Результат интеллектуальной деятельности: СОТОВОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к сотовому уплотнению и способу его изготовления.
Сотовые уплотнения используются для снижения до минимума утечек газа внутри двигателя, в частности, между статором и ротором турбин.
Существующий способ производства заключается в создании отливки с углублением. Эти детали называются опорными пластинами (основой).
Сотовые материалы изготавливаются из очень тонких и легких листовых металлических деталей, которые сваривают и придают им такую форму, чтобы они походили на пчелиные соты. Эти конструкции нарезают на тонкие листы, имеющие толщину, равную глубине углубления, которое при литье создано в опорных пластинах. После чего сотовые детали впаивают в углубления. Иногда соту заполняют абразивными материалами, чтобы продлить срок службы.
Существуют определенные проблемы, связанные с сотовыми уплотнениями. Так как пайку выполняют на дне углубления, паяное соединение скрыто, и его невозможно легко проконтролировать. Иногда в паяном соединении возникают пустоты. Тогда эти уплотнения могут оторваться и попасть в легко повреждаемые ножевые уплотнения, которые установлены таким образом, чтобы они граничили с сотовой конструкцией. При этом уплотнение разрушается.
Во-вторых, ножевые уплотнения и сотовые конструкции подвержены воздействию коррозионной атмосферы газообразных продуктов сгорания в двигателе. В частности, на очень тонкие сотовые конструкции может влиять сера в топливе, подвергая их сульфидации. Если они становятся хрупкими, они могут разрушиться и вылететь из двигателя, приводя к более низкой, чем прежде, эффективности уплотнения с точки зрения контроля давлений газа. По этим причинам существует необходимость в более надежном способе изготовления и более стойких к коррозии уплотнений и материале уплотнения.
Таким образом, задачей настоящего изобретения является устранение этой проблемы. Проблема решается при помощи уплотнения из сотовых ячеек, соответствующего пункту 1 Формулы изобретения, и способа его изготовления, определенного в пункте 11 Формулы изобретения.
В зависимых пунктах Формулы изобретения указаны дополнительные предпочтительные варианты его реализации, которые могут быть произвольным образом объединены друг с другом, чтобы получить дополнительные преимущества.
Из чертежей:
на Фиг.1 показаны сотовые ячейки;
на Фиг.2 схематично показана технология изготовления сотового уплотнения;
на Фиг.3 показан инструмент для изготовления сотового уплотнения;
на Фиг.4 и 5 показаны примеры сотовых уплотнений;
на Фиг.6-11 показаны некоторые из вариантов сотового уплотнения с покрытием;
на Фиг.12 показана газовая турбина;
на Фиг.13 приведен общий вид лопатки; и
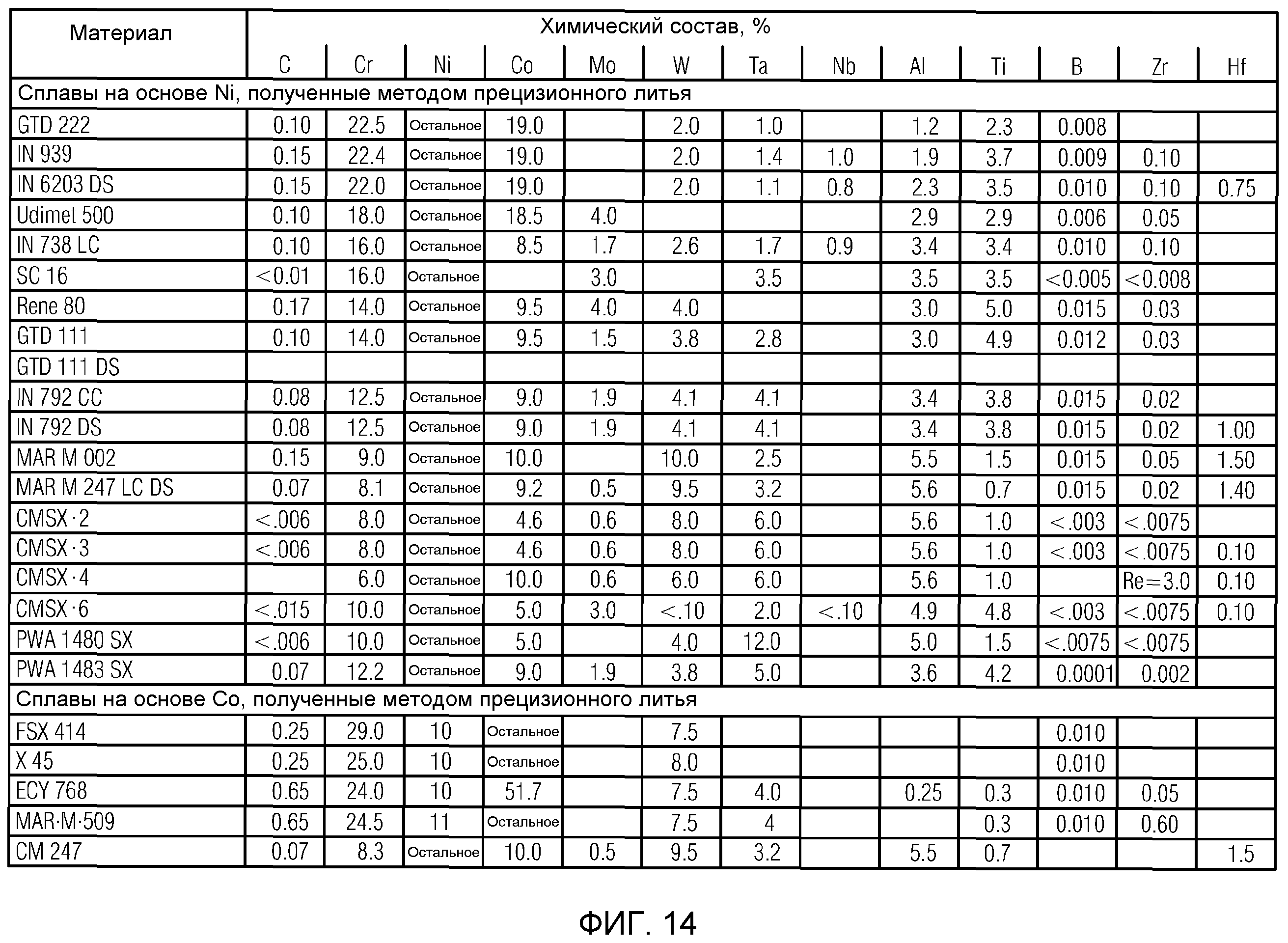
на Фиг.14 приведен список жаропрочных сплавов.
