Результат интеллектуальной деятельности: СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ
Вид РИД
Изобретение
Изобретение относят к области черной металлургии, а именно к производству железорудных окатышей.
Известен способ термообработки окатышей, включающий окомкова-ние шихты на окомкователе с получением влажных кондиционных окатышей, выдачу их из окомкователя и укладку слоем на транспортерную ленту, транспортирование влажных окатышей к обжиговой машине, укладку окатышей на колосниковую решетку обжиговой машины и термообработку, включающую просос горновых газов через слой и удаление обработанных горновых газов в атмосферу через дымоход и дымовую трубу (см. Вегман Е.Ф. Окускование руд и концентратов, М.: Металлургия, 1984, с.234-240, 246-256). Недостатком способа является высокий расход топлива и тепловой энергии на термообработку окатышей.
Наиболее близким по технической сущности и достигаемому результату является способ термообработки окатышей, включающий окомкование шихты на окомкователе с получением кондиционных влажных окатышей, выдачу их из окомкователя и укладку слоем на транспортерную ленту корытообразного сечения, профилирование слоя окатышей до корытообразного сечения постоянной толщины по форме сечения транспортерной ленты, опирающейся боковой поверхностью на наклонные роликоопоры и центральной частью, опирающейся на горизонтальные роликоопоры и расположенной в теплоизоляционном горне, в рабочем пространстве которого осуществляют частичную сушку влажных окатышей нагретым воздухом, подаваемым вентилятором через дутьевой короб, снабженный сопловой поверхностью в виде струй, ориентированных на слой окатышей, с удалением отработанного воздуха дымососом, установленным на входе в горн, укладку окатышей слоем на колосниковую решетку обжиговой машины и их окончательную термообработку, включающую просос дымовых газов через слой, удаление отработанных газов через дымоход, содержащий рекуперативный теплообменник, предназначенный для нагрева воздуха, подаваемого в горн для сушки влажных окатышей (см. Патент РФ №2430168, заявл. 02.03.10, опубл. 27.09.11, бюлл. №27). Недостатком способа является высокий расход топлива и тепловой энергии на термообработку окатышей. Недостаток способа обусловлен невозможностью регулирования температурного режима сушки влажных окатышей по длине транспортерной ленты в зависимости от уменьшающейся влажности окатышей, что ограничивает интенсивность сушки окатышей по всему технологическому тракту. Недостатком, сопутствующем известному способу, является конденсация свободной влаги на холодной поверхности транспортерной ленты, которая стекает по боковой наклонной поверхности ленты и собирается в центральной части ленты, опирающейся на горизонтальные роликоопоры. Эта влага пропитывает окатыши нижнего горизонта слоя, что снижает их прочность и увеличивает длительность сушки. Организованное удаление влаги с поверхности ленты и подогрев ленты с внутренней стороны путем подачи части горячего воздуха в подленточное пространство позволяют интенсифицировать режим сушки и снизить расход топлива на термообработку окатышей.
Задачей изобретения является снижение расхода топлива на термообработку окатышей.
Для достижения указанного технического результата в способе термообработки окатышей, включающем окомкование шихты на окомкователе с получением кондиционных влажных окатышей, выдачу их из окомкователя и укладку слоем на транспортерную ленту корытообразного сечения, профилирование слоя окатышей до корытообразного сечения постоянной толщины по форме сечения транспортерной ленты, опирающейся боковой поверхностью на наклонные роликоопоры и центральной частью, опирающейся на горизонтальные роликоопоры и расположенной в теплоизоляционном горне, в рабочем пространстве которого осуществляют частичную сушку влажных окатышей нагретым воздухом, подаваемым вентилятором через дутьевой короб, снабженный сопловой поверхностью в виде струй, ориентированных на слой окатышей, с удалением отработанного воздуха дымососом, установленным на входе в горн, укладку окатышей слоем на колосниковую решетку обжиговой машины и их окончательную термообработку, включающую просос дымовых газов через слой, удаление отработанных газов через дымоход, содержащий рекуперативный теплообменник, предназначенный для нагрева воздуха, подаваемого в горн для сушки влажных окатышей, дутьевой короб делят, как минимум, на три секции, температуру воздуха в первой секции поддерживают до 300°C, а в последующих секциях температуру воздуха увеличивают на 0,5-1,5°C на каждый метр длины транспортерной ленты, а в центральной части транспортерной ленты, опирающейся на горизонтальные роликоопоры, выполняют комплекс продольных отверстий длиной более двух диаметров окатышей и шириной, не превышающей половину диаметра окатышей, расположенных в шахматном порядке вдоль вышеупомянутой транспортерной ленты, и осуществляют подогрев транспортерной ленты.
