Результат интеллектуальной деятельности: СПОСОБ И УСТАНОВКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и установке для нанесения покрытия на изделие электроосаждением с возможностью механической обработки изделия.
Уровень техники
Обычный способ нанесения металлического покрытия на изделие заключается в погружении этого изделия в резервуар, содержащий ванну электролита и панели электродов. Эти способы, называемые также способами электроосаждения на месте работ, имеют недостатки в аспекте длительности и качества. Вследствие связанных с электрическим полем угловых эффектов осаждение происходит наиболее интенсивно на концах изделия. Таким образом, для получения равномерного покрытия необходимо проводить несколько последовательных этапов осаждения, прерываемых этапами механической обработки для последовательного снятия неравномерностей. Изделие помещают в первый раз в содержащий ванну электролита резервуар для первого осаждения, затем изделие вынимают из резервуара и устанавливают на шпинделе токарного станка. Затем изделие вводят в ванну электролита второй раз для второго осаждения, а далее этапы осаждения и механической обработки чередуют до получения удовлетворительного покрытия. Недостатком известных способов является необходимость установки изделия на токарном станке перед каждым этапом механической обработки и последующего демонтажа изделия для следующего этапа осаждения. Способы с использованием ванн постоянного тока требуют обычно от четырех до шести циклов, что связано со значительными потерями времени и высокими затратами. Известное решение для улучшения равномерности покрытия заключается в использовании ванны переменного тока. Эта технология требует только ограниченного числа циклов и позволяет получать более равномерное покрытие, однако оно не устраняет этап механической обработки. Кроме того, здесь возникают проблемы, связанные с геометрией и поддержанием постоянной химии ванны.
В документе RU 2063485 C1 описана установка для обработки сразу нескольких деталей, в которой производится нанесение гальванического покрытия, содержащая резервуар с электролитом, электропроводящее средство, образующее анод и средство вращения обрабатываемой детали, образующей катод. После нанесения покрытия осуществляют выгрузку деталей из установки для последующей обработки.
Другой существенный недостаток известных способов электроосаждения состоит в необходимости периодического восстановления ванны электролита. В ходе этапа концентрация необходимых для электролиза ионов снижается вследствие катодной реакции осаждения на изделии. Обычно используемое решение для поддержания постоянной концентрации ионов называется «смешиванием ванны» и заключается в периодическом отводе объемной доли ванны для ее замены эквивалентной долей новой концентрированной ванны. Это решение трудоемко.
Решение, обеспечивающее непрерывное восстановление электролита без внешнего вмешательства, известно из патентного документа FR 2821627. В документе описан способ электроосаждения никеля на изделии с использованием резервуара, содержащего электропроводящий материал, который укреплен на одной из его боковых сторон и образует анод, а также шарики никеля в достаточном количестве для обеспечения постоянного контакта с этим материалом. Образующее катод изделие предназначено для покрытия никелем и расположено под резервуаром. Непрерывно восстанавливаемый благодаря шарикам никеля электролит под действием силы тяжести входит в контакт с изделием и отводится под ним для новой подачи в ванну. Однако этот способ, называемый способом «снаружи ванны» не снижает длительности предварительных операций установки и демонтажа на каждом этапе осаждения или механической обработки в тех случаях, когда требуется несколько циклов.
Раскрытие изобретения
Задачей изобретения является упрощение способа электроосаждения и снижение затрат за счет уменьшения количества операций, необходимых для получения равномерного качественного покрытия, а также снижения длительности каждого этапа.
В соответствии с изобретением решение поставленной задачи достигается в первом аспекте за счет создания установки для обработки изделия, содержащей резервуар, пригодный для заполнения электролитом; электропроводящее средство, расположенное в резервуаре и образующее анод посредством соединения с генератором тока, и средство вращения обрабатываемого изделия, отличающейся тем, что средство вращения содержит токарный станок, на шпинделе которого установлено указанное изделие; при этом установка содержит средства направления и перемещения резервуара относительно токарного станка между первым положением, обеспечивающим полное или частичное погружение изделия в электролит для осуществления электроосаждения покрытия на изделии, и вторым положением, допускающим механическую обработку изделия.
