разному. Такие конструкции имеют смысл тогда, когда перемещаемый материал в рамках задачи по диспергированию необходимо подвергнуть специальной деформации, например, медленному сжатию с последующим быстрым расширением.
Шнековые элементы, которые в пределах участка профиля размером 360°/(2·Z) образованы более чем тремя дугами окружности, также являются предметом настоящего изобретения. Согласно изобретению дуги окружности в начальных и конечных точках переходят друг в друга по касательной (тангенциально).
Отношение RA=ra/a наружного радиуса шнекового элемента к межосевому расстоянию а для двухходовых шнеков, применяемых согласно изобретению, предпочтительно составляет от 0,54 до 0,7, а особо предпочтительно - от 0,58 до 0,63, для трехходовых шнеков оно предпочтительно находится в пределах между 0,53 и 0,57, а особо предпочтительно - между 0,54 и 0,56, а для четырехходовых шнеков предпочтительны значения от 0,515 до 0,535.
Шнековые элементы, применяемые согласно изобретению, можно выполнять как транспортировочные элементы, или как месильные элементы, или как смешивающие элементы.
Транспортировочный элемент, как известно, отличается тем (см., например, [1], стр.227-248), что профиль шнека непрерывно поворачивается в осевом направлении и продолжается подобно винту. При этом Транспортировочный элемент может быть правым или левым. Шаг t транспортировочного элемента может, например, принимать значения от 0,1 до 10 величин наружного диаметра, причем под шагом подразумевают длину по оси, необходимую для полного оборота профиля шнека. Величина шага t предпочтительно находится в пределах от 0,3 до 3 значений наружного диаметра. Из практических соображений транспортировочному элементу предпочтительно придают длину, получаемую при умножении t/Z на целое число.
Месильный элемент, как известно, отличается тем (см., например, [1], стр.227-248), что профиль шнека ступенчато продолжается в осевом направлении в форме месильных дисков. Расположение месильных дисков может быть правоходным, левоходным или же нейтральным. Длина месильных дисков по оси предпочтительно находится в пределах от 0,02 до 2 значений наружного диаметра. Расстояние между двумя месильными дисками по оси предпочтительно находится в пределах от 0,001 до 0,1 значений наружного диаметра.
Смесительные элементы, как известно (см., например, [1], стр.227-248), формируют путем изготовления транспортировочных элементов с проемами в гребнях шнеков. Смесительные элементы могут быть правоходными или левоходными. Величина их шага t предпочтительно находится в пределах от 0,1 до 10 значений наружного диаметра. Из практических соображений смесительному элементу, аналогично транспортировочному, предпочтительно придают длину, получаемую при умножении t/Z на целое число. Предпочтительно, чтобы проемы имели форму U-образного или v-образного паза. Если смесительный элемент переделывают из активного в транспортировке элемента, то пазы предпочтительно выполняют с противоположным друг другу направлением перемещения или параллельно оси.
Предпочтительные материалы, из которых состоят шнековые элементы, - это различные сорта стали, в особенности азотированные стали, хромистые, инструментальные и нержавеющие стали, а также металлические композиты, изготовленные методом порошковой металлургии на основе железа, никеля или кобальта.
Шнековые элементы, применяемые согласно изобретению, образуют в многовальных шнековых машинах с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами сплошной канал по всей их образующей. При этом ширина канала попеременно увеличивается и уменьшается. Такой канал называют также каналом конвергентно-дивергентного типа. Во время работы в таком конвергентно-дивергентном канале по всей его длине имеется сочетание тангенциального и растягивающего потока, дающее очень высокую эффективность диспергирования. В сравнении с обычными шнековыми элементами нынешнего технического уровня, имеющими в профиле перегиб, энергопоступление уменьшается.
Круглые диски с эксцентрическим расположением также образуют конвергентно-дивергентный канал. Размер участка образующей применяемых согласно изобретению шнековых элементов, отличающегося очень узкой щелью, однако, меньше, чем у круглых дисков с эксцентриковым расположением. Поэтому поступление энергии в многовальных шнековых машинах при реализации этого способа с применяемыми согласно изобретению шнековыми элементами снижено в сравнении с применением круглых дисков с эксцентриковым расположением.
Специалисту известно, что шнековые профили с прямой очисткой скоблением нельзя непосредственно вставить в двухшнековый экструдер, наоборот, между шнековыми элементами и корпусом и между самими шнеками должен быть промежуток (зазор, люфт). Слишком большие зазоры уменьшают эффект самоочистки и отрицательно влияют на способность к перемещению и на повышение давления. Слишком малые зазоры повышают энергоподачу и ведут к нежелательному повышению температуры пластических масс. В шнековых профилях шнековых элементов, применяемых согласно изобретению, возможны зазоры, составляющие величину в пределах от 0,001 до 0,1 относительно диаметра профиля шнека, предпочтительно от 0,002 до 0,05, а особо предпочтительно - от 0,004 до 0,02. Как известно специалисту, зазоры между шнеком и корпусом могут отличаться от зазоров между шнеками либо же быть одинаковы. Зазоры также могут быть постоянны или варьировать в заданных пределах. Также возможно сдвигать профиль шнека в пределах зазоров. Специалисту известны методы, предназначенные для того, чтобы вывести профиль шнека с зазором из заданного профиля шнека с точной очисткой скоблением. Возможные методики, предназначенные для этих целей, - это, например, описанная в [1], начиная со стр.28, возможность увеличения межосевого расстояния, эквидистанты продольного сечения или пространственной эквидистанты, причем все они известны специалисту. При увеличении межосевого расстояния конструируют профиль шнека с меньшим диаметром и раздвигают на величину зазора между шнеками. В методе с эквидистантой продольного сечения кривую профиля в продольном сечении (параллельно оси вращения данного элемента) сдвигают на половину зазора между шнеками перпендикулярно кривой профиля внутрь, в направлении оси вращения. В методе с использованием пространственной эквидистанты, исходя из пространственной кривой, по которой истираются шнековые элементы, шнековый элемент уменьшают на половину величины зазора между двумя шнеками в направлении, перпендикулярном плоскостям профилей с точной очисткой скоблением. Предпочтительно применять эквидистанту продольного сечения и пространственную эквидистанту, особо предпочтительно пространственную эквидистанту.
Далее следует пояснение изобретения на основании примеров и фигур, однако, оно не ограничивается таковыми.
Имеет смысл работать с безразмерными величинами, чтобы упростить применение в экструдерах различных размеров. В качестве референтного размера для геометрических величин, как то: длин и радиусов, имеет смысл использовать межосевое расстояние а, поскольку изменить эту величину у экструдера невозможно.
В отношении фигур справедливы следующие положения. Начало координат х и y располагается в центре вращения одного из валов. Значения всех углов приведены в радианах. Все остальные размеры нормированы на межосевое расстояние и представлены прописными буквами: А=а/а; Rj=r/а; RA=ra/а; RI=ri/a, Т=t/a и т.д. Мх и My - это абсцисса центра дуги окружности, создающей профиль, R - это радиус дуги окружности, нормированный на межосевое расстояние а, а α - это угловой размер дуги окружности. Прочие обозначения: RG - нормированный радиус корпуса, RV - нормированный виртуальный радиус корпуса, RA - нормированный наружный радиус профиля с точной очисткой скоблением, RF - нормированный наружный радиус подлежащего изготовлению шнека, S - нормированный люфт (зазор) между шнеками, D - нормированный зазор между шнеком и корпусом, VPR - нормированный модуль сдвига профиля, VPW - угол сдвига профиля в радианах, VLR - нормированный модуль сдвига левого вала, VLW - угол сдвига левого вала, VRR - нормированный модуль сдвига правого вала, VRW-угол сдвига правого вала.
На фиг.1 показано сечение двух двухходовых шнековых элементов с точной очисткой скоблением, расположенных на расстоянии А друг от друга и изготовленных на нынешнем техническом уровне. У шнековых элементов один и тот же профиль с осевой симметрией. Правый шнековый элемент повернут относительно левого на 90°. Точки, обозначенные как 1-1, представляют собой центры вращения валов, на которых размещены шнековые элементы Представленный профиль образуется несколькими симметричными участками. На переходах между участками имеются перегибы (один из перегибов обозначен стрелкой 1-2). При эксплуатации многовальной шнековой машины с такими шнековыми элементами продукт в области угла гребня KW подвергается высокому сдвигу без растяжения.
Шнековый элемент, применяемый согласно изобретению, с профилем, соответствующим фиг.2, позволяет избежать этих недостатков. На фиг.2а показано сечение четверти профиля двухходового шнекового элемента с точной очисткой скоблением (создающего шнекового элемента). Профиль обладает осевой симметрией по осям х и y, так что весь профиль можно сформировать отражением представленной четверти относительно осей х и y. Профиль соответствующего (создаваемого) шнекового элемента в этом случае получается при повороте создающего шнекового элемента на угол 90°. Начало координат на этой и на всех последующих фигурах означает центр вращения D вала. Вокруг профиля обведена штриховая окружность наружного радиуса RA. Отверстие в корпусе представлено концентричной ей окружностью, имеющей увеличенный в сравнении с наружным радиусом на величину люфта (зазора) S радиусом RG. (RG=RA+S) Профиль шнека на фиг.2а состоит из двух дуг окружности, которые переходят друг в друга без перегиба. Координаты дуг окружностей приведены на фиг.2а. Центр M1 окружности 1 лежит на горизонтали, проходящей через центр вращения, а центр M1, окружности 1' - на вертикали, проходящей через центр вращения (M1y=0; M1'x=0). Переход от окружности 1 к окружности 1' происходит в точке РFP, где обеих окружностей касается прямая FP.
Конструирование показанного участка профиля возможно с помощью следующих шагов:
- задание точки РА на расстоянии от центра вращения D шнекового элемента, которое соответствует наружному радиусу RA шнекового элемента,
- задание точки PI на расстоянии от центра вращения D шнекового элемента, которое соответствует внутреннему радиусу RI шнекового элемента, причем точка PI лежит на прямой DPI, проходящей через точку D, каковая прямая пересекается с прямой DPA, проходящей через точки РA и D, образуя угол 360°/(2·Z),
- задание прямой FP на расстоянии от центра вращения D, которое соответствует половине межосевого расстояния А, а наклон ее (в радианах) составляет -1/tan(π/(2·Z)).
- задание точки пересечения касательной ТA в точке РA на наружной окружности с радиусом RA, описанной вокруг центра вращения D, с прямой FP и задание точки РFP на прямой FP, которая находится на том же расстоянии от этой точки пересечения, что и РA, а от центра вращения - на меньшем расстоянии, чем таковое, соответствующее радиусу RA,
- задание центра M1, лежащего на пересечении перпендикуляра, опущенного на прямую FP из точки РFP, с прямой DPA,
- задание центра M1', лежащего на пересечении перпендикуляра, опущенного на прямую FP из точки РFP, с прямой DPI,
- Проведение дуги окружности 1 вокруг центра M1 между точками РА и РFP,
- Проведение дуги окружности 1' вокруг центра M1' между точками PI и PFP,
На фиг.2b в качестве примера показан участок профиля двухходового шнекового элемента, применяемого согласно изобретению, состоящий из трех дуг окружностей. Точка D обозначает центр вращения шнекового элемента (создающего шнекового элемента). На расстоянии А от центра вращения D находится центр вращения соответствующего (создаваемого) шнекового элемента. Вокруг центра вращения D описана окружность (внутренняя окружность) с внутренним радиусом RI и окружность (наружная окружность) с наружным радиусом RA шнекового элемента. Внутренняя и наружная окружности формируют кольцо. Все точки участка профиля, а также получающийся из него цельного профиля шнекового элемента, применяемого согласно изобретению, располагаются на этом кольце. Точка РA обозначает начало первой дуги окружности 1 с радиусом R1 и центром M1, располагающимся на отрезке D-РA. Точка РA располагается на наружной окружности. Точка PI обозначает начало дуги окружности 3 с радиусом R3=А-R1. Центр ее М3 лежит на соединительном отрезке D-PI. Между дугой окружности 1 и дугой окружности 3 размещается (с возможностью непрерывного дифференцирования) дуга окружности 2 с радиусом R2=А/2. Центр ее М2 располагается на расстоянии (A/2)-R1 от точки P1 и на расстоянии R3-А/2 от точки М3. Путем последовательного отражения показанного участка профиля относительно прямой, проходящей через точки D и РA, и относительно прямой, проходящей через точки D и PI, можно сконструировать весь профиль шнекового элемента, применяемого согласно изобретению (создающего шнекового элемента). Профиль соответствующего шнекового элемента (создаваемого шнекового элемента) в этом случае получается просто при повороте создающего шнекового элемента вокруг центра вращения D на угол 90°.
На фиг.2 с показан пример шнековых элементов, применяемых согласно изобретению, в котором участки профиля, обозначенные штриховыми линиями, и участки профиля, обозначенные сплошными линиями, не перекрывают друг друга при отражении относительно осей. Вместо этого профили обладают точечной (центральной) симметрией с центром в центре вращения.
Особая форма исполнения шнековых элементов, применяемых согласно изобретению, представлена в качестве примера на фиг.3. Она отличается тем, что отверстия в корпусе выполнены с радиусом, превышающим наружный радиус профилей шнека, а профили шнека попарно сдвинуты относительно центров отверстий в корпусе, но при этом центры вращения (представленные малыми окружностями) в центре отверстий в корпусе остаются неизменны. Это неожиданным образом обеспечивает дополнительное существенное снижение энергоподачи. Шнековые элементы с таким эксцентрическим вращением можно произвольно сдвигать внутри отверстия в корпусе. На фиг.3 изображен случай, достойный особого внимания, когда оба профиля параллельно сдвинуты на одну и ту же величину в направлении прямой, проходящей через оба центра вращения, а также поперечно ей, пока они не коснутся контура корпуса. Это обеспечивает взаимное точное очищение шнеками друг друга скоблением, но по корпусу очистку осуществляет в каждом случае только один из двух гребней шнека каждого вала. Это расположение отличается полной очисткой всех поверхностей при одновременном снижении энергоподачи.
До сих пор рассмотрены только шнековые профили с точной очисткой скоблением. В машинах, изготовленных для промышленности, необходимо, однако, отступить от геометрических параметров точной очистки скоблением постольку, поскольку сохраняются точно заданные зазоры при очистке. Это необходимо, чтобы избежать "задиров" металла, чтобы уравновесить допуски при изготовлении и чтобы избежать избыточного рассеивания энергии в зазорах. Тактика создания равномерных зазоров может быть различной. Больше всего распространено формирование зазоров, эквидистантных в продольном сечении через машину. Способ работы при изготовлении соответствующих профилей шнеков приведен в [1], начиная со страницы 103.
Правила создания профилей шнеков с заданными зазорами можно применить к шнековым элементам, применяемым согласно изобретению.
На фиг.4 приведены примеры профилей шнековых элементов, применяемых согласно изобретению, с зазорами (люфтами). На фиг.4а зазор S при очистке шнеков друг другом выбран той же величины, что и зазор D при очистке корпуса. На фиг.4b зазор S меньше, чем D, а на фиг.4 с и 4d наоборот, D меньше, чем S.
С помощью фиг.5 показано, что эксцентрические профили, применяемые согласно изобретению, можно также получать, конструируя профиль шнека с зазорами, а затем сдвигая профили в пределах зазоров. Профили иллюстраций 5 a-d идентичны профилям иллюстрации 4d. На фиг.5а сдвиг относительно прямой, проходящей через центры вращения шнековых элементов, осуществляется под углом 0°, на фиг.5b - под углом 30°, на фиг.5 с - под углом 60°, а на фиг.5d - под углом 90°.
На фиг.5 показаны примеры сдвига обоих валов с одинаковым вектором. В принципе, однако, возможно также, чтобы векторы сдвига обоих валов в пределах зазоров отличались друг от друга. В этом случае получают профили, зазор которых при очистке изменяется по мере вращения валов.
Известно, что транспортировочный эффект пары профилей обусловлен тем, что профили постоянно поворачиваются со смещением в осевом направлении подобно винту. Так получается транспортировочный червяк, пример которого представлен на фиг.6а.
Месильные элементы, эффективность диспергирования у которых повышена по сравнению с транспортировочным червяком, получают, размещая призматические диски самоочищающихся профилей на оси с поворотом на определенный угол. Пример месильного элемента с семью месильными дисками, размещенными на оси со сдвигом на угол 30°, приведен на фиг.6b.
На фигурах 1-6 рассмотрены исключительно двухходовые шнековые элементы. Те же самые принципы, однако, применимы к шнековым элементам с тремя и более ходами. На фиг.7 показано сечение двух трехходовых шнековых элементов нынешнего технического уровня (см., например, [1] с.103). Трехходовой профиль на фиг.7 состоит из трех симметричных участков. На переходах между участками возникают перегибы, и у профиля получается гребень шнека (в качестве примера помечен стрелкой 7-1). В этом случае профиль вращается на меньшем расстоянии от корпуса и оказывает на расплав полимера чисто сдвиговое воздействие с описанными недостатками.
На фиг.8, напротив, показан участок профиля трехходового шнекового элемента, применяемого согласно изобретению. Поскольку профиль обладает осевой симметрией относительно трех прямых (S1, S2, S3), располагающихся под углом 60° друг к другу и проходящих через начало координат, показан только сектор размером 60°. Весь профиль получают последовательным отражением представленной кривой профиля относительно прямых S1, S2 и S3. На показанном участке между прямыми S1 и S3 кривая профиля сформирована двумя дугами окружности. Для шнека получается конвергентно-дивергентный канал, который по всей его образующей оказывает на смешиваемый материал комбинированное воздействие - тангенциальным и растягивающим потоком. Переход по касательной между формирующими профиль окружностями 1 и 1' происходит в том месте, где профиль касается прямой FP. В случае трехходовых профилей прямая FP проходит на расстоянии от центра вращения, равном половине межосевого, и с наклоном -1,73. Конструкцию, показанную на фиг.8, можно использовать аналогично для всех значений отношения наружного радиуса шнека к межосевому расстоянию в пределах от 0,5 до 0,577.
Для трехходовых профилей возможна конструкция с эксцентрическим вращением. Такие профили шнеков показаны на фиг.9a-d. Процедура аналогична процедуре, используемой для двухходовых профилей. Наружный радиус профиля уменьшают относительно радиуса корпуса, а профили попарно сдвигают, причем центральное положение центра вращения относительно корпуса сохраняется. Особый интерес представляют профили шнеков, позволяющие шнекам взаимно полностью очищать друг друга скоблением, а корпус при этом очищается только одним гребнем. На фиг.9а показано создание такого профиля, при котором профиль сдвигают горизонтально вправо, пока правый гребень шнека не соприкоснется с контуром корпуса. При таком расположении получаются симметричные ходы шнека между профилем и корпусом. Другие варианты расположения, при которых корпус очищается одним из трех гребней шнека, получают при сдвиге профилей под углом 20° (фиг.9b) или 40° к прямой, проходящей через центры вращения (фиг.9с). У этих профилей образующийся ход шнека асимметричен. При увеличении сдвига получаются участки более интенсивного (на фигурах 9b и 9с вверху) и менее интенсивного сдвига (на фигурах 9b и 9с внизу). При смещении профиля под углом 60° к прямой, которая проходит через центры вращения (фиг.9d), можно создать схему, при которой корпус очищают два из трех гребней. Здесь асимметрия выражена сильнее всего. Имеются два участка с очень большой сдвиговой нагрузкой (на фиг.9d вверху) и один участок с малой сдвиговой нагрузкой (на фиг.9d внизу). Таким образом, подлежащая обработке масса подвергается резко меняющимся нагрузкам, что способствует диспергированию.
Создание зазоров при взаимной очистке профилей и при очистке корпуса осуществляют в полном соответствии со способом работы, описанным для двухходовых профилей.
Трехходовые профили можно согласно изобретению применять в качестве непрерывного транспортировочного червяка, как это показано на фиг.10а, или в качестве месильных дисков согласно фиг.10b.
Четырехходовые профили шнека с освой симметрией полностью заданы участком профиля шнека размером 45°. На фиг.11 показан участок применяемого согласно изобретению профиля четырехходового шнекового элемента с осевой симметрией, образованного объединением двух сегментов круга. Конструирование выполняют аналогично для всех значений отношения наружного радиуса шнека к межосевому расстоянию в пределах от 0,5 до 0,541.
Создание эксцентрических профилей и создание зазоров при очистке осуществляют подобно таковому в случаях двухходовых и трехходовых профилей, и здесь оно не показано.
Четырехходовые профили можно применять в качестве непрерывного транспортировочного червяка, как это показано на фиг.12а, или в качестве месильных дисков согласно фиг.12b.
Профили, применяемые согласно изобретению и имеющие более четырех витков, можно изготовить аналогичным образом. Точно так же можно аналогично изменять ширину зазоров и создавать эксцентриковые профили.
На фиг.13а схематически показан пример пары применяемых согласно изобретению шнековых элементов в сечении. Создающий профиль шнека представлен левым профилем шнека. Создаваемый профиль шнека представлен правым профилем шнека. Оба профиля шнека состоят из 16 дуг окружностей. Дуги окружностей создающего и создаваемого профиля шнека обозначены толстыми сплошными линиями, пронумерованными надлежащим образом. Центры дуг окружности изображены маленькими кружками. Центры дуг окружностей соединены тонкими сплошными линиями как с начальной, так и с конечной точкой соответствующей дуги окружности (ограничительные линии) Наружный радиус шнека одинаков для создающего и создаваемого профиля шнека. В области корпуса шнека наружный радиус шнека представлен тонкой штриховой линией, а в области промежутка - тонкой пунктирной линией. Из-за большого количества дуг окружности и ввиду изготовления фигур с помощью компьютерной программы может случиться, что номера отдельных дуг окружности накладываются на ограничительные линии и поэтому плохо читаются. Несмотря на то, что отдельные номера отчасти плохо видны, конструкция профиля все же ясна в контексте настоящего описания и координат, приведенных на фигуре 13b.
Пара профилей шнеков, применяемых согласно изобретению, показанная на фиг.13а, обладает точечной, но не осевой симметрией. Прямая FP (показанная пунктиром) касательной не является. Такой шнековый элемент обеспечивает значительную свободу для диспергирования, поскольку участки до и после гребней, имеющие решающее значение для эффективности диспергирования, можно сформировать в точном соответствии с задачей, не будучи связанным геометрическими ограничениями, обусловленными прямой FP. На фиг.13b для всех дуг окружности фиг.13а показаны координаты х и y (Мх и My) центров, радиусы R и углы α. Угловые величины приведены в радианах, все остальные размеры нормированы на межосевое расстояние (отнесены к нему) и поэтому безразмерны.
Пластические массы, которые можно с высокой эффективностью и одновременно при щадящем отношении к продукту экструдировать согласно изобретению, - это, например, суспензии, пасты, стекло, керамические массы, металлы в форме расплава, пластмассы, расплавы пластмасс, растворы полимеров, эластомерные и каучуковые массы.