Сущность изобретения заключается в следующем. Дутьевой короб делят разделительными перегородками на несколько секций, как минимум на три, в каждой из которых поддерживают определенную температуру. Причем в первой секции устанавливают температуру до 300°C, а в последующих секциях эта температура по ходу движения транспортерной ленты увеличивается на 0,5-1,5°C на каждый метр длины транспортерной ленты. Этот режим сушки связан с тем, что по мере движения ленты с наружной поверхности окатышей удаляется до 0,01-0,03% влаги на каждый метр длины транспортерной ленты, что позволяет интенсифицировать влагоудаление повышением температуры теплоносителя в каждой из секций дутьевого короба. Интенсивность повышения температуры в пределах 0,5-1,5°C на каждый метр длины транспортерной ленты установлена экспериментально и обеспечивает достижение задачи изобретения. Если в последующих секциях скорость повышения температуры будет менее 0,5°C на каждый метр длины ленты, то в этом случае не будет достигнуто необходимое влагоудаление с поверхности окатышей и задача изобретения не будет решена. Если темп повышения температуры будет более 1,5°C на каждый метр длины ленты, то в этом случае возможно снижение прочности окатышей из-за интенсивного влагоудаления с их поверхности, что противоречит задаче изобретения.
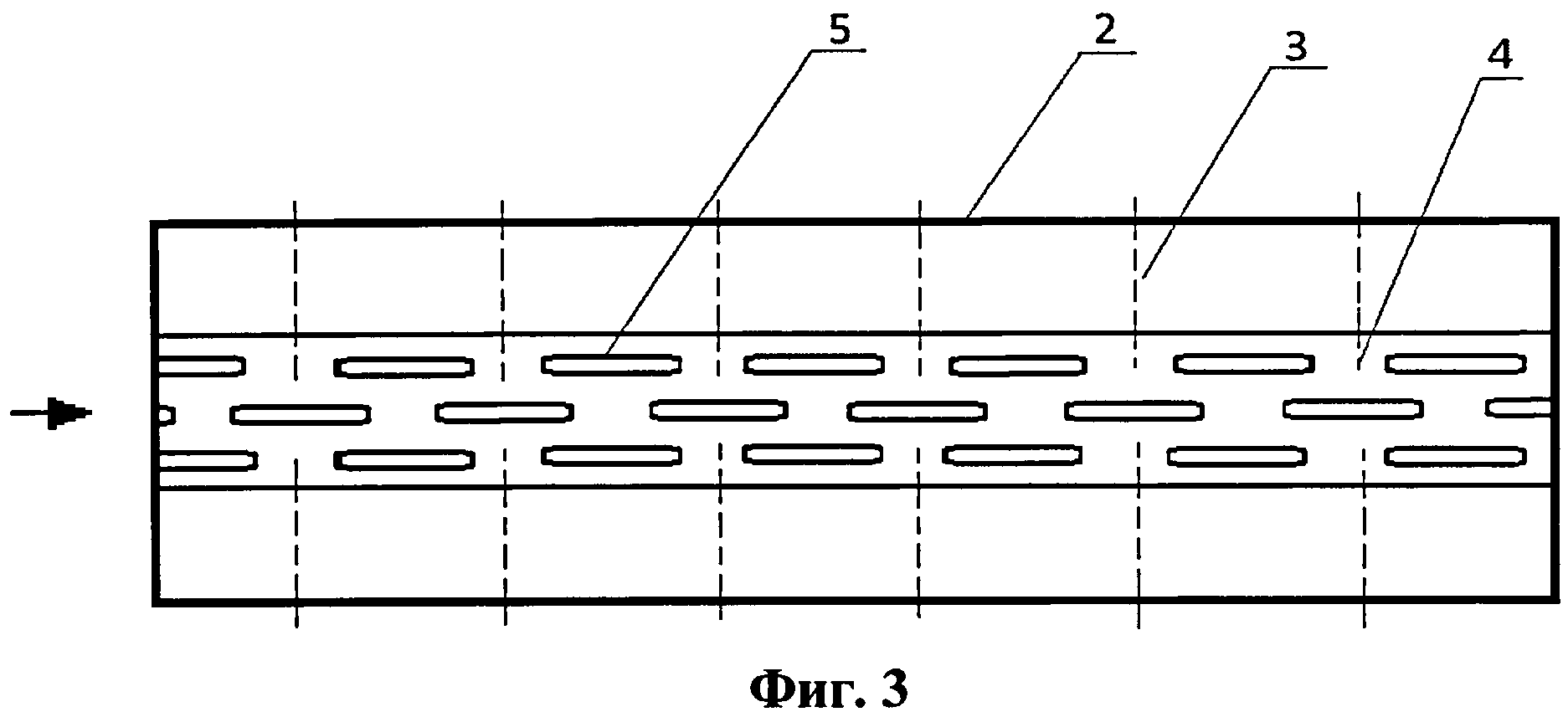
Для того, чтобы удалить сконденсированную влагу с поверхности центральной части транспортерной ленты, опирающейся на горизонтальные роликоопоры, в этой части ленты выполняют комплекс продольных (дренажных) отверстий, через которые влага удаляется из зоны конденсации в подленточное пространство с помощью водосборника. Через эти отверстия из дутьевого короба одновременно протекает часть (5-10%) горячего воздуха, прошедшего через высушиваемый слой. Это дополнительно способствует эффективному удалению влаги из слоя окатышей. Горячий воздух поступает в подленточное пространство и подогревает изнутри транспортерную ленту выше точки росы (более 60°C), что позволяет дополнительно сократить процесс сушки. Для того, чтобы обеспечить