Согласно выгодному примеру осуществления установка содержит, по меньшей мере, один кусок подлежащего осаждению металла, способный оставаться в постоянном контакте с электропроводящим средством в ходе электроосаждения. Предпочтительно этот кусок представляет собой комплект металлических шариков из подлежащего осаждению металла, расположенных в резервуаре и способных под действием силы тяжести оставаться в постоянном контакте с электропроводящим средством. В качестве примера подлежащий осаждению металл является никелем.
Согласно другому предпочтительному примеру осуществления содержащий электролит резервуар содержит средство принудительной циркуляции электролита внутри резервуара.
В частном примере осуществления электропроводящее средство может содержать часть, форма которой соответствует продольному наружному профилю изделия и которая расположена в резервуаре напротив изделия в первом положении. При этом расстояние между поверхностью образующего катод изделия и электропроводящим средством постоянно, и покрытие формируется более равномерно.
Предпочтительно резервуар дополнительно содержит средства прецизионного направления, обеспечивающие возможность его вертикального перемещения таким образом, чтобы сохранять постоянное расстояние между образующим катод изделием и электропроводящим средством во время электроосаждения. Это позволяет дополнительно оптимизировать равномерность покрытия.
Установка по изобретению может использоваться в особенности применительно к камере сгорания.
Во втором аспекте предметом изобретения является способ обработки изделия, содержащий этапы:
a) изделие устанавливают на шпинделе токарного станка,
b) помещают резервуар, содержащий электролит, в первое положение под изделием при помощи средств направления и перемещения резервуара и соединяют электропроводящее средство, расположенное в резервуаре и образующее анод, с генератором тока,
c) погружают все изделие или его часть в резервуар с электролитом для осуществления электроосаждения покрытия на изделии,
d) приводят во вращение изделие на токарном станке для того, чтобы вся подлежащая нанесению покрытия поверхность изделия была погружена, по меньшей мере один раз, в электролит,
e) перемещают содержащий электролит резервуар во второе положение таким образом, чтобы прервать контакт между изделием и электролитом, и
f) механически обрабатывают изделие на токарном станке.
В частности, последовательность этапов с b) по f) может выполняться несколько раз. Таким образом, обеспечивается возможность выполнения нескольких последовательных циклов без снятия изделия со шпинделя токарного станка.
Согласно другому предпочтительному примеру осуществления комплект шариков из подлежащего осаждению металла приводят в постоянный контакт с электропроводящим средством под действием силы тяжести.
Для обеспечения лучшего рассеивания ионов металла в электролите он может приводиться в принудительную циркуляцию внутри резервуара, когда изделие полностью или частично погружено в электролит.
Дополнительно способ может содержать этап, заключающийся во вводе в резервуар с электролитом воды и/или электролита для компенсации потерь на испарение, с одной стороны, и на катодное осаждение, с другой стороны.
Предпочтительно содержащий электролит резервуар может приводиться в вертикальное перемещение под действием средств прецизионного направления для того, чтобы сохранять постоянное расстояние между двумя электродами во время электроосаждения.
Такие решения позволяют значительно снизить длительность электроосаждения. За счет того, что изделие установлено на шпинделе токарного станка и полностью или частично погружается в электролит в подвижном резервуаре, установленном в первом положении, можно последовательно выполнять операции осаждения и механической обработки без промежуточного демонтажа изделия. После первого нанесения покрытия резервуар перемещают во второе положение таким образом, что изделие больше не находится в контакте с электролитом. В результате может быть проведена механическая обработка без предварительной установки изделия на токарном станке. После механической обработки резервуар вновь перемещают в первое положение под изделием и производят второе осаждение покрытия. Эти этапы повторяют до получения удовлетворительного покрытия. За счет исключения этапов установки и демонтажа детали на токарном станке способ по изобретению осуществляется быстрее, чем известные способы уровня техники.
Кроме того, достигается высокая точность благодаря тому, что поскольку изделие остается установленным на токарном станке в течение всего процесса, нет необходимости в его перенастройке перед каждым этапом механической обработки.
Особая форма электропроводящего средства, по существу ответная форме подлежащего покрытию изделия, позволяет избежать угловых эффектов и улучшить равномерность осаждения. Дополнительно улучшенная равномерность достигается за счет того, что средства прецизионного направления поддерживают постоянное расстояние между двумя электродами и таким образом устраняют изменения линий интенсивности электрического поля. И наконец, установка изделия на шпинделе токарного станка позволяет приводить изделие в медленное вращение в ходе процесса электроосаждения, так что покрытие может быть нанесено равномерно на всю его поверхность.