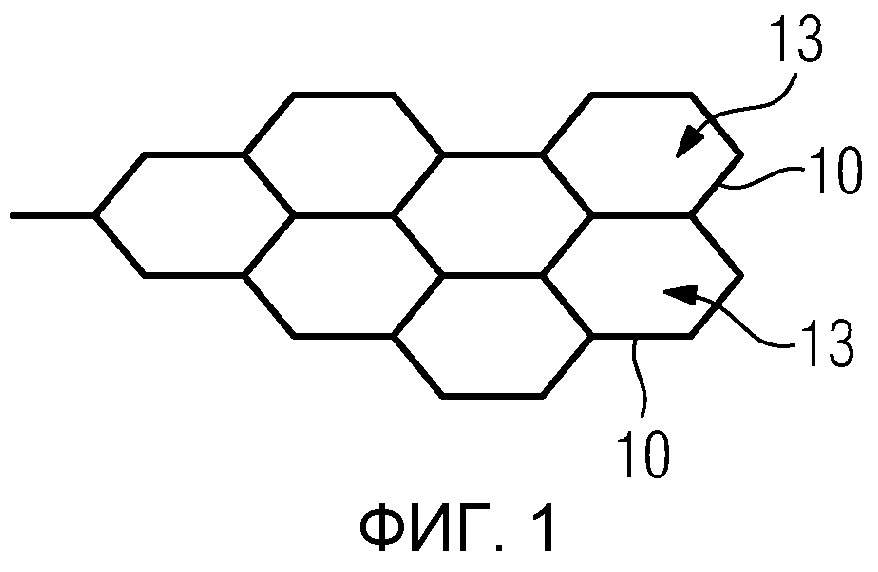
На Фиг.1 показано несколько сотовых ячеек 13, имеющих форму пчелиных сот (шестиугольную). Одна сотовая ячейка 13 в предпочтительном случае имеет шесть боковых стенок 10. Две сотовых ячейки 13 сотового уплотнения в предпочтительном случае имеют общую боковую стенку 10.
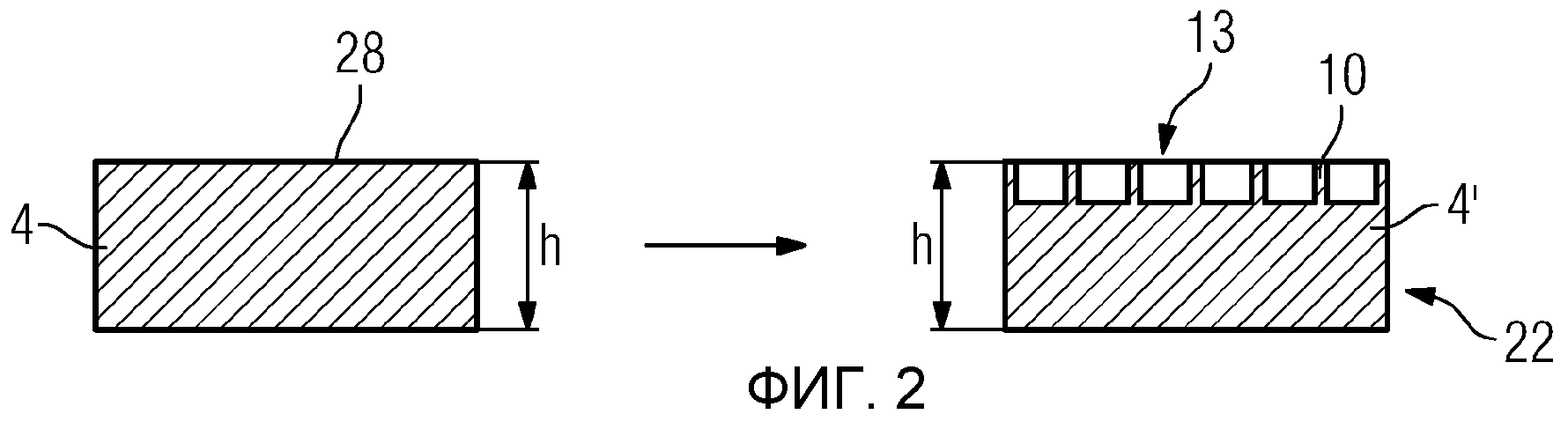
На Фиг.2 схематично показан один новаторский способ изготовления сотового уплотнения 1.
Согласно одному из аспектов настоящего изобретения, основу 4, в частности, отливку 4 изготавливают с такими же внешними размерами, что и при существующем уровне техники, за исключением того, что отсутствует углубление, заполняемое хрупким сотовым материалом. В этом случае сотовые ячейки, имеющие шестиугольную форму, в предпочтительном случае создают путем электроэрозионной обработки (EDM, Electrical Discharge Machining), и более предпочтительно - путем неоднократной электроэрозионной обработки, таким образом, как это сделал бы специалист в данной области. Так как уплотнение и отливка теперь составляют единое целое, невозможны нарушения при выполнении пайки или использовании другой технологии соединения. В целом уплотнение является более прочным.
Основа 4, в предпочтительном случае состоящая из обычной или нержавеющей стали, имеет толщину h. При механической обработке этой основы 4, предпочтительно - электроэрозионной обработке, сотовые ячейки 13 получают путем удаления материала с внешней поверхности 28 основы 4. Поэтому сотовые ячейки 13 составляют единое целое с основой 4′, что может следовать из того факта, что суммарная высота сотовых ячеек 13 и остающейся основы 4′ без сотовых ячеек 13 имеет прежнее значение h. Сотовые ячейки 13 не прикрепляются к основе 4′ при помощи пайки.
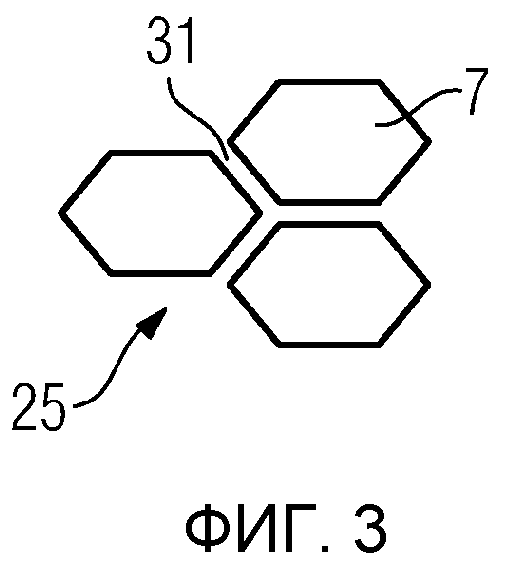
На Фиг.3 схематично показана конструкция, дополняющая сотовые ячейки 13, которая в предпочтительном случае используется как инструмент 25 для механической обработки. Такой инструмент 25 в предпочтительном случае содержит несколько штампов 7, имеющих ту же форму, что и полость одной сотовой ячейки 13 (шестиугольную форму) с определенным зазором 31 между штампами 7, который соответствует толщине боковых стенок 10 сотовой ячейки 13. Так как сотовое уплотнение 22 имеет изогнутую форму, например, кольцевую, инструмент 25 в предпочтительном случае также изогнут (не показано). Кроме того, для электроэрозионной обработки уплотнения может использоваться только один штамп 7.