максимальное удаление влаги с поверхности ленты, продольные отверстия должны быть расположены в шахматном порядке. Длина продольных отверстий должна быть более двух диаметров окатышей, а ширина не превышать половину диаметра окатышей для того, чтобы не было просыпи окатышей через отверстия, их разупрочняющей деформации и обеспечивался дренаж влаги и дозированное поступление горячего воздуха в подленточное пространство. Если длина продольных отверстий будет менее двух диаметров окатышей, а ширина будет более половины диаметра, то возможно появления просыпи окатышей или их разупрочняющая деформация и затруднение влагоудаления, что противоречит задаче изобретения. Если длина продольных отверстий будет менее двух диаметров окатышей, а ширина будет более половины диаметра окатышей, то нарушается удаление (дренаж) влаги через них и затрудняется поступление горячего воздуха в подленточное пространство, что противоречит задаче изобретения.
Предлагаемое техническое решение формирует новые положительные свойства: формирование многоступенчатого температурного режима сушки окатышей на транспортерной конвейерной ленте корытообразного сечения в зависимости от уменьшающейся влажности окатышей по длине ленты с помощью многосекционного дутьевого короба; организованное удаление сконденсированной влаги с поверхности транспортерной ленты комбинированным способом - дренажом через отверстия, усиленного движущимся через отверстия горячим воздухом из дутьевого короба, прошедшего через слой; подогрев транспортерной ленты выше точки росы с внутренней стороны ленты горячим воздухом, перетекающим через комплекс продольных дренажных отверстий, выполненных в транспортерной ленте в шахматном порядке. Указанные положительные свойства предлагаемого решения, сформированные отличительными признаками изобретения, приводят к интенсификации теплообмена, сушки окатышей и снижению расхода топлива на термообработку. На основании изложенного считаем, что предлагаемое техническое решение удовлетворяет критериям новизны, промышленной применимости и соответствует изобретательскому уровню.