В дополнение к описанным преимуществам можно еще больше упростить способ путем ввода в содержащий электролит резервуар куска подлежащего осаждению металла и обеспечения его постоянного контакта с электропроводящим средством, соединенным с генератором тока. При этом электролит ванны непрерывно восстанавливается без внешнего вмешательства, что облегчает проведение способа.
Краткое описание чертежей
Далее со ссылками на прилагаемые чертежи будут подробно описаны другие преимущества изобретения и примеры осуществления, не имеющие ограничительного характера.
На чертежах:
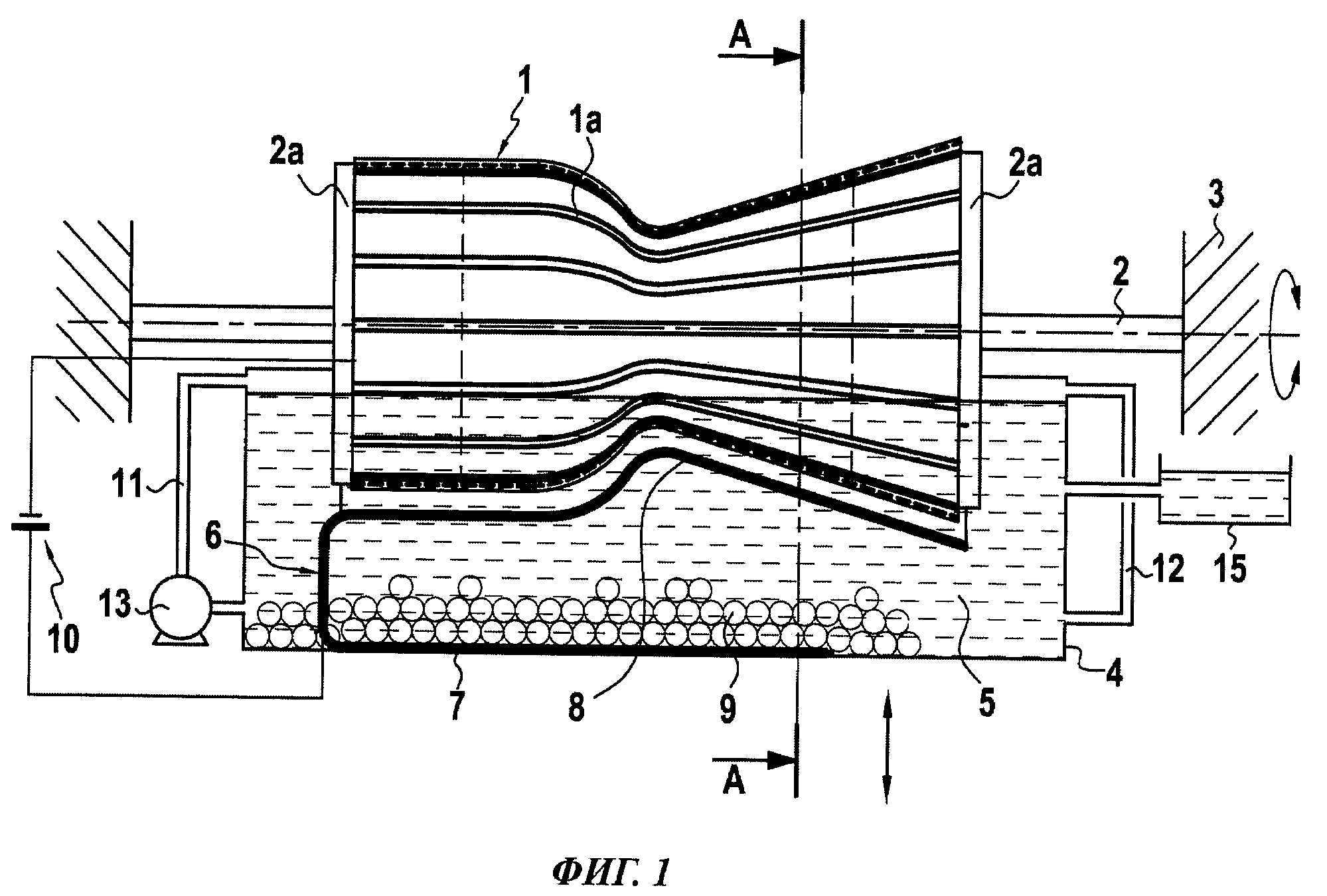
