Результат интеллектуальной деятельности: СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА ИЗ ГРАФИТА И АРМИРОВАННОГО УГЛЕРОДНЫМ ВОЛОКНОМ УГЛЕРОДА
Вид РИД
Изобретение
Данное изобретение относится к соединительному элементу для соединения графитовых электродов.
Электроды на основе углерода используются, среди прочего, в электротермических способах и, в частности, при получении стали в электродуговых печах для плавления расплавляемого материала. Для этой цели используются, в частности, графитовые электроды благодаря хорошей теплопроводности, небольшому электрическому сопротивлению, высокой стойкости к температурным перепадам и химической устойчивости графита.
При применении в электродуговой печи к графитовому электроду прикладывается электрическое напряжение, вследствие чего создается электрическая дуга, ведущая от нижнего конца графитового электрода к расплавляемому материалу, которая создает достаточно высокую температуру, составляющую, например, 1500°С, для плавления расплавляемого материала, например стального лома или губчатого железа. В результате высоких температур внутри электродуговой печи и вследствие электрической дуги медленно обгорает нижний конец графитового электрода, так что графитовый электрод расходуется. Поэтому при таком применении обычно используется составной электрод, который состоит из нескольких соединенных друг с другом графитовых электродов, при этом составной электрод подают в электродуговую печь по мере обгорания нижнего конца электрода при работе печи. При достижении составным электродом заданной минимальной длины к его верхнему концу привинчивают один или несколько электродов.
Отдельные электроды составного электрода соединены друг с другом механически и с электрической проводимостью с помощью соединительных элементов, которые называются также ниппелями и состоят обычно из графита. При этом отдельные, обычно цилиндрические, электроды имеют для размещения соединительных элементов на своих обеих торцевых сторонах снабженное внутренней резьбой углубление, соответственно резьбовую шахту геометрической формы, соответствующей наружному контуру соединительного элемента. В резьбовые шахты ввинчивается соединительный элемент, снабженный наружной резьбой, с целью соединения обоих электродов через их торцевые стороны. При этом соединительные элементы обычно выполнены в форме двойного усеченного конуса, соответственно в форме двойного конуса или цилиндра.
При эксплуатации электродуговой печи составной электрод подвергается сильным механическим, термическим и электрическим нагрузкам. Например, при сильных негомогенностях в стальном расплаве, вызванных, например, плавающими на нем частями лома, на составном электроде возникают большие изгибающие моменты, которые могут приводить к разрушению соединительных элементов или отдельных электродов.
Дополнительно к этому, при эксплуатации электродуговой печи уменьшается диаметр графитового составного электрода в результате окисления боковых поверхностей, вследствие чего сильно уменьшается, в частности, диаметр конца составного электрода, обращенного к ванне расплавленной стали. Как указывалось выше, электроды при эксплуатации электродуговой печи расходуются, вследствие чего его отдельные соединительные элементы опускаются на уровень ванны расплавленного металла. За счет этого возникают значительные термические градиенты в соединениях электродов, которые приводят к значительным тангенциальным напряжениям на стенках резьбовых шахт, из-за чего в стенках резьбовых шахт образуются трещины. Чем тоньше в результате окисления становятся стенки резьбовых шахт, тем выше тангенциальные напряжения. В случае толстых стенок резьбовых шахт, то есть при применении меньших ниппелей, возникают меньшие тангенциальные напряжения.
По этой причине желательно выполнять стенки резьбовых шахт более толстыми, то есть либо увеличивать диаметр электродов при том же диаметре резьбовых шахт, либо уменьшать диаметр резьбовых шахт при том же диаметре электродов. Однако наружный диаметр графитовых электродов обычно задан планируемым применением, так что увеличение диаметра электродов не может приниматься во внимание. С другой стороны, уменьшение диаметра резьбовых шахт приведет к сильному уменьшению механической прочности соединений, в частности, в верхней части составного электрода, поскольку в этом случае придется использовать соединительные элементы, соответственно графитовые ниппели, меньшего диаметра, которые, естественно, обладают меньшей прочностью, чем ниппели с большим диаметром. Это приведет, в свою очередь, к увеличению вероятности разрушения в верхней зоне составного электрода, вследствие чего разрушенный составной электрод попадет в расплав, что влечет за собой большие потери продукции.
Для повышения механической прочности подобных соединительных элементов уже предложены, например, в ЕР 1460883 А2, в качестве альтернативы ниппелям, состоящим из графита, ниппели из графита, армированного углеродным волокном, в которых 0,2-10% углеродных волокон, поверхность которых окислительно активирована и дополнительно снабжена карбонизированным покрытием, гомогенно распределены в графитовой матрице. Однако механическая прочность этих ниппелей не достаточно высока, так что диаметр ниппелей, с целью преодоления указанных выше проблем, нельзя уменьшать без уменьшения их механической прочности ниже допустимого предела.
Поэтому задачей настоящего изобретения является создание соединительного элемента на основе графита, который имеет улучшенную механическую прочность, так что он может, с одной стороны, соединять графитовые электроды в достаточно стабильный для использования в электродуговой печи составной электрод, а именно, в частности, также тогда, когда соединительный элемент имеет меньший диаметр, чем это необходимо для известных из уровня техники соединительных элементов.