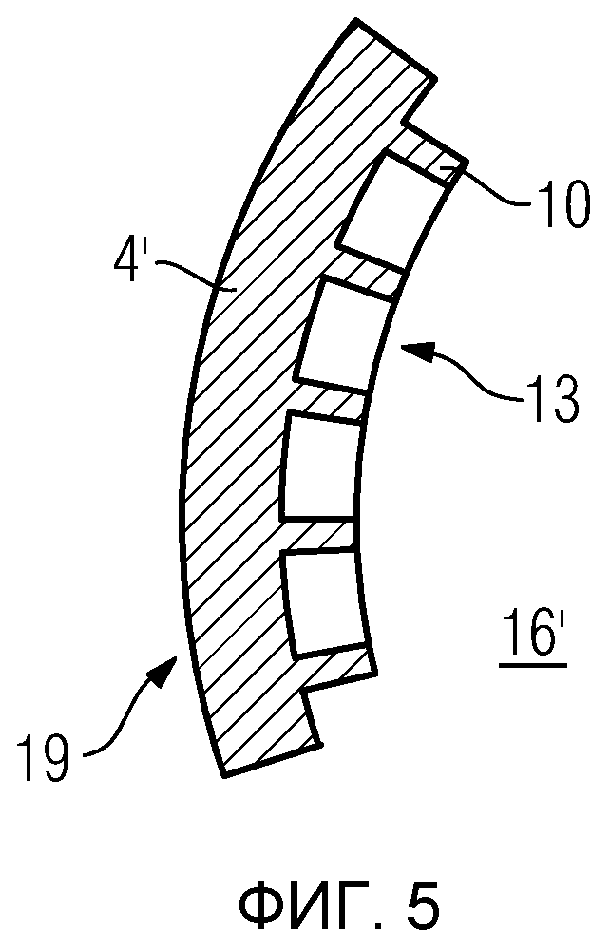
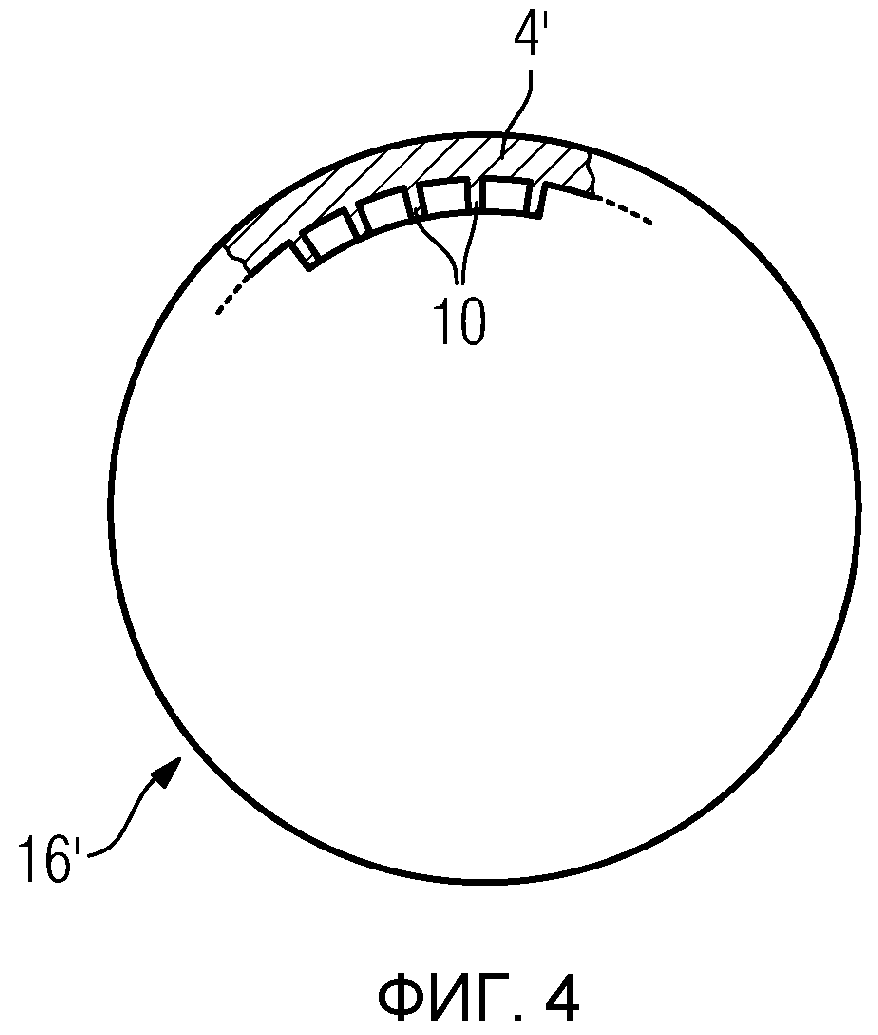
Сотовое уплотнение 16 может быть создано на кольце 16 (Фиг.4) или на кольцевых сегментах 19 (Фиг.5), вместе образующих кольцо 16′, которое будет аналогично кольцу, показанному на Фиг.4. Оба кольца будут являться частью кожуха, работающего совместно с движущимися частями, например, лопатками 120. В сегменте 19 показано несколько сотовых ячеек 13.
Кроме того, после операции электроэрозионной обработки предпочтительно выполнить травление детали в целом (основы 4′) в смеси кислот, чтобы удалить перелитый слой, создаваемый при выполнении операции электроэрозионной обработки. Существует несколько смесей кислот для выполнения этой операции. Используемая смесь кислот зависит от материалов, из которых сделана отливка. Эти технологии хорошо известны специалистам в данной области техники. Единственное отличие заключается в том, что в предпочтительном случае будут использоваться принципы прямой связи по постоянному току с деталью, которая отлита. Применяются принципы электроэрозионной обработки детали из графита, соответствующие изложенным в патенте США № 6294072 В1, зарегистрированном 25 сентября 2001 года. Предпочтительно выполнять травление до удаления как можно большего количества перелитого материала.
Также можно использовать и другие инструменты для создания сотовых ячеек 13 путем механической обработки в основе 4, например, лазер и электронный луч.
После травления на основу 4′ в предпочтительном случае наносят покрытие, в частности, при помощи последующего химического осаждения из паровой фазы (CVD, Chemical Vapor Deposition), чтобы превратить литой сплав, имеющий некоторый химический состав, в предпочтительном случае в FeCrAlY. Чтобы выполнить эту операцию, предпочтительно защитить задние участки основы от газов процесса химического осаждения из паровой фазы.
