СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ВОДНОГО ШЛИКЕРА НА ОСНОВЕ КВАРЦЕВОГО СТЕКЛА
Вид РИД
Изобретение
Изобретение относится к керамической промышленности и может быть использовано при изготовлении изделий из кварцевой керамики методом водного шликерного литья в пористые формы.
Известен способ получения изделий из кварцевой керамики, а.с. СССР №1701701, кл. C04B 35/14, публ.30.12.1991 г., бюл. №48, включающий приготовление суспензии путем мокрого помола кварцевого стекла с последующим введением в нее зернистого кварцевого наполнителя, литьем в гипсовые формы, сушку и спекание, отличающийся тем, что с целью увеличения габаритов и прочности изделий за счет повышения однородности зернового состава по всему объему первоначально помол кварцевого стекла производят до остатка на сите №0063 менее 0,1% при влажности шликера 18-22%, а зернистый наполнитель в полученную суспензию вводят в два этапа, при этом сначала вводят наполнитель с размерами зерна 1,5-3,5 мм в количестве 50-65% от массы первоначального шликера, затем проводят помол до остатка на сите №0063 5-9%, после чего в него вводят зернистый наполнитель с размером зерна 0,25-0,45 мм в количестве 15-30% от массы шликера второго этапа и производят помол до остатка на сите №0063 25-30%.
Недостатком данного способа является использование порошков наполнителя с определенным размером частиц. Получение и использование порошков (дробление, помол, рассев, взвешивание, засыпка в мельницу) сопровождается выделением кварцевой пыли, вредной для здоровья человека.
Известен способ получения изделий из кварцевой керамики, патент РФ №2215711, кл. C04B 35/14, 35/622, публ. 10.11.2003 г., бюл. №31, включающий мокрый помол кварцевого стекла и получение первичного шликера с плотностью 1,85-1,89 г/см3, приготовление порошкообразного наполнителя путем сухого помола кварцевого стекла в течение 10-60 мин при соотношении стекло:мелющие тела, равном 1:(1,5-2,5), перемешивание первичного шликера в количественном соотношении 60-90% по твердой фазе формовочного шликера с наполнителем, процеживание полученного шликера через сетку с ячейкой 1 мм, формование и обжиг изделий. Фракционность наполнителя с размером зерна 0,10-1,0 мм в количестве не менее 95% регулируют временем помола и соотношением стекло:мелющие тела, а верхний предел зерен в шликере ограничивают сеткой с ячейкой 1 мм при сливе шликера из мельницы. С целью исключения перемола при перемешивании формовочного шликера количество мелющих тел в мельнице не превышает 80% от массы твердой фазы в шликере.
Недостатком способа является проблема гомогенизации шликера. При введении шликера с плотностью 1,85-1,89 г/см3 в порошок кварцевого стекла сухой порошок кварцевого стекла капсулируется внутри комков, покрытых коркой шликера, разбить комки даже при длительном перемешивании не удается.
Известен способ изготовления крупногабаритных тиглей из кварцевой керамики, патент РФ №2264365, кл. C04B 35/14, публ. 20.11.2005 г., бюл. №32, включающий получение исходной суспензии с плотностью 1,88-1,92 г/см3, с содержанием 30-45 мас.% частиц менее 5 мкм, 5-20% частиц более 50 мкм путем мокрого помола с последующей стабилизацией механическим перемешиванием, введение в нее зернистого заполнителя из кварцевого стекла с размером 50-400 мкм в количестве, обеспечивающем ее содержание в наполненной системе 25-35 мас.% при значении плотности литейной системы 1,94-1,98 г/см3, после чего осуществляют дополнительную стабилизацию посредством механического перемешивания на протяжении не менее 4 ч, формование литьем в пористую форму, сушку и обжиг изделия при 1100-1200°C или гидротермальную обработку в паровом автоклаве при температурах 150-200°C на протяжении 4-12 ч.
Данный способ позволяет получать более однородные отливки с пористостью 8-10% и незначительной усадкой при обжиге (0,2-0,5%). Недостатками способа являются высокая вязкость, низкая текучесть шликера, что затрудняет формование сравнительно тонкостенных крупногабаритных изделий с толщиной стенки 10-20 мм.
