Результат интеллектуальной деятельности: СПОСОБ СБОРКИ ФОРМУЮЩЕГО БЛОКА ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к технологии изготовления подвижных соединений в пресс-форме, и может быть использовано при изготовлении армированных амортизаторов и резинометаллических элементов.
Известны конструкции пресс-форм для изготовления подвижных соединений (см. например, патенты РФ №№2113998 и 2351472).
Эти пресс-формы содержат формующий блок, заполняемую эластомером загрузочную камеру с перемещающимся в ней пуансоном и литниковую систему.
В формующем блоке пресс-формы размещают элементы арматуры подвижного соединения с выставкой зазоров между ними при помощи фиксаторов элементов арматуры.
Сборка формующего блока при подготовке пресс-формы к работе является ответственной операцией, во многом определяющей качество изготовления подвижного соединения.
Известен способ сборки формующего блока пресс-формы для изготовления подвижного соединения, заключающийся в размещении элементов арматуры подвижного соединения между формообразующими кольцами формующего блока с выставкой зазоров при помощи фиксаторов элементов арматуры, устанавливаемых через радиальные пазы, выполненные в формообразующих кольцах (патент РФ №2302944), наиболее близкий аналог.
Применение известного способа для изготовления крупногабаритных подвижных соединений показало, что выставка зазоров при помощи фиксаторов элементов арматуры, устанавливаемых через радиальные пазы, выполненные в формообразующих кольцах, при сборке формующего блока является сложной и трудоемкой операцией.
Сначала устанавливают фиксаторы элементов арматуры с одного торца подвижного соединения через радиальные пазы первого формообразующего кольца
После установки фиксаторов элементов арматуры необходимо кантовать первое формообразующее кольцо для скрепления его со вторым формообразующим кольцом между собой с последующей установкой фиксаторов элементов арматуры с другого торца подвижного соединения через радиальные пазы второго формообразующего кольца.
При этом конструкция подвижного соединения с установленными фиксаторами элементов арматуры с одного из торцов элементов арматуры и незафиксированными консольно расположенными элементами арматуры с другого торца не является жесткой.
При кантовании возможно выпадение незакрепленных фиксаторов элементов арматуры из радиального паза первого формообразующего кольца, что приводит к необходимости повторной их установки и может приводить к недопустимому смещению элементов арматуры относительно друг друга.
Особенно при выполнении фиксаторов из двух частей (разрезными в вертикальной плоскости), что позволяет контролировать величину зазоров между элементами арматуры после установки фиксаторов.
Кроме того, выпадение установленных фиксаторов элементов арматуры из радиального паза первого формообразующего кольца может происходить также при установке фиксаторов элементов арматуры через радиальные пазы второго формообразующего кольца, так как при этом усилия передаются на элементы арматуры и соответственно на ранее установленные фиксаторы элементов арматуры.
Кроме того, не исключается возможность нарушения поверхности выпавших фиксаторов элементов арматуры в результате соударения с деталями формующего блока или в результате взаимодействия при падении с поверхностью сборочной подставки, что недопустимо и может привести, в ряде случаев, к необходимости замены фиксаторов элементов арматуры.
Указанные недостатки известного способа сборки формующего блока приводят к снижению его технологичности и повышению трудоемкости проводимых работ.
Таким образом, известный способ сборки формующего блока пресс-формы сложен, трудоемок, не исключает возможность повреждения фиксаторов элементов арматуры и не позволяет обеспечить требуемую точность установки элементов арматуры подвижного соединения.
Технической задачей данного изобретения является снижение трудоемкости, упрощение и повышение точности технологического процесса сборки формующего блока, обеспечивающего надежную работу пресс-формы и качественное изготовление подвижного соединения.