Первая операция химического осаждения из паровой фазы в предпочтительном случае будет заключаться в нанесении большой по весу доли железа (Fe) на шестиугольные полости, прошедшие механическую обработку, если основа не содержит железо как главный компонент, в частности, если она содержит никель как главный компонент. После этой операции будет наноситься покрытие из паровой фазы (CrAlY или Cr, Al, Y или Cr+Y, Al или Al+Y, Cr, …). При таком нанесении покрытия в предпочтительном случае не будут использоваться маскирующие материалы, так как желательно полностью покрывать всю деталь полностью.
Было обнаружено, что железо или CrAlY как сорбенты лучше, чем жаропрочные сплавы на основе никеля. За этой операцией нанесения покрытия в предпочтительном случае следует термическая обработка с целью повышения пластичности и преобразования основных и характерных для него γγ′ фаз внутри жаропрочного сплава на основе никеля.
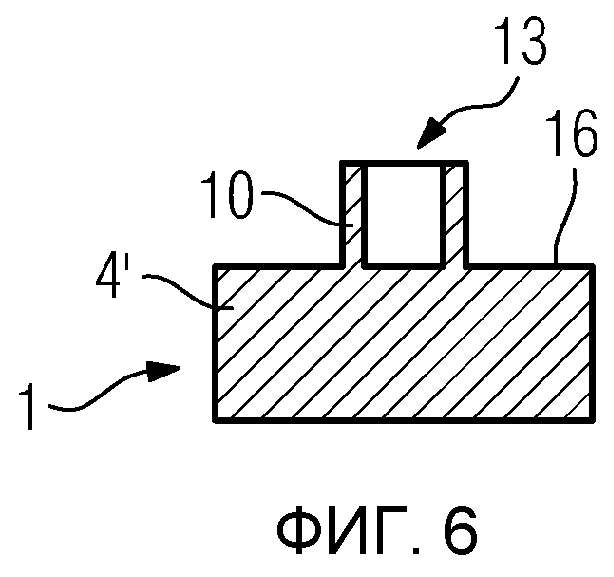
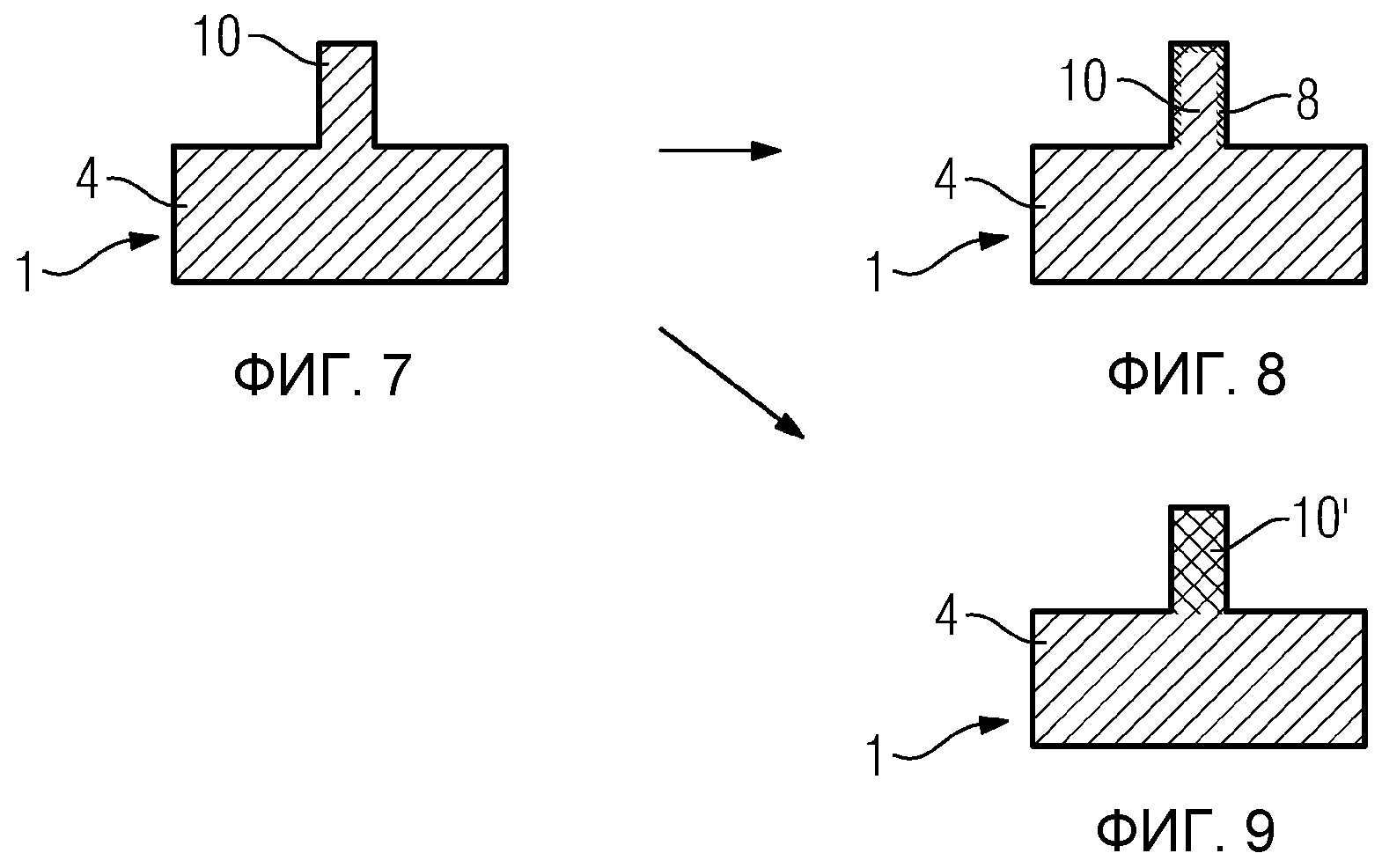
На Фиг.6 приведен разрез основы 4′, на котором показана одна сотовая ячейка 13, формирующая сотовое уплотнение 1. Согласно настоящему изобретению, боковые стенки 10 в предпочтительном случае содержат металлический материал на основе Fe, в частности, обычную или нержавеющую сталь, либо жаропрочный сплав на основе никеля. Эту сталь (в качестве иллюстративного примера) затем подвергают легированию химическими элементами Cr, Al и Y (Фиг.7), чтобы получить в результате диффузии FeCrAlY, в данном случае - диффузионную область 8 из FeCrAlY внутри боковой стенки 10 (Фиг.7 → Фиг.8). Диффузионная область 8 является только частью боковой стенки 10. В предпочтительном случае диффузия также может выполняться насквозь через стенку 10 (Фиг.7 → Фиг.9). Это означает, что не остается ничего от первоначального состава боковой стенки 10. В частности, боковая стенка 10′ состоит из сплава FeCrAlY.
В предпочтительном случае сначала путем осаждения может быть нанесен хром, а после него - алюминий, в частности, с добавлением иттрия (Y).