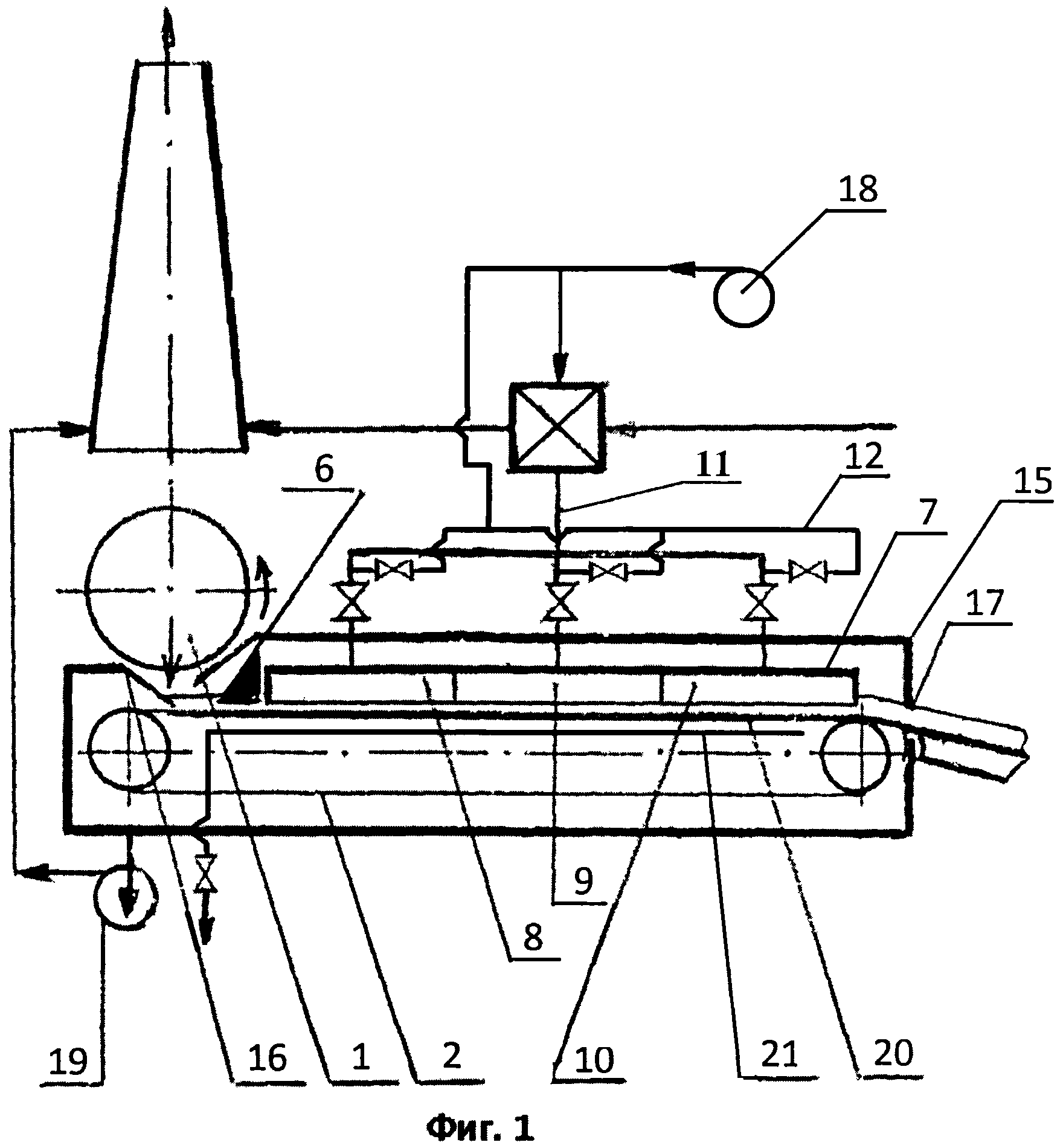
Способ термообработки окатышей реализуется с помощью устройства, показанного на фигуре 1. Схема термообработки слоя окатышей на транспортной ленте (поперечной разрез) показана на фигуре 2. Схема расположения продольных отверстий в центральной части транспортерной ленты показана на фигуре 3.