Технический результат достигается тем, что в способе сборки формующего блока пресс-формы для изготовления подвижного соединения, заключающемся в размещении элементов арматуры подвижного соединения между формообразующими кольцами формующего блока с выставкой зазоров при помощи фиксаторов элементов арматуры, устанавливаемых через радиальные пазы, выполненные в формообразующих кольцах, при размещении элементов арматуры сначала выставляют зазоры между ними при помощи разделительных пластин, устанавливаемых через радиальные пазы первого формообразующего кольца и базирующихся на ограничителях их перемещения, закрепляемых на наружной поверхности этого формообразующего кольца в четырех равномерно расположенных по окружности плоскостях, затем скрепляют формообразующие кольца между собой и устанавливают фиксаторы элементов арматуры через радиальные пазы второго формообразующего кольца, после чего снимают ограничители перемещения разделительных пластин, извлекают разделительные пластины и устанавливают через радиальные пазы первого формообразующего кольца фиксаторы элементов арматуры в требуемом по периметру количестве.
Размещение между элементами арматуры разделительных пластин, устанавливаемых через радиальные пазы первого формообразующего кольца, позволяет предварительно выставить зазоры между элементами арматуры и зафиксировать элементы арматуры в требуемом положении.
Базирование разделительных пластин на ограничителях их перемещения, закрепляемых на наружной поверхности первого формообразующего кольца, позволяет полностью исключить возможность смещения и выпадения разделительных пластин из пазов формообразующего кольца и надежно зафиксировать элементы арматуры.