фиг.1 изображает в продольном разрезе устройство по изобретению в первом примере осуществления,
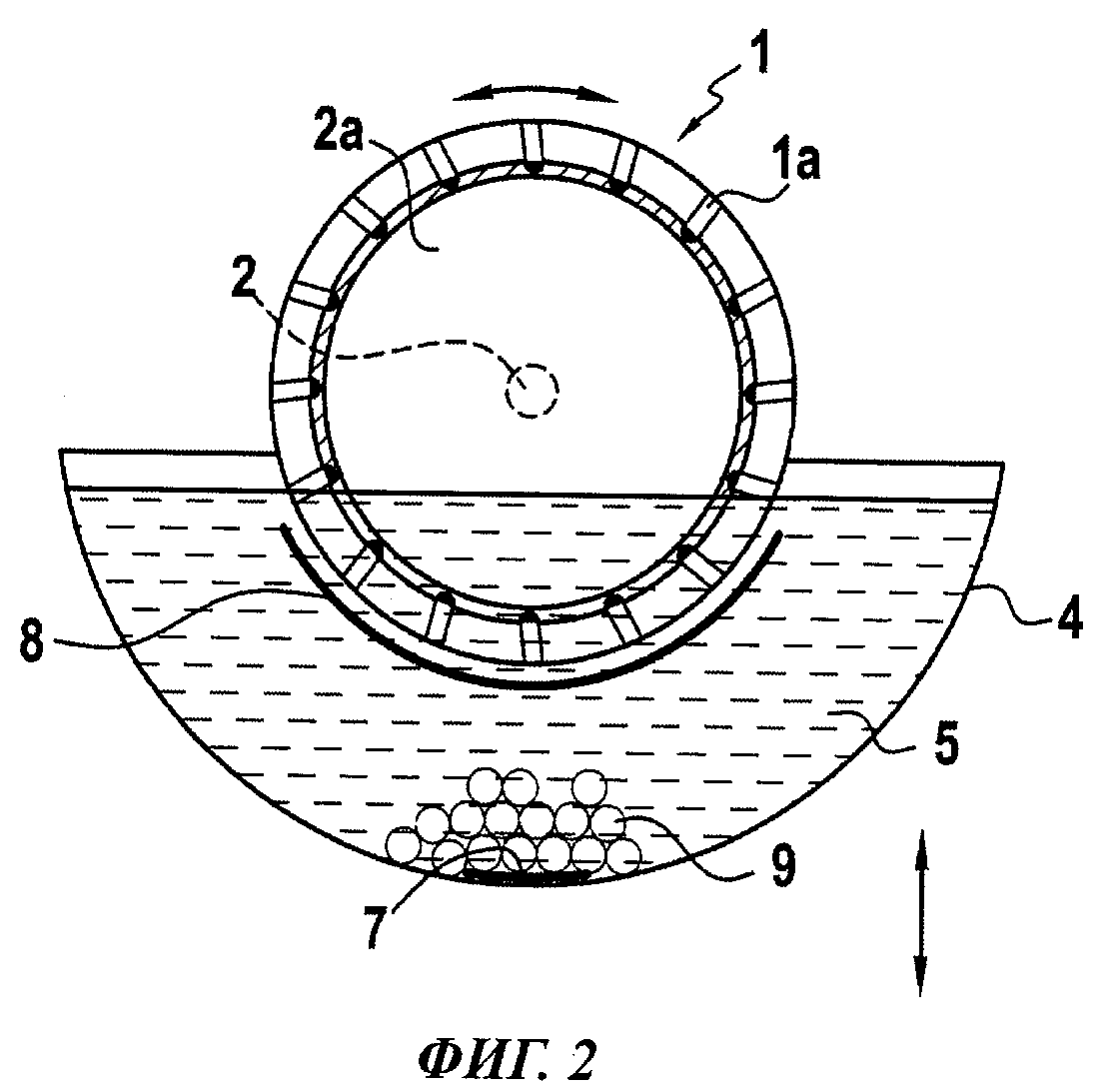
фиг.2 изображает устройство в поперечном разрезе по линии А-А на фиг.1,
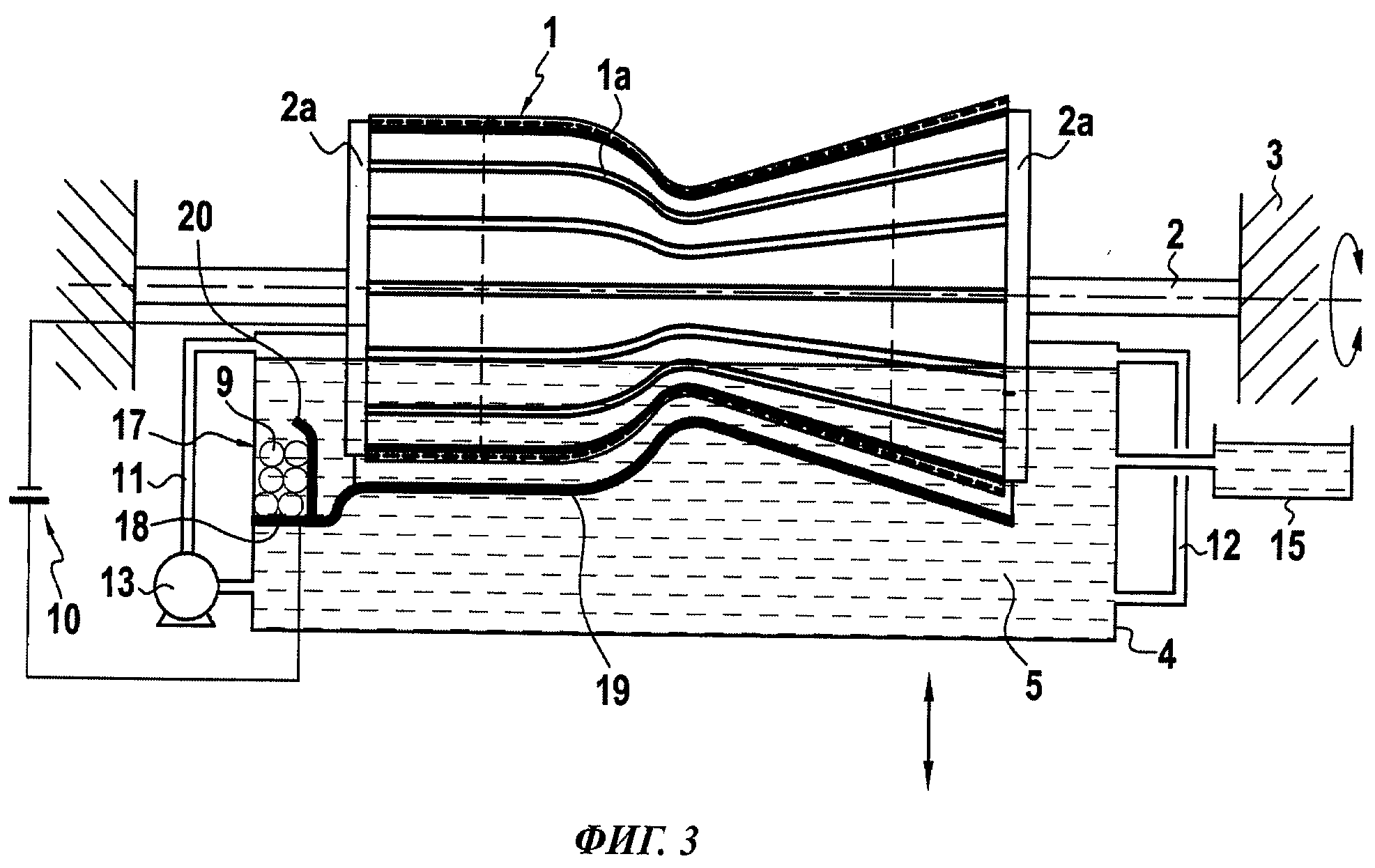
фиг.3 изображает в продольном разрезе устройство по изобретению во втором примере осуществления.