Устройство содержит окомкователь 1 (фигура 1), на котором получают влажные кондиционные окатыши. Для транспортирования слоя окатышей предназначена транспортерная лента 2 корытообразного сечения, которая боковой поверхностью опирается на наклонные роликоопоры 3 и центральной частью поверхности опирается на горизонтальные роликоопоры 4 (фигура 2). В центральной части поверхности ленты выполнены продольные отверстия 5 (фигура 2), предназначенные для удаления влаги, и расположенные в шахматном порядке (фигура 3). Для профилирования слоя окатышей над лентой установлен плужковый делитель 6. Непосредственно после делителя 6 над слоем окатышей установлен дутьевой короб 7. Дутьевой короб разделен перегородками на три секции: секцию 8, секцию 9 и секцию 10. Дутьевой короб снабжен воздуховодом горячего дутья 11, в который горячий воздух поступает из рекуперативного теплообменника, установленного на дымовом тракте обжиговой машины (на фигуре не обозначен). Каждая секция горна снабжена отдельным воздуховодом горячего дутья (отдельный воздуховод на фигурах не обозначен). Для создания определенного температурного режима в секциях 8, 9, 10 каждый из воздуховодов горячего дутья дополнительно снабжен воздуховодом холодного дутья 12 с запорно-регулирующей аппаратурой, позволяющей регулировать расход холодного дутья в каждую секцию. Нижняя часть дутьевого короба снабжена сопловой поверхностью 13 (фигура 2), ориентированной на слой сырых окатышей и формирующей воздушные струи 14 (фигура 2). Транспортерная лента с дутьевым коробом, разделенным на секции, располагается внутри теплоизоляционного горна 15. На своде горна выполнен загрузочный узел 16. В торцевой части горна выполнено разгрузочное окно 17, снабженное герметичной заслонкой. Для нагнетания воздуха в горн предназначен вентилятор 18, а для удаления отработанного воздуха служит дымосос 19 (фигура 1). На схеме устройства показан слой влажных окатышей 20 и водосборный лоток 21. Пространство горна 14, расположенное под лентой, называется подлен-точным пространством. В нем расположены роликоопоры 3 и 4 и водосборник 21, в который сливается сконденсированная вода через продольные (дренажные) отверстия 5. Одновременно с водосбором, водосборник 21 ориентирует горячий воздух, поступающий через отверстия 5, вдоль внутренней поверхности ленты, что позволяет подогревать транспортерную ленту изнутри.
Способ термообработки окатышей осуществляется следующим образом. Влажная шихта комкуется на окомкователе 1 с получением влажных кондиционных окатышей, которые через загрузочный узел 16 укладываются на движущуюся транспортерную ленту 2 слоем 20. Транспортерная лента боковой поверхностью опирается на наклонные роликоопоры 3 и центральной частью поверхности опирается на горизонтальные роликоопоры 4. В центральной части ленты выполнены продольные отверстия 5, расположенные в шахматном порядке. Движущийся слой окатышей набегает на неподвижный плужковый делитель 6, который профилирует слой до корытообразного сечения постоянной высоты. Над слоем 20 на минимальном расстоянии (5-30 мм) от его поверхности располагается дутьевой короб 7, разделенный перегородками на секции 8, 9, 10 и имеющий сопловую поверхность 13, формирующую воздушные сопла 14, ориентированные к слою 20. К каждой секции дутьевого короба подается горячий воздух через воздуховод 11 горячего дутья. Для создания заданного температурного режима в секциях 8, 9, 10 к каждому воздуховоду горячего дутья примыкает отдельный воздуховод холодного дутья 12, с запорно-регулирующей аппаратурой. Воздух в горн подается вентилятором 18. Часть воздуха, подаваемого вентилятором 18, нагревается в рекуперативном теплообменнике, установленном на дымовом тракте обжиговой машины, и поступает через воздуховод горячего дутья 11 к секциям 8, 9, 10. Создание определенной температуры в каждой секции обеспечивается необходимой подачей холодного воздуха через воздуховод холодного дутья 12. Причем, при постоянном расходе горячего воздуха в воздуховоде 11 повышение температуры воздуха в секциях 9 и 10 можно получить уменьшением расхода холодного воздуха, подаваемого через воздуховод 12. В частности, при общей длине транспортерной ленты, равной 60 м, длина каждой секции составляет 20 м, а температура в каждой из них будет отличаться на 30°C (20∙1,5°C=30°C). Если в воздуховоде 12 расход горячего воздуха с температурой 400°C составит 100 м3/ч, а в секциях 8, 9 и 10 температура будет соответственно равна 300, 330 и 360, то расход холодного воздуха в секциях 8, 9, 10 должен составлять 36, 24, 12% от расхода горячего воздуха соответственно. В расчете учитывали, что длина ленты равна длине дутьевого короба. Горячий воздух ориентируется сопловой поверхностью 13 дутьевого короба 7 к слою 20 и осуществляет первичную сушку окатышей. Делитель слоя и дутьевой короб вместе с транспортерной лентой расположены в теплоизоляционном горне 15. В ходе сушки сконденсированная влага стекает с боковой поверхности ленты в центральную часть поверхности ленты и через продольные (дренажные) отверстия 5 стекает в водосборный лоток 21, расположенный под лентой (фигура 2). Одновременно с этим часть горячего воздуха поступает через продольные отверстия в подленточное пространство и нагревает ее выше точки росы. Отработанный теплоноситель с помощью дымососа 19 удаляется из горна и из подленточного пространства в дымовую трубу. Окатыши выдаются из горна 15 через разгрузочное окно 17 и направляются на окончательную сушку.