Предпочтительно применять пластмассы и растворы полимеров, особо предпочтительно - термопластические полимеры. В качестве термопластического полимера предпочтительно применять по меньшей мере один полимер из следующей группы: поликарбонат, полиамид, сложный полиэфир, в особенности полибутилентерефталат и полиэтилентерефталат, полилактиды, простой полиэфир, термопластический полиуретан, полиацеталь, фторополимер, в особенности поливинилиденфторид, полиэфирсульфоны, полиолефин, в особенности полиэтилен и полипропилен, полиимид, полиакрилат, в особенности поли(метил)метакрилат, полифениленоксид, полифениленсульфид, полиэфиркетон, полиарилэфиркетон, полимеризаты стирола, в частности полистирол, сополимеры стирола, в особенности сополимер стирола и акрилонитрила, блок-сополимеры акрилонитрила, бутадиена и стирола и поливинилхлорид. Равным же образом предпочтительно применяют так называемые "бленды" (смеси) приведенных пластмасс, под каковым термином специалист подразумевает сочетание двух или более пластмасс. Особо предпочтительны поликарбонат и смеси, содержащие поликарбонат, крайне предпочтителен поликарбонат, например, полученный методом с границей раздела фаз или методом переэтерификации в расплаве.
Прочие предпочтительные применяемые материалы - это каучуки. В качестве каучука предпочтительно применяют по меньшей мере один из материалов, принадлежащий к группе, которую образуют стирол-бутадиеновый каучук, натуральный каучук, бутадиеновый каучук, изопреновый каучук, этилен-пропилен-диеновый каучук, этилен-пропиленовый каучук, бутадиен-акрилонитриловый каучук, гидрированный нитриловый каучук, бутиловый каучук, галобутиловый каучук, хлоропреновый каучук, этилен-винилацетатный каучук, полиуретановый каучук, термопластический полиуретан, гуттаперча, арилатный каучук, фторный каучук, силиконовый каучук, сульфидный каучук, хлорсульфонил-полиэтиленовый каучук. Разумеется, возможно также сочетание двух или более из приведенных каучуков или сочетание одного или более каучука с одной или несколькими пластмассами.
Эти термопласты и эластомеры можно применять в чистом виде или в виде смесей с наполнителями и армирующими веществами, в частности, стекловолокном, в виде смесей друг с другом или с другими полимерами или в виде смесей с обычными добавками к полимерам.
В предпочтительной форме исполнения к пластическим массам, в особенности к расплавам полимеров и смесям полимерных расплавов добавляют присадки. Их можно вводить вместе с полимером в экструдер в виде твердых веществ, жидкостей или растворов, либо же по меньшей мере часть добавок (присадок) или все добавки вводят в экструдер через боковой поток.
Добавки могут придавать полимеру разнообразные свойства. Это могут быть, например, красители, пигменты, средства, способствующие обработке, наполнители, антиоксиданты, армирующие вещества, поглотители УФ-излучения и светостабилизаторы, деактиваторы металлов, уловители пероксидов, основные стабилизаторы, затравки, бензофураны и индолиноны, действующие в качестве стабилизаторов и антиоксидантов, средства, способствующие отделению от формы, добавки, препятствующие горению, антистатические средства, средства окрашивания и стабилизаторы расплавов. Примерами их являются сажа, стекловолокно, глина, слюда, графитные волокна, диоксид титана, углеродные волокна, углеродные нанотрубочки, ионные жидкости и натуральные волокна.
Преимущества, получаемые при использовании способа для различных полимеров, различны в зависимости от вида экструзионного процесса и вида пластической массы.
Если при экструзии полиэтилена и сополимеров полиэтилена температура слишком высока, то возрастают молекулярная масса, степень разветвления и поперечной сшивки. Кроме того, полиэтилен и сополимеры полиэтилена реагируют с кислородом воздуха в известном специалисту цикле автоокисления ([2] Hepperle.J.: Schädigungsmechanismen bei Polymeren. Polymeraufbereitung 2002, VDI-K, VDI-Verlag GmbH, [3] Zweifel, H.: Stabilization of Polymeric Materials. Berlin, Springer,Ml997, [4] Schwarzenbach, K. et al.: Antioxidants., в книге Zweifel, H. (Hrsg.): Plastics Additives Handbook. München, Hanser2001, [5] Cheng, H.N., Schilling, F.C., Bovey, F.A.: 13C Nuclear Magnetic Resonance Observation of the Oxidation of Polyethylene, Macromolecules 9 (1976) S. 363-365) с формированием интенсивно пахнущих и поэтому помехообразующих низкомолекулярных компонентов, как, например, кетонов, альдегидов, карбоновых кислот и спиртов.
При экструзии сополимеров на основе полиэтилена и винилацетата в случае слишком высокой температуры дополнительно образуется интенсивно пахнущая и вызывающая коррозию уксусная кислота.
Если при экструзии полипропилена и сополимеров полипропилена температура слишком высока, то возрастает молекулярная масса. Кроме того, полипропилен и сополимеры полипропилена реагируют с кислородом воздуха в цикле автоокисления с формированием интенсивно пахнущих и поэтому помехообразующих низкомолекулярных компонентов, как, например, кетонов, альдегидов, карбоновых кислот и спиртов.
При экструзии поливинилхлорида в случае слишком высокой температуры поливинилхлорид выделяет вызывающий коррозию газообразный хлороводород, причем соляная кислота в свою очередь катализирует дальнейшее отщепление самой же соляной кислоты.
При экструзии полистирола в случае чрезмерно высокой температуры образуются вредный для здоровья стирол, а также димеры и тримеры стирола, причем молекулярная масса снижается, и соответствующим образом ухудшаются механические свойства.
При экструзии сополимера полистирола и акрилонитрила (САН) продукт в случае термической нагрузки склоняется к пожелтению, что ведет к снижению прозрачности, образуются канцерогенный мономер акрилонитрил, а также стирол, при этом молекулярная масса снижается, и соответствующим образом ухудшаются механические свойства.
При экструзии ароматических поликарбонатов продукт в случае избыточной термической нагрузки, в частности, под влиянием кислорода, склоняется к пожелтению, что приводит к ухудшению прозрачности, и демонстрирует снижение молекулярной массы, особенно под влиянием воды. Кроме того, при повышенной температуре отщепляются мономеры, например, бисфенол А.
При экструзии сложных эфиров, как, например, полиэтилентерефталата, полибутилентерефталата и политриметилентерефталата или полилактидов, в случае слишком высокой температуры и влияния воды наблюдаются снижение молекулярной массы и сдвиг концевых групп в молекуле. Проблему это представляет собой прежде всего при вторичной утилизации полиэтилентерефталата. При высокой температуре от полиэтилентерефталата отщепляется уксусный альдегид, что может, например, приводить к изменениям во вкусе содержимого бутылок для напитков.
При экструзии термопластов, модифицированных по ударной вязкости с помощью диеновых каучуков, в частности, с помощью бутадиенового каучука, в особенности при экструзии полистиролов модифицированного по ударной вязкости типа (HIPS) и модифицированного по ударной вязкости САН (акрилонитрил-бутадиен-стирола, АБС) в случае слишком высокой температуры отщепляются канцерогенный бутадиен, а также ядовитый винилциклогексен. Кроме того, в диеновом каучуке формируются поперечные сшивки, так что ухудшаются механические свойства продукта.
При экструзии полиоксиметилена в случае слишком высокой температуры отщепляется ядовитый формальдегид.
При экструзии полиамидов, как то: полиамида 6, полиамида 6,6, полиамида 4,6, полиамида 11 и полиамида 12 слишком высокая температура приводит к окрашиванию продукта и к снижению молекулярной массы и отделению мономеров и димеров, и, следовательно, к ухудшению механических качеств, прежде всего в присутствии воды.
При экструзии термопластических полиуретанов слишком высокая температура приводит к изменению структуры молекул из-за переуретанизации, а в присутствии воды - к снижению молекулярной массы. Оба процесса нежелательным образом влияют на свойства термопластического полиуретана.
При экструзии полиметилметакрилата в случае избыточной термической нагрузки отщепляется метилметакрилат со снижением молекулярной массы, что вызывает неприятный запах и ухудшение механических свойств.
При экструзии полифениленсульфида слишком высокая температура вызывает отщепление содержащих серу органических и неорганических соединений, имеющих неприятный запах и способных вызвать коррозию в экструзионных инструментах. Кроме того, при этом образуются низкомолекулярные олигомеры и мономеры, и снижается молекулярная масса, что ухудшает механические свойства полифениленсульфида.
При экструзии полифениленсульфона в случае слишком высокой температуры отщепляются органические соединения, прежде всего в присутствии воды. Также уменьшается молекулярная масса, из-за чего ухудшаются механические свойства.
При экструзии полифениленэфира в случае избыточной температуры отщепляются низкомолекулярные органические соединения, при этом снижаете молекулярная масса. Это ведет к ухудшению механических свойств продукта.
При экструзии бутадиеновых каучуков, как, например, полибутадиена (BR), натурального каучука (NR) и синтетического полиизопрена (IR), бутилового каучука (IIR), хлорбутилового каучука (CIIR), бромбутилового каучука (BIIR), стирол-бутадиенового каучука (SBR), полихлоропрена (CR), бутадиен-акрилонитрилового каучука (NBR), частично гидрированного будадиен-акрилонитрилового каучука (HNBR), а также сополимеров этилена, пропилена и диенов (EPDM) в случае слишком высокой температуры из-за поперечной сшивки формируется гель, что приводит к ухудшению механических свойств изготовленных из него деталей. В хлорбутиловом и бромбутиловом каучуках при повышенной температуре возможно отщепление вызывающих коррозию газов хлороводорода или бромоводорода, соответственно, которые в свою очередь опять же катализируют дальнейшее разложение полимера.
При экструзии смесей каучуков, содержащих вулканизаторы, как, например, серу или пероксиды, из-за слишком высокой температуры подвергаются преждевременной вулканизации. Из-за этого из этих смесей каучуков уже нельзя ничего изготовить.
При экструзии смесей одного или нескольких полимеров в случае слишком высоких температур проявляются недостатки экструзии каждого отдельного полимера.
Шаг дегазации полимеров при их изготовлении осуществляют на так называемых дегазирующих экструдерах. Дегазирующие экструдеры, в принципе, известны специалисту и описаны, например, в [1]. Для дегазирующих экструдеров характерны так называемые купола дегазации. Это корпуса с отверстиями, через которые могут отходить образующиеся пары. Известно, что возможна эксплуатация различных дегазирующих колпаков (куполов) при различных давлениях, если между этими куполами имеется «запруда» из продукта, так что между зонами различного давления формируется уплотняющее разделение.
Шнековые элементы, применяемые согласно изобретению, предпочтительно использовать в частично заполненных зонах, а особо предпочтительно - в зонах дегазации.
Дегазирующий экструдер, применяемый согласно изобретению, можно заполнять продуктом различным образом, в зависимости от состояния, в котором получают полимер. В предпочтительном варианте в экструдер подают жидкую фазу, которая помимо полимера может содержать еще и растворитель и, возможно, остаточные мономеры. Состояние, в котором получают полимер после реакции и, при необходимости, предварительного выпаривания, известно специалисту. Примеры их следующие:
- полистирол с остаточным стиролом и, возможно, этилбензолом, толуолом, ксилолом, бутаноном или другим растворителем
- сополимер стирола и акрилонитрила с остаточным стиролом, остаточным акрилонитрилом и, возможно, этилбензолом, толуолом, ксилолом, бутаноном или другим растворителем
- линейный полиэтилен низкой или высокой плотности, разветвленный полиэтилен с растворителем, как то: гексаном, техническим гексаном, пропаном, изобутаном и мономерами, например, пропиленом, бутеном-1, гексеном-1, 4-метилпентеном-1, октеном-1 (процессы с суспензиями - это: процесс СХ фирмы Mitsui Chemicals (гексан), процесс Hostalen фирмы Basell (гексан), Chevron Philips USA (изобутан), процесс Borstar фирмы Borealis (пропан), Бельгия, и DSM используют гексан в процессе с растворителем), подробности приведены в [6] (Comparative Analysis of Various Polyethylene Production Technologies, Chem. And Petroleum Eng. Vol.44, Nos. 7-8, 2008)
- поликарбонат с растворителем, например хлорбензолом и метиленхлоридом,
- полиметилметакрилат с мономером, т.е. метакрилатом.
В предпочтительном варианте в дегазирующий экструдер с жидкой подачей продукт подают с так называемой обратной дегазацией. В этом случае раствор полимера, при необходимости предварительно нагретый, вводят в двухшнековый экструдер и вспенивают в нем. Затем газы отводят по виткам двухшнекового экструдера назад к куполу дегазации. Вообще, такая обратная дегазация относится к нынешнему техническому уровню и описана, например, в [1] на стр.193-195. Концентрация поликарбоната в растворе составляет в этом случае от 55 масс.% до 95 масс.%, особо предпочтительно - от 65 масс.% до 90 масс.%.
В предпочтительном варианте подачи продукта в дегазирующий экструдер с жидкостью на входе в экструдер происходит мгновенное испарение. Предпочтительно мгновенное испарение непосредственно над экструдером, так, чтобы частично дегазированный расплав падал прямо на шнековые валы. Пары, образующиеся при выпаривании, предпочтительно отводят из бака-сепаратора, также, расположенного над экструдером, с помощью одного или нескольких паропроводов. Температура раствора полимера находится предпочтительно в пределах от 180°С до 300°С, особо предпочтительно - от 200°С до 250°С. Мгновенное выпаривание предпочтительно проводят в диапазоне давления от 0,3 бар до 6 бар (абс.), особо предпочтительно - от 0,5 бар до 2 бар (абс.)
Еще в одном предпочтительном варианте подачи продукта в дегазирующий экструдер с жидкостью этот процесс имеет место в теплообменнике в виде пучка труб на входе в экструдер, расположенном над его валами, так что выходящий из труб частично дегазированный раствор полимера может падать непосредственно на валы. Между выходом из теплообменника в виде пучка труб и валами экструдера располагается еще один бак-сепаратор, в котором пары и раствор полимера отделяют друг от друга, и который имеет по меньшей мере один выход для паров. Раствор полимера вводят через входное отверстие в верхнем конце испарителя в опускной трубе, а через распределительное днище подают во множество труб, которые обогреваются снаружи. Обогрев предпочтительно проводить с помощью конденсирующегося водяного пара, конденсирующегося органического теплоносителя или жидкого органического теплоносителя. Через внутреннюю поверхность труб тепловая энергия для испарения растворителя поступает в расплав поликарбоната. При этом компонент-растворитель испаряется и образует двухфазную газо-жидкостную смесь. Таким образом удается избежать перегрева полимерного расплава. Отходящий парообразный растворитель обеспечивает постоянное перемешивание полимерного расплава и обновление его поверхности, что означает эффективное повышение его концентрации. Благодаря этому в испарительный экструдер подается расплав поликарбоната значительно более высокой концентрации, так что как энергоподача, так и длительность пребывания поликарбонатного расплава в экструдере можно уменьшить, обеспечивая при этом ту же или даже более высокую степень дегазации поликарбонатного расплава. Предпочтительно, чтобы на входе в теплообменник в виде пучка труб концентрация раствора полимера составляла от 50 до 80 вес.%. Температура обогрева труб составляет от 240°С до 360°С, предпочтительно - от 250°С до 340°С, а крайне предпочтительно - от 260°С до 300°С. На входе в экструдер концентрация полимера составляет от 80 до 99 вес.%, предпочтительно - от 90 до 99 вес.%. Давление в баке-сепараторе предпочтительно составляет от 0,3 бар до 6 бар (абс.), особо предпочтительно - от 0,5 бар до 2 бар (абс.)
Еще один предпочтительны вариант подачи продукта в дегазирующий экструдер с жидкостью состоит в использовании вспенивающего испарителя, описанного для поликарбоната, например, в европейском патенте ЕР 1740638. Вспенивающий испаритель может состоять, например, из пучка труб или из пластины с соплами. Из отверстий вспенивающего испарителя выступает пена полимерного расплава, и растворитель покидает ее, сохраняется лишь незначительное остаточное содержание.
Этот вспенивающий испаритель предпочтительно располагают над валами экструдера так, что выступающий из труб раствор полимера может стекать прямо на валы. Между выходом из теплообменника в виде пучка труб и валами экструдера располагается еще один бак-сепаратор, в котором пары и раствор полимера отделяют друг от друга, и который имеет по меньшей мере один выход для паров.
Особо предпочтительно использовать в качестве раствора полимера раствор поликарбоната.
В этом случае концентрация раствора поликарбоната на входе во вспенивающий испаритель составляет от 90 вес.% до 99,95 вес.%. В качестве опции в раствор поликарбоната также добавляют вспенивающий агент, например, азот, СО2. Давление паров вспенивающего агента совместно с остаточным растворителем составляет от 0,1 до 100 бар, предпочтительно - от 0,5 до 60 бар, а особо предпочтительно - от 1 до 40 бар. Проходя через отверстия вспенивающего испарителя, раствор полимера разделяется на отдельные потоки под давлением от 0,1 до 20 мбар. Температура раствора полимера составляет от 250°С до 340°С. Давление в баке-сепараторе предпочтительно находится на уровне от 0,1 до 20 мбар.
На фиг.14 показана предпочтительная форма исполнения, когда шнековые элементы применяют в дегазирующем экструдере. В зоне А через трубу мгновенного выпаривания 1 в экструдер подают раствор поликарбоната. Пары отделяют от раствора поликарбоната в баке дегазации 2. Зоны С, Е, G J и L - это зоны дегазации. Высвобождающиеся там пары отводят через купола дегазации 3. Зоны В, D, F и Н - это зоны отстоя, в которых с помощью «запруживающего» элемента создают пробку из продукта, позволяющую формировать различное давление в соседствующих друг с другом зонах. В зоне К дополнительно вводят селективный вытеснитель, чтобы повысить эффективность дегазации в зоне L. В зоне М полимер смешивают с боковым потоком, содержащим присадки, и повышают давление для фильтрования и работы в соплах, расположенных следом за экструдером.
На фиг.15 показана другая предпочтительная форма исполнения, когда шнековые элементы применяют в дегазирующем экструдере. В зоне А через вертикальный предварительный нагреватель 1 в экструдер подают раствор поликарбоната. Пары отделяют от раствора поликарбоната в баке дегазации 2. Зоны С, Е, G J и L - это зоны дегазации. Высвобождающиеся там пары отводят через купола дегазации 3. Зоны В, D, F и Н - это зоны отстоя, в которых с помощью «запруживающего» элемента создают пробку из продукта, позволяющую формировать различное давление в соседствующих друг с другом зонах. В зоне К дополнительно вводят селективный вытеснитель, чтобы повысить эффективность дегазации в зоне L. В зоне М полимер смешивают с боковым потоком, содержащим присадки, и повышают давление для фильтрования и работы в соплах, расположенных следом за экструдером.
На фиг.16 показана еще одна предпочтительная форма исполнения, когда шнековые элементы применяют в дегазирующем экструдере со вспенивающим испарителем на входе. В зоне А через вспенивающий испаритель 1 в экструдер подают раствор поликарбоната. Пары отделяют от раствора поликарбоната в сепараторе 2. В зонах В, D, F и Н добавляют и диспергируют селективный вытеснитель. В зонах С, Е, F, G и J от полимера отделяют летучие компоненты. В зоне К полимер смешивают с боковым потоком, содержащим присадки, а при необходимости - с другим полимером, и повышают давление для фильтрования и работы в соплах, расположенных следом за экструдером.
Двухвальный или многовальный экструдер, оснащенный шнековыми элементами, при изготовлении полимеров можно также загружать частицами. В этом случае экструдер согласно изобретению служит прежде всего для расплавления, конфекционирования и смешения с присадками. Состояния, в которых получают полимер после реакции и, при необходимости, предварительного выпаривания или осаждения, известны специалисту. Примеры их следующие:
- полипропилен, когда полимер получают в форме порошка после последней реакции;
- полиэтилен высокой плотности из процесса в газовой фазе или процесса с пульпой;
- эмульсионные полимеризаты, как, например, акрилонитрил-бутадиен-стирол после осаждения и, при необходимости, сушки.
При дополнительной обработке двухвальный или многовальный экструдер, оснащенный шнековыми элементами, особо удобно использовать в задачах с дегазацией. При этом особые выгоды получаются при прямой обработке вторичного сырья (полиэтилентерефталата), материала для бутылок, в каковом случае дегазация происходит при минимальной температурной нагрузке.
Особо предпочтительно использовать способ согласно изобретению при изготовлении и компаундировании поликарбоната. В этом случае он обладает преимуществами в первую очередь в смысле цвета поликарбоната, каковой цвет у неокрашенного поликарбоната измеряют с помощью индекса желтизны (YI). При этом особо предпочтительно использовать шнековые элементы, применяемые согласно изобретению, в зоне дегазации.
Дифенолы, пригодные для изготовления поликарбоната посредством способа согласно изобретению, многократно описаны в известном уровне техники.
Надлежащие дифенолы - это, например, гидрохинон, резорцин, дигидроксидифенил, бис-(гидроксифенил)-алканы, бис-(гидроксифенил)-циклоалканы, бис-(гидроксифенил)-сульфиды, бис-(гидроксифенил)-эфиры, бис-(гидроксифенил)-кетоны, бис-(гидроксифенил)-сульфоны, бис-(гидроксифенил)-сульфоксиды, α,α'-бис-(гидроксифенил)- диизопропилбензолы, а также их алкилированные, ядерно-алкилированные и ядерно-галогенированные соединения.
Предпочтительные дифенолы - это 4,4'-дигидроксидифенил, 2,2-бис-(4-гидроксифенил)-1-фенил-пропан, 1,1-бис-(4-гидроксифенил)-фенил-этан, 2,2-бис-(4-гидроксифенил)пропан, 2,4-бис-(4-гидроксифенил)-2-метилбутан, 1,3-бис-[2-(4-гидроксифенил)-2-пропил]бензол (бисфенол М), 2,2-бис-(3-метил-4-гидроксифенил)-пропан, бис-(3,5-диметил-4-гидроксифенил)-метан, 2,2-бис-(3,5-диметил-4-гидроксифенил)-пропан, бис-(3,5-диметил-4-гидроксифенил)-сульфон, 2,4-бис-(3,5-диметил-4-гидроксифенил)-2-метилбутан, 1,3-бис-[2-(3,5-диметил-4-гидроксифенил)-2- пропил]бензол и 1,1-бис-(4-гидроксифенил)-3,3,5-триметилциклогексан (бисфенол ТМС).
Особо предпочтительные дифенолы - это 4,4'- дигидроксидифенил, 1,1-бис-(4-гидроксифенил)-фенил-этан, 2,2-бис-(4-гидроксифенил)-пропан, 2,2-бис-(3,5-диметил-4-гидроксифенил)-пропан, 1,1-бис-(4-гидроксифенил)-циклогексан и 1,1-бис-(4-гидроксифенил)-3,3,5-триметилциклогексан (бисфенол ТМС).
В случае гомополикарбонатов применяют только один дифенол, а в случае сополикарбонатов применяют несколько дифенолов, причем само собой разумеется, что применяемые дифенолы, как и все иные химикаты и вспомогательные вещества, применяемые для синтеза, могут нести загрязнения, обусловленные их собственным синтезом, переработкой и хранением, хотя и желательно работать с сырьевыми материалами максимально возможной чистоты.
Монофункциональные прерыватели цепи, необходимые для задания молекулярного веса, как, например, фенол или алкилфенолы, особенно фенол, пара-трет-бутилфенол, изооктилфенол, кумилфенол, их эфиры хлоругольной кислоты или хлорангидриды монокарбоновых кислот либо же смеси этих прерывателей цепи, добавляют в реакционную смесь либо с бисфенолатом или бисфенолатами, либо же в на любом этапе, пока в реакционной смеси еще присутствуют фосген или концевые группы хлоругольной кислоты, либо же - при использовании в качестве прерывателей цепи хлорангидридов и эфиров хлоругольной кислоты -пока наличествуют достаточно фенольных групп формирующегося полимера. Предпочтительно, однако, добавлять прерыватель или прерыватели цепи после фосгенирования в таком месте или в такой момент, когда фосгена более не имеется, но катализатор еще не был добавлен. В качестве альтернативы возможно также их введение до катализатора, совместно с катализатором или параллельно ему.