К недостаткам всех перечисленных способов относятся: многооперационность получения шликера; длительный процесс получения шликера; запыленность рабочих мест; трудоемкость отсева нужных фракций наполнителя; низкая плотность получаемых шликеров; высокая вязкость шликеров; низкая плотность получаемых оливок.
Наиболее близким к заявляемому решению является способ получения высокоплотной водной суспензии кварцевого стекла, а.с. СССР №1219362, кл. B28В 1/26, C04B 35/24, публ. 23.03.86 г., бюл. №11, для изготовления керамических изделий путем его мокрого помола в шаровой мельнице с алундовыми мелющими телами, включающий первоначальную загрузку мельницы при соотношении стекла и воды 1:0,09, с последующим дополнительным введением воды через 4-5 ч помола из расчета на 1 мас.ч. стекла 0,03-0,04 мас.ч. воды, помол после дозагрузки воды в течение 12 ч с последующей стабилизацией.
Данный способ позволяет получать шликер кварцевого стекла с плотностью 1,88-1,89 г/см3, продолжительность помола при этом составляет 16-17 ч, способ позволяет получать отливки с плотностью 1,90-1,95 г/см3, а обожженный при 1% линейных усадок материал с плотностью 1,99-2,01 г/см3 и прочностью при статическом изгибе более 49 МПа.
К недостаткам указанного способа следует отнести большую длительность помола, что определяется указанными параметрами загрузки, недостаточно высокую плотность получаемого шликера, недостаточно высокую плотность отливок.
Задачей настоящего изобретения является сокращение времени помола, повышение плотности шликера и отливок.
Поставленная цель достигается тем, что предложен способ получения высокоплотного водного шликера на основе кварцевого стекла путем его помола в шаровой мельнице с корундовой футеровкой и алундовыми мелющими телами с последующей стабилизацией механическим перемешиванием, отличающийся тем, что загрузку исходного сырья производят в три этапа: сначала загружают 50-60% расчетного количества кварцевого стекла и 100% расчетного количества мелющих тел и воды при этом конечное соотношение стекло:мелющие тела:вода равно 1:2,8:0,15, затем производят помол до тонины с остатком на сите №0063 0,5-1,0%, на втором и третьем этапах последовательно добавляют по 20-25% от расчетного количества кварцевого стекла и осуществляют помол после каждой загрузки до тонины 6-9%.
Авторы экспериментально установили, что проведение поэтапной загрузки исходного сырья при помоле, когда первоначальная загрузка кварцевого стекла составляет 50-60% от расчетного количества, а мелющих тел и воды - 100%, проведение помола до тонины 0,5-1,0%, а затем дозагрузка мельницы в два этапа по 20-25% кварцевого стекла каждый с проведением помола после каждой загрузки до тонины 6-9%, приводит к существенному сокращению времени помола при приготовлении шликера в шаровой мельнице. Выход за указанные пределы не позволяет достичь цели изобретения.
В начальный период помола идет интенсивное измельчение крупных частиц кварцевого стекла за счет существенного увеличения соотношения между сырьем и мелющими телами, которое достигает значения 1:5,14. Такое увеличение доли мелющих тел приводит к резкому увеличению скорости помола. Кроме того, на данном этапе соотношение стекло:мелющие тела:вода равно 1:5,14:0,29. За счет высокой влажности суспензии ее вязкость не высока, что также способствует ускорению процесса помола. Уже через 0,5-1,0 ч помола содержание частиц с размером свыше 63 мкм составляет не более 38%, а через 2-2,5 ч - не более 1,0%.
Дальнейшая двухступенчатая дозагрузка мельницы кварцевым стеклом по 20-25% каждая, причем после каждой загрузки производят помол в течение 2-3 ч, приводит к существенному сокращению времени помола (увеличению производительности мельницы при приготовлении шликера из кварцевого стекла).
На втором этапе помола соотношение стекло:мелющие тела:вода составляет 1:3,6:0,20, время помола не превышает 2-3 ч.
На последнем этапе помола соотношение стекло:мелющие тела:вода составляет 1:2,8:0,15, однако при этом, благодаря тому, что к этому моменту предыдущие партии сырья практически полностью смалываются, дальнейшая работа мелющих тел расходуется на разрушение вновь загружаемой партии сырья, время помола не превышает 2-3 ч.