Осуществление изобретения
На фиг.1 представлен первый пример осуществления изобретения применительно к изделию, которое представляет собой камеру сгорания криогенного реактивного двигателя (далее - «камера»). Камера 1 этого типа выполнена в виде медной кольцевой отливки, на наружной окружной поверхности которой проточены каналы 1а, называемые «меридианами» и предназначенные для циркуляции водорода. Эти каналы 1а заполнены специальным воском, а все изделие покрывают слоем никеля толщиной примерно от 2 до 3 мм. Камера 1 имеет асимметричную форму песочных часов длиной от 600 до 700 см. Она содержит первую цилиндрическую часть диаметром примерно 50 см, продолженную второй частью в форме усеченного конуса с максимальным диаметром, соответствующим диаметру первой цилиндрической части. Камера 1 содержит также третью часть в форме усеченного конуса с максимальным диаметром примерно от 70 до 80 см, расширяющуюся от второй части. Последующее описание относится к устройству по изобретению, которое позволяет наносить указанный слой никеля способом электроосаждения.
Камера 1 установлена в центрированном положении на шпинделе 2 токарного станка 3 с помощью двух опор 2а, выполненных в виде тел вращения и расположенных внутри камеры 1. Рядом с камерой 1 расположен резервуар 4, содержащий ванну 5 электролита. Этот резервуар связан с не показанными средствами направления и перемещения, которые позволяют после установки камеры 1 на токарном станке 3 реверсивно перемещать резервуар 4 под камерой 1 таким образом, что, по меньшей мере, зона поверхности камеры 1 по всей ее длине вдоль оси шпинделя 2 погружается в ванну 5 электролита. При этом привод во вращение шпинделя 2 токарного станка 3, а следовательно, и установленной на шпинделе камеры 1 обеспечивает погружение всей наружной поверхности камеры. Само собой разумеется, что при обработке изделия некруглого поперечного профиля (то есть несимметричного относительно оси изделия) следует следить за тем, чтобы подлежащие нанесению покрытия зоны были погружены в ходе вращения.
Электропроводящее средство 6 помещено в резервуаре 4. Оно содержит нижнюю часть 7, расположенную на дне резервуара 4 и поддерживающую верхнюю часть 8, которая выполнена, по меньшей мере, примерно, а предпочтительно точно ответно наружному профилю камеры 1 вдоль оси шпинделя. За счет подобия профилей между камерой 1 и верхней частью 8 поддерживается по существу постоянное расстояние, что позволяет избежать угловых эффектов, связанных с электрическим полем, и улучшить равномерность покрытия. На нижней части 7 расположены шарики 9 никеля, при этом, по меньшей мере, часть из них под действием силы тяжести находится в постоянном контакте с нижней частью 7 электропроводящего средства.
Электропроводящее средство 6 соединено с положительным полюсом генератора 10 тока и образует анод, а камера 1 соединена с отрицательным полюсом генератора тока и образует катод. Под действием разности потенциалов между двумя электродами находящиеся в контакте с анодом шарики никеля поляризуются и выделяют ионы Ni2+ никеля, способные приближаться к электронам, присутствующим на изделии-катоде (камере 1), улавливать их и за счет этого создавать прочное никелевое покрытие. Благодаря шарикам никеля концентрация ионов в ванне электролита остается постоянной и в отличие от известных способов не требуется постоянного обновления электролита в резервуаре.
Расстояние между анодом и катодом уменьшается по мере увеличения толщины покрытия на изделии. Для поддержания постоянного расстояния между электродами и во избежание колебаний интенсивности линий электрического поля предпочтительно предусмотрены средства прецизионного направления (не показаны), позволяющие вертикально отводить резервуар в ходе процесса электроосаждения.
Предусмотрена система циркуляции ванны электролита в резервуаре. В качестве примера она может состоять из двух трубопроводов 11, 12, каждый из которых соединен с верхней и нижней частями резервуара на противоположных боковых сторонах, и насоса 13. Таким образом, ванна электролита подвергается принудительной циркуляции между дном резервуара, где находятся шарики никеля, и верхней частью резервуара, где находится погруженная часть камеры. Эта циркуляция обеспечивает возмущение электролита и дисперсию ионов Ni2+никеля к подлежащей покрытию части изделия.
К резервуару 4, содержащему ванну 5 электролита, подсоединен также водяной бак 15. Это соединение может быть выполнено с помощью жесткого трубопровода, так что бак 15 может вертикально перемещаться вместе с резервуаром 4. Альтернативно трубопровод может быть гибким и оставаться неподвижным на различных этапах способа. Такое средство снабжения резервуара 4 водой позволяет компенсировать потери, в частности на испарение, и поддерживать в резервуаре 4 постоянный объем электролита.