Таким же образом при необходимости в синтетическую смесь добавляют разветвители или смеси разветвителей. Обычно, однако, разветвители добавляют до прерывателей цепи. Как правило, используют трисфенолы, кватерфенилы или хлорангидриды трикарбоновых и тетракарбоновых кислот, либо же смеси полифенолов или хлорангидридов. Некоторые из пригодных к применению в качестве разветвителей соединений с тремя или более чем тремя фенольными гидроксильными группами - это, например, флороглюцин, 4,6-диметил-2,4,6-три-(4-гидроксифенил)-гептен-2, 4,6-диметил-2,4,6-три-(4-гидроксифенил)-гептан, 1,3,5-три-(4-гидроксифенил)-бензол, 1,1,1-три-(4-гидроксифенил)-этан, три-(4-гидроксифенил)-фенилметан, 2,2-бис-(4,4-(4-гидроксифенил)-циклогексил]-пропан, 2,4-бис-(4-гидроксифенил-изопропил)-фенол и тетра-(4-гидроксифенил)-метан.
Некоторые из прочих трифункциональных соединений - это 2,4-дигидроксибензойная кислота, тримезиновая кислота, цианурхлорид и 3,3-бис-(3-метил-4-гидроксифенил)-2-оксо-2,3-дигидроиндол.
В качестве разветвителей предпочтительны 3,3-бис-(3-метил-4-гидроксифенил)-2-оксо-2,3-дигидроиндол и 1,1,1-три-(4-гидроксифенил)-этан.
В синтезе поликарбоната с поверхностью раздела фаз предпочтительно используют такие катализаторы, как третичные амины, в частности, триэтиламин, трибутиламин, триоктиламин, N-этилпиперидин, N-метилпиперидин, N-i/n-пропилпиперидин; четвертичные соли аммония, например, гидроксид, хлорид, гидросульфат, тетрафторборат тетрабутиламмония, трибутилбензиламмония или тетраэтиламмония; а также соединения фосфония, соответствующие соединениям аммония. Эти соединения описаны в литературе как типичные катализаторы для процесса с поверхностью раздела фаз, доступны на рынке и известны специалисту. Катализаторы можно вводить во время синтеза по отдельности, в смеси либо независимо друг от друга одновременно или последовательно, при необходимости также и до фосгенирования; предпочтительно, однако, вводить их после внесения фосгена, если только в качестве катализатора не используют ониевое соединение или смесь ониевых соединений. В этом случае предпочтительно добавление катализатора до фосгенирования. Добавлять катализатор или катализаторы можно в чистом виде, в нейтральном растворителе, предпочтительно в том же растворителе, что используют и в синтезе поликарбоната, либо же в виде водного раствора; в случае третичных аминов - в виде солей аммония с кислотами, предпочтительно минеральными, особенно соляной кислотой. При использовании нескольких катализаторов или введении катализатора по частям можно, разумеется, в различных местах или на различных этапах осуществлять добавление различным образом. Общее количество используемого катализатора составляет от 0,001 до 10 мол.% от количества использованных бисфенолов, предпочтительно от 0,01 до 8 мол.%, особо предпочтительно - от 0,05 до 5 мол.%.
Синтез поликарбонатов можно осуществлять непрерывным или прерывистым образом. Поэтому реакция может происходить в котлах с мешалкой, реакторах в виде труб, реакторах с перекачиванием, или в каскадах котлов с мешалками, или же в сочетаниях этих емкостей. При этом следует с помощью уже упомянутых органов перемешивания обеспечить, чтобы разделение водной и органической фаз происходило по возможности лишь тогда, когда реакция в синтез-смеси завершилась, т.е. когда в смеси больше нет способного к омылению хлора из фосгена или эфиров хлоругольной кислоты.
После введения фосгена может оказаться целесообразным некоторое время перемешивать органическую и водную фазы, прежде чем добавлять разветвитель (если только он не добавлен вместе с бисфенолатом), прерыватель цепи и катализатор. Выгодна может оказаться такая пауза после добавления любого компонента. Продолжительность такого дополнительного перемешивания составляет от 10 секунд до 60 минут, предпочтительно - от 30 секунд до 40 минут, особо предпочтительно - 1-15 минут.
Органическая фаза может состоять из одного растворителя или смесей нескольких растворителей. Подходящие растворители - это хлорированные углеводороды (алифатические и/или ароматические), предпочтительно дихлорметан, трихлорэтилен, 1,1,1-трихлорэтан, 1,1,2-трихлорэтан и хлорбензол, а также их смеси. Также можно, однако, применять ароматические углеводороды, как то: бензол, толуол, мета-, пара- или орто-ксилол или ароматические простые эфиры, например, анизол - поодиночке, в смеси с хлорированными углеводородами или в дополнение к ним. В другой форме исполнения синтеза применяют растворители, которые не растворяют поликарбонат, а только вызывают его набухание. Поэтому в сочетании с растворителями можно применять также вещества, не являющиеся растворителями поликарбоната. При этом в качестве растворителей можно использовать и растворители, которые сами растворяются в водной фазе, как, например, тетрагидрофуран, 1,3/1,4-диоксан или 1,3-диоксолан, если партнер-растворитель формирует вторую органическую фазу.
Реакционную смесь, состоящую по меньшей мере из двух фаз, прошедшую реакцию и содержащую самое большее следовые количества (<2 ppm) эфиров хлоругольной кислоты, оставляют отстаиваться для разделения фаз. Щелочную водную фазу полностью или частично возвращают в синтез поликарбоната как водную фазу либо же подают на очистку сточных вод, где отделяют растворитель и катализатор и возвращают их. В другом варианте переработки после отделения органических загрязнений, в особенности растворителей и остатков полимеров, а при необходимости - после доведения рН до определенного значения, например, добавлением едкого натра, отделяют соль, которую, например, можно направить на электролиз хлоридов щелочных металлов, а водную фазу при необходимости снова направляют на синтез.
Органическую фазу, содержащую поликарбонат, можно на этом этапе очистить от всех загрязнений - щелочи, ионов или катализатора. Даже и после одного или более процессов разделения органическая фаза содержит определенные количества щелочной водной фазы в мелких каплях, а также катализатор, как правило - третичный амин. Процедуры разделения (осаждения) можно также поддержать, пропуская органическую фазу через баки осаждения, котлы с мешалками, осаждающие резервуары или сепараторы либо же сочетания этих приборов, причем на всех или на некоторых этапах разделения, при необходимости - используя активные или пассивные средства перемешивания, можно добавлять воду.
После этого грубого отделения щелочной водной фазы органическую фазу один или несколько раз отмывают разбавленными кислотами: минеральными, карбоновыми, гидроксикарбоновыми и/или сульфоновыми кислотами. Предпочтительны водные растворы минеральных кислот, в особенности соляная кислота, фосфористая кислота и фосфорная кислота, а также смеси этих кислот. Концентрация этих кислот должна находиться в пределах от 0,001 до 50 вес.%, предпочтительно - от 0,01 до 5 вес.%.
Кроме того, органическую фазу многократно отмывают обессоленной или дистиллированной водой. Отделение органической фазы, возможно, диспергированной с частями органической фазы, после отдельных этапов отмывки осуществляют с помощью баков осаждения, котлов с мешалками, осаждающих резервуаров или сепараторов либо же их сочетаний, причем между этапами отмывки, при необходимости - используя активные или пассивные средства смешивания, можно добавлять воду.
Между отдельными этапами отмывки, либо же после отмывки можно при необходимости добавлять кислоты, предпочтительно растворенные в растворителе, который является основой раствора полимера. На этом этапе предпочтительно использовать газообразный хлороводород и фосфорную или фосфористую кислоту, которые при необходимости также можно применять в смесях.
К пластическим массам, полученным по способу согласно изобретению, для изменения их свойств можно добавлять обычные присадки и добавки (например, вспомогательные и армирующие вещества). Добавление присадок и добавок способствует продлению срока службы (например, стабилизаторы гидролиза или разложения), улучшению стабильности цвета (например, термостабилизаторы и УФ-стабилизаторы), упрощению обработки (например, средства, облегчающие извлечение из формы, и средства, способствующие текучести), улучшению потребительских качеств (например, антистатики), улучшению огнезащиты, влияет на внешний вид (например, органические красители, пигменты), или изменяет свойства полимера в соответствии с определенными нагрузками (модификаторы ударной вязкости, тонкодисперсные минералы, волокна, кварцевая мука, стекловолокно и углеродное волокно).
Приведенные ниже примеры предназначены для иллюстративного пояснения изобретения и не налагают на него ограничений.
Способность к повышению давления, потребляемую мощность и максимальное повышение температуры шнековых элементов с двухходовым шнековым профилем по Эрдменгеру, соответствующих нынешнему техническому уровню, и шнековых элементов с новыми шнековыми профилями, применяемых согласно изобретению, рассчитали с помощью симуляции потока.
Как известно специалисту, и как написано в [1] на стр.129-146, поведение шнековых элементов, например, транспортировочных, месильных и смесительных элементов, во время эксплуатации можно описать с помощью характеристики зависимости производительности от разности давлений или от мощности. Чтобы облегчить применимость расчетов для экструдеров разных размеров, такие величины как перепад давления, мощность и производительность (объем прохождения) часто применяют в безразмерной форме. В случае пластической массы с ньютоновской текучестью зависимость производительности как от перепада давления, так и от мощности получается линейной. На характеристике зависимости производительности от перепада давления точки пересечения с осями обозначены как А1 и А2 ([1], стр.133). Рабочая точка А1 означает собственную производительность шнекового элемента. Рабочая точка А2 означает способность к повышению давления без расхода (прохождения). На характеристике зависимости производительности от мощности точки пересечения с осями обозначены как В1 и В2 ([1], стр.136). Точка B1 - это так называемая «турбинная точка». Если объем прохождения больше, чем B1, то происходит отдача мощности на шнековый вал. Рабочая точка В2 означает потребляемую мощность без расхода (прохождения).
В зоне повышения давления в мощность перемещения потока можно превратить только часть потребляемой мощности. Остальная подаваемая мощность (энергия) подвергается диссипации. Мощность потока рассчитывают как произведение производительности (прохождения) на перепад давления. Как очевидно специалисту, мощность перемещения потока в точках пересечения с осями А1 и А2 равняется 0 в каждом случае, поскольку нулю равна либо разность давлений (А1), либо производительность (А2). В области между А1 и А2 как разность давлений, так и объем прохождения больше 0, что дает положительную мощность перемещения потока. Если мощность прохождения потока в некоторой рабочей точке, заданной объемом прохождения, разделить на соответствующую этой рабочей точке мощность, отбираемую со шнековых валов, то получают коэффициент полезного действия при повышении давления в этой рабочей точке. Взяв производную коэффициента полезного действия по объему прохождения, а затем определив нулевую точку, можно найти максимальный КПД шнекового элемента.
Расчет потока в пределах пары шнековых элементов в случаях возможности повышения давления и потребляемой мощности проводили с помощью коммерческого программного обеспечения Fluent версии 6.3.26, а в случае максимального повышения температуры - с помощью бесплатного (Open Source) программного обеспечения OpenFOAM версии 1.5. Введение в симуляцию потоков двухвальных шнеков изложено, например, в [1], стр.147-168.
В каждом случае в симуляции течения рассматривали шнековые элементы, длина которых равна половине шага. В симуляции течения в начале и конце оси этих шнековых элементов задали периодические граничные условия, чтобы рассчитать состояние гидродинамически набегающего потока.
В качестве пластической массы использовали ньютоновский текучий материал. Использовали типичные показатели вещества, которые приведены, например, в книге Polymeraufbereitung 2002, VDI-K, VDI-Verlag, Dusseldorf, 2002 на стр.159. Плотность пластической массы составляет 1000 кг/м3. Вязкость пластической массы составляет 1000 Па·с. Теплопроводность пластической массы равна 0,2 Вт/м/К. Теплоемкость пластической массы равна 2000 Дж/кг/К.
Примеры
Сравнительный пример 1
Геометрические параметры транспортировочного элемента нынешнего технического уровня представлены на фигурах 17а-17с.
На фигуре 17а показана в сечении четверть профиля шнекового элемента по Эрдменгеру, соответствующего нынешнему техническому уровню. В середине фигуры показана прямоугольная система координат (X-Y), в начале которой располагается центр вращения шнекового профиля. Дуги окружностей профиля шнека обозначены толстыми сплошными линиями, пронумерованными надлежащим образом. Центры дуг окружности изображены маленькими кружками. Центры дуг окружностей соединены тонкими сплошными линиями как с начальной, так и с конечной точкой соответствующей дуги окружности. Прямая FP представлена тонкой пунктирной линией. Наружный безразмерный радиус шнека RA обозначен тонкой штриховой линией, а его численное значение приводится на фигуре внизу справа с точностью до четырех значащих цифр. Справа от фигуры для каждой дуги окружности приводят радиус R, угол а и координаты х и y центра дуги окружности Мх и My - в каждом случае с точностью до четырех значащих цифр. Эти данные позволяют однозначно определить профиль шнека. Профиль шнека обладает зеркальной симметрией по осям х и y, так что весь шнековый профиль можно сформировать отражением представленной четверти относительно осей х и y.
Шнековые профили, у которых четверть шнекового профиля состоит в общей сложности из n дуг окружности, ниже называют n-круговыми профилями шнека.
Нумерация дуг окружности n-кругового шнекового профиля на фигуре 17а проведена так, что первые n/2 дуг окружности пронумерованы в порядке возрастания от 1 до n/2, а последние n/2 дуг окружности - в порядке убывания от (n/2)' до 1'. Дуга окружности n/2 и дуга окружности (n/2)' касаются прямой FP. Каждая дуга окружности i профиля шнека соответствует дуге окружности i' профиля шнека. Радиус дуги окружности i' рассчитывают из разности, получаемой при вычитании радиуса дуги окружности i из межосевого расстояния, то есть R_i'=A-R_i. Угол дуги окружности i' равен дуге окружности i, то есть α_i'=α_i. Из этого следует, что область гребня с дугой окружности j равна области паза с дугой окружности j'. Из этого также следует, что область паза с дугой окружности j равна области гребня с дугой окружности j'.
На фигуре 17а показана в сечении четверть двухходового профиля шнекового элемента по Эрдменгеру, соответствующего нынешнему техническому уровню и образованного 4 дугами окружности. Для шнековых профилей по Эрдменгеру характерно, что радиус R_1=RA, радиус R_2=0, радиус R_2'=A=1, а радиус R_1'=A-RA=RI. Углы α_1, α_2, α_2' и α_1' зависят от наружного радиуса шнека и от межосевого расстояния. Угол α_1 равен половине угла гребня двухходового шнекового профиля по Эрдменгеру. Вместо радиуса R_2 у шнекового профиля по Эрдменгеру имеется перегиб. "Величину перегиба" задают посредством угла α_2, т.е. переход от дуги окружности 1' к дуге окружности 2' осуществляют поворотом на угол α_2.
На фигуре 17а безразмерный наружный радиус шнека составляет RA=0,6069. Половина угла гребня α_1=0,1829.
На фигуре 17b показана пара шнековых элементов, выполненных как транспортировочные элементы, профиль которых основан на фигуре 17а. С указанием размеров межосевое расстояние у транспортировочных элементов составляет а=26,2 мм, а в безразмерном выражении А=а/а=1. С указанием размеров зазор между двумя транспортировочными элементами составляет s=0,2 мм, а в безразмерном выражении S=s/a=0,0076. С указанием размеров зазор между двумя транспортировочными элементами составляет d=0,1 мм, а в безразмерном выражении D=d/a=0,0038. Шаг транспортировочных элементов с указанием размеров составляет 1=28,0 мм, а в безразмерном выражении T=t/a=1,0687. Длина транспортировочных элементов составляет с указанием размеров 1=14,0 мм, а в безразмерном выражении L=1/a=0,5344, что соответствует повороту шнековых профилей на угол 2π. Корпус изображен тонкими сплошными линиями слева и справа от обоих транспортировочных элементов. Диаметр корпуса с указанием размеров составляет dg=31,8 мм, а в безразмерном выражении DG=dg/a=2*RA=1,2137. На поверхностях обоих транспортировочных элементов также представлена возможная решетка для расчетов, которую можно использовать для расчета потоков в двухвальных и многовальных экструдерах. Число элементов решетки по образующей равно 180, а в осевом направлении 90.
На фигуре 17с показан вид сверху пары шнековых элементов, соответствующих фигуре 17b. В свободном объеме между транспортировочными элементами и корпусом имеется возможная решетка для расчетов, которую можно использовать для расчета потоков в двухвальных и многовальных экструдерах. Число элементов решетки по образующей равно 180, а в радиальном направлении 10. Оси вращения обоих шнековых элементов обозначены маленькими кружками.
В отличие от решеток для расчетов, показанных на фигурах 17b и 17с, для расчета зависимости производительности от разности давлений и зависимости производительности от мощности использовали решетку, имеющую по образующей 320 элементов, по оси 160, а в радиальном направлении - 12 элементов. Расчетные отсечки по осям в характеристике зависимости производительности от разности давлений следующие: А1=0,263 и А2=4250. Расчетные отсечки по осям в характеристике зависимости производительности от мощности следующие: В1=1,033, В2=4390. Максимальный коэффициент полезного действия при повышении давления получается равным 7,32%.
Для расчета максимального повышения давления использовали решетку согласно фигурам 17b и 17с. Поле давления и скорости инициализировали нулевым вектором. Градиент давления вдоль осей вращения задали равным 0, так что производительность устанавливается на уровне собственного объема прохождения А1. Температурное поле инициализировали на уровне 300°С. Как для стенки корпуса, так и для поверхностей обоих транспортировочных элементов принята гипотеза адиабатичности. Изменения температурного поля наблюдали на протяжении двух оборотов экструдера. Временной шаг составлял 0,000925926 с. Скорость вращения двухшнекового экструдера равнялась 360 об./мин.
После двух оборотов достигнута максимальная температура в области расчетов. Максимальная температура практически одинакова на поверхностях обоих транспортировочных элементов, а именно в областях гребня, которые как раз очищают корпус. Согласно расчету максимальная температура составляет около 400°С.
Пример 2
Геометрические параметры транспортировочных элементов, применяемых согласно изобретению, следует из фигур 18а-18с.
На фигуре 18а показана четверть профиля шнека шнекового элемента, применяемого согласно изобретению, в поперечном сечении. Построение фигуры аналогично фигуре 17а и уже подробно описано в соответствующем разделе. Четверть шнекового профиля на фигуре 18а состоит из 2 дуг окружности. Кроме того, для этого шнекового профиля характерно, что перегиб шнекового профиля отсутствует, и. что угол гребня в области гребня, то есть в области, располагающейся по наружному радиусу шнека, равен 0. Безразмерный наружный радиус шнека равен RA=0,6069.
На фигуре 18b показана пара шнековых элементов, выполненных как транспортировочные элементы, профиль которых основан на фигуре 18а. С указанием размеров межосевое расстояние у транспортировочных элементов составляет а=26,2 мм, а в безразмерном выражении А=а/а=1. С указанием размеров зазор между двумя транспортировочными элементами составляет s=0,2 мм, а в безразмерном выражении S=s/a=0,0076. С указанием размеров зазор между двумя транспортировочными элементами составляет d=0,1 мм, а в безразмерном выражении D=d/a=0,0038. Шаг транспортировочных элементов с указанием размеров составляет t=28,0 мм, а в безразмерном выражении T=t/a=1,0687. Длина транспортировочных элементов составляет с указанием размеров 1=14,0 мм, а в безразмерном выражении L=1/a=0,5344, что соответствует повороту шнековых профилей на угол 2π. Корпус изображен тонкими сплошными линиями слева и справа от обоих транспортировочных элементов. Диаметр корпуса с указанием размеров составляет dg=31,8 мм, а в безразмерном выражении DG=dg/a=2*RA=1,2137. На поверхностях обоих транспортировочных элементов также представлена возможная решетка для расчетов, которую можно использовать для расчета потоков в двухвальных и многовальных экструдерах. Число элементов решетки по образующей равно 180, а в осевом направлении 90.
На фигуре 18с показан вид сверху пары шнековых элементов, соответствующих фигуре 18b. В свободном объеме между транспортировочными элементами и корпусом имеется возможная решетка для расчетов, которую можно использовать для расчета потоков в двухвальных и многовальных экструдерах. Число элементов решетки по образующей равно 180, а в радиальном направлении 10. Оси вращения обоих шнековых элементов обозначены маленькими кружками.
В отличие от решеток для расчетов, показанных на фигурах 18b и 18с, для расчета зависимости производительности от разности давлений и зависимости производительности от мощности использовали решетку, имеющую по образующей 320 элементов, по оси 160, а в радиальном направлении - 12 элементов. Расчетные отсечки по осям в характеристике зависимости производительности от разности давлений следующие: А1=0,245 и А2=4530. Расчетные отсечки по осям в характеристике зависимости производительности от мощности следующие: В1=0,803, В2=3640. Максимальный коэффициент полезного действия при повышении давления получается равным 9,05%.
Неожиданным образом оказывается, что способность применяемого согласно изобретению транспортировочного элемента к повышению давления, несмотря на минимальные размеры областей гребня, в трехмерном представлении практически представляющих собой всего лишь линии, примерно на 6,6% выше, чем у транспортировочного элемента с двухходовым шнековым профилем по Эрдменгеру из примера 1, соответствующего нынешнему техническому уровню. Поэтому транспортировочный элемент, применяемый согласно изобретению, позволяет добиться желаемого или необходимого повышения давления в более короткой зоне повышения давления, благодаря можно либо укоротить экструдер, либо при неизменной длине экструдера удлинить другие зоны процесса, как, например, зону дегазации или зону смешивания, и, соответственно, улучшить их воздействие на пластическую массу.
Кроме того, оказывается, что параметр мощности В2 у применяемого согласно изобретению шнекового элемента примерно на 17% ниже, чем у транспортировочного элемента с двухходовым шнековым профилем по Эрдменгеру из примера 1, соответствующего нынешнему техническому уровню. Меньшее поступление энергии уменьшает повышение температуры и, следовательно, и нежелательное повреждение полимера.
Для расчета максимального повышения давления использовали решетку согласно фигурам 17b и 17с. Поле давления и скорости инициализировали нулевым вектором. Градиент давления вдоль осей вращения задали равным 0, так что производительность устанавливается на уровне собственного объема прохождения А1. Температурное поле инициализировали на уровне 300°С. Как для стенки корпуса, так и для поверхностей обоих транспортировочных элементов принята гипотеза адиабатичности. Изменения температурного поля наблюдали на протяжении двух оборотов экструдера. Временной шаг составлял 0,000925926 с. Скорость вращения двухшнекового экструдера равнялась 360 об./мин.
После двух оборотов провели поиск максимальной температуры в области расчетов. Максимальная температура практически одинакова на поверхностях обоих транспортировочных элементов, а именно на поверхности непосредственно рядом с минимизированными областями гребня, которые находятся как раз в области пазухи (промежутка), то есть в области, где два сверленых отверстия в корпусе проникают друг в друга. Согласно расчетам максимальная температура составляет около 365°С. Максимальная температура поверхности на минимизированной области гребня, которая как раз очищает корпус, составляет согласно расчетам примерно 340°С.
