Результат интеллектуальной деятельности: СПОСОБ ПЕРЕКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано для получения стальных сортовых профилей путем переработки прокаткой железнодорожных рельсов, выведенных из эксплуатации.
Известны способы переработки стальных железнодорожных рельсов, включающие их нагрев и последующую многопроходную прокатку в валках с калибрами в сортовые профили [1, 2].
Недостатки указанных способов состоят в том, что в процессе прокатки на профилях образуются дефекты типа «закат», «складка», «лампас» и др. По этой причине упомянутые способы не нашли промышленного применения.
Наиболее близким аналогом к предлагаемому изобретению является способ перекатки рельсов в профиль в виде полосы, включающий их нагрев до температуры 2100°F, многопроходное обжатие в валках с калибрами за два этапа, вначале путем преимущественного обжатия головки и подошвы рельса, а затем и с обжатием шейки рельса [3].
Недостаток известного способа состоит в том, что при его реализации на сортовых профилях образуются дефекты в виде складок и закатов, что приводит к снижению выхода годного.
Техническая задача, решаемая изобретением, состоит в повышении выхода годных сортовых профилей.
Для решения технической задачи в известном способе перекатки железнодорожных рельсов, включающем их нагрев до температуры аустенитизации и последующее многопроходное обжатие в валках с калибрами, согласно изобретению