Эта задача решена согласно изобретению посредством создания соединительного элемента для соединения графитовых электродов, который содержит по меньшей мере одну зону из графита и по меньшей мере одну зону из армированного углеродным волокном углеродного материала, при этом графит содержит меньше 10 масс.% волокна и армированный углеродным волокном углеродный материал содержит более 20 масс.% углеродного волокна.
Это решение основывается на неожиданном понимании того, что такой соединительный элемент из композитного материала, в котором отдельная зона или несколько отдельных зон состоят из материала из армированного углеродным волокном углерода (CFC) с долей углеродных волокон по массе больше 20%, и данная зона, соответственно другие зоны, состоит из графита (с содержанием волокна меньше 10 масс.%), имеет по сравнению с известными из уровня техники графитовыми ниппелями, а именно, в частности, по сравнению с теми, у которых углеродные волокна распределены гомогенно по всему ниппелю, значительно более высокую механическую прочность, в частности более высокую прочность на растяжение и более высокую прочность на изгиб. Дополнительно к этому, неожиданным образом не возникает расслаивания отдельных зон, хотя их коэффициенты термического расширения отличаются друг от друга. На основании этого соединительный элемент согласно изобретению отлично пригоден для соединения графитовых электродов в единый составной электрод. В частности, соединительный элемент согласно изобретению можно использовать для данного применения благодаря отличной механической прочности с относительно меньшим диаметром, а именно, в частности, вдвое меньшим диаметром, чем минимально требуемый для достижения достаточной прочности известных из уровня техники графитовых ниппелей диаметр. На основании этого можно с помощью соединительного элемента согласно изобретению соединять графитовые электроды с резьбовой шахтой, имеющей, соответственно, меньший диаметр, в составной электрод, достаточно стабильный для применения в электродуговой печи. Из-за меньшего диаметра резьбовых шахт могут значительно уменьшаться тангенциальные напряжения в стенках резьбовых шахт, предусмотренных в электродах, и вследствие этого уменьшается образование трещин в стенках резьбовых шахт и обусловленные этим потери материала при применении электродов в составном электроде в электродуговой печи.
Согласно изобретению соединительный элемент содержит одну или несколько зон, соответственно доменов из графита, при этом графит, в случае если он вообще содержит волокна, то содержит меньше 10 масс.% волокна, и одну или несколько зон, соответственно доменов из CFC, при этом материал CFC содержит более 20 масс.% углеродного волокна. Предпочтительно, по меньшей мере одна зона из графита содержит меньше 5 масс.% волокна и особенно предпочтительно совсем не содержит волокна, в то время как материал CFC предпочтительно содержит по меньшей мере 30 масс.% углеродного волокна.
Таким образом, соединительный элемент согласно изобретению содержит зоны с высоким содержанием волокон и зоны с низким содержанием волокон, соответственно, не имеющие волокон. При этом отдельные зоны могут иметь любую геометрическую форму и могут быть расположены произвольно друг под другом, если они граничат друг с другом. Однако предпочтительно, что зона, соответственно зоны из материала CFC, по меньшей мере частично окружены зоной, соответственно зонами из графита.
Названный последним вариант выполнения может означать, что соединительный элемент согласно изобретению содержит по меньшей мере одно графитовое тело, в котором предусмотрена по меньшей мере одна выемка, при этом по меньшей мере в одной выемке предусмотрен материал из армированного углеродным волокном углерода, при этом графит содержит меньше 10 масс.% волокна, а армированный углеродным волокном углеродный композитный материал содержит больше 20 масс.% углеродного волокна. Предпочтительно, по меньшей мере одна выемка полностью заполнена материалом CFC. При этом по меньшей мере одна выемка может быть предусмотрена в графитовом теле изначально, например, посредством придания ему соответствующей формы при изготовлении, или по меньшей мере одна выемка создается в графитовом теле после его изготовления, например, посредством фрезерования в цилиндрическом графитовом теле выемок в виде канавок.
Для достижения прочного соединения между графитовым телом и материалом из армированного углеродным волокном углерода в усовершенствованном варианте выполнения изобретения предлагается, чтобы предусмотренный по меньшей мере в одной выемке материал из армированного углеродным волокном углерода соединен с графитовым телом с помощью связующего средства. Для этого материал из армированного углеродным волокном углерода может быть обработан с приданием формы выемки, а затем вместе со связующим средством, например, за счет того, что на наружные поверхности материала из CFC наносят связующее средство, введен в выемку графитового тела перед тепловой обработкой полученного таким образом соединительного элемента при температуре, составляющей, например, 100-300°С, с целью прочного соединения материала CFC с графитовым телом.
В принципе для этой цели можно использовать любое связующее средство на основе содержащего углерод материала, при этом хорошие результаты получаются, в частности, когда связующее средство выбрано из группы, которая состоит из феноловых смол, пеков, фурановых смол, сложных эфиров фенила и любых смесей двух или более упомянутых выше соединений.
Предусмотренный по меньшей мере в одной выемке графитового тела материал из армированного углеродным волокном углерода состоит из углеродной матрицы, в которой содержатся углеродные волокна. В качестве исходного материала для матрицы материала CFC можно использовать содержащие углерод материалы, в частности материалы, выбранные из группы, состоящей из феноловых смол, пеков, фурановых смол, сложных эфиров фенила и любых смесей двух или более упомянутых выше соединений, в то время как в качестве исходного материала для углеродного волокна предпочтительно используются пек, полиакрилнитрил, пероксидированный полиакрилнитрил или целлюлоза. Можно использовать также смеси волокон из упомянутых выше материалов или бифиламенты из двух или более упомянутых выше исходных материалов.