В сравнении с транспортировочным элементом нынешнего технического уровня из примера 1, с помощью транспортировочного элемента из примера 2, применяемого согласно изобретению, можно получить пиковую температуру примерно на 35°С ниже. Для областей гребня разность температур получается даже ниже примерно на 60°С. С учетом предположения, что константа скорости реакции, в которой повреждается полимер, удваивается на каждые 10°С повышения температуры, получается, что в области гребней шнеков транспортировочного элемента из примера 1 повреждение полимера идет примерно в 50 раз быстрее, чем в области гребней шнека транспортировочного элемента согласно примеру 2.
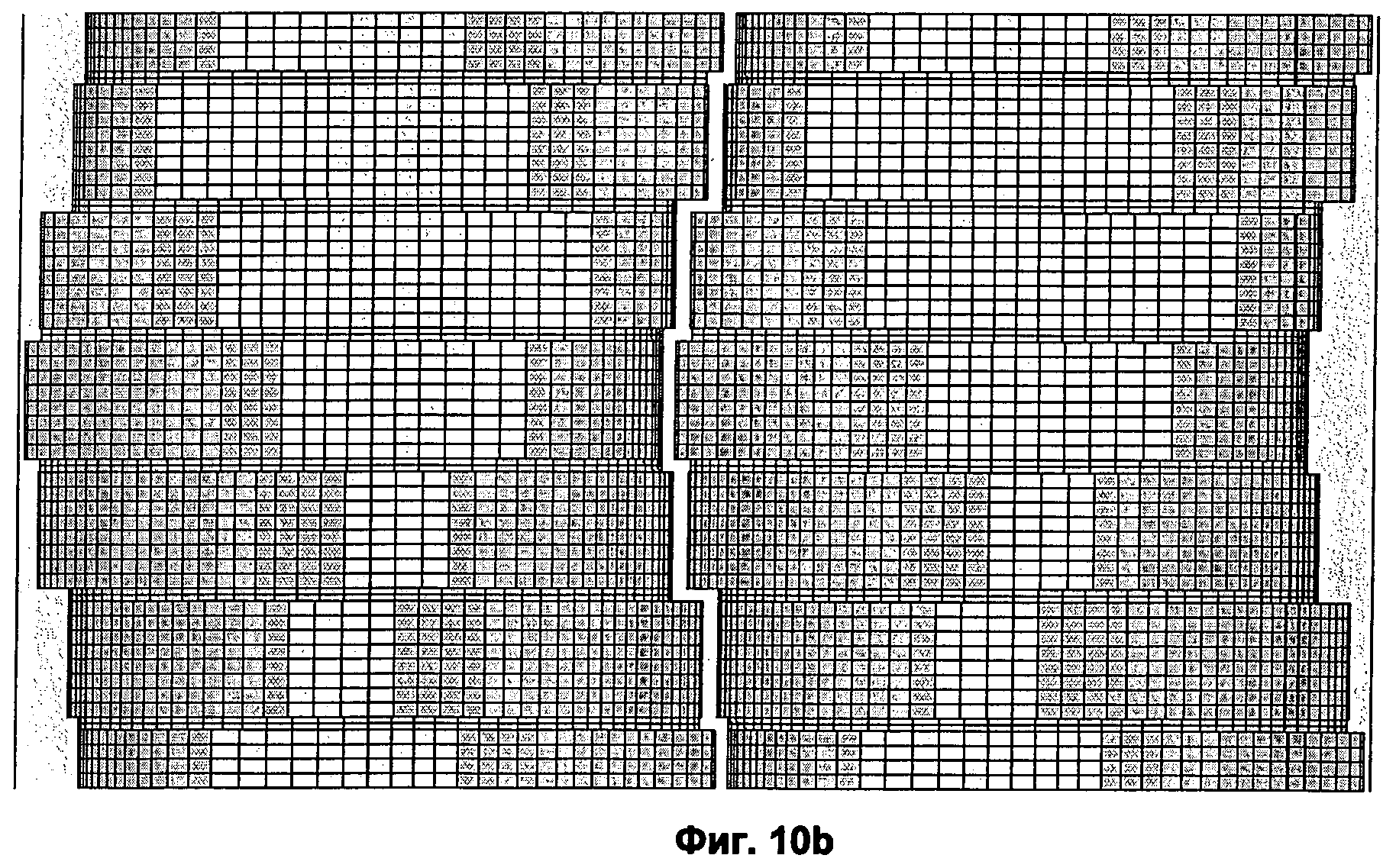