Пример. Отработку способа термообработки окатышей диаметром 15 мм вели на слое окатышей высотой 100 мм, расположенном на транспортерной ленте шириной 500 мм. Сечение слоя было профилировано до корытообразного сечения делителем согласно технологической схеме, представленной на фигурах 1 и 2. На оси ленты были выполнены продольные отверстия для удаления влаги согласно технической схеме, приведенной на фигуре 3. Длительность продувки в режиме частичной сушки составляла 60 с и соответствовала реальному времени транспортирования (нахождения слоя под дутьевым коробом, разделенным на три секции) окатышей, полученному делением длины ленты (60 м) на скорость движения ленты (1 м/с). Первые 20 с через слой окатышей продували воздух с температурой 300°C (что соответствовало сушке в секции 8, фигура 1), последующие 20 с продували воздух с более высокой температурой (сушка в секции 9), а на последних 20 с (что соответствовало сушке в секции 10) через слой продували горячий воздух с температурой, более высокой, чем в предыдущем периоде. Зная температуру воздуха в каждой секции и ее длину, вычислили скорость подъема температуры на каждый метр длины дутьевого короба. После частичной сушки слой разбирали, определяли влажность и прочность окатышей. Длительность общей сушки и расход топлива рассчитывали. В ходе экспериментов меняли температуру воздуха в секциях, длину и ширину продольных отверстий в транспортерной ленте. Результаты лабораторных экспериментов представлены в таблице.
|
Как видно из таблицы, снижение расхода топлива в способе термообработки окатышей получено в пределах 0,6-3,4% (отн.) за счет деления дутьевого короба на секции и повышения температуры воздуха в каждой из них на 0,5-1,5°C на каждый метр длины транспортерной ленты и выполнения продольных отверстий в центральной части транспортерной ленты длиной более двух диаметров окатышей и шириной, не превышающей половину диаметра окатышей.