Установка разделительных пластин формообразующего кольца на ограничителях перемещения в четырех равномерно расположенных по окружности плоскостях достаточна для обеспечения равномерной по периметру выставки зазоров между элементами арматуры и их надежной фиксации в требуемом положении.
Наличие установленных на первом формообразующем кольце ограничителей перемещения разделительных пластин позволяет облегчить установку фиксаторов элементов арматуры через радиальные пазы второго формообразующего кольца за счет исключения при этом возможности смещения элементов арматуры при установке фиксаторов элементов арматуры в предварительно выставленные при помощи разделительных пластин зазоры между элементами арматуры.
Снятие ограничителей перемещения разделительных пластин и извлечения разделительных пластин позволяет установить через радиальные пазы первого формообразующего кольца штатные фиксаторы элементов арматуры в требуемом по периметру количестве и поместить собранный формующий блок в пресс-форму.
Разработанная совокупность технологических операций, проводимых в строго определенной последовательности, с применением специально разработанной технологической оснастки, позволяет наилучшим образом осуществить сборку формующего блока пресс-формы при ее подготовке к работе и тем самым обеспечить надежную работу пресс-формы и качественное изготовление в ней подвижного соединения.
Сущность способа поясняется чертежами.
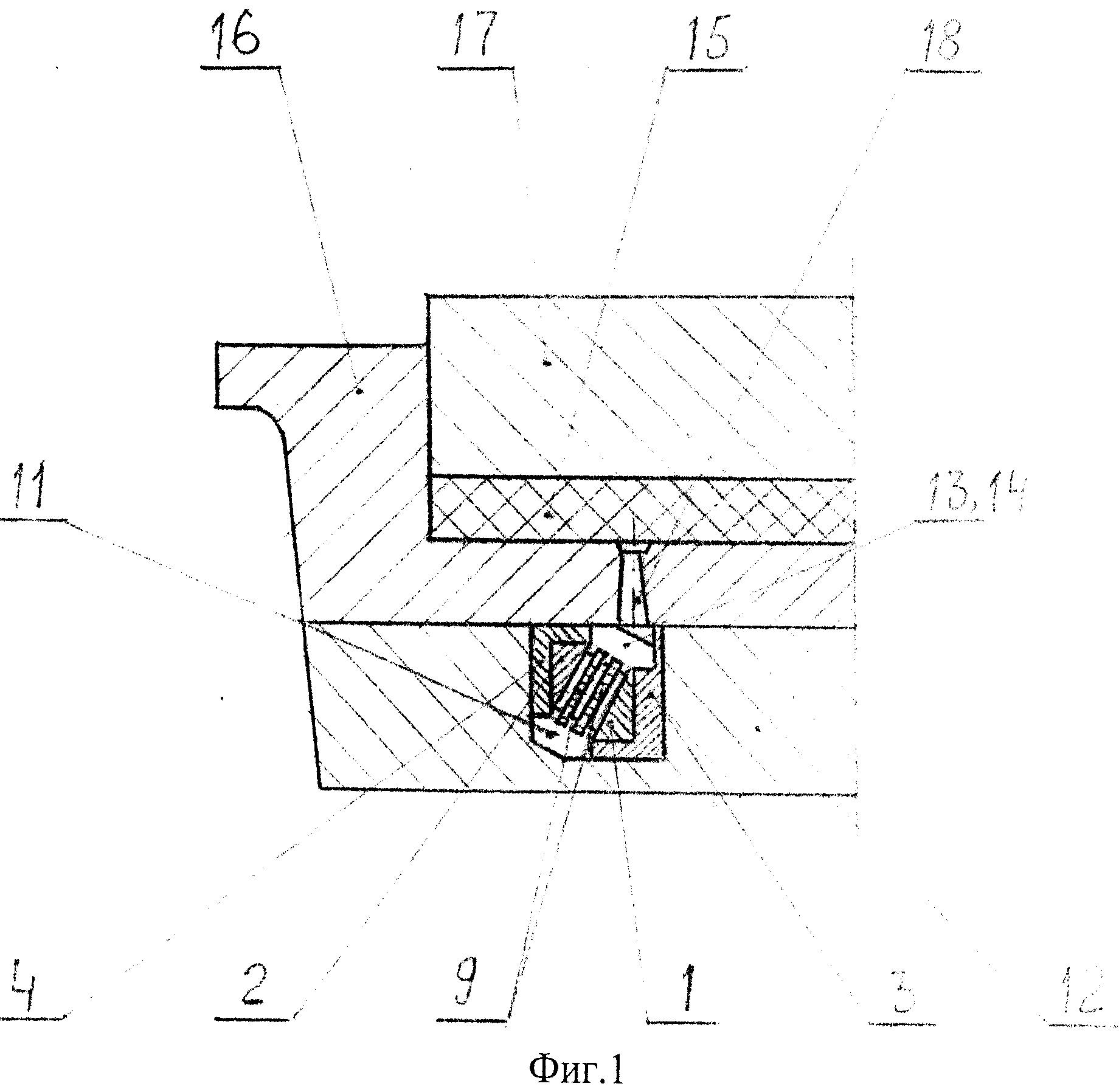