Суммарное время помола не превышает 9 ч.
Отклонения от заявленных пределов в какую-либо сторону приводят либо к увеличению времени помола, либо к большому остатку несмолотого материала.
Примеры осуществления способа
Пример 1 (прототип)
В мельницу с корундовой футеровкой загружают 100 кг боя труб из кварцевого стекла, 250 кг алундовых мелющих тел, 9 л воды (соотношение стекло:мелющие тела:вода 1:2,5:0,09) и проводят помол. Через 5 ч добавляют еще 3 л воды (из расчета на 1 мас.ч стекла 0,003 мас.ч. воды), продолжают помол 12 ч. Шликер имеет следующие спараметры:
- плотность, г/см3 - 1,89
- содержание частиц свыше 63 мкм, % - 5
- выход шликера с 1 кг стекла, л - 0,6
Общая продолжительность помола - 17 ч, плотность отливки - 1,91 г/см3.
Пример 2
В мельницу с корундовой футеровкой загружают 35 кг дробленых труб из кварцевого стекла длиной до 50 мм, 180 кг алундовых мелющих тел и 10 л воды, при этом соотношение стекло:мелющие тела:вода составляет 1:5,14:0,29, и производят помол в течение 2 ч. Тонина помола с остатком на сите №0063 составляет 1,0%. Затем загружают 15 кг дробленых труб из кварцевого стекла и производят помол в течение 2,5 ч, тонина помола с остатком на сите №0063 составляет 6,5%, затем загружают 15 кг дробленых труб из кварцевого стекла и производят помол в течение 3 ч, тонина помола составляет 6,2%. Полученный шликер после стабилизации путем механического перемешивания имеет следующие параметры:
- плотность, г/см3 - 1,96
- содержание частиц до 5 мкм, % - 39
- содержание частиц свыше 63 мкм, % - 6,2
Несмолотый остаток составляет 1,05%, общая продолжительность помола - 7,5 ч, производительность мельницы - 5,3 л/ч, плотность отливки - 1,98 г/см3. Обжиг отливок при 1175°C позволяет получать при линейной усадке 0,5% обожженный материал с плотностью 1,99 г/см3 и прочностью при статическом изгибе 56 МПа.
Пример 3
В мельницу с корундовой футеровкой загружают 39 кг дробленых труб из кварцевого стекла длиной до 50 мм, 180 кг алундовых мелющих тел и 10 л воды, при этом соотношение стекло:мелющие тела:вода составляет 1:4,62:0,26, и производят помол в течение 3,5 ч. Тонина помола с остатком на сите №0063 составляет 1,0%. Затем загружают 13 кг дробленых труб из кварцевого стекла и производят помол в течение 2 ч, тонина помола с остатком на сите №0063 составляет 6,3%, затем загружают 13 кг дробленых труб из кварцевого стекла и производят помол в течение 3 ч, тонина помола составляет 7,0%. Полученный шликер после стабилизации путем механического перемешивания имеет следующие параметры:
- плотность, г/см3 - 1,96
- содержание частиц до 5 мкм, % - 37
- содержание частиц свыше 63 мкм, % - 7,0
Несмолотый остаток составляет 1,55%, общая продолжительность помола - 8,5 ч, производительность мельницы - 4,7 л/ч, плотность отливки - 1,98 г/см3. Обжиг отливок при 1190°C позволяет получать при линейной усадке 0,7% обожженный материал с плотностью 2,05 г/см3 и прочностью при статическом изгибе 65 МПа.
Пример 4
В мельницу с корундовой футеровкой загружают 37 кг дробленых труб из кварцевого стекла длиной до 50 мм, 180 кг алундовых мелющих тел и 10 л воды, при этом соотношение стекло:мелющие тела:вода составляет 1:4,86:0,27, и производят помол в течение 3 ч. Тонина помола с остатком на сите №0063 составляет 0,5%. Затем загружают 14 кг дробленых труб из кварцевого стекла и производят помол в течение 2 ч, тонина помола с остатком на сите №0063 составляет 6,0%, затем загружают 14 кг дробленых труб из кварцевого стекла и производят помол в течение 2,5 ч, тонина помола составляет 9,0%. Полученный шликер после стабилизации путем механического перемешивания имеет следующие параметры:
- плотность, г/см3 - 1,97
- содержание частиц до 5 мкм, % - 36
- содержание частиц свыше 63 мкм, % - 9,0
Несмолотый остаток составляет 1,65%, общая продолжительность помола - 7,5 ч, производительность мельницы - 5,3 л/ч, плотность отливки - 1,99 г/см3. Обжиг отливок при 1170°C позволяет получать при линейной усадке 0,6% обожженный материал с плотностью 2,05 г/см3 и прочностью при статическом изгибе 64 МПа.