Алюминирование в предпочтительном случае может выполняться с использованием хорошо известного процесса пакетной цементации или других способов. В предпочтительном случае иттрий наносят вместе с алюминием. В предпочтительном случае можно добавлять другие легирующие элементы, такие как гафний, титан или кремний.
В предпочтительном случае легирующие элементы наносят на основу с использованием процесса с паровой фазой, предпочтительно - при помощи химического осаждения из паровой фазы. При нанесении эти элементы можно использовать одновременно, либо один после другого.
Так как обнаружено, что железо является сорбентом, по меньшей мере, для алюминия, то можно использовать нанесение толстого покрытия из алюминида или толстого покрытия из хромида с последующим нанесением покрытия из алюминида, чтобы обеспечить нужное содержание химических элементов, соответствующее требуемому химическому составу FeCrAlY внутри диффузионной области (8). После выполнения последующей термической обработки с целью прохождения диффузии относительно мягкая и пластичная сталь сотового уплотнения превращалась в относительно хрупкий FeCrAlY, составляющие которого были нанесены при химическом осаждении из паровой фазы.
Количество Cr, Al и Y, которые нужно диффундировать в основу, зависит от количества Cr, Al (других основных элементов), уже присутствующих в основе, в частности, стали или материале на основе Fe. Этим можно управлять посредством времени нанесения, температуры и концентрации.
Примеры
А:
1. Получение основы 4 с сотовыми ячейками 13
2. Алюминирование
3. Возможно, термическая обработка, чтобы способствовать диффузии Al в основу
4. Хромирование
5. Возможно, термическая обработка, чтобы способствовать диффузии Cr в Al и в основу
В:
1. Получение основы 4 с сотовыми ячейками 13
2. Алюминирование
3. Хромирование
4. Термическая обработка, чтобы способствовать диффузии Cr, Al
С:
1. Получение основы 4 с сотовыми ячейками 13, причем сотовые ячейки 13 соединены с основой 4 при помощи пайки
2. Хромирование
3. Алюминирование
4. Возможно, термическая обработка, чтобы способствовать диффузии Cr, Al
D:
1. Получение основы 4 с сотовыми ячейками 13, причем сотовые ячейки 13 соединены с основой 4 при помощи пайки
2. Алюминирование
3. Хромирование
4. Возможно, термическая обработка, чтобы способствовать диффузии Cr, Al
Е:
1. Получение основы 4 с сотовыми ячейками 13
2. Хромирование
3. Алюминирование
4. Термическая обработка, чтобы способствовать диффузии Cr, Al
F:
1. Получение основы 4 с сотовыми ячейками 13
2. Хромирование
3. Возможно, термическая обработка, чтобы способствовать диффузии Al в основу.
4. Алюминирование
5. Возможно, термическая обработка, чтобы способствовать диффузии Cr в Al и в основу.
При такой последовательности можно использовать преимущество пластичной и легко обрабатываемой стали, чтобы создать сотовые ячейки и встроить их в ободы. После этого сниженная пластичность больше не является проблемой, так как в дальнейшем не возникают изгиб или механические напряжения, обусловленные процессом изготовления.
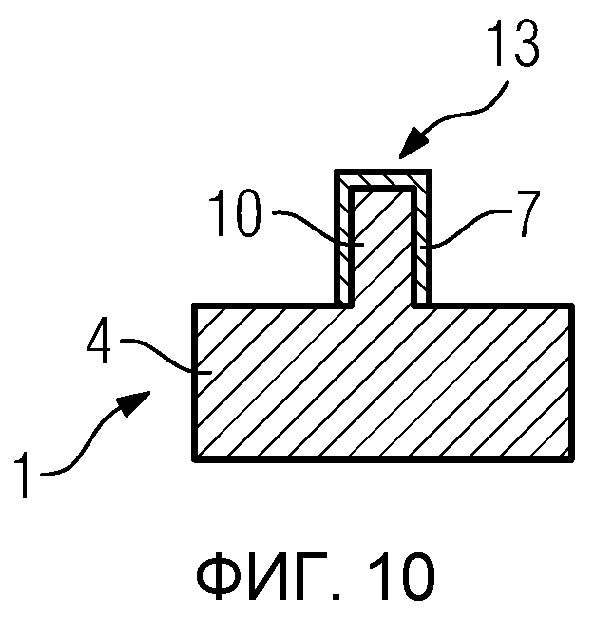
В соответствии с другим примером изобретения, на служащие каркасом железные боковые стенки 10 наносят защитное покрытие 7 из FeCrAlY (Фиг.10) как накладываемое покрытие. Возможно также сочетание как накладываемого, так и диффузионного покрытия.
В состав покрытия 7 или диффузионной области 8 входит хром, алюминий (Al) и иттрий (Y), остальное - М, в частности железо (Fe). В частности, сплав FeCrAlY или покрытие 7 состоит из Fe, Cr, Al и Y. В качестве возможного варианта, сплав MCrAlY или покрытие 7, 8 может содержать титан (Ti), гафний (Hf) и/или кремний (Si), которые усиливают антикоррозионные/антиокислительные свойства легированной или имеющей покрытие стали. Гафний (Hf) стабилизирует оксид алюминия, который образуется на внешней поверхности сплава MCrAlY, при этом кремний (Si) сделает возможным образование фазы силиката алюминия.
Термин "содержит" означает, что количество такого химического элемента, по меньшей мере, в два раза превышает уровень содержания этого элемента в сплаве MCrAlY в виде примеси или, по меньшей мере, в два раза превышает точность измерения, в зависимости от того, что выше. В частности, сплав MCrAlY или покрытие 7 состоят из Fe, Cr, Al и Y, а также, по меньшей мере, одного элемента из группы, содержащей Ti, Hf и/или Si.
Предпочтительными диапазонами (в % по весу) для химических элементов являются следующие: 18-35% Cr, 3-15% Al, 0,2-2% иттрия и необязательное добавление до 3% титана, до 3% гафния и/или до 3% кремния. При минимальном добавлении на долю остающегося железа будет приходиться 80% по весу, а при максимальном - 39% по весу.
Все комбинации с необязательными элементами являются предпочтительными вариантами реализации настоящего изобретения:
Это означает: MCrAlY, в частности, M=Fe:
+ Ti
+ Hf
+ Si
+ Ti + Hf
+ Ti + Si
+ Hf + Si
+ Ti + Hf + Si
Эти семь комбинаций элементов сплава могут быть исключительным (состоит из) или неисключительным (содержит) перечнем для MCrAlY или покрытия 7.
Покрытие 7 из FeCrAlY или диффузионная область 8 в предпочтительном случае не содержит никеля (Ni) и/или не содержит кобальта (Co).
Покрытие 7 из MCrAlY может быть нанесено при помощи известного процесса нанесения покрытия или обработки с использованием подходящего сплава MCrAlY или в предпочтительном случае путем нанесения покрытия из элементов Cr, Al и Y и/или необязательных элементов по отдельности и создания за счет диффузии этой диффузионной области из MCrAlY. В частности, для нанесения покрытия на ячейки 13 сотового уплотнения 1 используется процесс химического осаждения из паровой фазы.