Углеродные волокна могут быть бесконечными волокнами или штапельными волокнами, которые имеют, например, длину между 5 и 250 мм и предпочтительно между 5 и 100 мм. Также можно использовать углеродное волокно в виде пучков волокон, трикотажа, вязанья, нетканого материала, плетений или укладок, расположенных однонаправленно или многоосевым образом.
Согласно другому особенно предпочтительному варианту выполнения данного изобретения углеродные волокна материала CFC выполнены в виде ткани или особенно предпочтительно в виде тканевого слоистого материала, в котором несколько слоев ткани расположены друг над другом и соединены друг с другом. Эти тканевые материалы из CFC предпочтительно имеют прочность на трехточечный изгиб, составляющую по меньшей мере 150 МПа, особенно предпочтительно 200 МПа и наиболее предпочтительно по меньшей мере 250 МПа.
Такие тканевые слоистые материалы можно изготавливать, например, посредством изготовления из карбонизированного и/или графитированного волокна, в частности бесконечных волокон, тканей, которые затем пропитываются смолой с образованием препрегов (предварительно пропитанных заготовок) перед нанесением нескольких препрегов друг на друга. При этом отдельные препреги могут быть расположены, например, параллельно или с поворотом на 90° относительно друг друга. Затем слоистый материал прессуется, подвергается затвердеванию, карбонизации и, опционально, графитированию. При этом карбонизация предпочтительно выполняется при температуре между 600 и 1200°С и возможное графитирование при температуре между 1800 и 3000°, а также особенно предпочтительно между 2000 и 2500°С. После карбонизации и перед опциональным графитированием можно слоистый материал один или несколько раз, например 3 или 4 раза, опционально пропитывать смолой или пеком, при этом после отдельных этапов пропитывания выполняется новая карбонизация. В этом варианте выполнения в качестве связующего средства, соответственно материала матрицы, предпочтительно используется феноловая смола, пек, фурановая смола и/или сложный эфир фенила, и в качестве исходного материала для углеродного волокна применяется предпочтительно пек, полиакрилнитрил, пероксидированный полиакрилнитрил или целлюлоза.
В усовершенствованном варианте выполнения изобретения предлагается, что материал CFC имеет плотность между 1,2 и 1,8 г/см3, особенно предпочтительно между 1,4 и 1,6 г/см3 и наиболее предпочтительно 1,5 г/см3.
Предпочтительно массовая доля углеродного волокна в материале из армированного углеродным волокном углерода составляет больше 20-80%, особенно предпочтительно 30-70% и наиболее предпочтительно 40-60%, например 50%.
В принципе по меньшей мере одна выемка и тем самым по меньшей мере одна зона из материала CFC может быть расположена в любом месте графитового тела и иметь любую геометрическую форму, однако предпочтительно, что по меньшей мере одна выемка выполнена в виде канавки, соответственно прорези. Особенно предпочтительно по меньшей мере одна выемка проходит в продольном направлении соединительного элемента, то есть в направлении соединения соединительного элемента, и проходит в плоскости, перпендикулярной к продольному направлению соединительного элемента, то есть поперек продольного направления соединительного элемента, от наружной стороны графитового тела вовнутрь. Другими словами, по меньшей мере одна выемка имеет в случае цилиндрического графитового тела проходящую от наружной окружной поверхности графитового тела внутрь форму прямоугольного параллелепипеда или форму клина.
Обычно по меньшей мере одна выемка и тем самым по меньшей мере одна зона из материала CFC проходит по произвольно большой части продольной протяженности графитового тела, то есть протяженности графитового тела в направлении соединения, или полностью по продольной протяженности графитового тела. Хорошие результаты были получены, в частности, когда по меньшей мере одна выемка проходит по меньшей мере по 50%, предпочтительно по меньшей мере по 70%, особенно предпочтительно по меньшей мере по 90% и совсем предпочтительно по 100%, продольной протяженности графитового тела. Однако возможно также, хотя и менее предпочтительно, что по меньшей мере одна выемка проходит по менее чем 50% продольной протяженности графитового тела.
Как указывалось выше, по меньшей мере одна выемка и тем самым зона из материала CFC предпочтительно проходит от наружной окружной поверхности графитового тела вовнутрь. В принципе возможно, хотя и менее предпочтительно, что по меньшей мере одна выемка проходит поперек через графитовое тело. Однако предпочтительно, что по меньшей мере одна выемка проходит от наружной стороны, соответственно наружной окружной поверхности, графитового тела вовнутрь, не выходя за центральную ось графитового тела. Предпочтительно, по меньшей мере одна выемка, при рассмотрении из плоскости поперек продольного направления соединительного элемента, проходит внутрь от наружной стороны, соответственно наружной окружной поверхности, графитового тела от 10 до менее 100%, предпочтительно 20-80%, особенно предпочтительно 30-70%, наиболее предпочтительно 40-70% и предпочтительнее всего примерно 50%, расстояния между наружной стороной и центральной осью графитового тела.
Согласно другому предпочтительному варианту выполнения данного изобретения общий объем всех выемок и тем самым общий объем армированного углеродным волокном углерода относительно общего объема соединительного элемента составляет 5-75%, предпочтительно 10-50% и наиболее предпочтительно 20-40%.