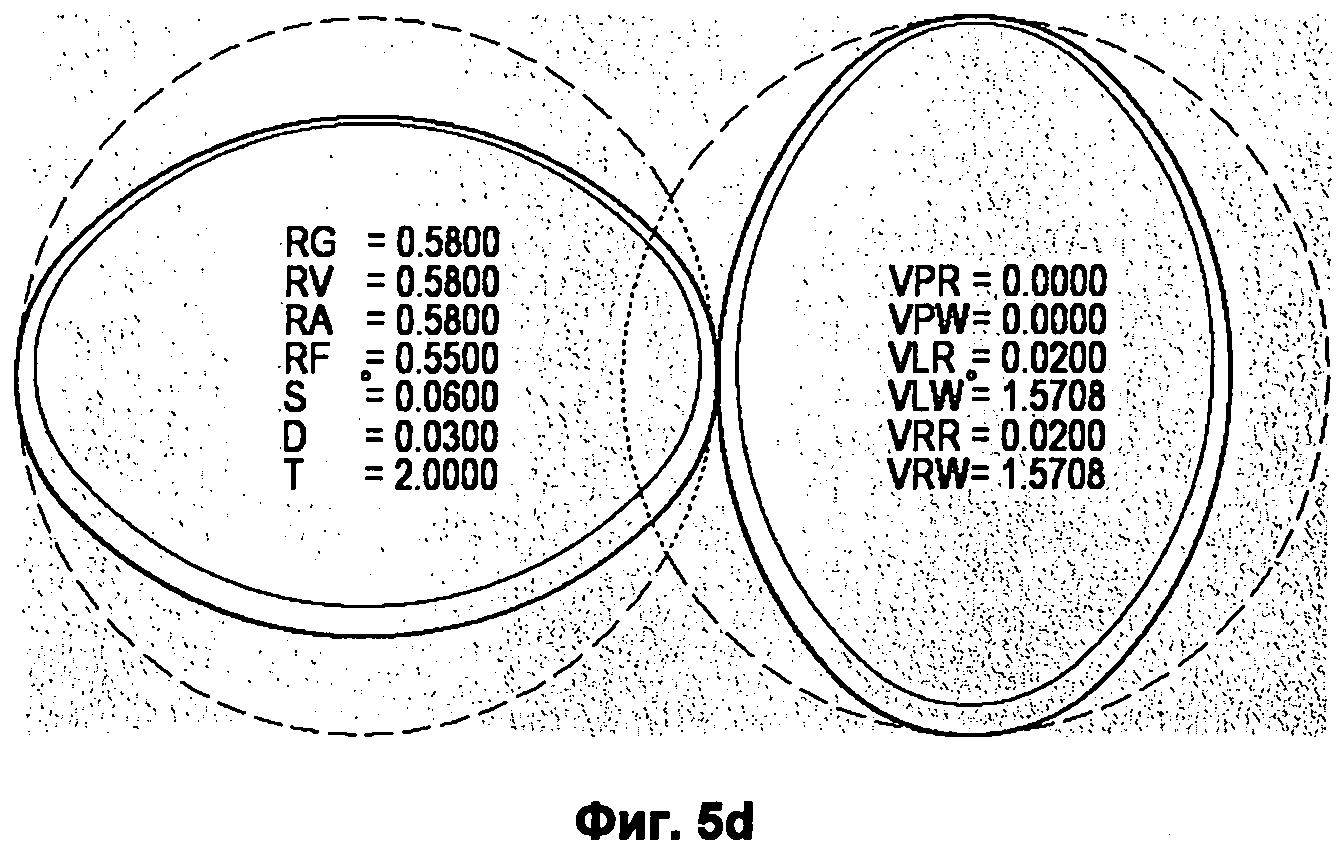
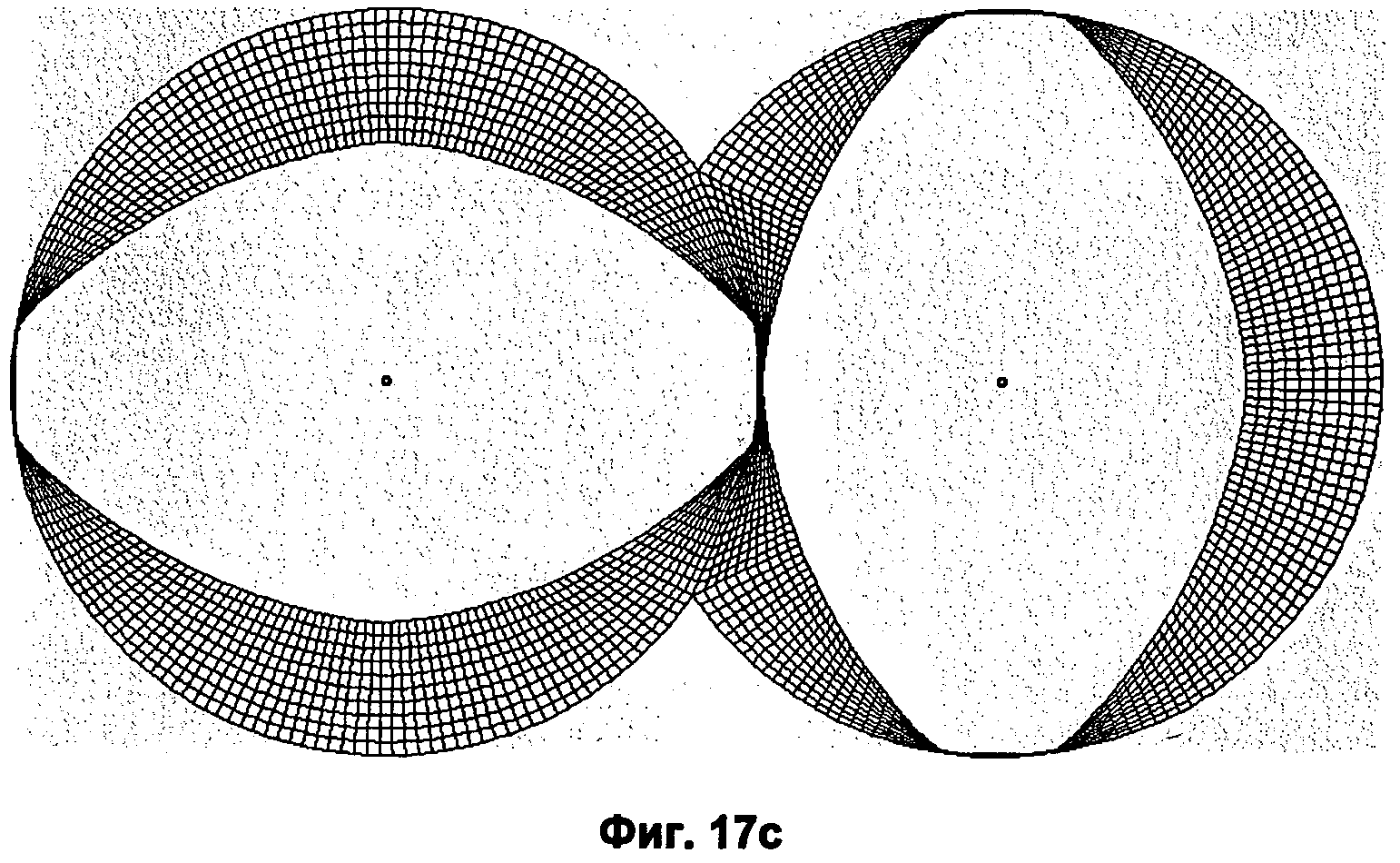
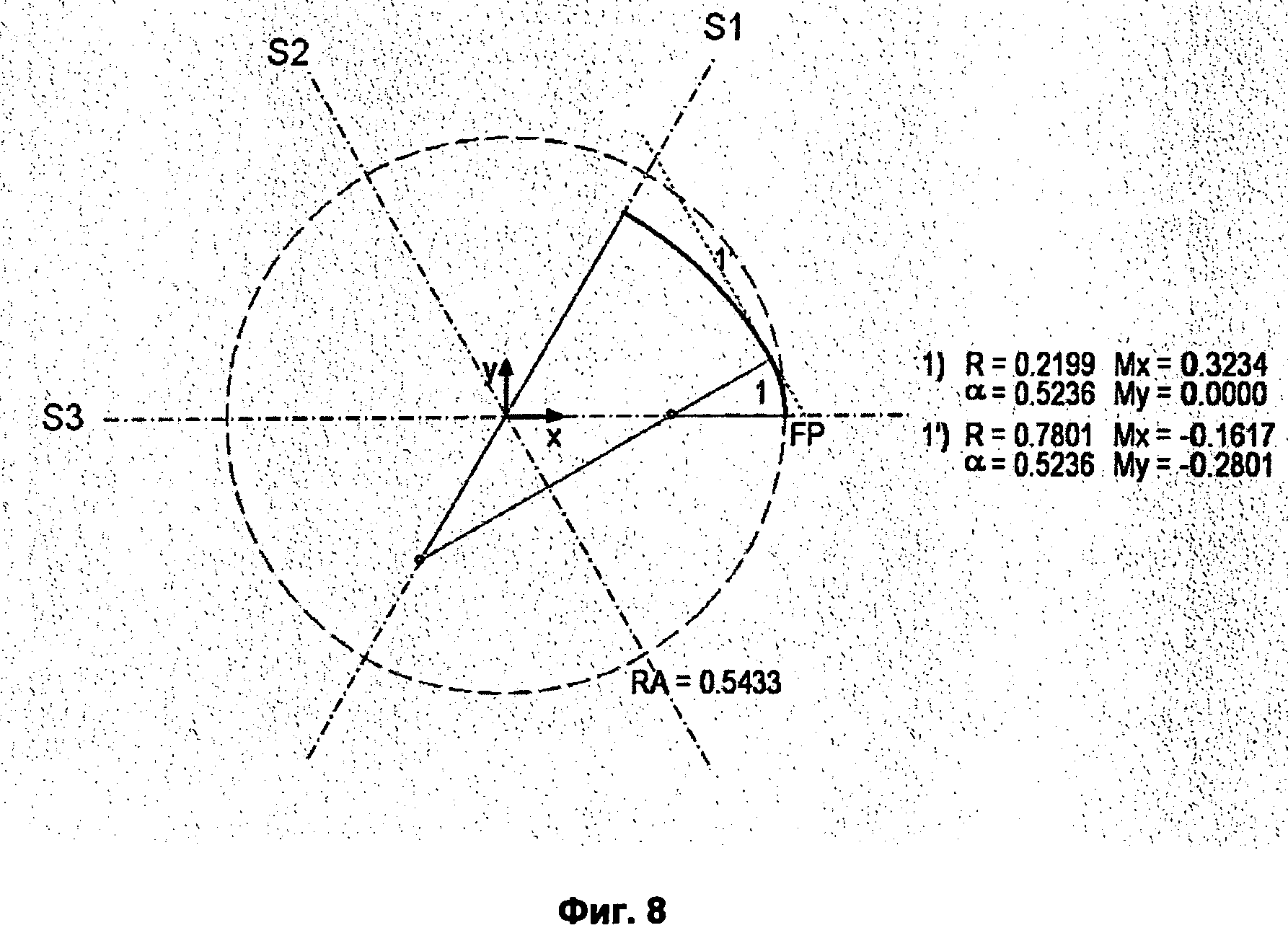
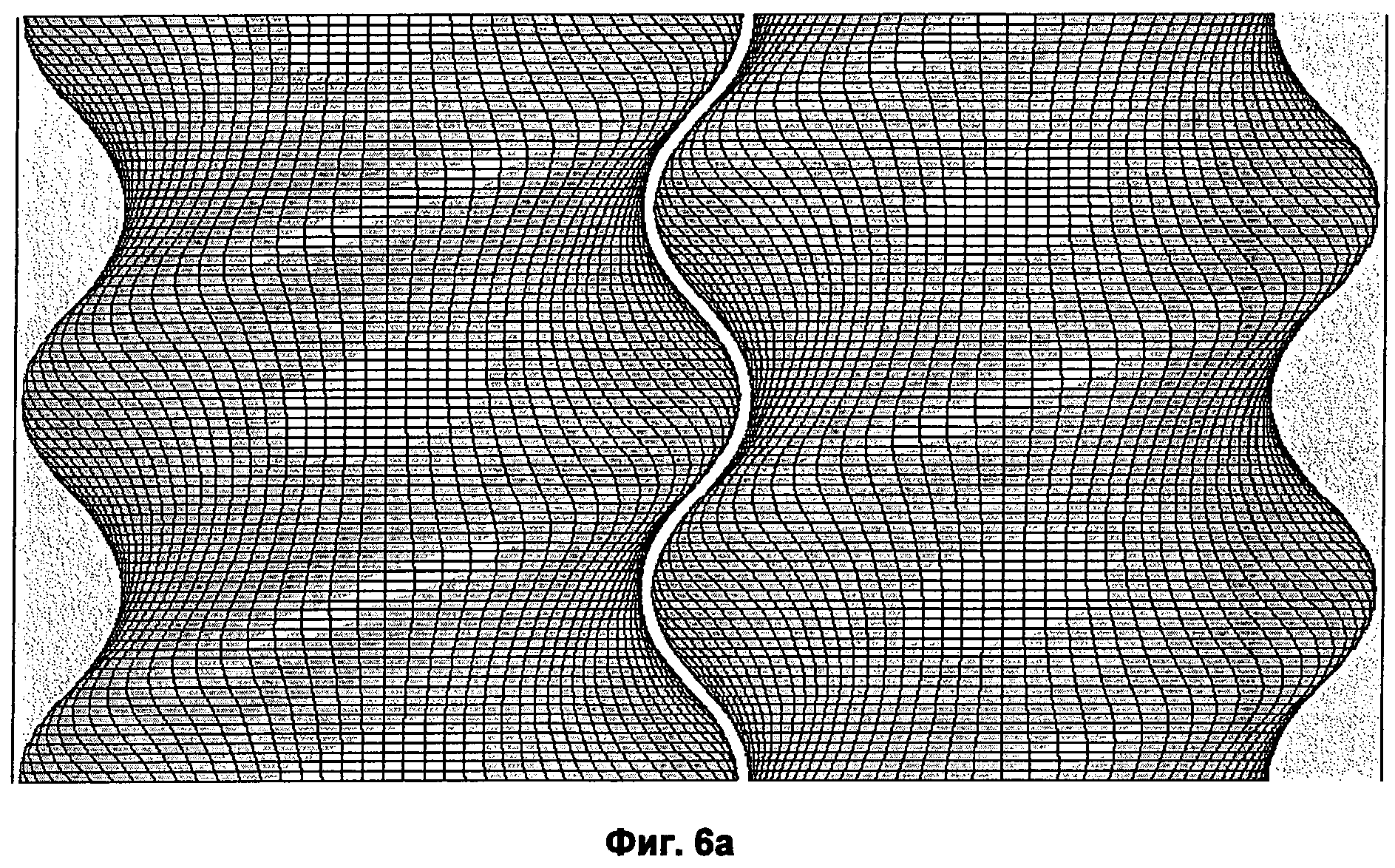
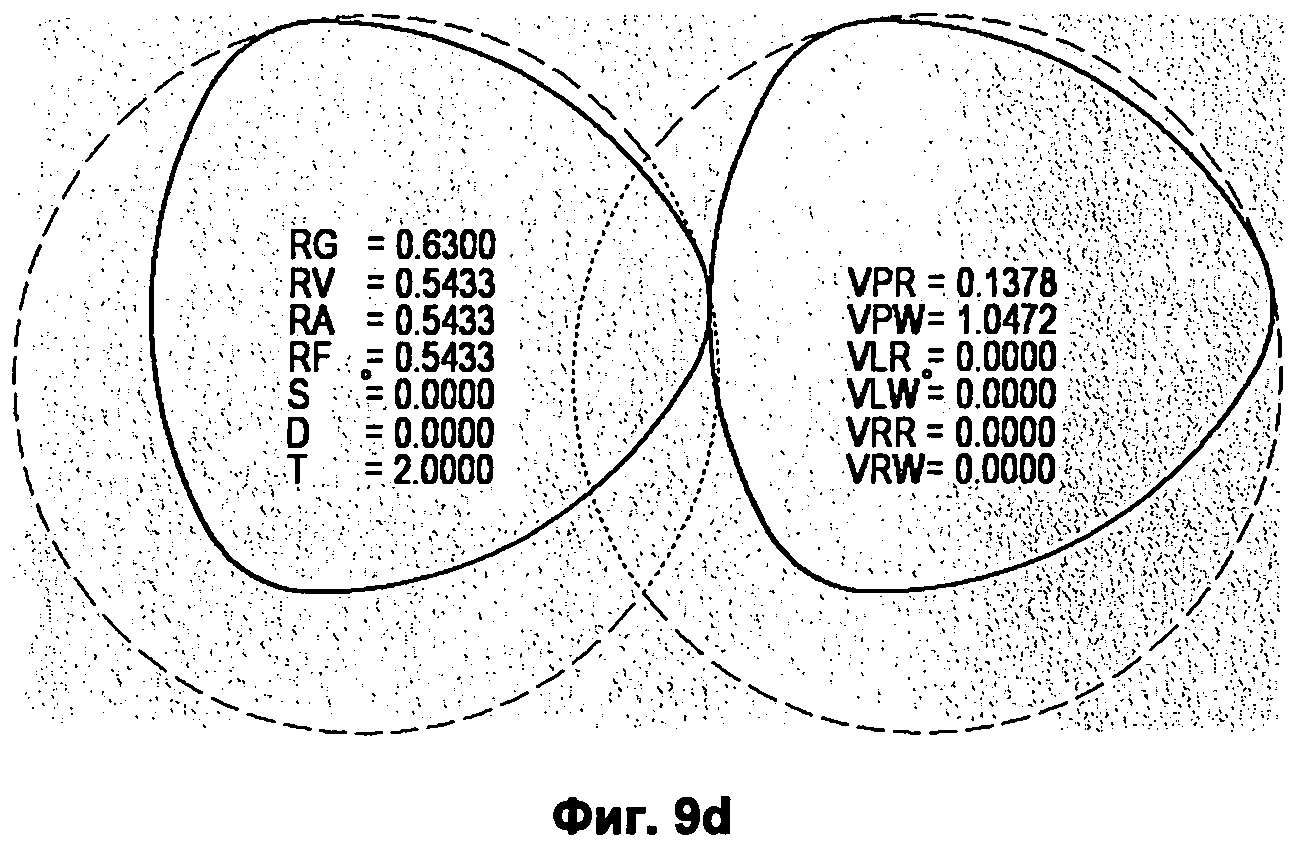
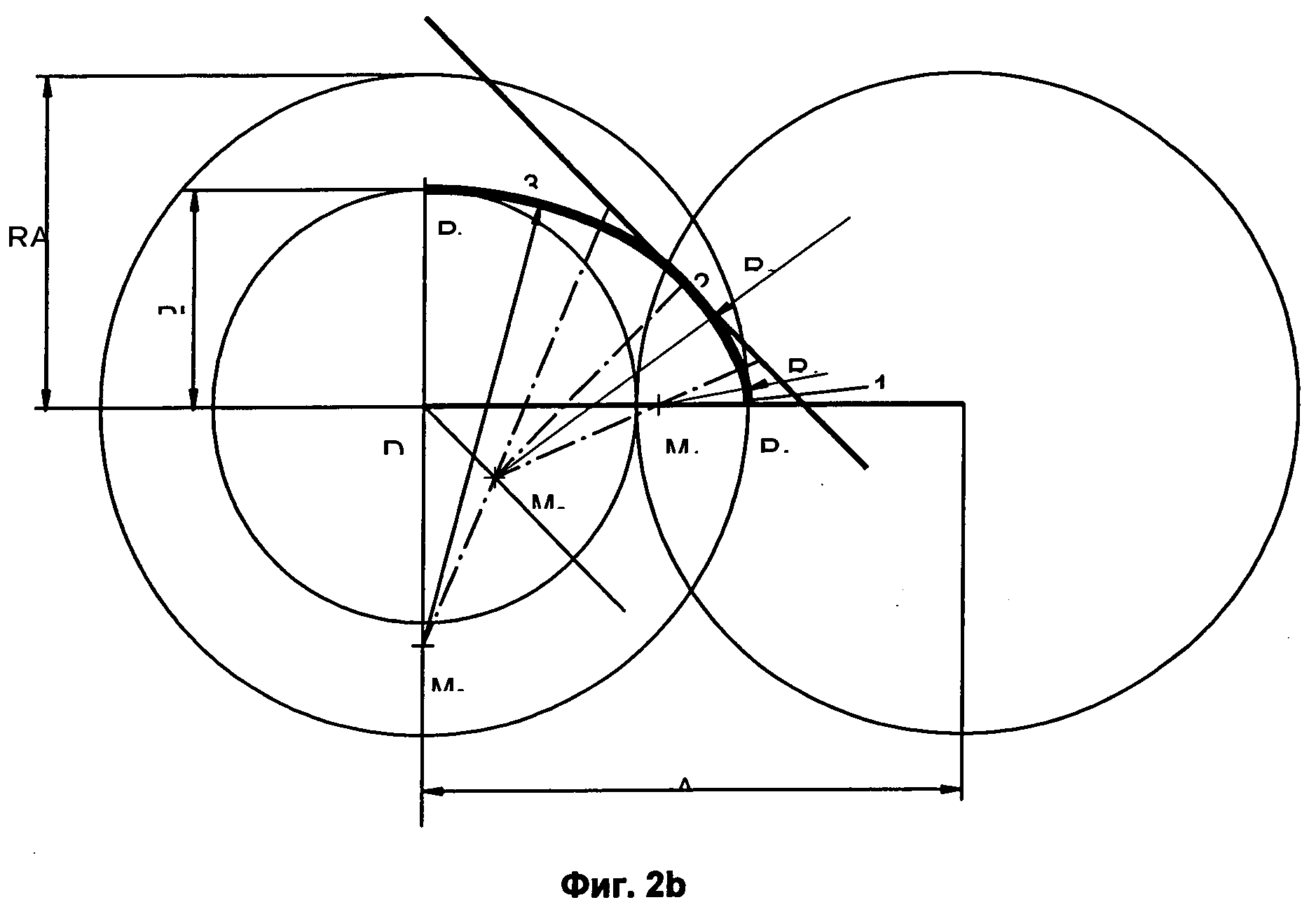
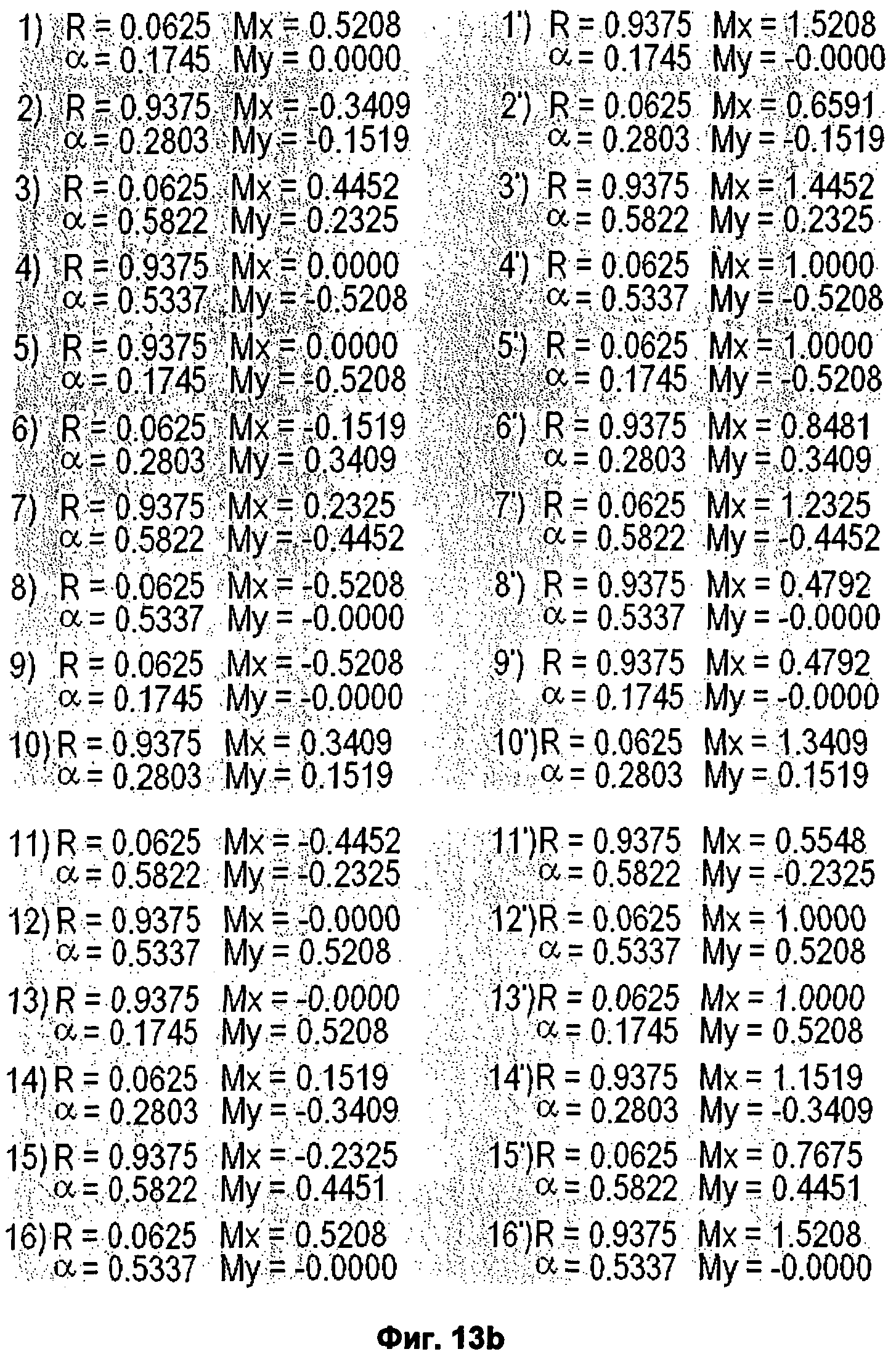
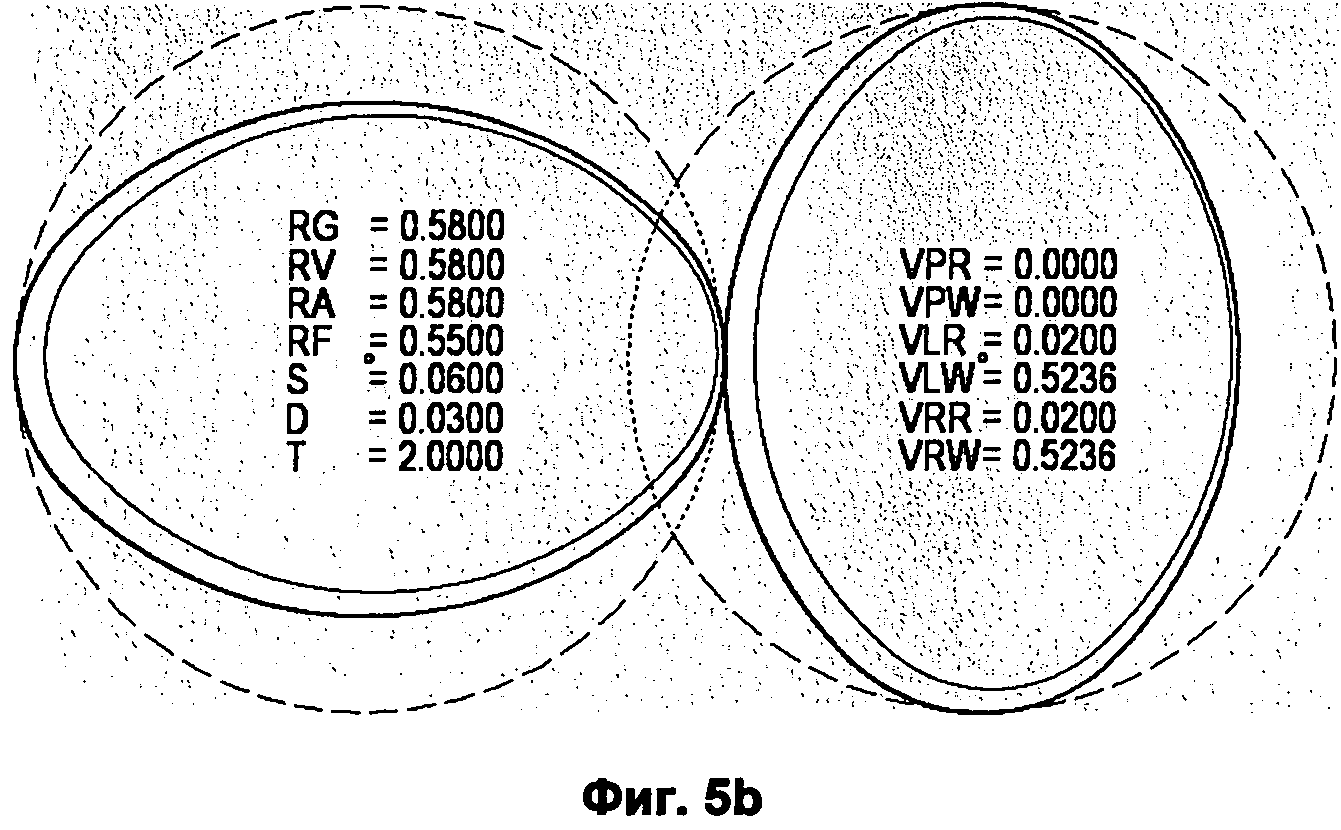
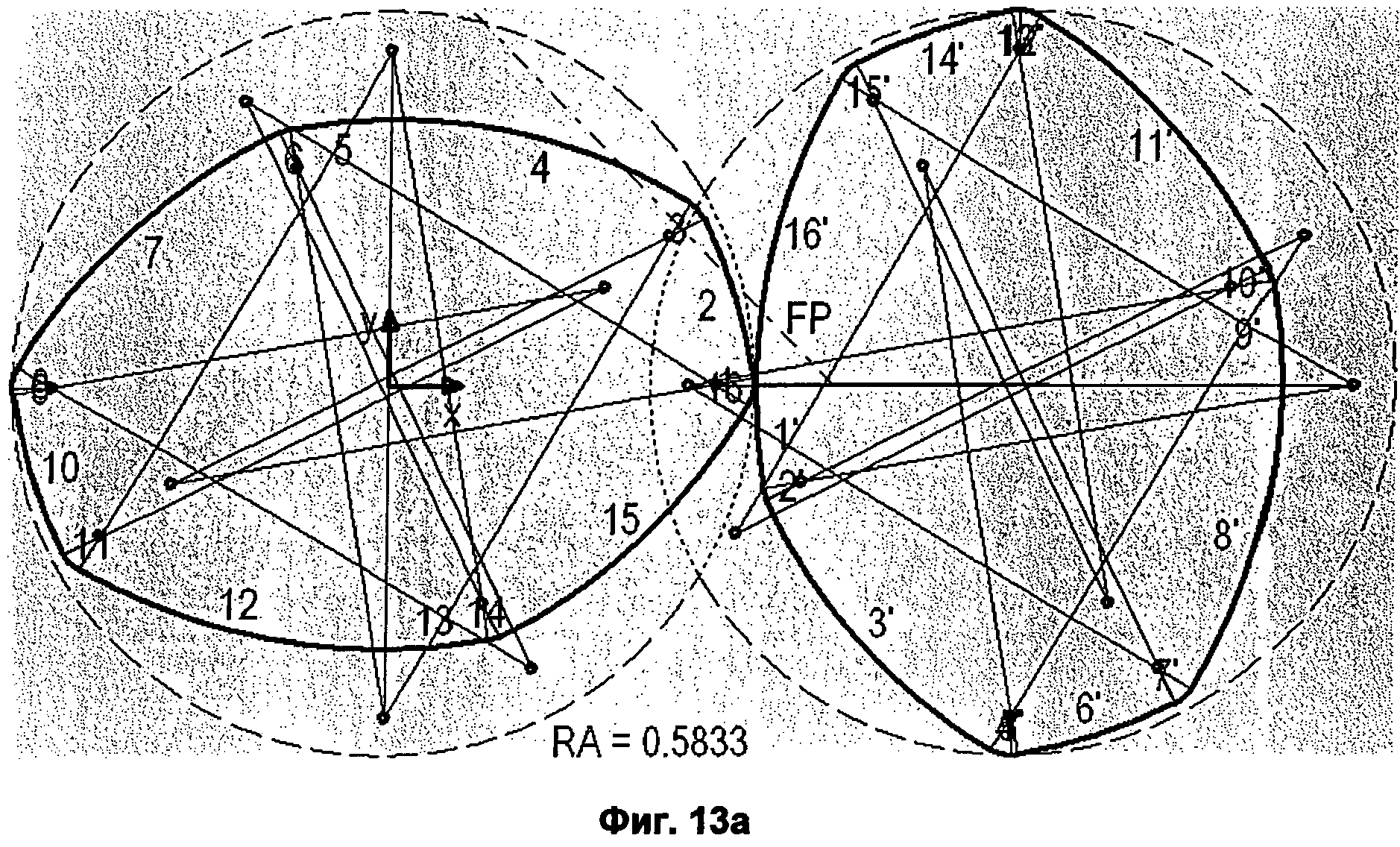
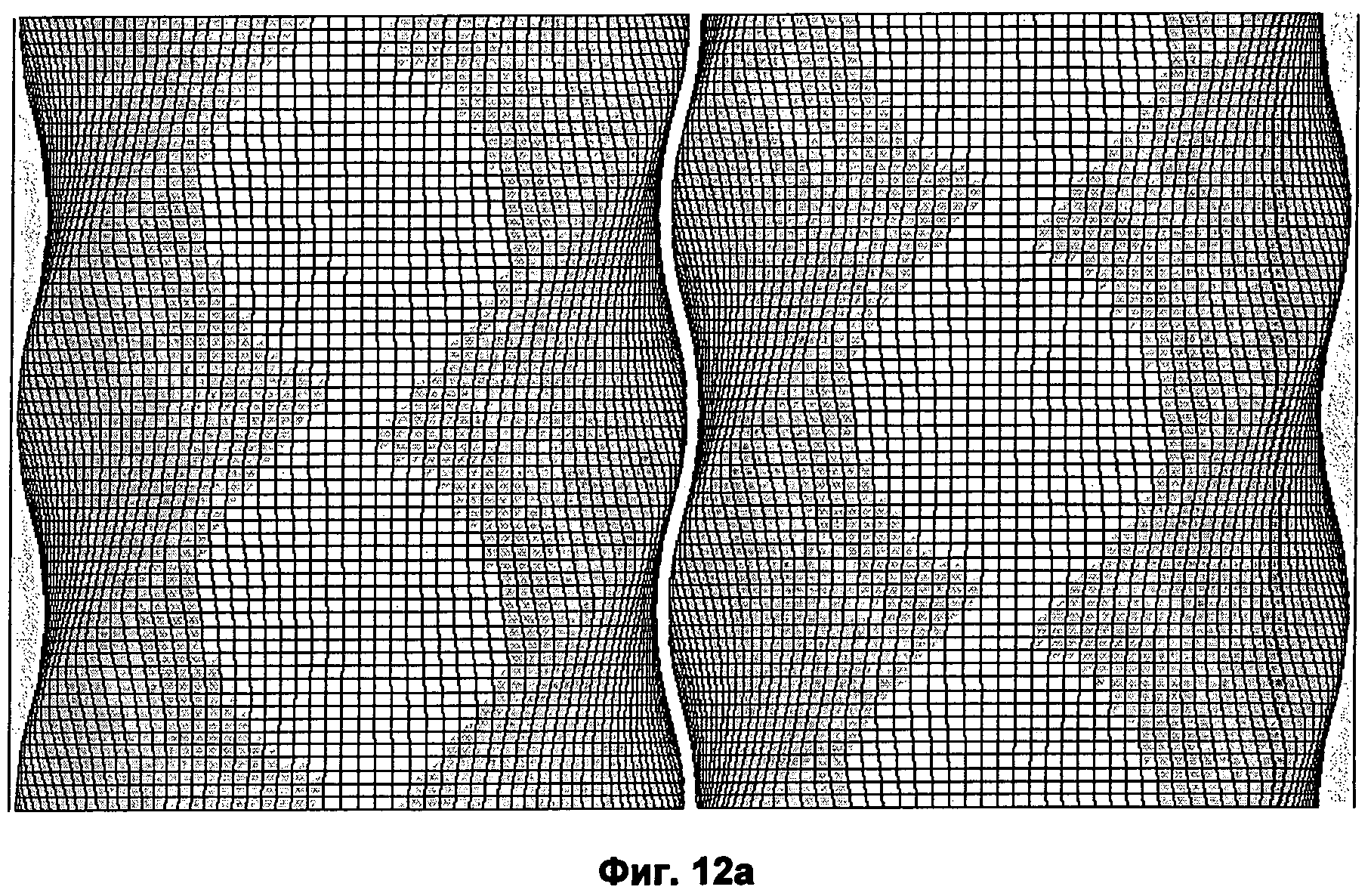
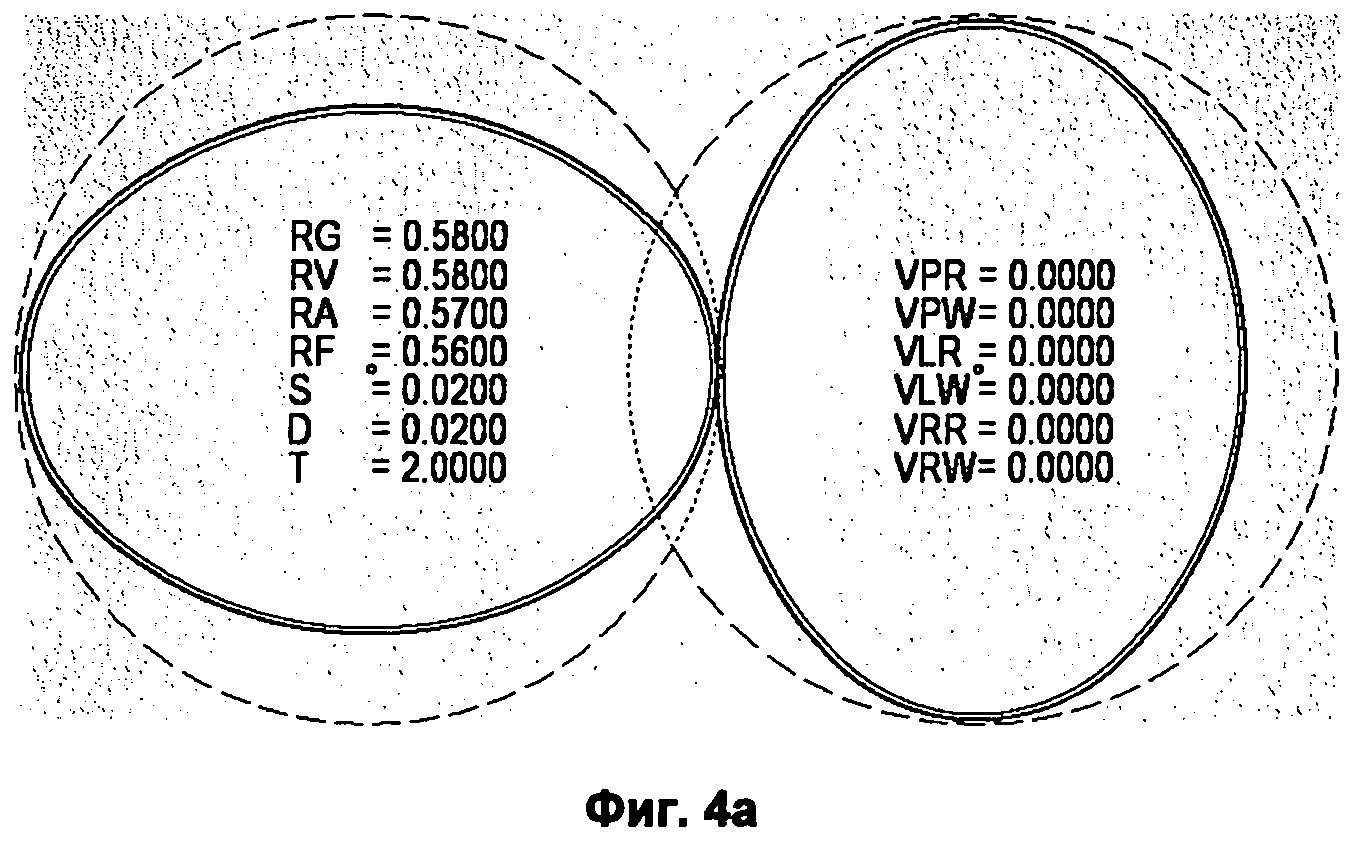
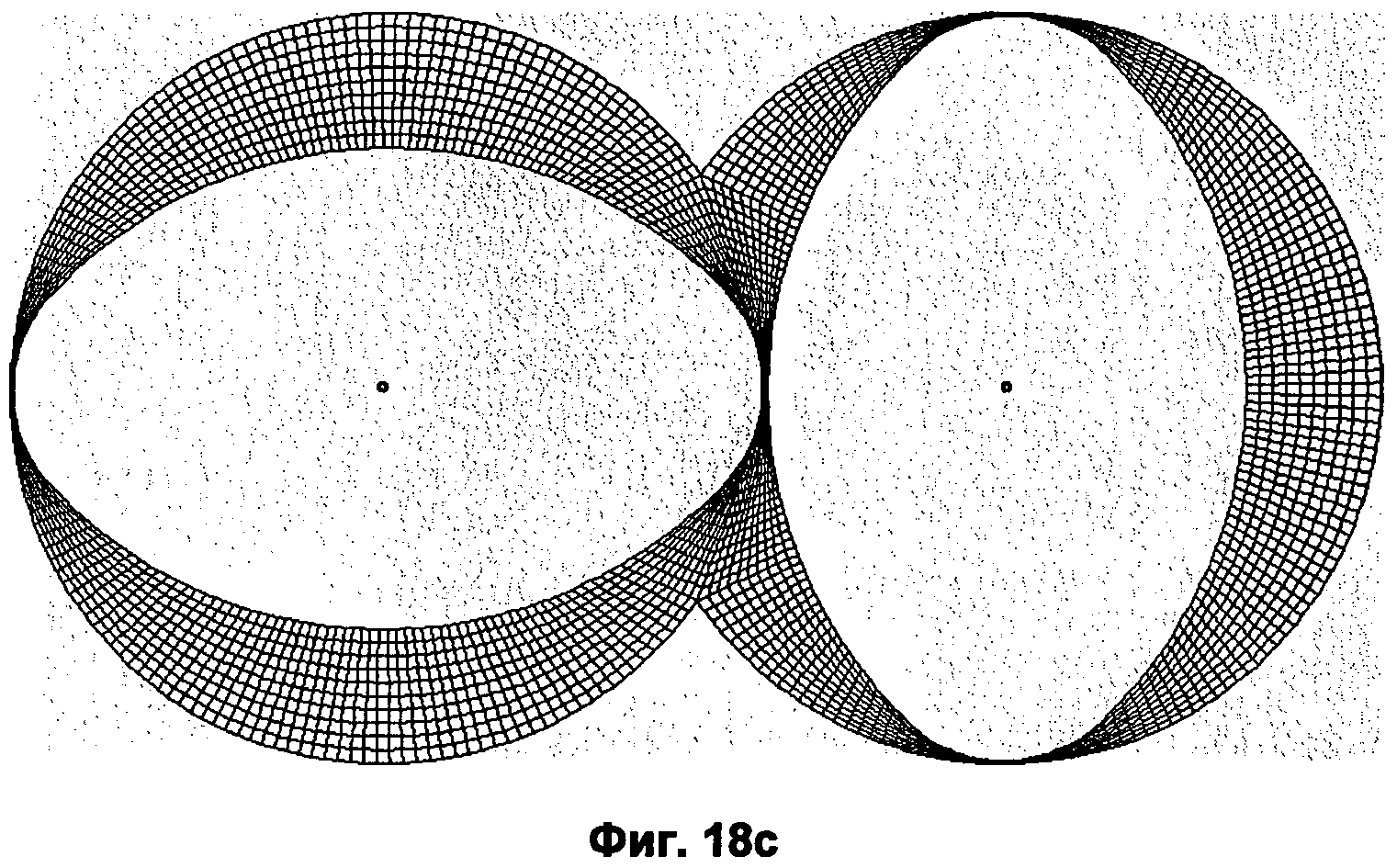
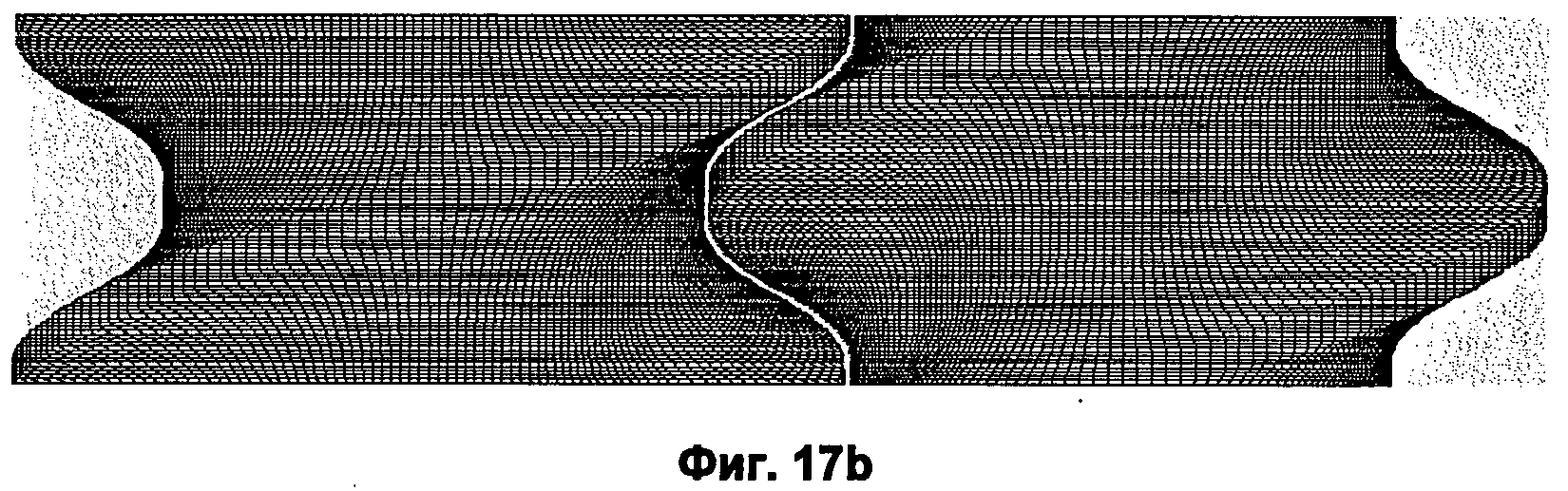
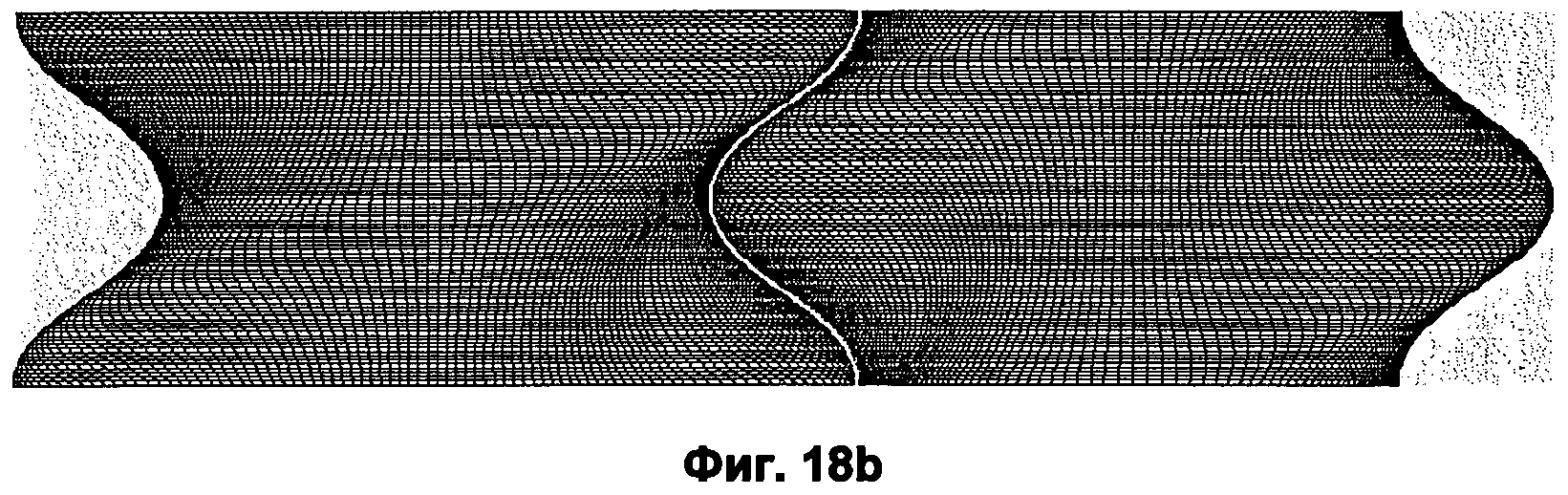
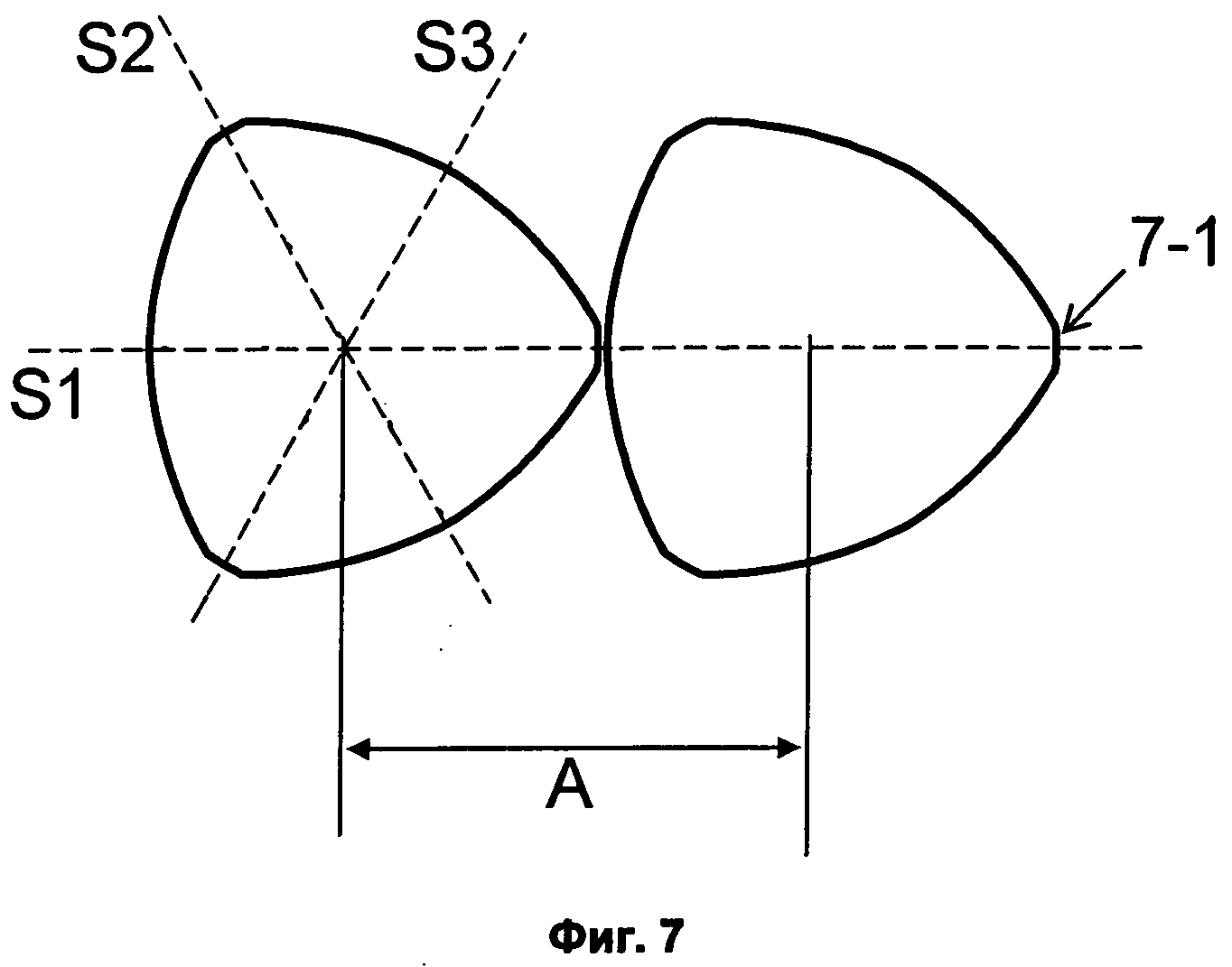
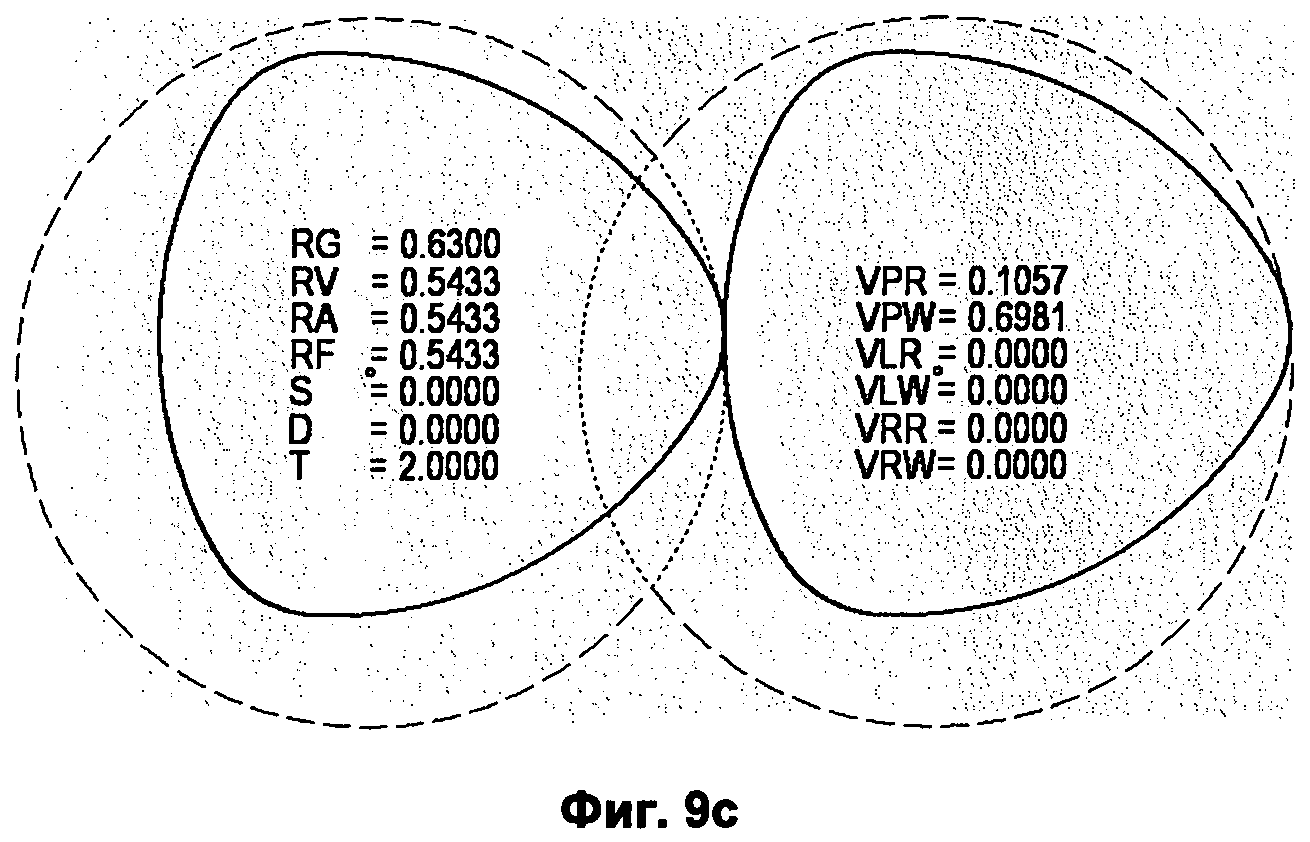
