Результат интеллектуальной деятельности: ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и используется преимущественно в авиастроении для изготовления панелей, применяемых в качестве элемента локального усиления.
Известно «Устройство для изготовления гофрированных полос» (авторское свидетельство RU №369962, М. кл. B21D 13/02, опубл. 15.11.1973), представляющее собой штамп, содержащий закрепленные на верхней плите формующий и калибрующий (прижимной) пуансоны и механизм подачи заготовки, установленную на нижней плите разъемную матрицу. Одна из частей матрицы расположена с возможностью перемещения в направлении подачи заготовки. Недостатком данной конструкции является сложность изготовления и настройки штампа и подающего механизма, а также низкая точность изготовления деталей в результате погрешностей накапливающихся при деформировании заготовки.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является «Штамп для изготовления гофрированных изделий» (авторское свидетельство RU №984568, М. кл. B21D 13/02, опубл. 30.12.1982). Штамп содержит установленные на верхней плите формующий и калибрующий пуансоны, основной и дополнительный подпружиненные прижимы, матрицу с 2 типами ручьев: одни ручьи имеют форму готового гофра, другие имеют волнообразную форму с радиусами закруглений, большими пяти толщин материала. Изготовление детали в данном штампе происходит путем последовательной подачи заготовки на величину шага гофра, где при первом ходе формующий пуансон предварительно формует волнообразный гофр с относительными радиусами закруглений, большими пяти толщин материала заготовки, при втором ходе формует второй волнообразный гофр. При последующих шагах происходит предварительная формовка гофра и калибровка ранее сформированного гофра. Для полной калибровки детали на известном штампе, по сравнению с предлагаемым изобретением, требуется дополнительно два предварительных хода штампа, при этом минимальное число гофр при изготовлении деталей равно двум. Использование данной конструкции не обеспечивает изготовление детали с широкими фланцами произвольной формы, а также требуемых параметров изготавливаемых деталей из-за невозможности расчета точной длины развертки предварительного гофра, что в процессе калибровки гофров ведет к перераспределению материала и короблению уже сформированного гофра.
Задачей изобретения является улучшение качества за счет повышения точности параметров изготавливаемых гофров; увеличение производительности за счет снижения числа вспомогательных ходов штампа; расширение номенклатуры за счет изготовления деталей с одним гофром и более, и деталей с произвольной формой фланца.
Предлагаемый штамп для формообразования гофрированных деталей из листовой заготовки состоит из верхней плиты, на которой закреплены формообразующий пуансон и подпружиненный прижим, матрицы с ручьями и калибрующего пуансона. В отличие от прототипа, штамп снабжен регулируемыми упорами, установленными на подпружиненном прижиме со стороны верхней плиты, которые обеспечивают необходимое усилие прижатия верхней плиты в конце рабочего хода. С одного из торцов матрицы, установлена направляющая планка, предназначенная для направления листовой заготовки. Подпружиненный прижим выполнен с плоской рабочей поверхностью, матрица выполнена с двумя ручьями. Формообразующий пуансон и ручьи матрицы выполнены по форме готового гофра, что позволяет формообразовать предварительный гофр по параметрам приближенным к готовому гофру. Калибрующий пуансон выполнен съемным с возможностью его жесткой фиксации в одном из ручьев матрицы поверх предварительно сформированного гофра. Использование в совокупности матрицы с данной формой ручьев и съемного калибрующего пуансона, дополнительно несущего функцию прижима, ведет к устранению образования излишков материала, вследствие чего, уменьшается коробление уже сформированного гофра готовой детали. Использование данного изобретения позволяет увеличить производительность, улучшить качество и расширить номенклатуру изготавливаемых деталей.