Соединительный элемент согласно изобретению не имеет ограничений в отношении количества выемок, соответственно зон из армированного углеродным волокном углерода. Если он имеет по меньшей мере две выемки, что является предпочтительным, то отдельные выемки предпочтительно примерно одинакового размера и, в частности, распределены равномерно по поперечному сечению соединительного элемента. Хорошие результаты получаются, в частности, когда графитовое тело имеет от 2 до 50 выемок, особенно предпочтительно 2-32 выемки, наиболее предпочтительно 5-32 выемки и предпочтительнее всего 8-24 выемки, например 16 или 24 выемки, которые заполнены материалом из армированного углеродным волокном углерода. Предпочтительно отдельные выемки проходят клиновидно от наружной окружной поверхности соединительного элемента вовнутрь, предпочтительно примерно одинакового размера и равномерно распределены по поперечному сечению соединительного элемента.
Хотя соединительный элемент может в принципе принимать любую геометрическую форму, предпочтительно, чтобы он был выполнен цилиндрическим или особенно предпочтительно в форме двойного конуса, при этом оба усеченных конуса соединены друг с другом по своей поверхности основания.
Как указывалось выше, соединительный элемент согласно изобретению имеет по сравнению с известными из уровня техники ниппелями из графита, в которых углеродное волокно гомогенно распределено по всему объему соединительного элемента, более высокую механическую прочность, в частности более высокую прочность на растяжение и прочность на изгиб. Поэтому с помощью соединительного элемента согласно изобретению можно стабильно соединять друг с другом графитовые электроды также и, в частности, когда соединительный элемент имеет меньший диаметр по сравнению с известными из уровня техники соединительными элементами, например меньший на 25-75%, в частности по меньшей мере на 50% диаметр. В то время как, например, обычные соединительные элементы имеют диаметр, составляющий 317 мм, для соединения стандартных графитовых электродов длиной 2700 мм и диаметром 600 мм с целью достижения достаточно стабильного соединения электродов, те же графитовые электроды можно соединять с помощью соединительных элементов с той же стабильностью, когда соединительные элементы согласно изобретению имеют диаметр 150 мм.
В качестве исходного материала для по меньшей мере одной зоны из графита, соответственно графитового тела соединительного элемента, согласно изобретению, можно использовать любой известный для каждого специалиста предшественник графита, в частности смесь из кокса и связующего средства. Предпочтительно используемый кокс имеет размер частиц, равный менее 10 мм, особенно предпочтительно менее 5 мм и наиболее предпочтительно от 0,01 до 3 мм. В качестве кокса можно использовать, например, пековый кокс, металлургический кокс или нефтяной кокс, в частности игольчатый кокс, в то время как в качестве связующего средства предпочтительно используется пек. Соотношение смешивания между коксом и связующим средством составляет предпочтительно 5:1 - 2:1 и наиболее предпочтительно примерно 4:1. К этой смеси может быть добавлено в качестве добавки небольшое количество от 0,1 до 0,5 масс.% оксида железа. В смеси могут содержаться также волокна менее 10 масс.%, однако при этом, как указывалось выше, их содержание предпочтительно составляет максимально 5% и особенно предпочтительно в смеси вообще не содержится волокон. Затем смесь формируют, например, посредством экструзии в желаемую форму, а затем карбонизируют и графитируют. Перед графитированием можно выполнять один или несколько этапов пропитки, во время которых формованное изделие пропитывают пропитывающим средством, например пропитывающим пеком, а затем снова карбонизируют. Опционально, также после графитирования выполняют одну или несколько пропиток каждый раз с последующей карбонизацией.
Другим предметом данного изобретения является способ изготовления упомянутого выше соединительного элемента согласно изобретению, который содержит следующие этапы:
i) обеспечения графитового тела, которое не содержит или содержит меньше 10 масс.% волокна;
ii) обеспечения материала из армированного углеродным волокном углерода, который содержит больше 20 масс.% волокна,
iii) соединения графитового тела с материалом из армированного углеродным волокном углерода с помощью связующего средства и
iv) выполнение резьбы на конструкции, полученной на этапе iii).
Предпочтительно материал из армированного углеродным волокном углерода по меньшей мере частично окружен графитовым телом. В этом варианте выполнения способ предпочтительно содержит следующие этапы:
а) обеспечения графитового тела предпочтительно в форме цилиндра или двойного конуса,
b) выполнения по меньшей мере одной выемки в графитовом теле посредством обработки графитового тела,
c) обеспечения армированного углеродным волокном углерода в форме по меньшей мере одной выемки,
d) введения связующего средства и армированного углеродным волокном углерода по меньшей мере в одну выемку;
e) тепловой обработки конструкции, полученной на этапе d) и
f) выполнения резьбы на конструкции, полученной на этапе е).
Для обеспечения графитового тела согласно этапу а) способа можно, например, формировать смесь из связующего средства и кокса в форме цилиндра или двойного конуса и затем подвергать полученное таким образом тело карбонизации или графитированию. При этом опционально можно между формированием и графитированием выполнять по меньшей мере один этап пропитки с помощью пропитывающего средства, такого как, например, пек. Пропитку можно выполнять, например, в вакууме в течение 2-10 часов, при этом после пропитки предпочтительно выполняют тепловую обработку при температуре между 600 и 1000°С, предпочтительно при 700-900°С, например, в течение 2-10 часов, в частности, в течение 4-6 часов.