На фиг.2 устройство по изобретению показано в поперечном разрезе. Содержащий ванну электролита резервуар имеет форму половины охватывающей оболочки, позволяющую ей адаптироваться к форме камеры, которая в целом имеет примерную форму удлиненного цилиндра. В частности, резервуар может иметь форму полуцилиндра. Такая форма позволяет уменьшить требуемый объем электролита.
Уплотнительное кольцо между шпинделем 2 и боковой стенкой резервуара 4 позволяет обеспечить уплотнение и предотвратить утечки электролита из боковых сторон резервуара.
На фиг.3 устройство по изобретению показано во втором примере осуществления. Общие с первым примером элементы устройства обозначены теми же позициями.
На одной из боковых стенок резервуара 4 (левая на фиг.3) укреплена консоль 17. Она состоит из первой части 18, которая образует днище консоли и продолжена второй частью 19, форма которой является ответной форме камеры 1, и третьей части 20, прикрепленной либо к одной из двух первых частей, либо к ним обеим. Консоль 17 образует анод, соединенный с положительным полюсом генератора тока. Как и в первом примере осуществления, образующая катод камера 1 соединена с отрицательным полюсом генератора тока. Шарики никеля удерживаются в резервуаре в отделении, ограниченном боковыми стенками и частями 20 и 18 консоли. Таким образом, шарики никеля удерживаются в постоянном контакте с первой частью 18 консоли 17.
Далее будет подробно описан способ использования устройства в соответствии с изобретением.
Первоначально камеру 1 сгорания устанавливают на шпинделе 2 токарного станка 3 с помощью опор 2а. Предпочтительно камера 1 сгорания выполнена осесимметричной, и ее центрируют на оси шпинделя 2. Резервуар 4 заполняют ванной 5 электролита, а образующее анод электропроводящее средство 6 приводят в контакт с шариками никеля и подсоединяют к положительному полюсу генератора 10 тока. С помощью соответствующих средств направления и перемещения резервуар 4 устанавливают в первое положение таким образом, что, по меньшей мере, часть камеры 1 погружается в ванну электролита. Затем изделие приводят в медленное вращение на станке. Генератор дает постоянный ток, который вызывает поляризацию шариков никеля через посредство электропроводящего средства 6. Далее электрический ток передается на катод (камеру 1) ионами Ni2+ никеля, которые, захватывая электроны, обеспечивают образование никелевого покрытия на поверхности камеры. Благодаря особой форме верхней части 8 электропроводящего средства 6 покрытие получается более равномерным по сравнению с известными способами. Тем не менее, после каждого осаждения необходимо выполнить механическую обработку камеры для устранения неравномерностей. Таким образом, на втором этапе резервуар отводят и устанавливают во второе положение с помощью упомянутых средств направления и перемещения, и изделие незамедлительно обрабатывают на токарном станке без демонтажа. После этого резервуар вновь устанавливают в первое положение и производят второе осаждение. По мере нанесения покрытия средства прецизионного направления перемещают резервуар, а следовательно, и анод таким образом, чтобы в каждый момент времени поддерживалось постоянное расстояние между анодом и катодом.
Хотя изобретение описано применительно к осаждению никелевого покрытия на наружную поверхность изделия, способ может использоваться таким же образом для внутренней поверхности изделия. В этому случае используют электропроводящее средство с частью, форма которой соответствует продольному профилю внутренней поверхности изделия. В первом положении эту часть помещают внутри изделия напротив части изделия, подлежащей нанесению покрытия.
В рамках данного изобретения может быть предусмотрен вариант осуществления без металлических шариков. В этом варианте часть камеры 1 погружают в резервуар 4, заполненный ванной 5 электролита, которая содержит ионы Ni2+ никеля, и снабженный панелью электродов. Этот способ менее удобен, так как в отличие от описанных выше примеров осуществления он требует периодической перезарядки электролита ванны, в которую погружена камера, для поддержания постоянной концентрации ионов.
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия
Способ изготовления изделия из композиционного материала
Герметизирующее устройство для масляной камеры турбореактивного двигателя
Устройство перехода винта в реверс, содержащее приводной механизм, действующий на кривошип
Способ изготовления массивной детали
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия
Способ изготовления изделия из композиционного материала
Герметизирующее устройство для масляной камеры турбореактивного двигателя