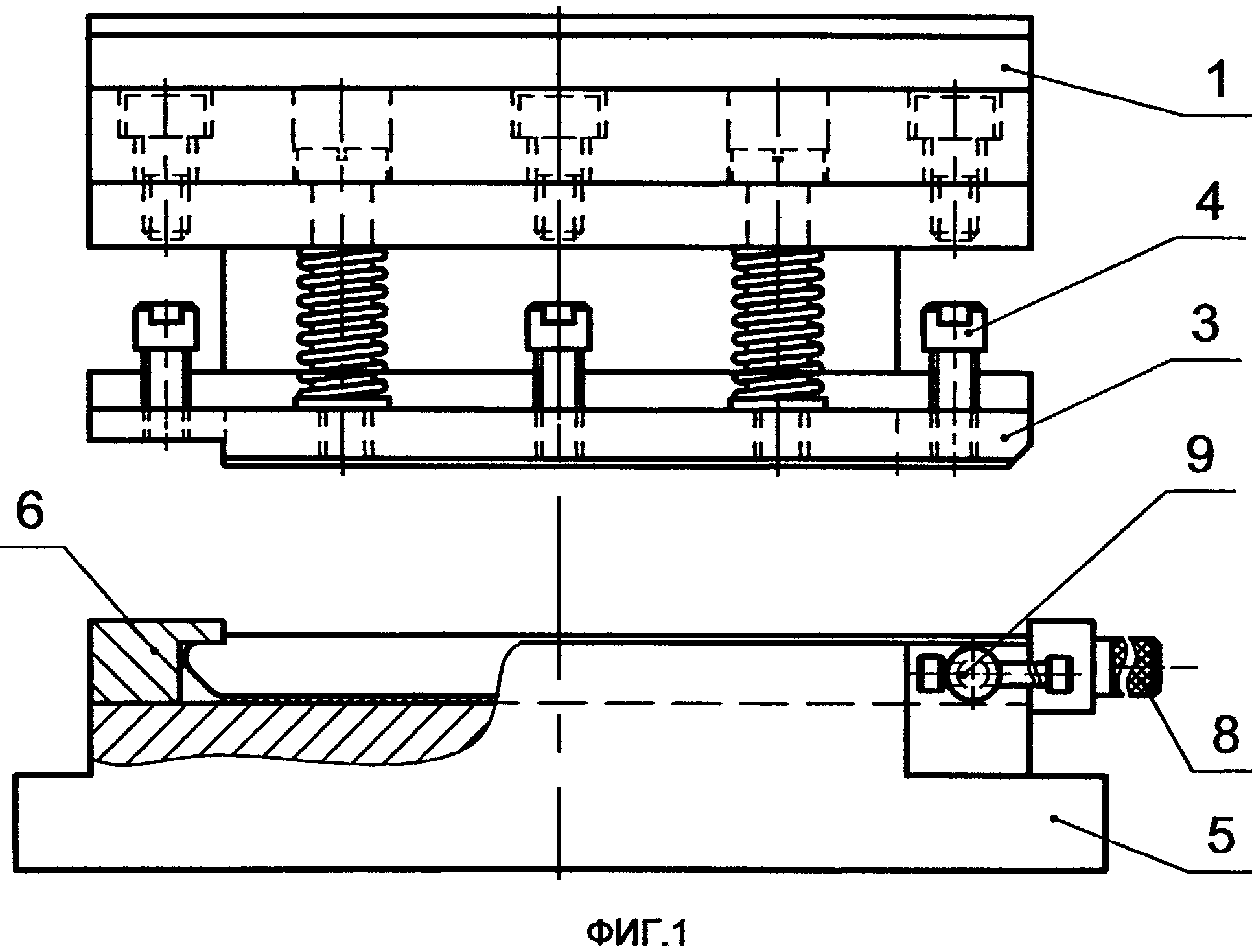
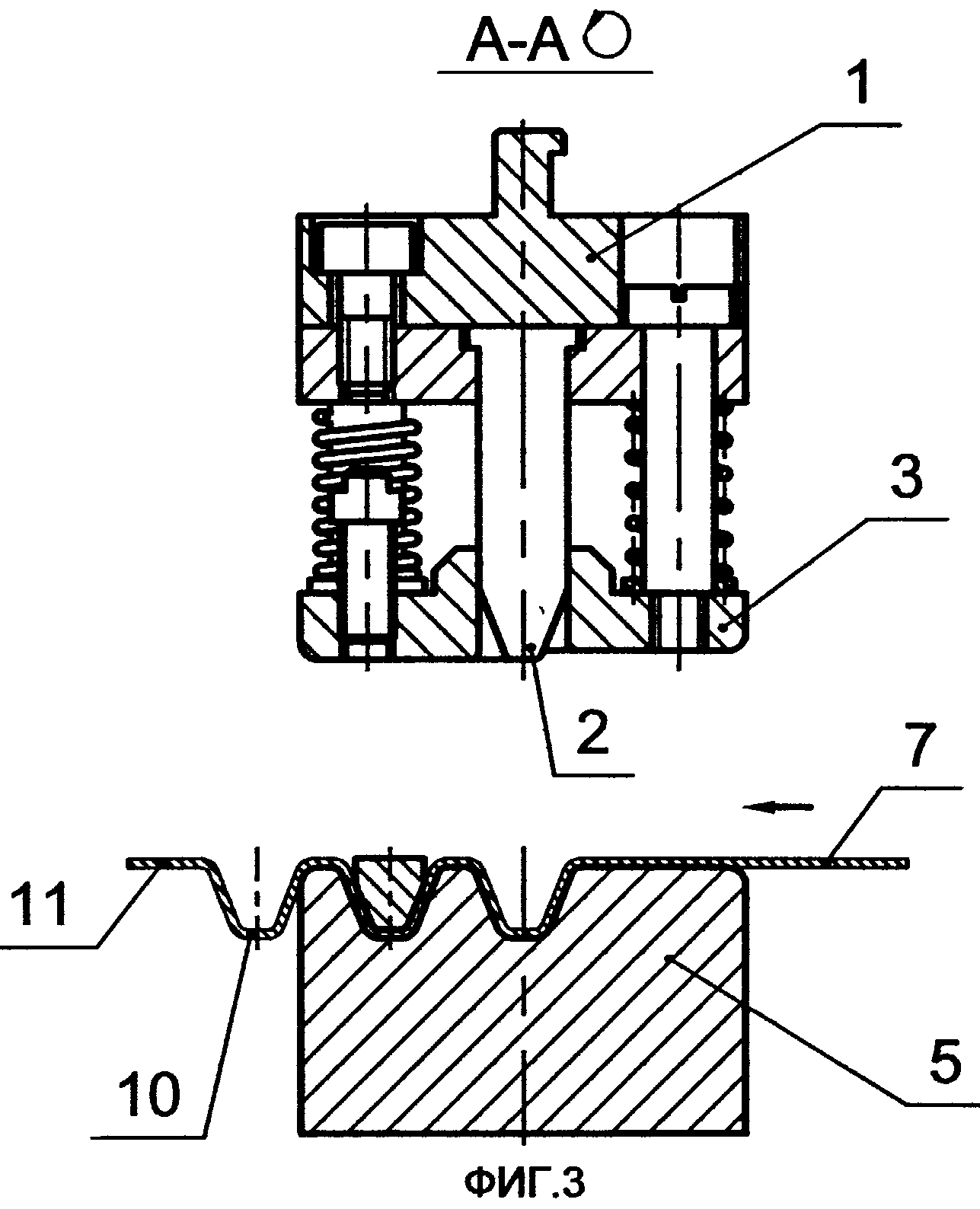
Предлагаемое изобретение поясняется графическими материалами. На фиг.1 изображен основной вид штампа с местным разрезом под замковую часть направляющей планки; на фиг.2 - вид штампа сверху, с местным разрезом, демонстрирующим установку быстросъемного фиксатора; на фиг.3 - штамп в разрезе.
Штамп включает верхнюю плиту 1, с закрепленными на ней формообразующим пуансоном 2 и подпружиненным прижимом 3. На подпружиненном прижиме 3 установлены регулируемые упоры 4. Штамп включает также матрицу 5 с двумя ручьями, по форме соответствующими форме готового гофра, направляющую планку 6, установленную с одного из торцов матрицы 5 и предназначенную для направления листовой заготовке 7. Съемный калибрующий пуансон 8, выполнен с возможностью его жесткой фиксации в одном из ручьев матрицы 5, с одной стороны под направляющей планкой 6 в замок, с другой - посредством быстросъемного фиксатора 9. Из листовой заготовки 7 получают готовую деталь, включающую в себя гофр 10 и фланец 11.
Процесс формообразования предлагаемым штампом осуществляют следующим образом.