По меньшей мере одну выемку можно выполнять на этапе b) способа с помощью любой известной технологии обработки, например, посредством фрезерования. В качестве альтернативного решения, графитовое тело на этапе формирования, например, посредством экструзии, можно формовать в форму, которая уже содержит по меньшей мере одну выемку.
В усовершенствованном варианте выполнения изобретения предлагается выполнение на этапе b) способа в графитовом теле 2-50 выемок, предпочтительно 2-32 выемки, особенно предпочтительно 5-32 выемки и совсем предпочтительно 8-24 выемки, которые предпочтительно равномерно распределены по поперечному сечению соединительного элемента. При этом предпочтительно, что отдельные выемки проходят в продольном направлении соединительного элемента и поперек продольного направления соединительного элемента от наружной стороны соединительного элемента вовнутрь.
Для изготовления армированного углеродным волокном углерода в стадии с) способа можно углеродные волокна, например волокна из пероксидированного полиакрилнитрила, волокна из полиакрилнитрила, волокна из целлюлозы и/или пековые волокна, подвергать карбонизации или графитированию, прежде чем обработать полученное таким образом углеродное волокно в ткань или тканевый слоистый материал, который затем пропитывают связующим средством, перед карбонизацией и опционально перед графитированием полученного таким образом изделия. При этом в качестве связующего средства применяют средство, выбираемое из группы, состоящей из феноловых смол, пеков, фурановых смол, сложных эфиров фенила и любых смесей двух или более упомянутых выше соединений.
Связующее средство, вводимое на этапе d) вместе с армированным углеродным волокном углеродом, также выбирают предпочтительно из группы, которая состоит из феноловых смол, пеков, фурановых смол, сложных эфиров фенила и любых смесей двух или более упомянутых выше соединений.