Пример 5
В мельницу с корундовой футеровкой загружают 35 кг дробленых труб из кварцевого стекла длиной до 50 мм, 180 кг алундовых мелющих тел и 10 л воды, при этом соотношение стекло:мелющие тела:вода составляет 1:5,14:0,29, и производят помол в течение 6 ч. Тонина помола с остатком на сите №0063 составляет 0,2%. Затем загружают 15 кг дробленых труб из кварцевого стекла и производят помол в течение 2,5 ч, тонина помола с остатком на сите №0063 составляет 6,1%, затем загружают 15 кг дробленых труб из кварцевого стекла и производят помол в течение 3,0 ч, тонина помола составляет 6,3%. Полученный шликер после стабилизации путем механического перемешивания имеет следующие параметры:
- плотность, г/см3 - 1,94
- содержание частиц до 5 мкм, % - 48
- содержание частиц свыше 63 мкм, % - 6,3
Несмолотый остаток составляет 1,05%, общая продолжительность помола - 11,5 ч, производительность мельницы - 3,5 л/ч, плотность отливки - 1,95 г/см3.
Обжиг отливок при 1200°C позволяет получать при линейной усадке 0,9% обожженный материал с плотностью 1,97 г/см3 и прочностью при статическом изгибе 40 МПа.
Данный пример подтверждает, что выход за заявленные граничные условия не позволяет достичь цели изобретения.
Пример 6
В мельницу с корундовой футеровкой загружают 50 кг дробленых труб из кварцевого стекла длиной до 50 мм, 180 кг алундовых мелющих тел и 10 л воды, при этом соотношение стекло:мелющие тела:вода составляет 1:3,6:0,2, и производят помол в течение 12 ч. Тонина помола с остатком на сите №0063 составляет 1,0%. Затем загружают 7,5 кг дробленых труб из кварцевого стекла и производят помол в течение 2 ч, тонина помола с остатком на сите №0063 составляет 8,5%, затем загружают 7,5 кг дробленых труб из кварцевого стекла и производят помол в течение 2,0 ч, тонина помола составляет 8,5%. Полученный шликер после стабилизации путем механического перемешивания имеет следующие параметры:
- плотность, г/см3 - 1,93
- содержание частиц до 5 мкм, % - 50
- содержание частиц свыше 63 мкм, % - 8,5
Несмолотый остаток составляет 4,2%, общая продолжительность помола - 16 ч, производительность мельницы - 2,5 л/ч, плотность отливки - 1,94 г/см3. Обжиг отливок при 1230°C позволяет получать при линейной усадке 0,9% обожженный материал с плотностью 1,97 г/см3 и прочностью при статическом изгибе 39 МПа.
Данный пример подтверждает, что выход за заявленные граничные условия не позволяет достичь цели изобретения.
Данные примеров сведены в таблицу.