В рабочее пространство между матрицей 5 и формообразующим пуансоном 2, вдоль направляющей планки 6 подают заготовку 7 с необходимым для образования фланца 11 вылетом. Движением верхней плиты 1 посредством подпружиненного прижима 3 осуществляют предварительное прижатие заготовки 7 к матрице 5. После чего из подпружиненного прижима 3 выдвигают формообразующий пуансон 2 и происходит формообразование первого гофра 10. Затем верхнюю плиту 1 поднимают и листовую заготовку 7 сдвигают относительно прижимной планки 6 на один шаг. Съемный калибрующий пуансон 8 устанавливают во второй ручей матрицы 5 поверх предварительно сформированного гофра 10 и закрепляют с одной стороны в замок под направляющую планку 6, с другой стороны - быстросъемным фиксатором 9. Верхнюю плиту 1 опускают, из подпружиненного прижима 3 выдвигают формообразующий пуансон 2, при этом происходит предварительное формообразование второго гофра 10 и калибровка первого. Съемный калибрующий пуансон 8 обеспечивает дополнительное зажатие сформированного гофра 10 и препятствует его деформации, в результате чего происходит необходимое одностороннее подтягивание заготовки 7 из ее плоской части. Необходимое для калибровки гофра 10 усилие в нижней точке регулируют упорами 4. Для формирования готовой детали последовательность операций повторяют необходимое число раз.