Согласно другому предпочтительному варианту выполнения данного изобретения тепловую обработку на этапе е) способа выполняют при температуре между 100 и 300°С.
Другим объектом данного изобретения является соединительный элемент, который получают с помощью указанного выше способа, согласно изобретению.
Дополнительно к этому данное изобретение относится к применению указанного выше соединительного элемента согласно изобретению для соединения двух электродов, предпочтительно двух графитовых электродов, или соответственно к применению нескольких упомянутых выше соединительных элементов согласно изобретению для соединения нескольких электродов, предпочтительно графитовых электродов, в составной электрод.
Наконец, данное изобретение относится к составному электроду, который содержит два или больше графитовых электрода, из которых каждые два графитовых электрода соединены друг с другом с помощью соединительного элемента согласно изобретению.
Ниже приводится в качестве примера описание данного изобретения на основании предпочтительных вариантов выполнения со ссылками на прилагаемые чертежи, на которых изображено:
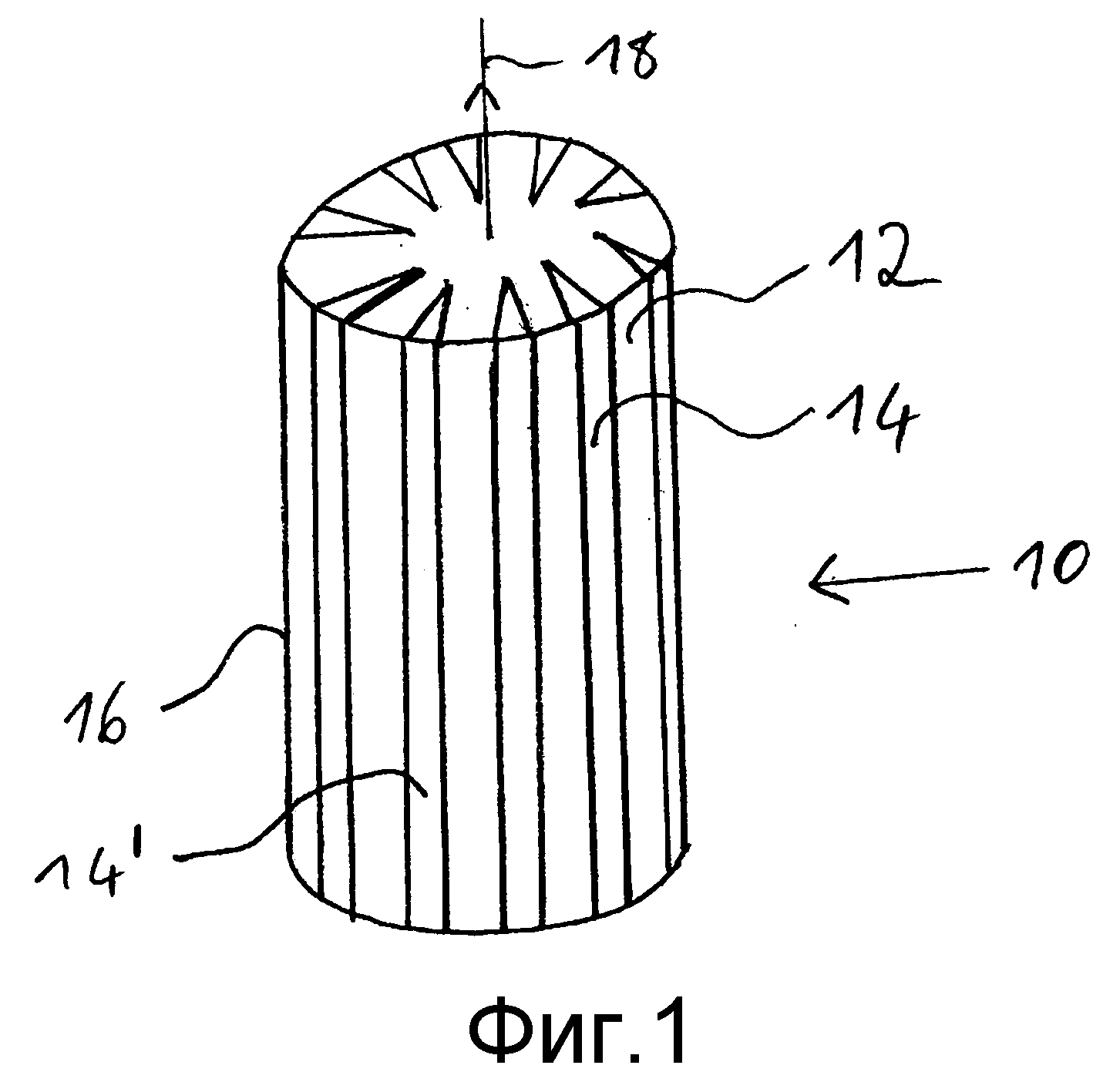
фиг.1 - соединительный элемент согласно первому примеру выполнения данного изобретения в изометрической проекции;
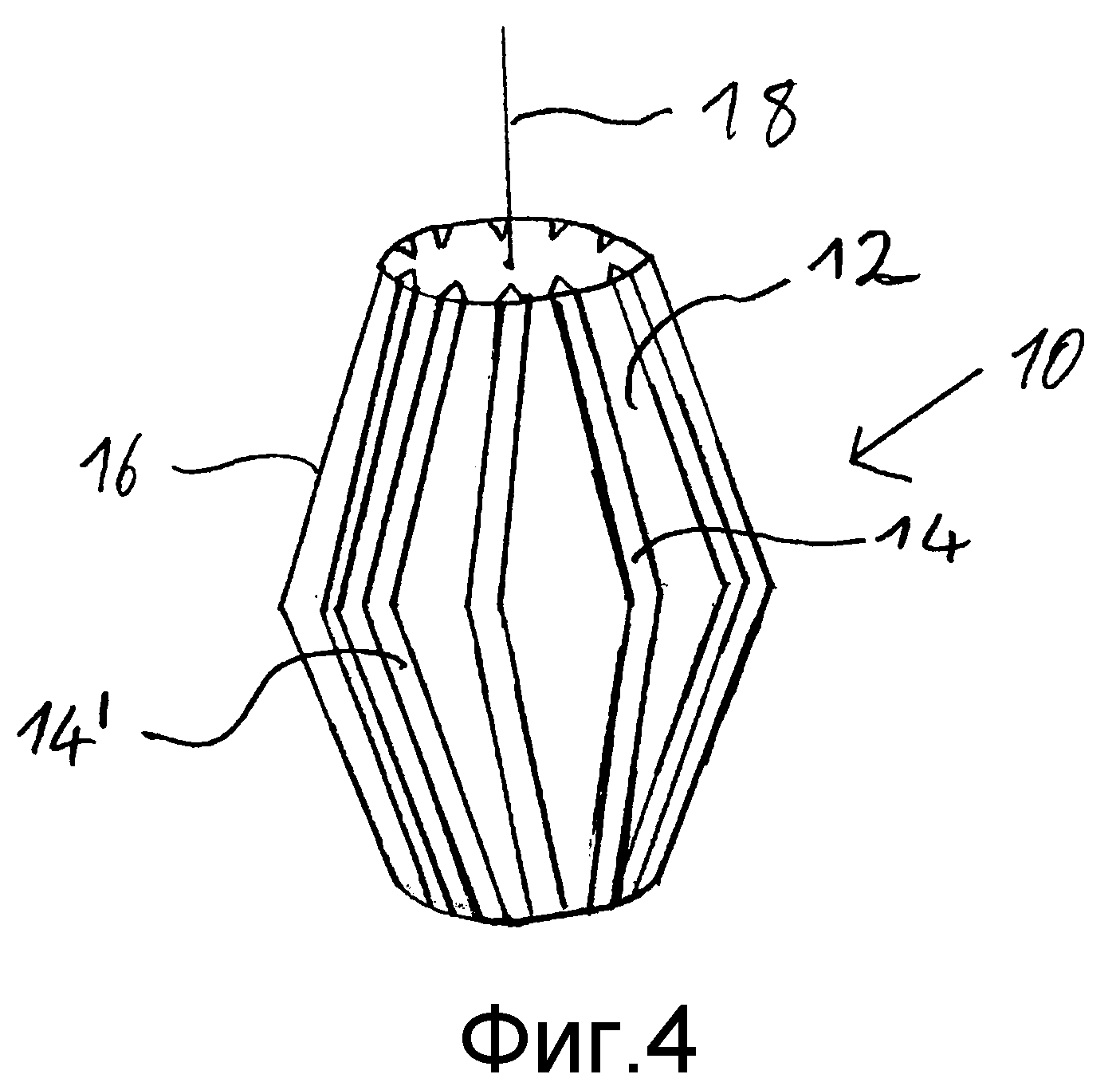
фиг.2 - соединительный элемент согласно фиг.1 на виде сверху;
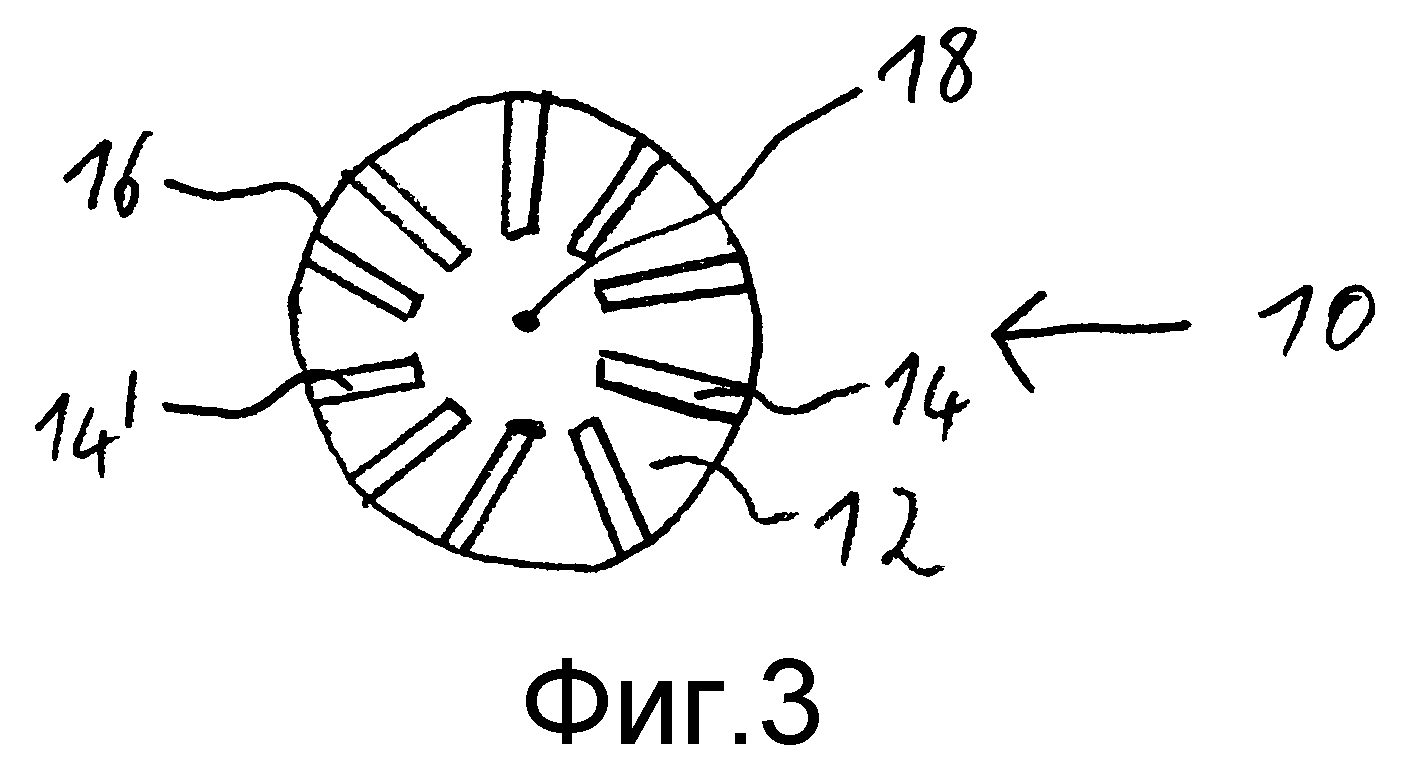
фиг.3 - соединительный элемент согласно второму примеру выполнения данного изобретения на виде сверху;
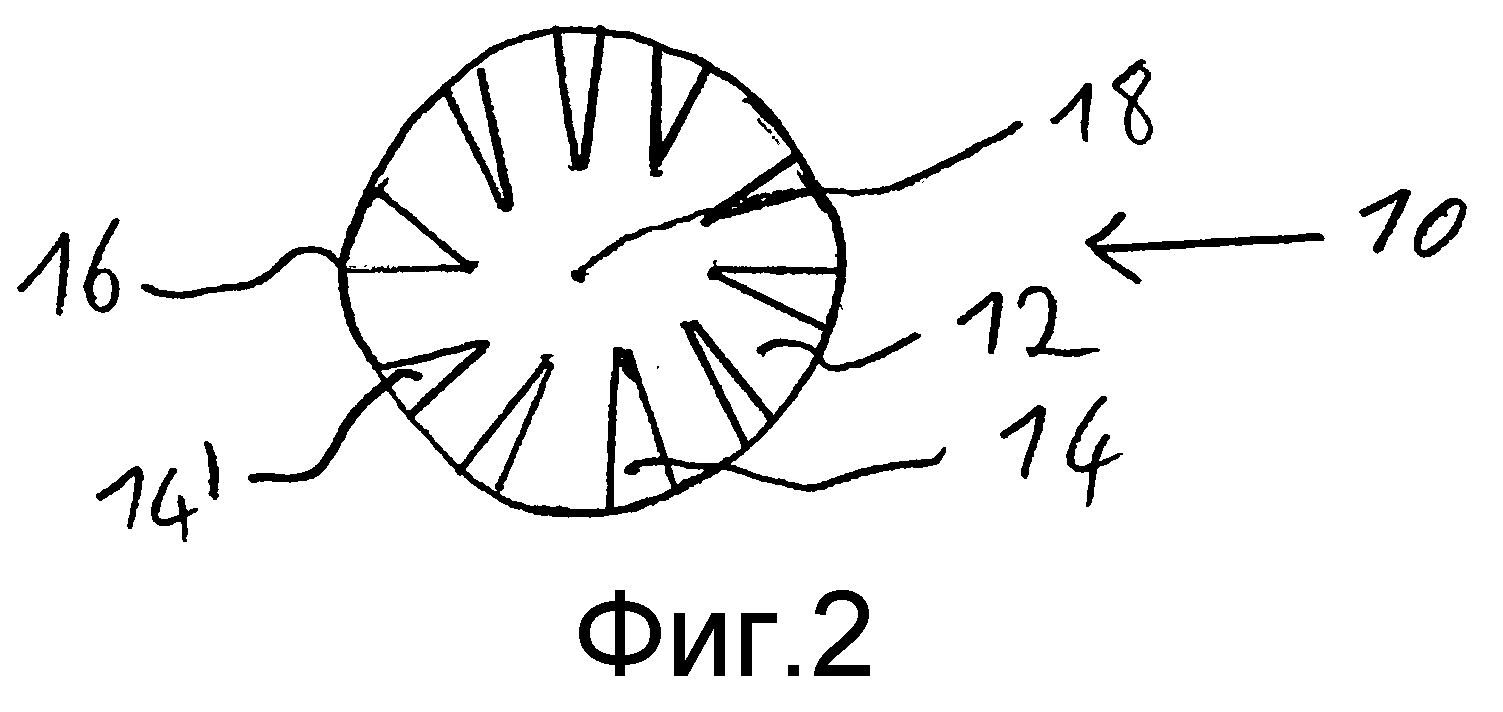
фиг.4 - соединительный элемент согласно третьему примеру выполнения данного изобретения в изометрической проекции.