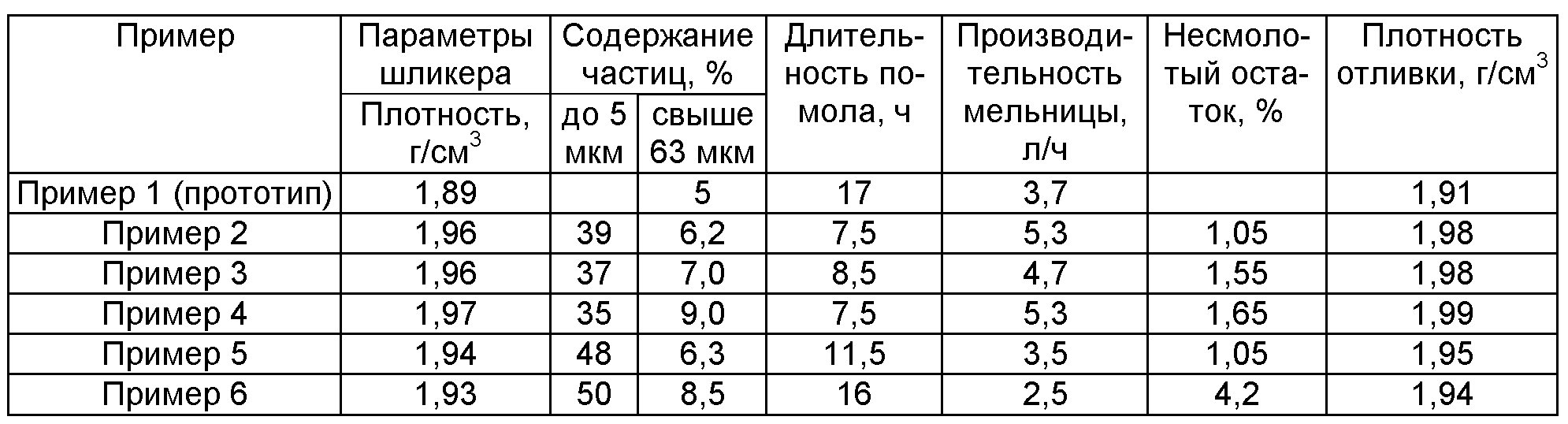
Из приведенных данных видно, что предложенный способ позволяет при предложенных параметрах помола наиболее оптимально снизить время помола, повысить плотность шликера и отливок.
Кроме того, благодаря повышенной плотности исходных отливок, материал, спеченный при более низкой температуре и незначительных усадках, имеет повышенную прочность.
Источники информации
1. А.с. СССР №1701701, кл. C04B 35/14, публ.30.12.1991 г., бюл. №48. Способ получения изделий из кварцевой керамики.
2. Патент РФ, №2215711, кл. C04B 35/14, 35/622, публ. 10.11.2003 г., бюл. №31. Способ получения изделий из кварцевой керамики.
3. Патент РФ №2264365, кл. C04B 35/14, публ. 20.11.2005 г., бюл. №32. Способ изготовления крупногабаритных тиглей из кварцевой керамики.
4. А.с. СССР №1219362, кл. 4 B28B 1/26, C04B 35/24, публ. 23.03.86 г., бюл.№11. Способ получения высокоплотной водной суспензии кварцевого стекла - прототип.
Способ получения высокоплотного водного шликера на основе кварцевого стекла путем его помола в шаровой мельнице с корундовой футеровкой и алундовыми мелющими телами с последующей стабилизацией механическим перемешиванием, отличающийся тем, что загрузку исходного сырья производят в три этапа: сначала загружают (по массе) 50-60% расчетного количества кварцевого стекла и 100% расчетного количества мелющих тел и воды, при этом конечное соотношение стекло:мелющие тела:вода равно 1:2,8:0,15, затем производят помол до тонины с остатком на сите №0063 0,5-1,0%, на втором и третьем этапах последовательно добавляют по 20-25% от расчетного количества кварцевого стекла и осуществляют помол после каждой загрузки до тонины 6-9%.Способ получения радиотехнического материала
Опорный узел трехслойной панели и способ сборки трехслойной панели с опорными узлами
Широкополосное радиопоглощающее покрытие
Датчик для контроля диэлектрических свойств полимерного материала
Способ определения предела прочности и модуля упругости при сдвиге клеевых соединений металлических образцов при индукционном нагреве
Способ изготовления конусных изделий из стеклообразного материала
Устройство для изготовления панели с ребрами жесткости из полимерного композиционного материала
Установка моллирования стеклянных полусфер
Установка моллирования стеклянных изделий
Установка моллирования стеклянных изделий
Широкополосное радиопоглощающее покрытие
Датчик для контроля диэлектрических свойств полимерного материала
Способ определения предела прочности и модуля упругости при сдвиге клеевых соединений металлических образцов при индукционном нагреве
Способ изготовления конусных изделий из стеклообразного материала
Устройство для изготовления панели с ребрами жесткости из полимерного композиционного материала
Установка моллирования стеклянных полусфер
Установка моллирования стеклянных изделий
Установка моллирования стеклянных изделий
Способ изготовления трехслойной панели из композиционного материала
Трехслойная панель