Способ термообработки окатышей, включающий окомкование шихты на окомкователе с получением кондиционных влажных окатышей, выдачу их из окомкователя и укладку слоем на транспортерную ленту корытообразного сечения, профилирование слоя окатышей до корытообразного сечения постоянной толщины по форме сечения транспортерной ленты, опирающейся боковыми поверхностями на наклонные роликоопоры, а центральной частью - на горизонтальные роликоопоры, и расположенной в теплоизоляционном горне, в рабочем пространстве которого осуществляют частичную сушку влажных окатышей нагретым воздухом, подаваемым вентилятором через дутьевой короб, снабженный сопловой поверхностью в виде струй, ориентированных на слой окатышей, с удалением отработанного воздуха дымососом, установленным на входе в горн, укладку окатышей слоем на колосниковую решетку обжиговой машины и их окончательную термообработку, включающую просос дымовых газов через слой, удаление отработанных газов через дымоход, содержащий рекуперативный теплообменник, предназначенный для нагрева воздуха, подаваемого в горн для сушки влажных окатышей, отличающийся тем, что дутьевой короб делят, как минимум, на три секции, температуру воздуха в первой секции поддерживают в пределах до 300°C, в последующих секциях температуру воздуха увеличивают на 0,5-1,5°C на каждый метр длины транспортерной ленты, а в центральной части транспортерной ленты, опирающейся на горизонтальные роликоопоры, выполняют продольные отверстия длиной более двух диаметров окатышей и шириной, не превышающей половину диаметра окатышей, расположенных в шахматном порядке вдоль вышеупомянутой транспортерной ленты, и осуществляют подогрев транспортерной ленты.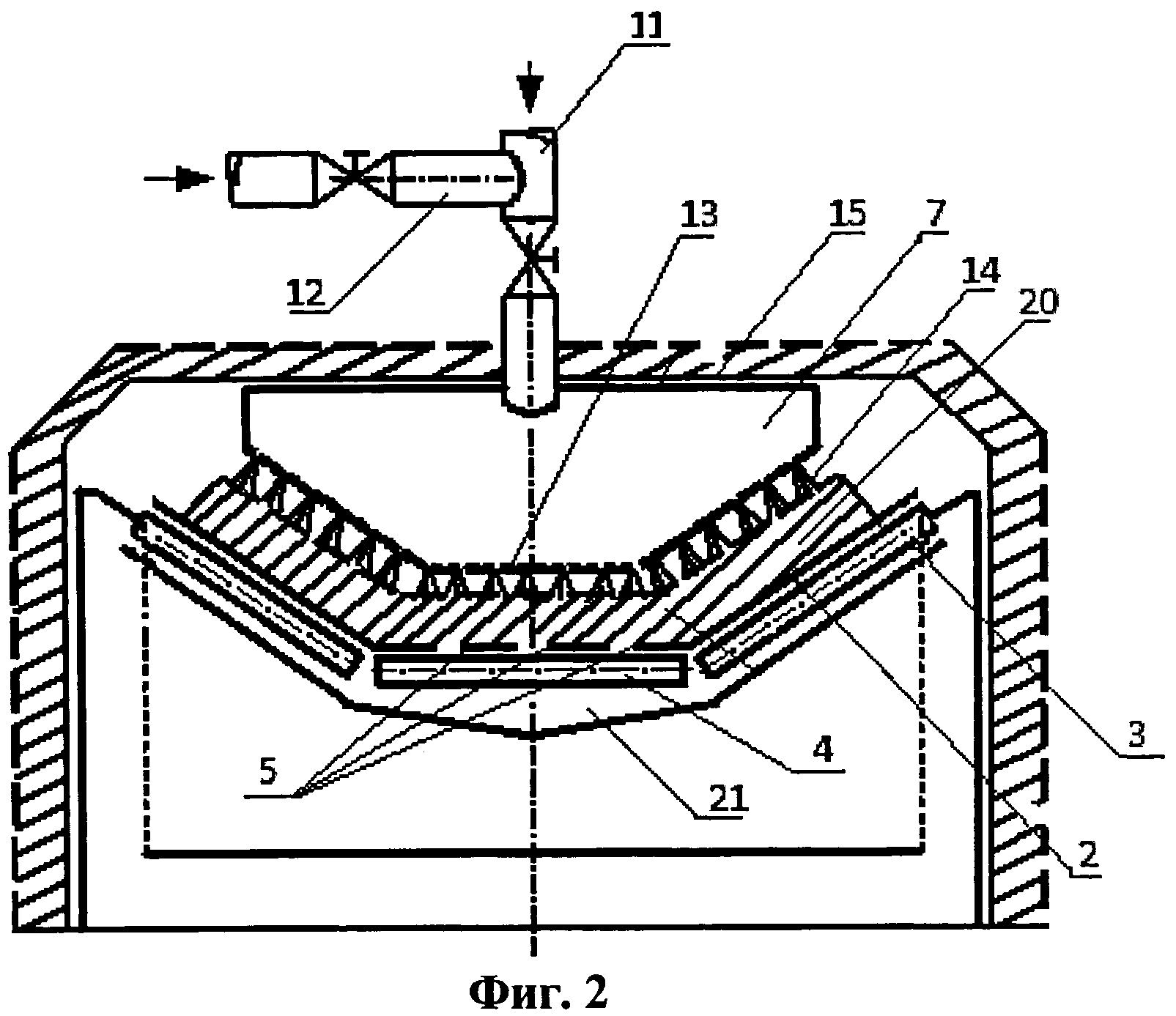
Способ получения окатышей
Способ получения окатышей
Способ получения окатышей
Способ получения окатышей
Способ очистки газов от пыли
Способ получения окатышей
Способ термообработки окатышей
Способ получения окатышей
Способ очистки газов от пыли
Способ получения окатышей
Способ получения окатышей
Способ получения окатышей
Способ получения окатышей
Способ получения окатышей
Способ очистки газов от пыли
Способ получения окатышей
Способ термообработки окатышей
Способ получения окатышей
Способ очистки газов от пыли
Способ получения окатышей