Показанный на фиг.1 и 2 соединительный элемент 10 состоит из графитового тела 12, которое имеет десять клиновидных выемок 14, 14', которые заполнены материалом из армированного углеродным волокном углерода. При этом клиновидные выемки 14, 14' проходят по всей продольной протяженности графитового тела 12 и, при рассмотрении в направлении поперек продольной оси соединительного элемента 10, от наружной окружной поверхности, соответственно от наружной стороны 16 графитового тела 12, примерно 50% от расстояния между наружной стороной 16 и центральной осью 18 графитового тела 12 вовнутрь.
В то время как графитовое тело 12 состоит из не содержащего волокна графита, армированный углеродным волокном углерод содержит больше 20 масс.% углеродных волокон. Материал из армированного углеродным волокном углерода соединен с графитовым телом 12 с помощью связующего средства (не изображено). На наружной окружной поверхности соединительного элемента 10 выполнена наружная резьба (не изображена).
Показанный на фиг.3 соединительный элемент 10 отличается от показанного на фиг.1 и 2 соединительного элемента тем, что отдельные выемки 14, 14', заполненные материалом из армированного углеродным волокном углерода, выполнены не клиновидными, а имеют форму плоского прямоугольного параллелепипеда.
В отличие от показанного на фиг.1 соединительного элемента 10 показанный на фиг.4 соединительный элемент выполнен в виде двойного конуса, то есть имеет форму двух усеченных конусов, при этом оба усеченных конуса соединены друг с другом своей поверхностью основания. На наружной окружной поверхности соединительного элемента 10 выполнена наружная резьба (не изображена).
Перечень позиций
10 Соединительный элемент
12 Графитовое тело/зона из графита
14,14' Выемки (заполнены материалом CFC)/зона из CFC