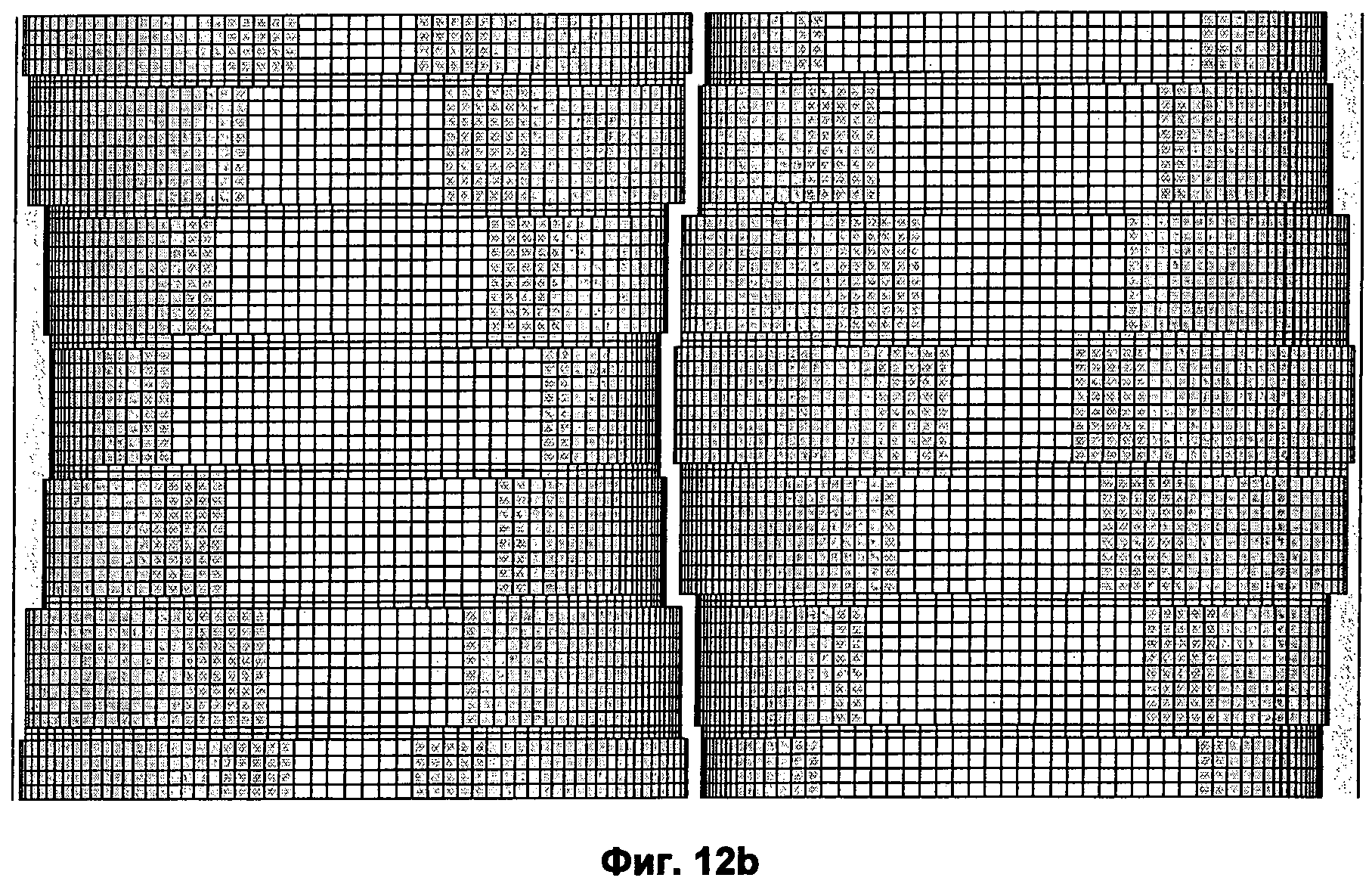
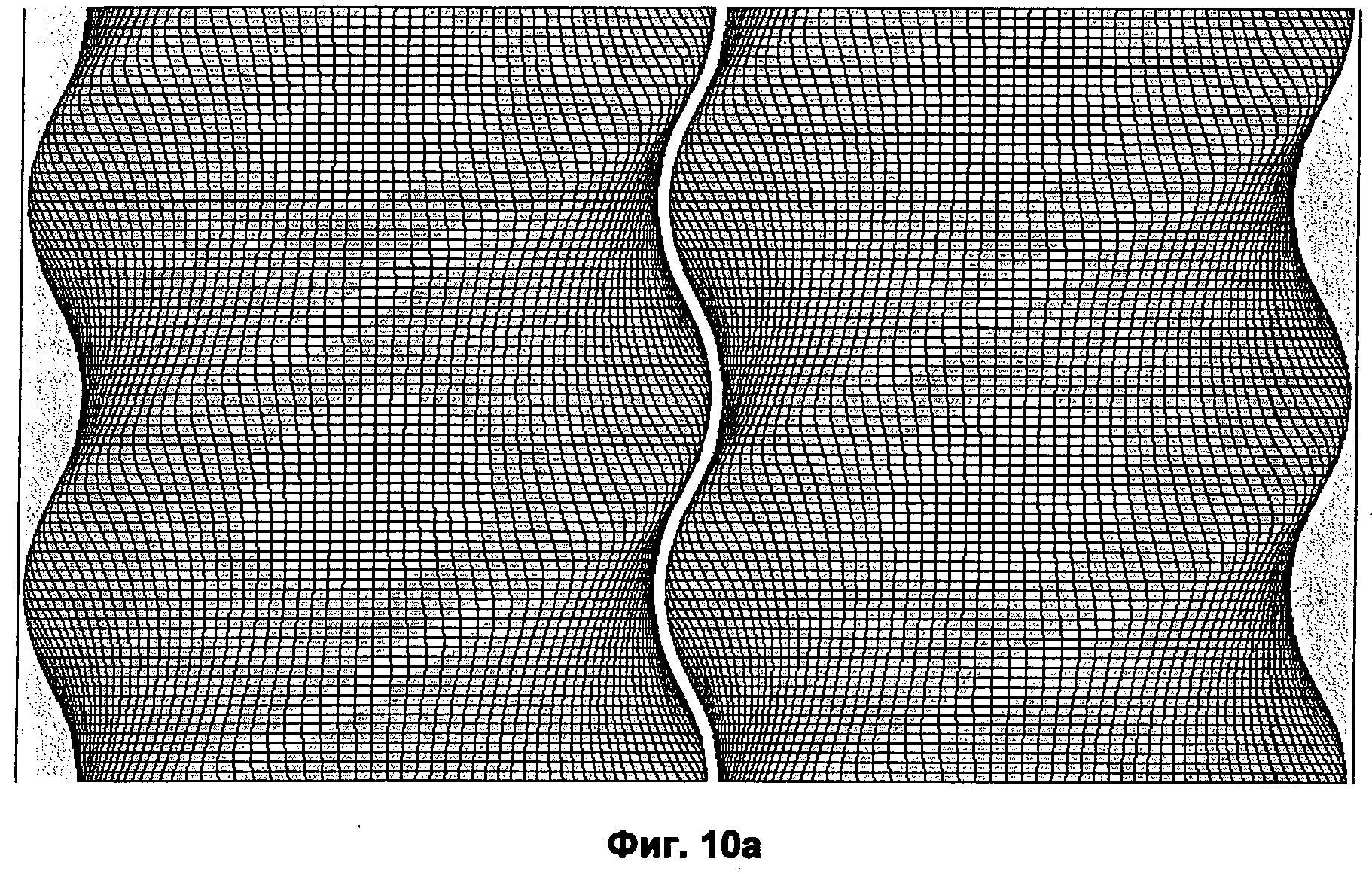
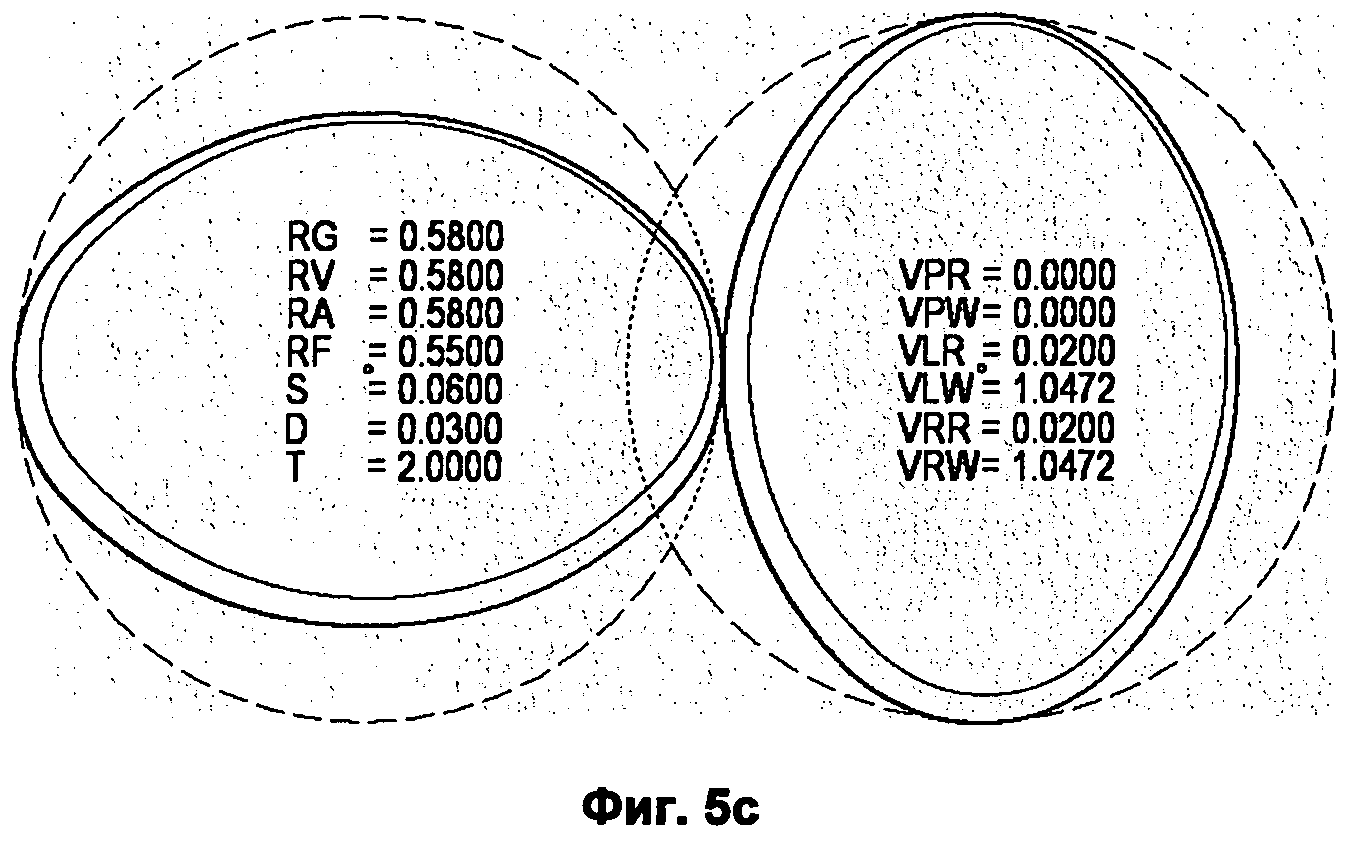
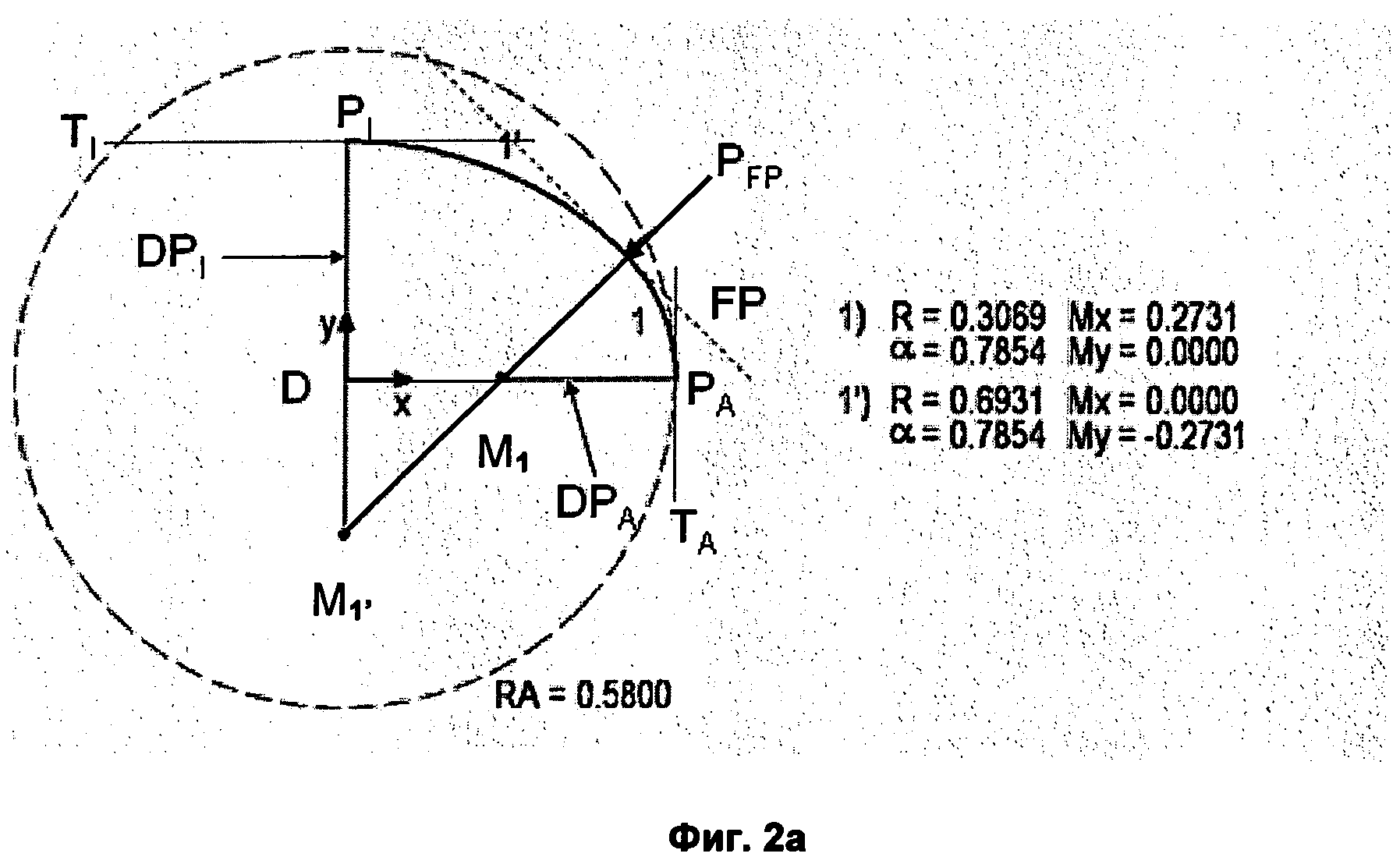
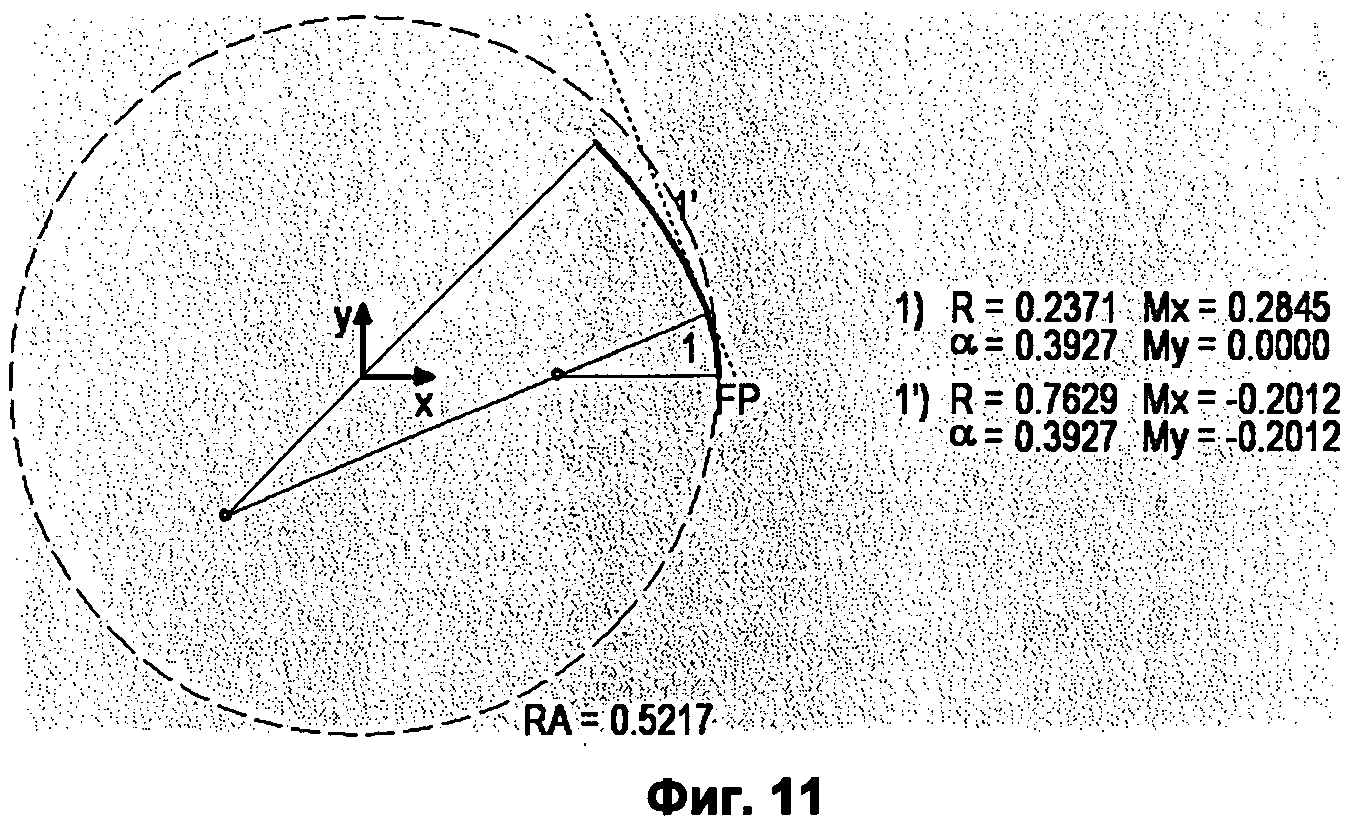
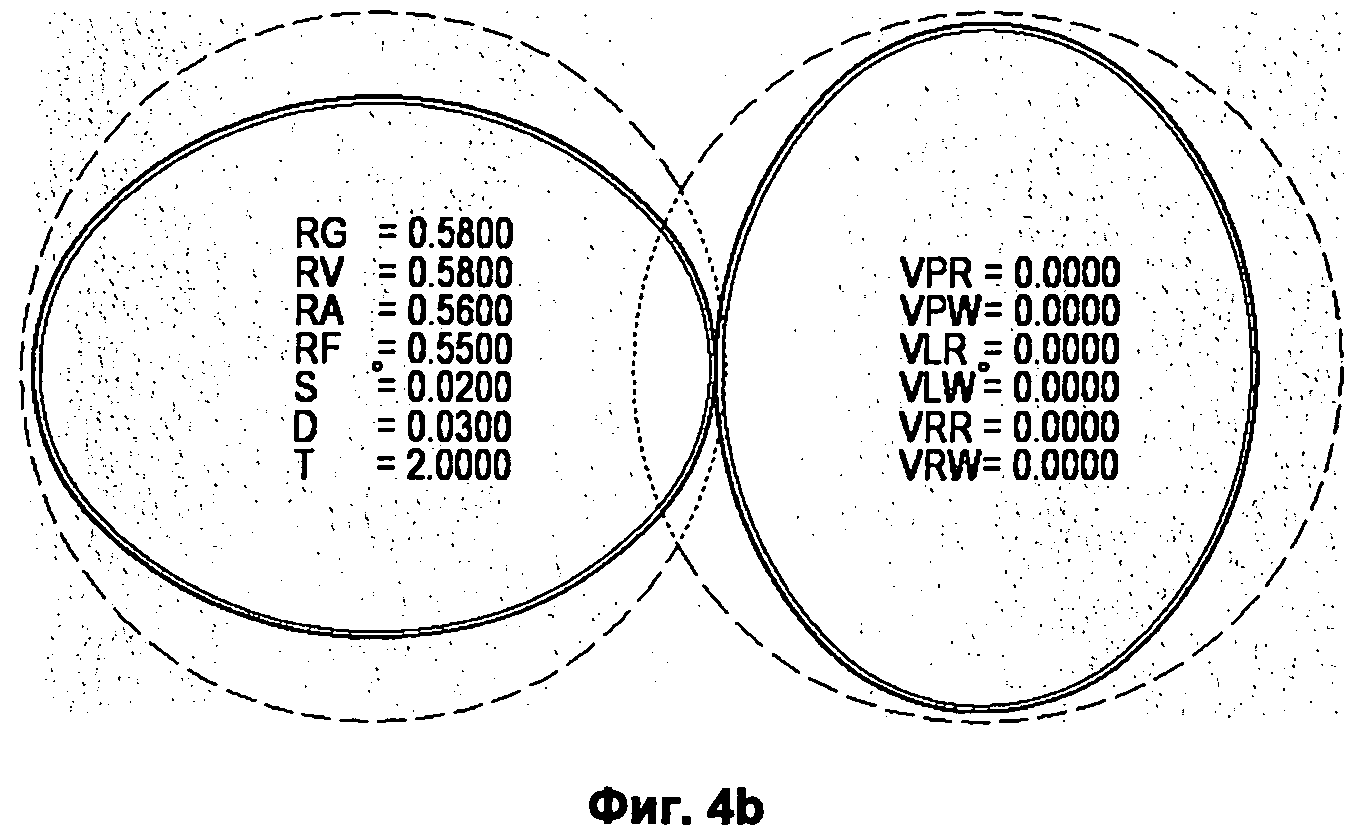
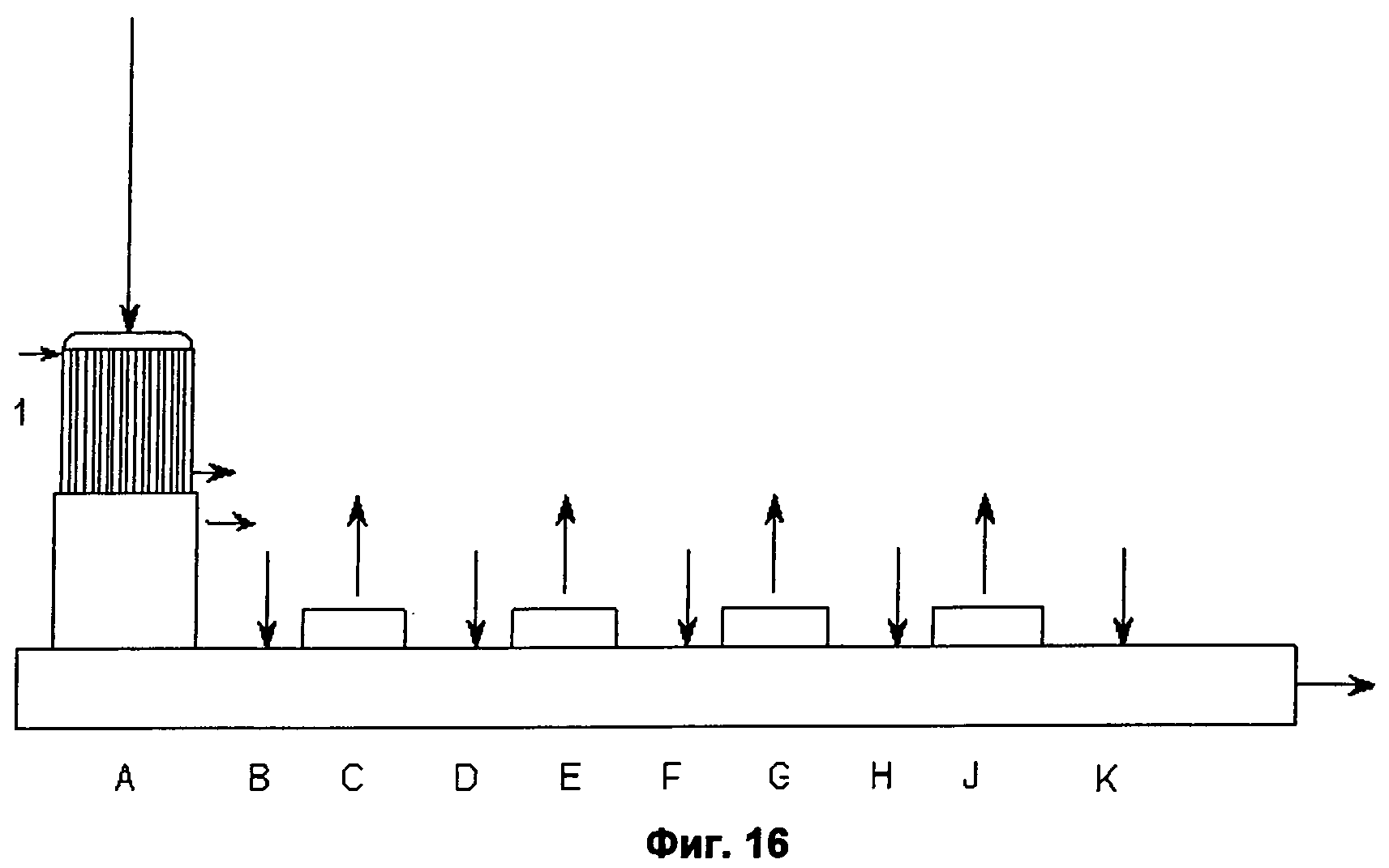
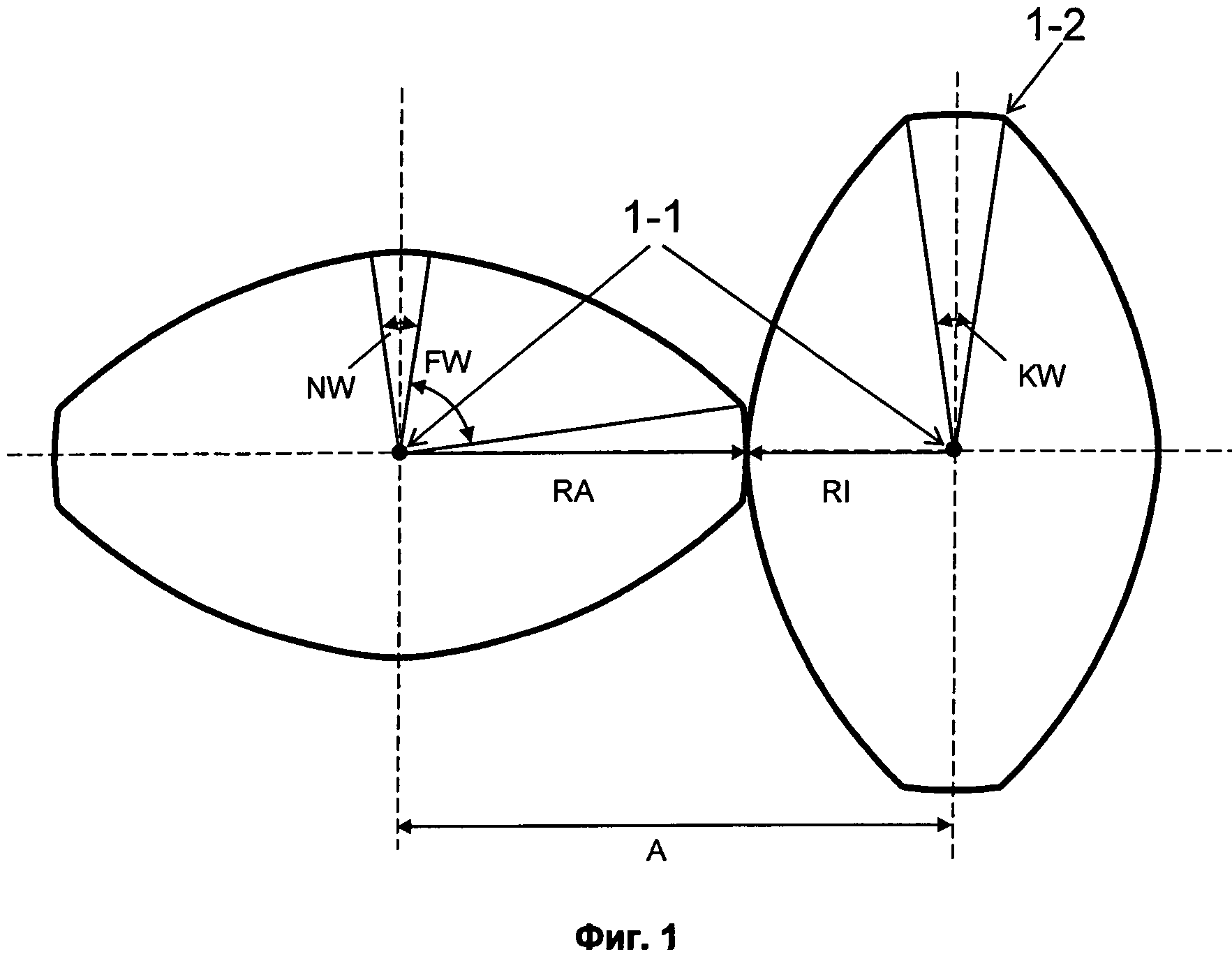
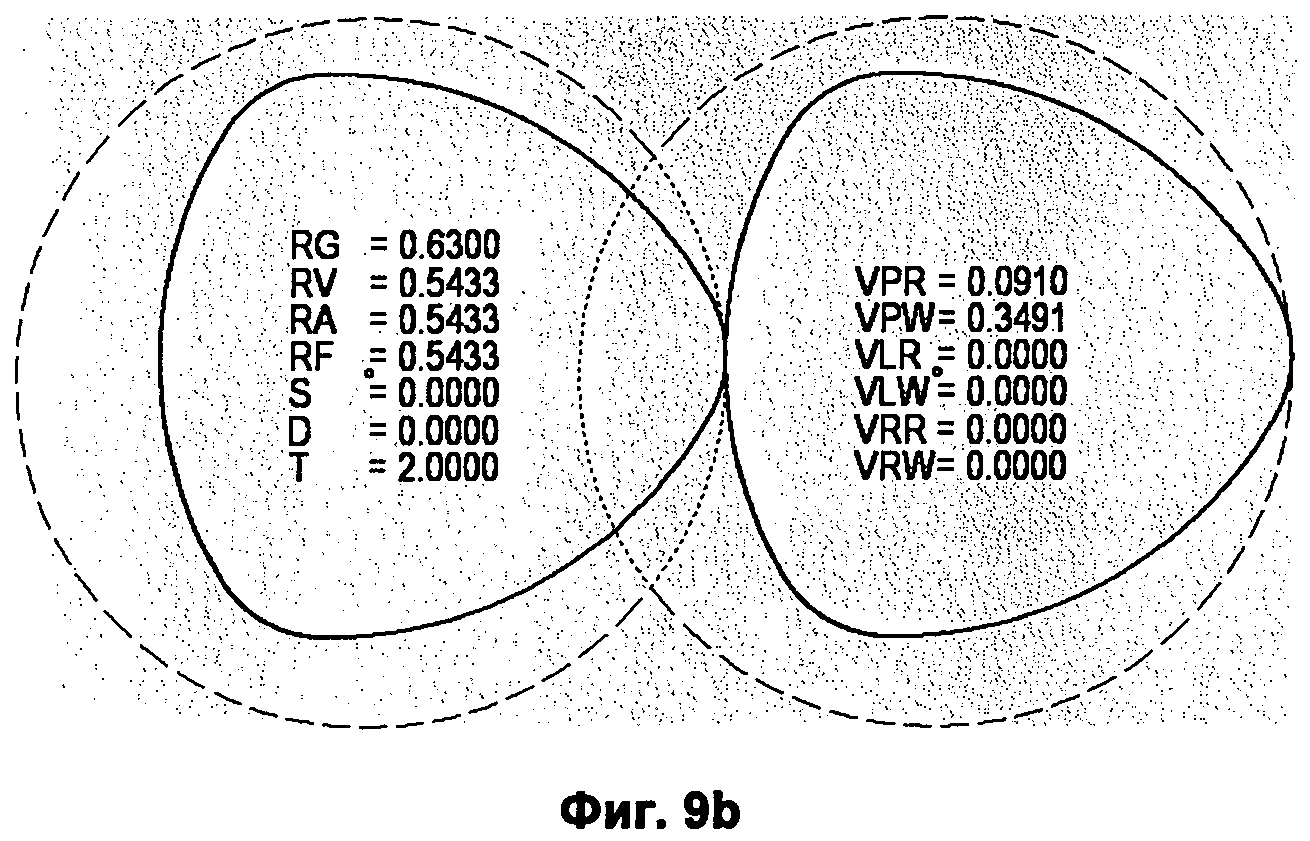
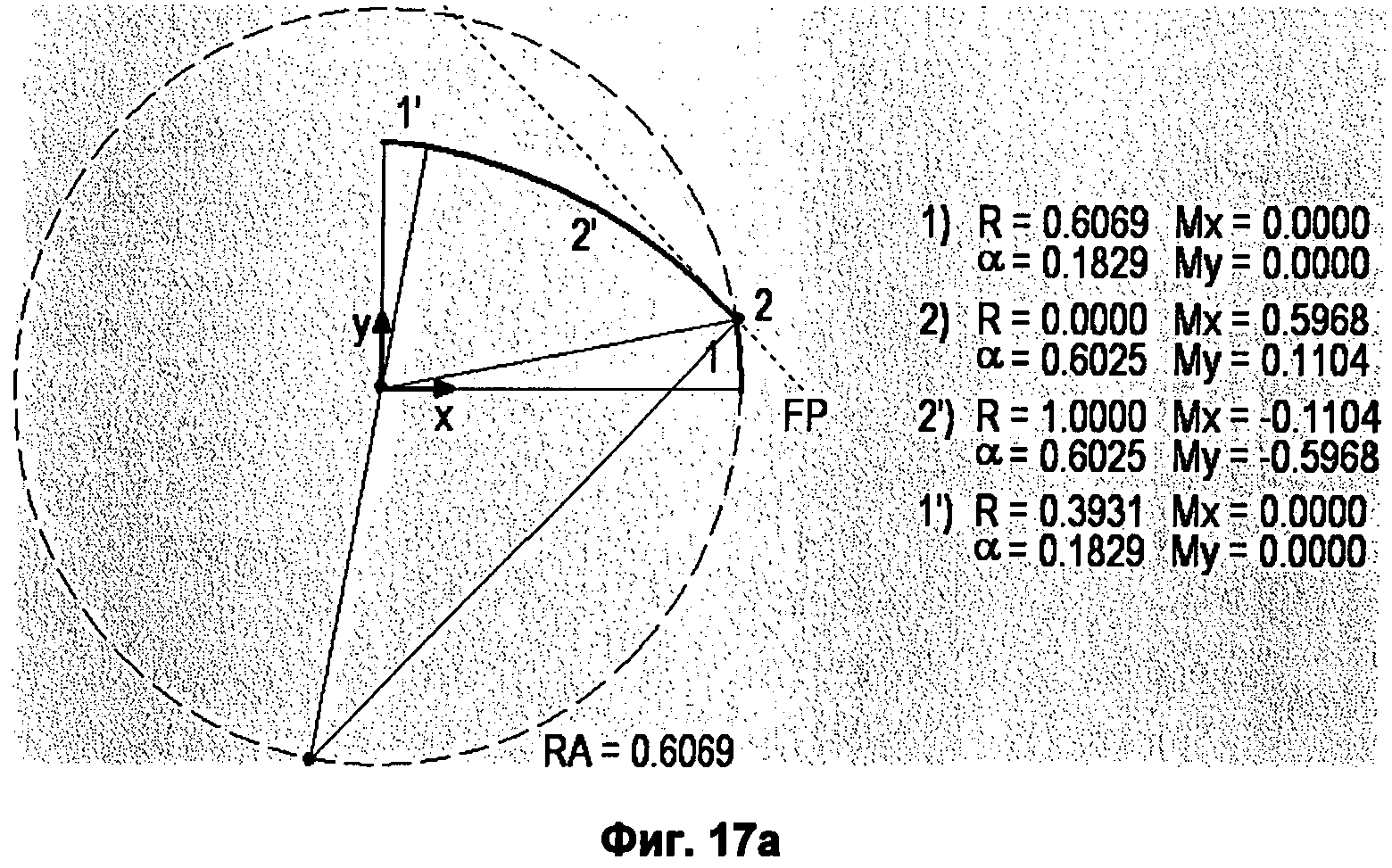
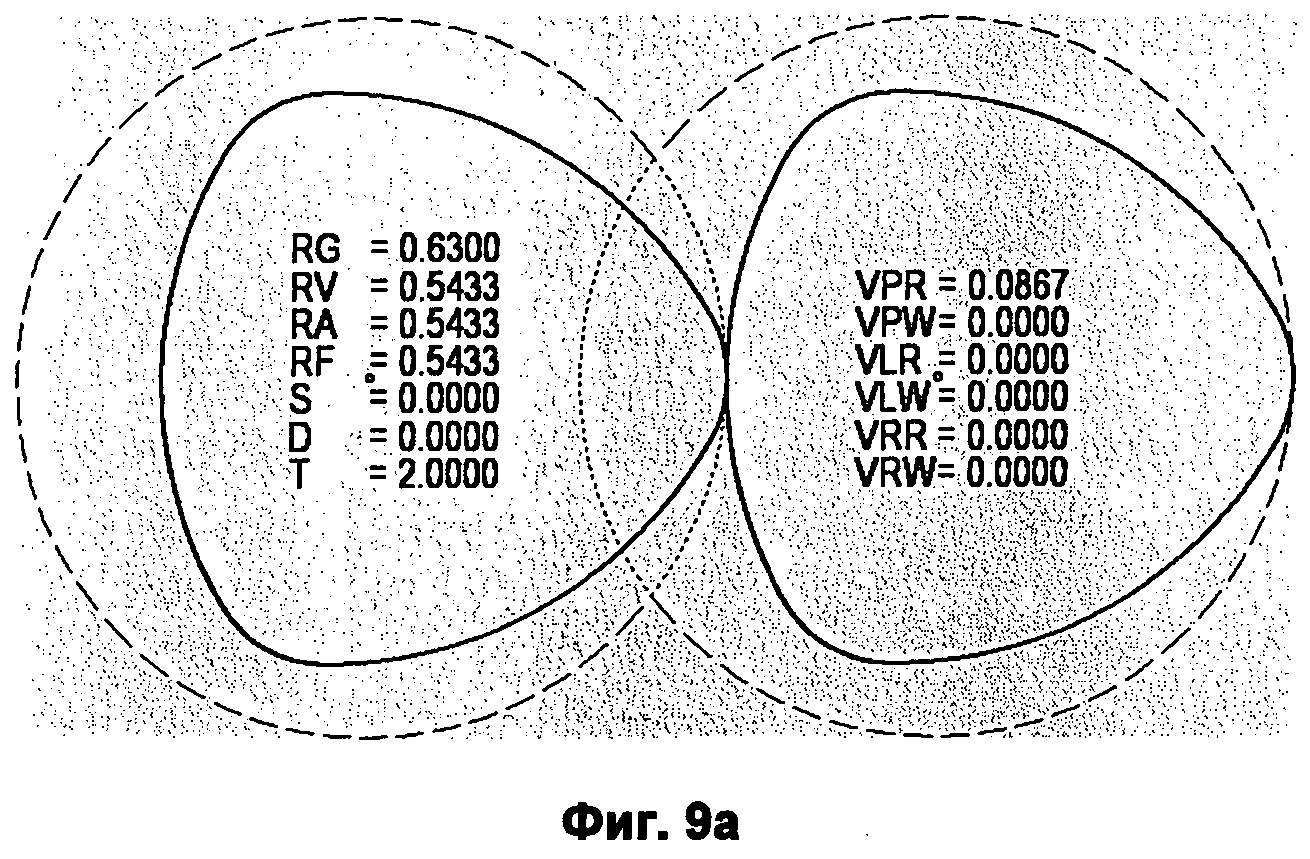
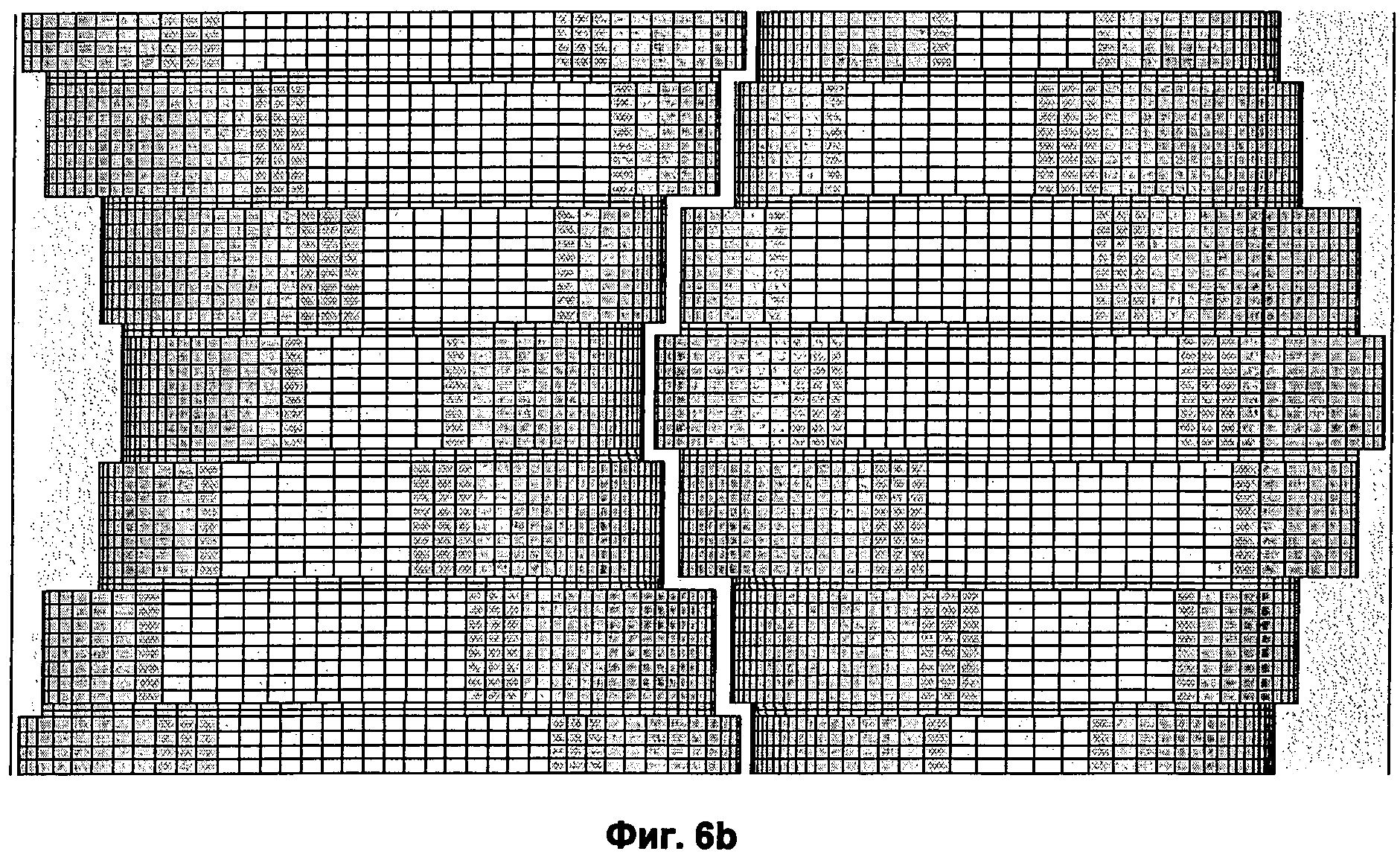
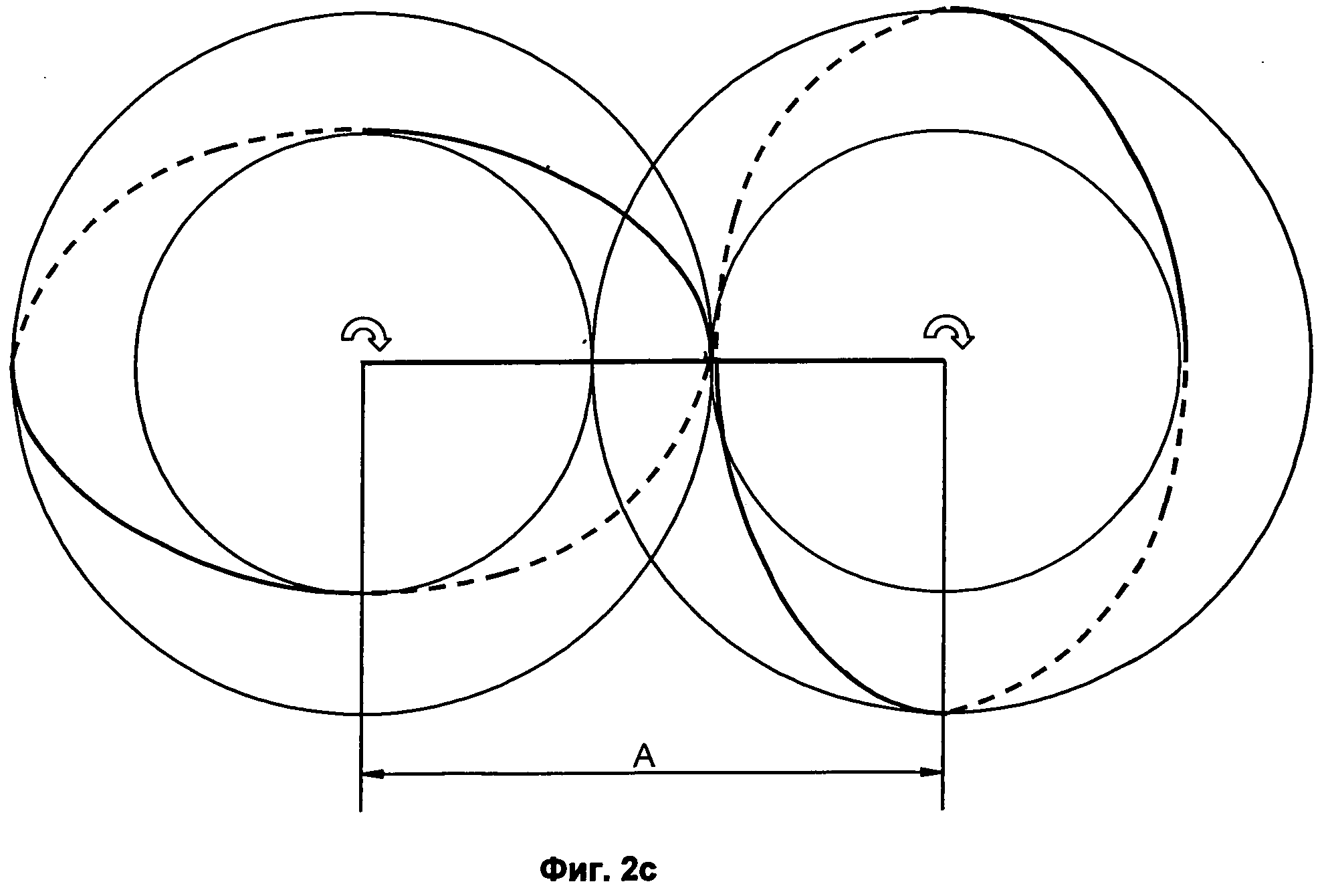
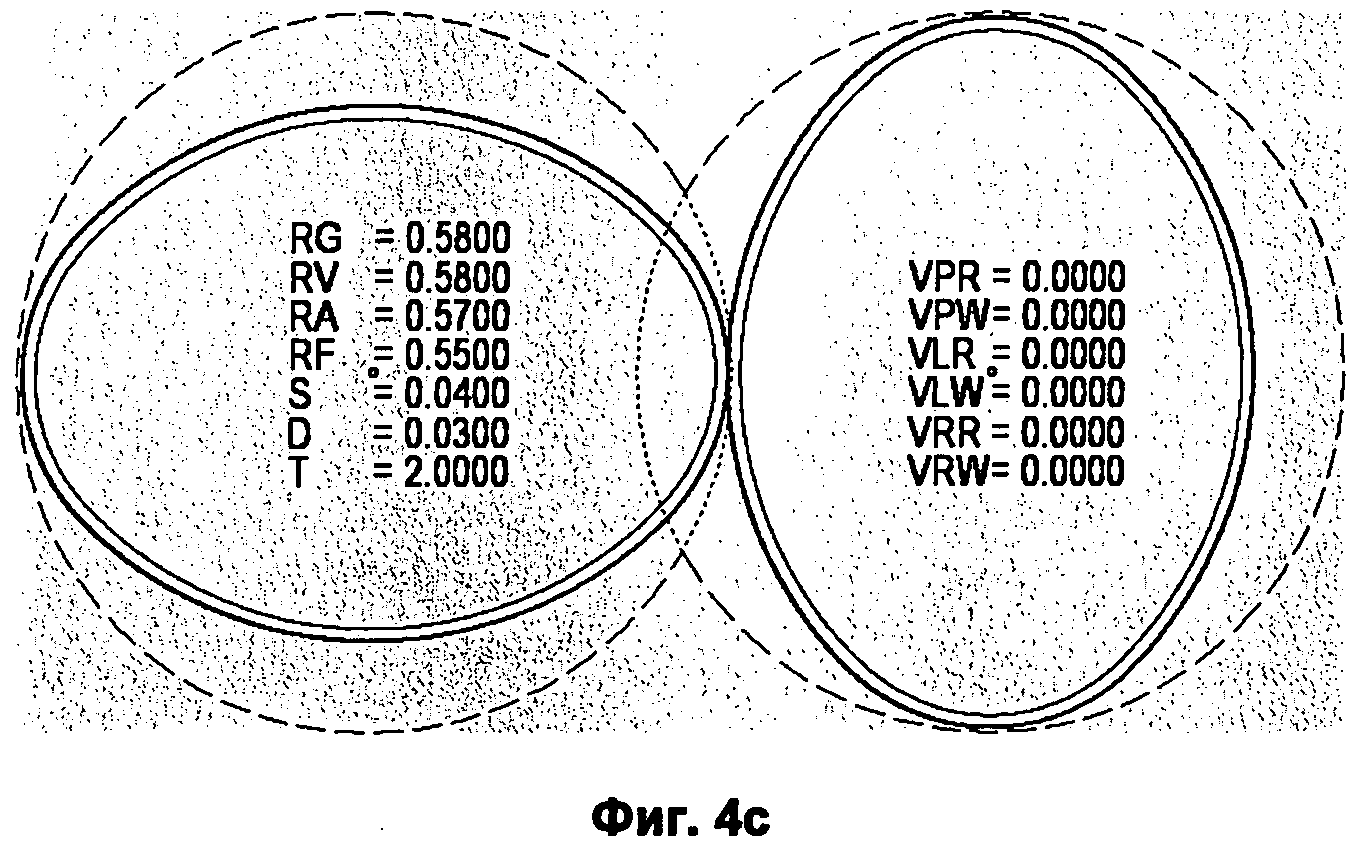
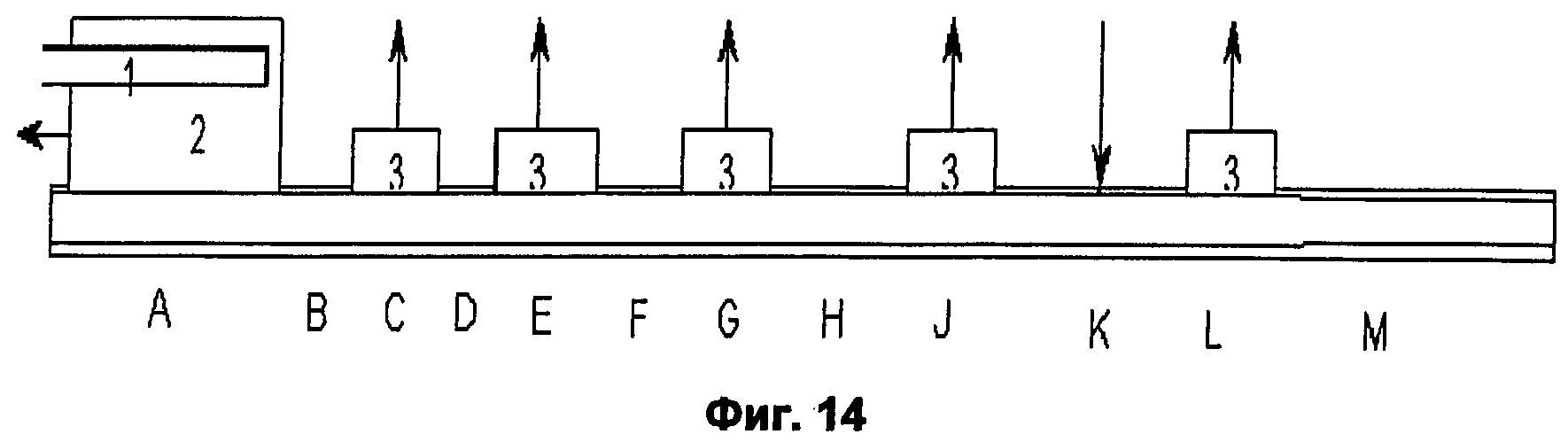
Дисперсионные адгезивы ii
Дисперсионные адгезивы i