Штамп для формообразования гофрированных деталей из листовой заготовки, содержащий верхнюю плиту, закрепленные на ней формообразующий пуансон и подпружиненный прижим, матрицу с ручьями и калибрующий пуансон, отличающийся тем, что он снабжен регулируемыми упорами, установленными на подпружиненном прижиме со стороны верхней плиты, направляющей планкой для направления листовой заготовки, установленной с одного из торцов матрицы, при этом подпружиненный прижим выполнен с плоской рабочей поверхностью, матрица выполнена с двумя ручьями, соответствующими форме готового гофра, а калибрующий пуансон выполнен съемным с возможностью его жесткой фиксации в одном из ручьев матрицы поверх предварительно сформированного гофра.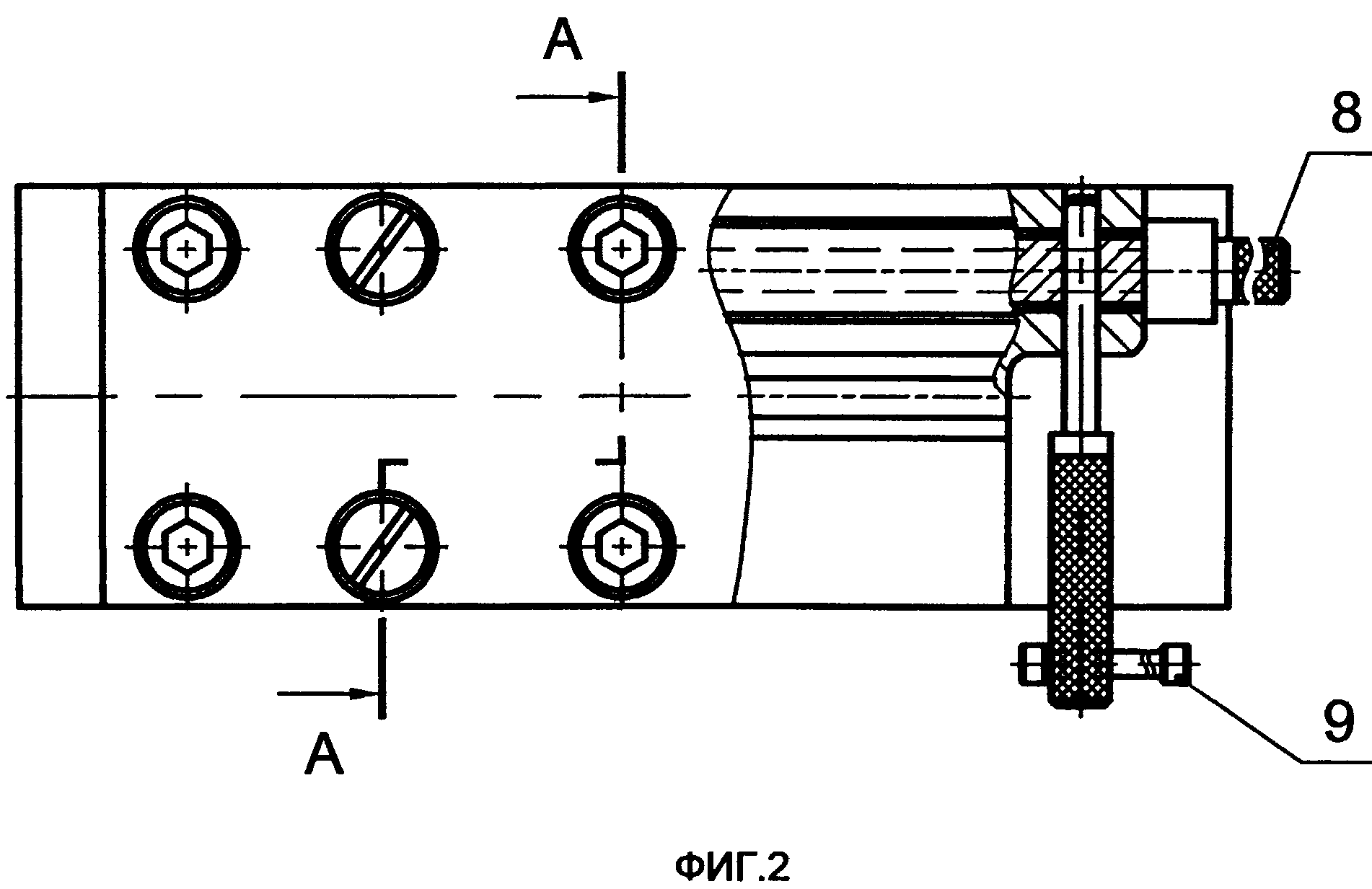
Регулируемое сверхзвуковое сопло турбореактивного двигателя
Регулируемое сверхзвуковое сопло турбореактивного двигателя
Платформа интегрированной модульной авионики боевых комплексов
Способ регулирования авиационного турбореактивного двигателя
Регулируемое сверхзвуковое сопло турбореактивного двигателя
Регулируемое сверхзвуковое сопло турбореактивного двигателя
Платформа интегрированной модульной авионики боевых комплексов
Способ регулирования авиационного турбореактивного двигателя
Приспособление для формообразования ребристых панелей и деталей из прессованных профилей
Штамп для формообразования листовых деталей с электротермическим нагревом