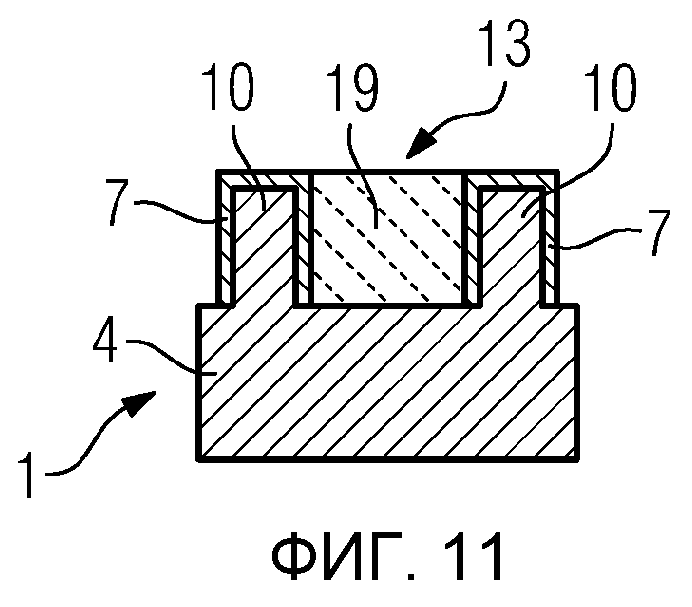
В частности, сотовая ячейка 13 может быть заполнена измельченным материалом, в особенности, керамикой 19, чтобы дополнительно улучшить стойкость сотового уплотнения 1 к абразивному износу (Фиг.11).
Материалом боковых стенок 10 сотовых ячеек 13 в предпочтительном случае является обычная или нержавеющая сталь.
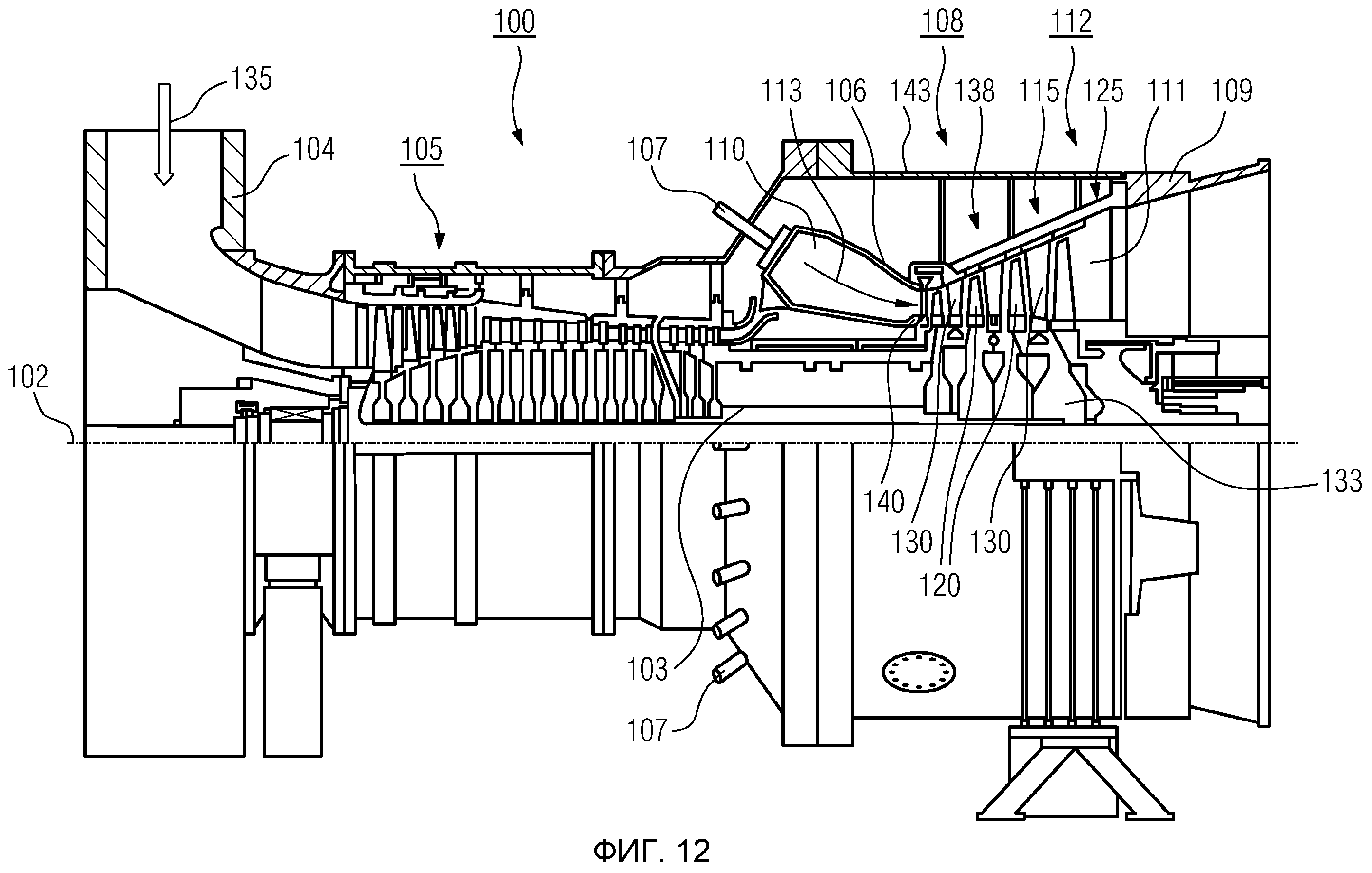
На Фиг.12 в качестве примера показан местный разрез в продольном направлении газовой турбины 100. Внутри газовой турбины 100 имеется ротор 103, который установлен с возможностью вращения вокруг оси 102 вращения, имеет вал 101 и также называется ротором турбины. Вдоль ротора друг за другом расположены кожух 104 впуска, компрессор 105, например, тороидальная камера 110 сгорания, в частности, кольцевая камера сгорания, с множеством установленных соосно горелок 107, турбина 108 и кожух 109 выпуска отходящих газов. Кольцевая камера 110 сгорания сообщается с, например, кольцевым каналом 111 горячих газов, где, в качестве примера, четыре последовательных ступени 112 турбины образуют турбину 108. Каждая ступень 112 турбины образована, например, двумя венцами лопаток или направляющих лопаток. Если смотреть в направлении потока рабочего тела 113, в канале 111 горячих газов после ряда направляющих лопаток 115 следует ряд 125 из лопаток 120 ротора.