Способ получения простых полиэфиров сложных эфирполиолов и их применение для получения полиуретанов
Неионно-гидрофилизированные связующие дисперсии
Способ получения хлора каталитическим окислением хлористого водорода и способ получения изоцианатов
Способ и колонна для получения по меньшей мере одного диарилкарбоната и/или арилалкилкарбоната
Способ получения полиизоцианатов, содержащих аллофанатные и силановые группы
Способ получения диарилкарбоната и переработка, по меньшей мере, одной части образованного при этом раствора, содержащего хлорид щелочных металлов, в находящемся ниже по технологической цепочке электролизе хлорида щелочных металлов
Способ получения первичных ароматических диизоцианатов
Способ получения изоцианата
Свободные от растворителя самоотверждающиеся полиуретановые дисперсии
Поликарбонатполиолы и их применение для получения полиуретановых и полиуретанкарбамидных эластомеров
Подкисленные полиэфирполиуретановые дисперсии
Способ получения хлора окислением в газовой фазе
Дисперсионные адгезивы ii
Дисперсионные адгезивы i
Способ получения простых полиэфиров сложных эфирполиолов и их применение для получения полиуретанов
Неионно-гидрофилизированные связующие дисперсии
Способ получения хлора каталитическим окислением хлористого водорода и способ получения изоцианатов
Способ и колонна для получения по меньшей мере одного диарилкарбоната и/или арилалкилкарбоната