На фиг.1 приведена схема пресс-формы с формующим блоком.
На фиг.2 приведена схема сборки формующего блока.
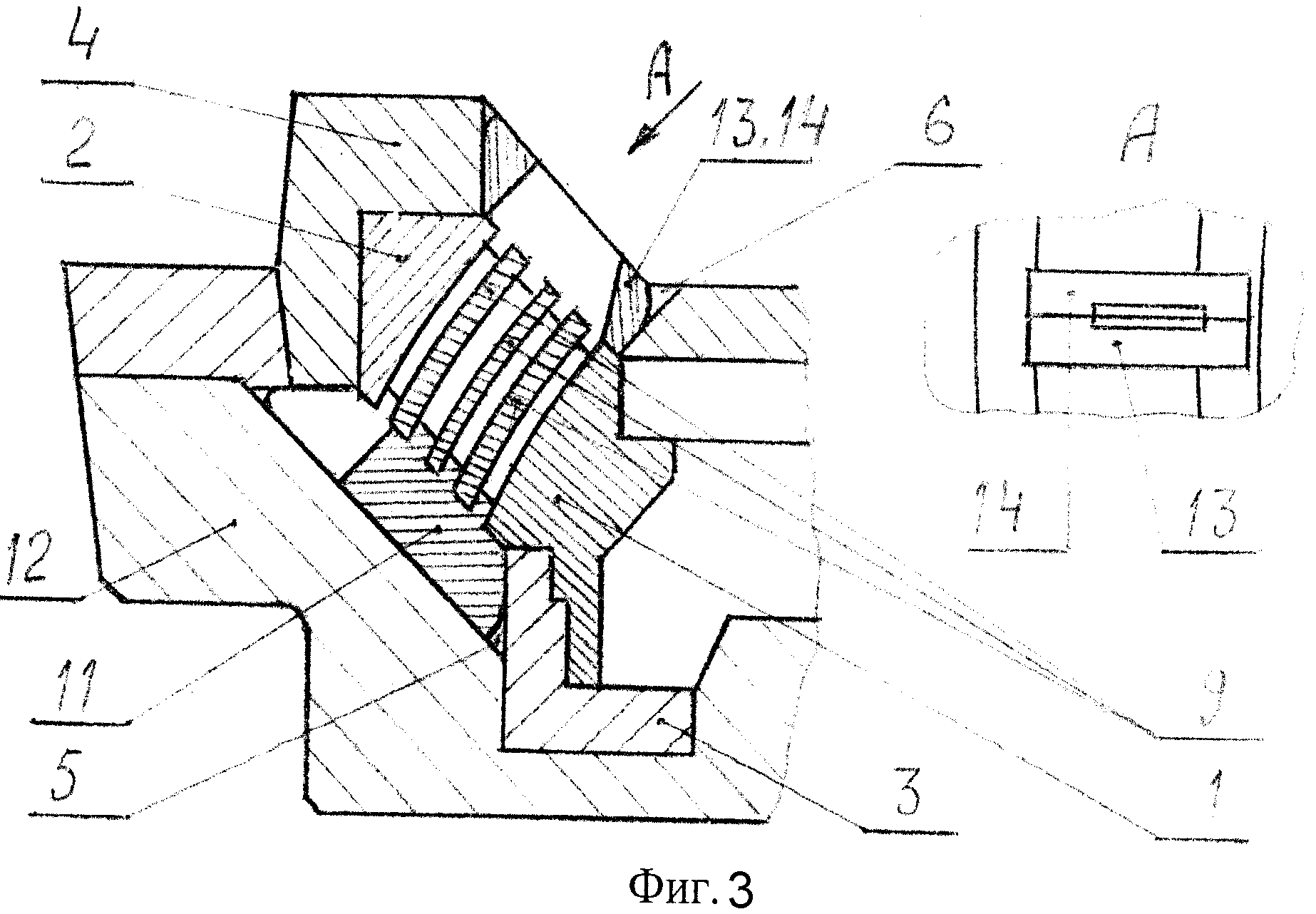
На фиг.3 приведена схема окончательной фиксации элементов арматуры в формующем блоке.
Сборка формующего блока пресс-формы по предлагаемому способу осуществляется следующим образом.
Скрепляют опорные кольца 1 и 2 подвижного соединения соответственно с нижним формообразующим кольцом 3 и верхним формообразующим кольцом 4, в которых выполнены равномерно расположенные по периметру радиальные пазы 5 и 6 для установки фиксаторов элементов арматуры.
Устанавливают и закрепляют на наружной поверхности верхнего формообразующего кольца 4, в четырех равномерно расположенных по окружности плоскостях, ограничители 7, входящие в состав сборочного приспособления 8.
На опорное кольцо 2 устанавливают тарели 9, входящие в состав элементов арматуры подвижного соединения, чередуя их с разделительными пластинами 10, входящими в состав сборочного приспособления 8.
Разделительные пластины 10 соответствуют по толщине фиксаторам элементов арматуры и устанавливаются через радиальные пазы 6 верхнего формообразующего кольца 4.
Установка разделительных пластин 10 позволяет предварительно выставить зазоры требуемой величины между опорным кольцом 2 и первой тарелью 9 и между остальными тарелями 9 с обеспечением их взаимной фиксации.
При установке разделительных пластин 10 их базируют одним торцом на ограничителях 7, выполненных в виде стержня, при этом второй торец разделительных пластин 10 располагается между элементами арматуры подвижного соединения.