Направляющие лопатки 130 прикреплены к внутреннему кожуху 138 статора 143, в то время как лопатки 120 ротора из ряда 125 посажены на ротор 103, например, при помощи диска 133 турбины. С ротором 103 соединен генератор (не показан).
Во время работы газовой турбины 100 компрессор 105 всасывает воздух 135 через кожух 104 впуска и сжимает его. Сжатый воздух, имеющийся на стороне компрессора 105, обращенной к турбине, направляется в горелки 107, где он смешивается с топливом. Затем смесь сгорает в камере 110 сгорания, образуя рабочее тело 113. Оттуда рабочее тело 113 течет вдоль канала 111 горячих газов мимо направляющих лопаток 130 и лопаток 120 ротора. Рабочее тело 113 расширяется у лопаток 120 ротора, передавая свое количество движения, в результате чего лопатки 120 ротора приводят в действие ротор 103, а последний, в свою очередь, приводит в действие соединенный с ним генератор.
Во время работы газовой турбины 100 в компонентах, на которые воздействует горячее рабочее тело 113, возникают термические напряжения. В направляющих лопатках 130 и лопатках 120 ротора, расположенных на первой ступени 112 турбины, если смотреть в направлении потока рабочего тела 113, вместе с блоками тепловой защиты, которыми облицована кольцевая камера 110 сгорания, возникают наиболее высокие термические напряжения. Чтобы они имели возможность противостоять преобладающим там температурам, их можно охлаждать при помощи охладителя. Кроме того, основа компонентов может иметь направленную структуру, т.е. они могут быть в виде монокристалла (SX-структура) или иметь только продольно ориентированные зерна (DS-структура). Например, в качестве материала для компонентов, в частности, для лопатки или направляющей лопатки 120, 130 и элементов камеры 110 сгорания, используются жаропрочные сплавы на основе железа, никеля или кобальта. Жаропрочные сплавы этого типа известны, например, из документов ЕР 1204776 В1, ЕР 1306454, ЕР 1319729 А1, WO 99/67435 или WO 00/44949, которые являются частью этого описания, относящейся к химическому составу сплавов.
Направляющая лопатка 130 имеет хвостовик (здесь не показан), обращенный к внутреннему кожуху 138 турбины 108, и перо, расположенное на другом конце относительно хвостовика. Перо направляющей лопатки обращено к ротору 103 и прикреплено к монтажному кольцу 140 статора 143.
Основа 4 представляет собой кольцо или сегмент кольца, в которых путем механической обработки создана конструкция из сотовых ячеек. Это устраняет необходимость припаивания сот к основе и уменьшает количество соединений на такой окружности, которые могут являться путями утечки.
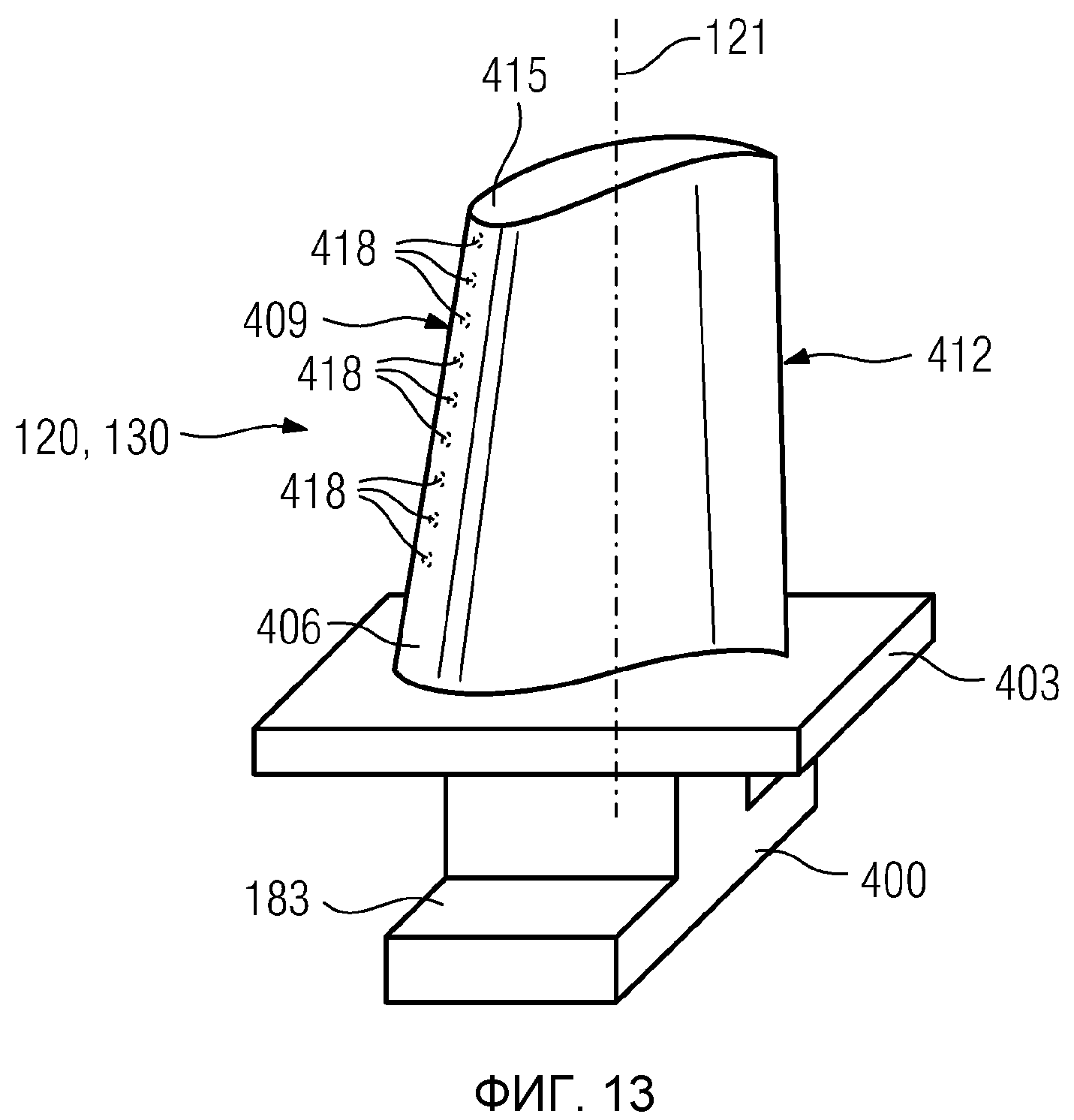
На Фиг.13 приведен общий вид лопатки 120 ротора или направляющей лопатки 130 турбомашины, проходящей вдоль оси 121.
Турбомашина может представлять собой газовую турбину воздушного судна или энергетической установки для генерации электричества, паровую турбину или компрессор.