16 Наружная окружная поверхность, соответственно наружная сторона графитового тела
18 Центральная ось графитового тела
Способ переработки отработанного углеродсодержащего материала катода
Катодная подина, способ производства катодной подины и применение ее в электролитической ячейке для производства алюминия
Способ изготовления катодного блока для ячейки алюминиевого электролизера и катодный блок
Композитный огнеупорный материал для внутренней футеровки доменной печи
Способ измерения профилей поверхностей в работающих алюминиевых электролизерах
Катодный блок с содержащим твердый материал верхним слоем
Способ обработки содержащего углерод сыпучего материала
Графитизированный катодный блок с износостойкой поверхностью
Огнеупорный материал для внутренней футеровки доменной печи, получаемый частичной графитизацией смеси, содержащей c и si
Способ и устройство для определения расхода электродного материала при эксплуатации электропечи
Способ переработки отработанного углеродсодержащего материала катода
Катодная подина, способ производства катодной подины и применение ее в электролитической ячейке для производства алюминия
Способ изготовления катодного блока для ячейки алюминиевого электролизера и катодный блок
Композитный огнеупорный материал для внутренней футеровки доменной печи
Способ измерения профилей поверхностей в работающих алюминиевых электролизерах
Катодный блок с содержащим твердый материал верхним слоем
Способ обработки содержащего углерод сыпучего материала
Графитизированный катодный блок с износостойкой поверхностью
Огнеупорный материал для внутренней футеровки доменной печи, получаемый частичной графитизацией смеси, содержащей c и si
Способ и устройство для определения расхода электродного материала при эксплуатации электропечи