Устанавливают на полученный пакет тарелей 9 опорное кольцо 1, соединенное с нижним формообразующим кольцом 3, и скрепляют между собой формообразующие кольца 3 и 4.
Через радиальные пазы 5, выполненные в нижнем формообразующем кольце 3, в предварительно выставленные при помощи разделительных пластин 10 зазоры между элементами арматуры, устанавливают нижние фиксаторы 11 элементов арматуры в количестве 16 штук.
Затем полученную сборку устанавливают во входящее в состав пресс-формы кольцо 12, препятствующее возможному перемещению установленных фиксаторов 11.
После чего сборку перекантовывают, поочередно снимают ограничители 7 и извлекают разделительные пластины 10, устанавливают взамен них и дополнительно, через радиальные пазы 6 верхнего формообразующего кольца, верхние левые фиксаторы 13 элементов арматуры в количестве 16 штук и верхние правые фиксаторы 14 элементов арматуры в количестве 16 штук.
Извлекают из радиальных пазов 6 поочередно восемь верхних фиксаторов позиции 13 или 14, равномерно расположенных по окружности.
Через частично открывшийся при этом паз 6 измеряют с помощью калиброванных пробок зазоры между опорными кольцами 1, 2 и крайними тарелями 10, между тарелями 10.
После чего производят окончательную сборку пресс-формы, помещают эластомер 15 в загрузочную камеру 16, устанавливают пуансон 17 и при помощи него запрессовывают эластомер 15 через литниковые каналы 18, осуществляя сборку формующего блока пресс-формы.
С использованием предлагаемого способа на предприятии проводится сборка формующего блока пресс-формы, в которой качественно изготавливается ряд крупногабаритных подвижных соединений.
Практическое применение подтвердило высокую технологичность процесса сборки формующего блока пресс-формы.
Способ сборки формующего блока пресс-формы для изготовления подвижного соединения, заключающийся в размещении элементов арматуры подвижного соединения между формообразующими кольцами формующего блока с выставкой зазоров при помощи фиксаторов элементов арматуры, устанавливаемых через радиальные пазы, выполненные в