Лопатка или направляющая лопатка 120, 130 имеет, в порядке следования вдоль продольной оси 121, зону 400 крепления, примыкающую к ней полку 403 лопатки или направляющей лопатки и основную часть 406 лопатки или направляющей лопатки, а также вершину 415 лопатки или направляющей лопатки. Что касается направляющей лопатки 130, она может иметь дополнительную полку (не показана) у своей вершины 415.
В зоне 400 крепления создан хвостовик 183 лопатки или направляющей лопатки, который используется для крепления лопаток 120, 130 ротора к валу или диску (не показаны). Хвостовик 183 лопатки или направляющей лопатки выполнен, например, в форме головки молотка. Возможны и другие конфигурации, например, елочка или ласточкин хвост. Лопатка или направляющая лопатка 120, 130 имеет входную кромку 409 и выходную кромку 412 для тела, которое течет мимо основной части 406 лопатки или направляющей лопатки.
В случае обычных лопаток или направляющих лопаток 120, 130, во всех зонах 400, 403, 406 лопатки или направляющей лопатки 120, 130 используются, например, твердые металлические материалы, в частности, жаропрочные сплавы.
Жаропрочные сплавы этого типа известны, например, из документов ЕР 1204776 В1, ЕР 1306454, ЕР 1319729 А1, WO 99/67435 или WO 00/44949, которые являются частью этого описания, относящейся к химическому составу сплавов. В этом случае лопатку или направляющую лопатку 120, 130 можно изготавливать при помощи литья, кроме того - с использованием направленной кристаллизации, при помощи штамповки, фрезерования или их комбинации.
При создании компонентов для машин, которые во время работы подвергаются высоким механическим, термическим и/или химическим напряжениям, используются заготовки с монокристаллической структурой или структурами. Монокристаллические заготовки этого типа изготавливают, например, путем направленной кристаллизации из расплава. Сюда входят процессы литья, в ходе которых жидкий металлический сплав затвердевает с образованием монокристаллической структуры, т.е. монокристаллической заготовки, или с прохождением направленной кристаллизации.
В этом случае дендритные кристаллы ориентируются вдоль направления теплового потока и создают либо столбчатую структуру кристаллических зерен (т.е. зерна, которые проходят по всей длине заготовки и называются в этом описании, в соответствии с обычно используемой терминологией, направленно кристаллизованными), либо монокристаллическую структуру, т.е. вся заготовка состоит из одного единственного кристалла. В ходе этих процессов необходимо не допустить перехода к кристаллизации с образованием шаровидных зерен (множества кристаллов), так как ненаправленный рост неизбежно приводит к возникновению поперечных и продольных границ между зернами, что не позволяет обеспечить выгодные свойства, имеющиеся у компонента с направленной кристаллизацией или в виде монокристалла. Если в тексте без уточнений упоминаются микроструктуры с направленной кристаллизацией, под этим должны пониматься как монокристаллы, которые вообще не имеют межзеренных границ или, самое большее, имеют межзеренные границы под небольшими углами, так и столбчатые кристаллические структуры, которые имеют межзеренные границы, проходящие в продольном направлении, но вообще не имеют межзеренных границ, проходящих в поперечном направлении. Эта вторая форма кристаллических структур также описывается как микроструктуры с направленной кристаллизацией (структуры с направленной кристаллизацией). Процессы этого типа известны из документов US 6024792 и ЕР 0892090 А1, которые являются частью этого описания, относящейся к процессу кристаллизации.
Лопатки или направляющие лопатки 120, 130 могут также иметь покрытия, защищающие от коррозии или окисления, например, MCrAlX (М - по меньшей мере, один химический элемент, выбираемый из группы, состоящей из железа (Fe), кобальта (Co), никеля (Ni), Х - активный химический элемент, который представляет собой иттрий (Y) и/или кремний и/или, по меньшей мере, один редкоземельный элемент, либо гафний (Hf)). Сплавы этого типа известны из документов ЕР 0486489 В1, ЕР 0786017 В1, ЕР 0412397 В1 или ЕР 1306454 А1, которые, как предполагается, являются частью данного описания, относящейся к химическому составу сплава. В предпочтительном случае плотность составляет 95% от теоретической. На слое MCrAlX (как промежуточном слое или внешнем слое) образуется защитный слой из оксида алюминия (TGO - слой термически выращенного оксида).
Также возможно наличие на слое MCrAlX покрытия - теплового барьера, состоящего, например, из ZrO2, Y2O3-ZrO2, т.е. нестабилизированного, частично стабилизированного или полностью стабилизированного оксидом иттрия и/или оксидом кальция и/или оксидом магния, которое в предпочтительном случае является внешним слоем. Покрытие - тепловой барьер покрывает весь слой MCrAlX. В покрытии - тепловом барьере при помощи подходящих процессов нанесения покрытия, например, физического осаждения из паровой фазы с использованием электронного луча (EB-PVD) создают столбчатые зерна. Приемлемы и другие процессы нанесения покрытия, например, воздушно-плазменное напыление (APS), плазменное напыление в среде низкого давления (LPPS, Low-Pressure Plasma Spraying), вакуумно-плазменное напыление (VPS, Vacuum Plasma Spraying) или химическое осаждение из паровой фазы. Покрытие - тепловой барьер может содержать пористые зерна, имеющие микро- или макротрещины, для улучшения его сопротивляемости тепловым ударам. Таким образом, покрытие - тепловой барьер в предпочтительном случае является более пористым, чем слой MCrAlX.
Лопатка или направляющая лопатка 120, 130 могут быть полыми или сплошными. Если лопатку или направляющую лопатку 120, 130 необходимо охлаждать, она сделана полой и также может иметь отверстия 418 для пленочного охлаждения (показаны пунктирными линиями).
Конструктивный элемент с антимикробной поверхностью и его применение
Металлическое покрытие со связующим веществом с высокой температурой перехода гамма/гамма' и деталь
Литьевая смоляная система для изоляторов с повышенной теплостойкостью
Устройство горелки для текучего топлива и способ изготовления устройства горелки
Способ эксплуатации горелки, горелка, в частности для газовой турбины и газовая турбина
Коммуникационная сеть для связанного с колеей транспортного средства
Способ регулирования процесса горения, в частности, в топочном пространстве парогенератора, отапливаемого ископаемым топливом, и система сжигания
Беспроводное управляющее устройство
Способ и устройство для определения магнитного параметра в сердечнике
Динамоэлектрическая машина
Нано- и микроструктурное керамическое термобарьерное покрытие
Ветроэлектрический генератор
Компенсатор давления для подводного устройства
Распылительное сопло и способ атмосферного напыления, устройство для покрытия и покрытая деталь
Способ и устройство для мониторинга эцн
Многоуровневый преобразователь в качестве компенсатора реактивной мощности с симметрированием активной мощности
Система и способ распределения мощности
Способ и система для контроля системы, связанной с безопасностью
Способ регулирования для зеркала расплава в кристаллизаторе непрерывной разливки
Способ определения очищенного ценного газа из газовой смеси, а также устройство для осуществления этого способа