формообразующих кольцах, отличающийся тем, что при размещении элементов арматуры сначала выставляют зазоры между ними при помощи разделительных пластин, устанавливаемых через радиальные пазы первого формообразующего кольца и базирующихся на ограничителях их перемещения, закрепляемых на наружной поверхности этого формообразующего кольца в четырех равномерно расположенных по окружности плоскостях, затем скрепляют формообразующие кольца между собой и устанавливают фиксаторы элементов арматуры через радиальные пазы второго формообразующего кольца, после чего снимают ограничители перемещения разделительных пластин, извлекают разделительные пластины и устанавливают через радиальные пазы первого формообразующего кольца фиксаторы элементов арматуры в требуемом по периметру количестве.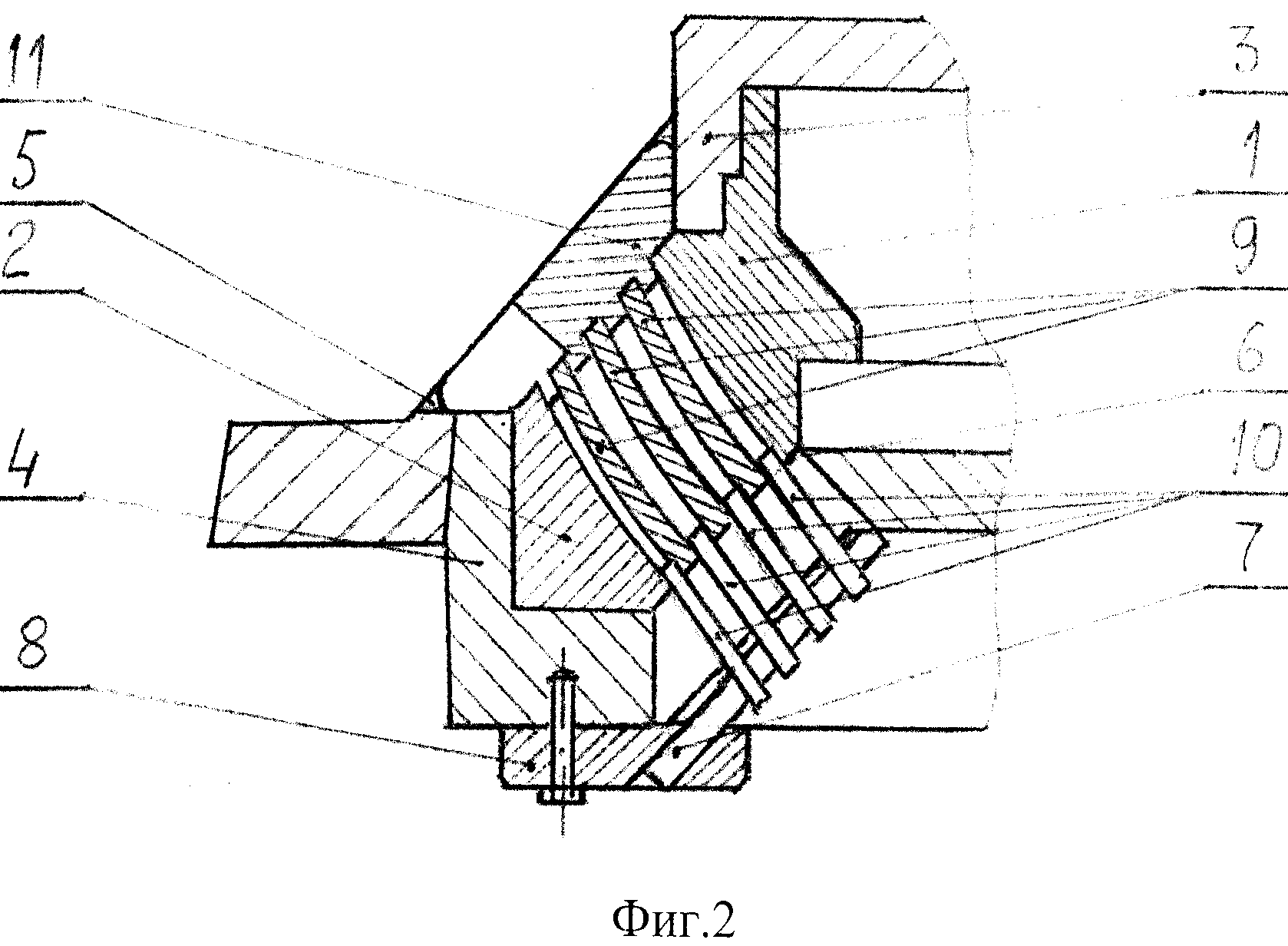
Способ изготовления фильтра
Способ сборки формующего блока пресс-формы для изготовления подвижного соединения
Способ обслуживания пресс-формы для изготовления армированных резинотехнических изделий
Способ изготовления образцов деталей из композиционных материалов
Способ изготовления теплозащитного покрытия корпуса ракетного двигателя
Ракетная двигательная установка на твердом топливе
Гибкий опорный шарнир
Способ подготовки к работе вулканизационного оборудования
Сопло ракетного двигателя и механизм раздвижки сопла ракетного двигателя
Система обеспечения буферным газом "сухих" газодинамических уплотнений
Способ изготовления фильтра
Способ сборки формующего блока пресс-формы для изготовления подвижного соединения
Способ обслуживания пресс-формы для изготовления армированных резинотехнических изделий
Способ изготовления образцов деталей из композиционных материалов
Способ изготовления теплозащитного покрытия корпуса ракетного двигателя
Ракетная двигательная установка на твердом топливе
Гибкий опорный шарнир
Способ подготовки к работе вулканизационного оборудования
Сопло ракетного двигателя и механизм раздвижки сопла ракетного двигателя
Система обеспечения буферным газом "сухих" газодинамических уплотнений