нагрев рельсов ведут до температуры 980-1250°C, в первых 2-3 проходах рельс обжимают по высоте на 10-40% в универсальных четырехвалковых калибрах, при этом между валками, обращенными к шейке рельса, устанавливают зазор, величина которого на 2-5 мм превышает толщину шейки рельса на входе в соответствующий калибр.
В варианте реализации способа обжатие шейки рельса производят в валках, на бочках которых выполнены кольцевые проточки глубиной 5-8 мм со скругленной формой профиля и с чередованием положения кольцевых проточек по проходам, расположенных на краях бочек валков и в их центрах.
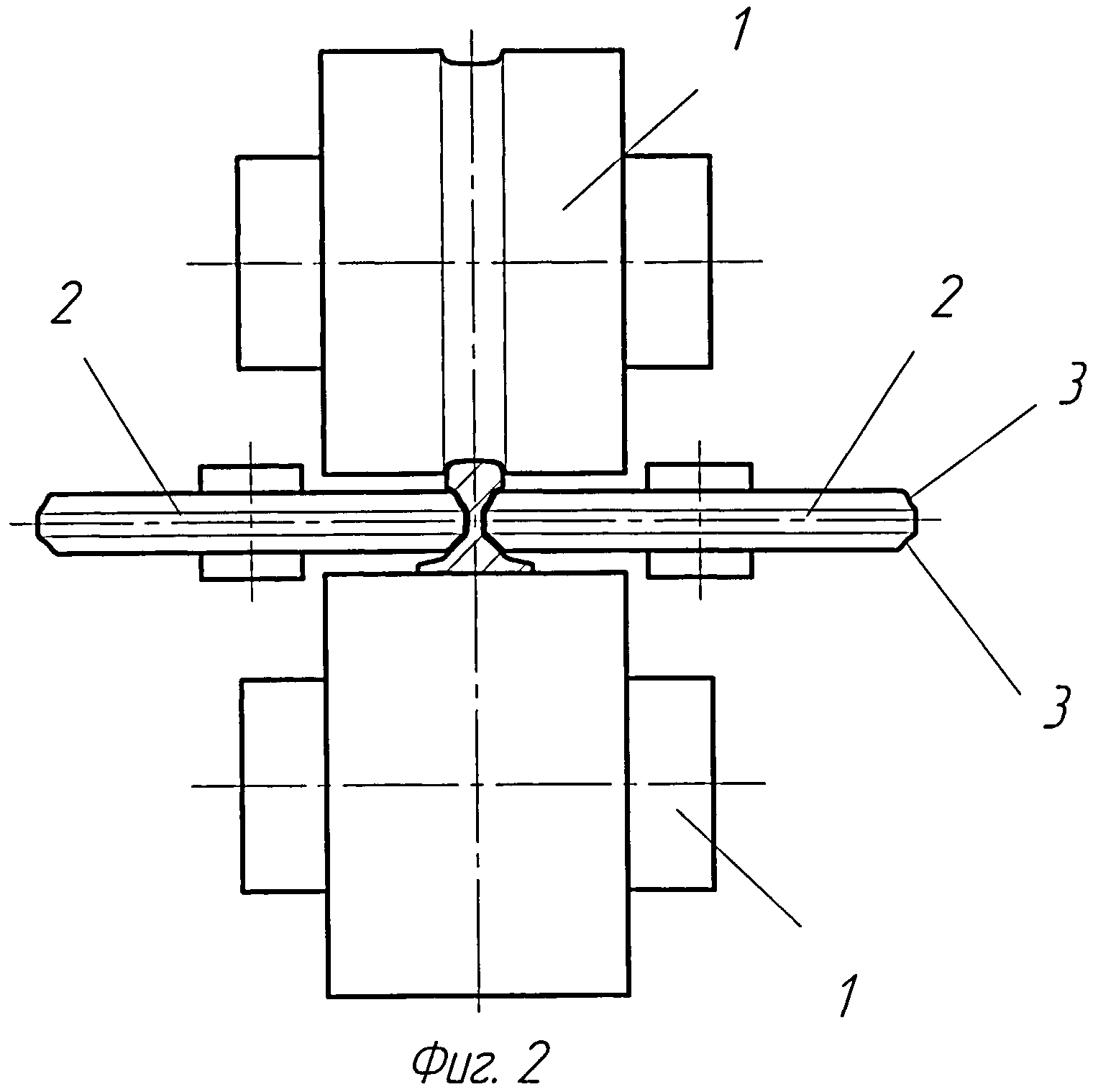
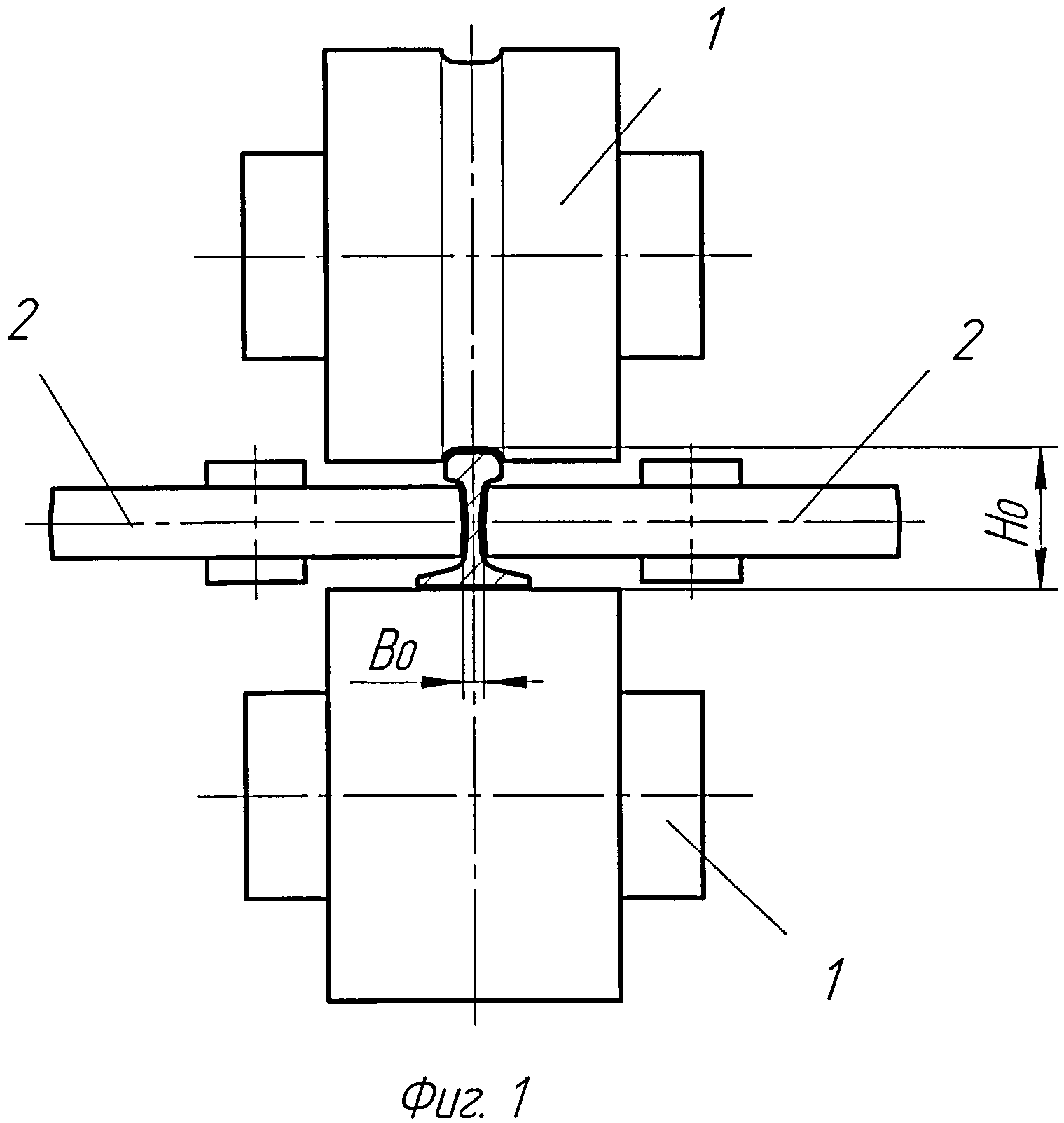
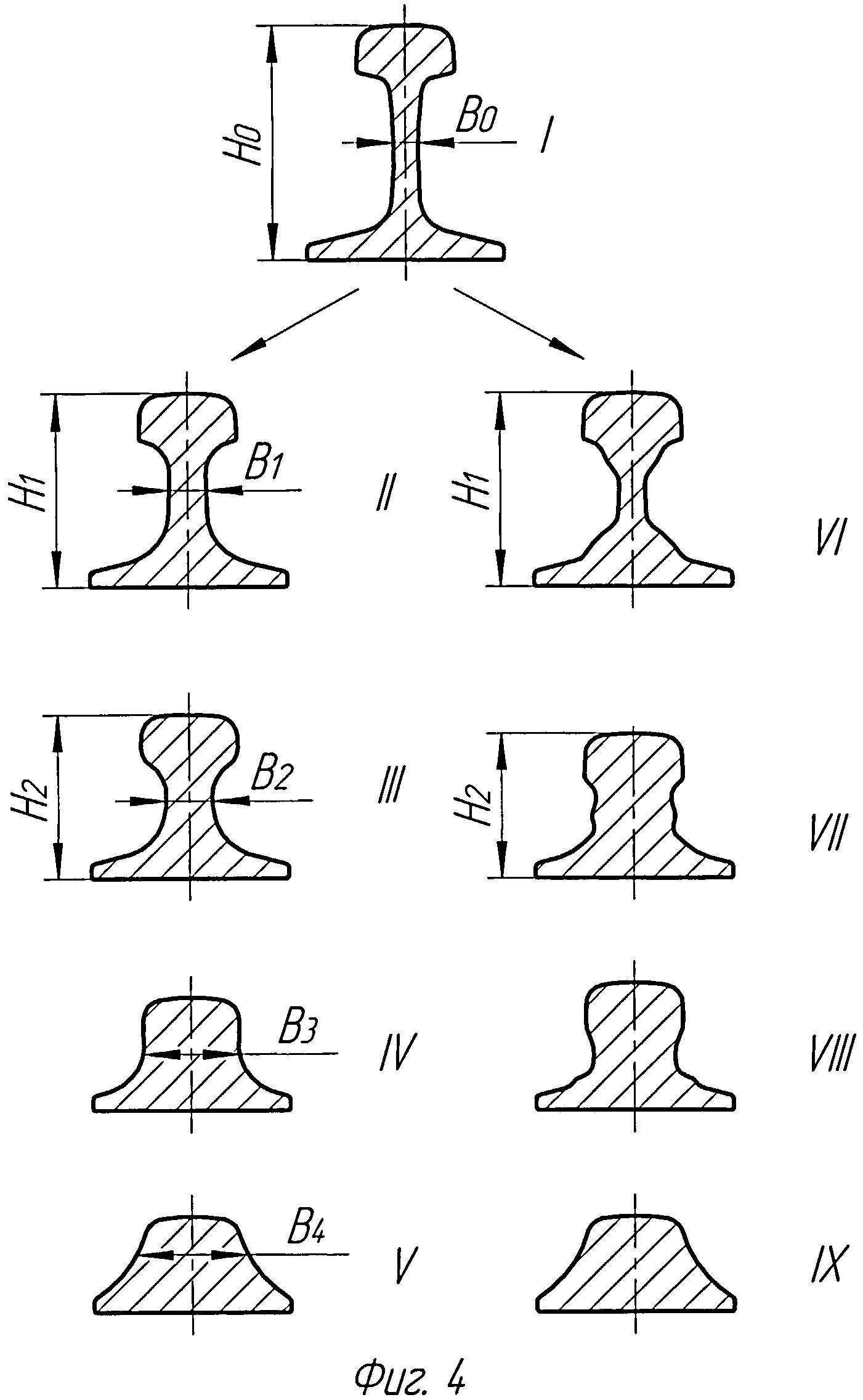
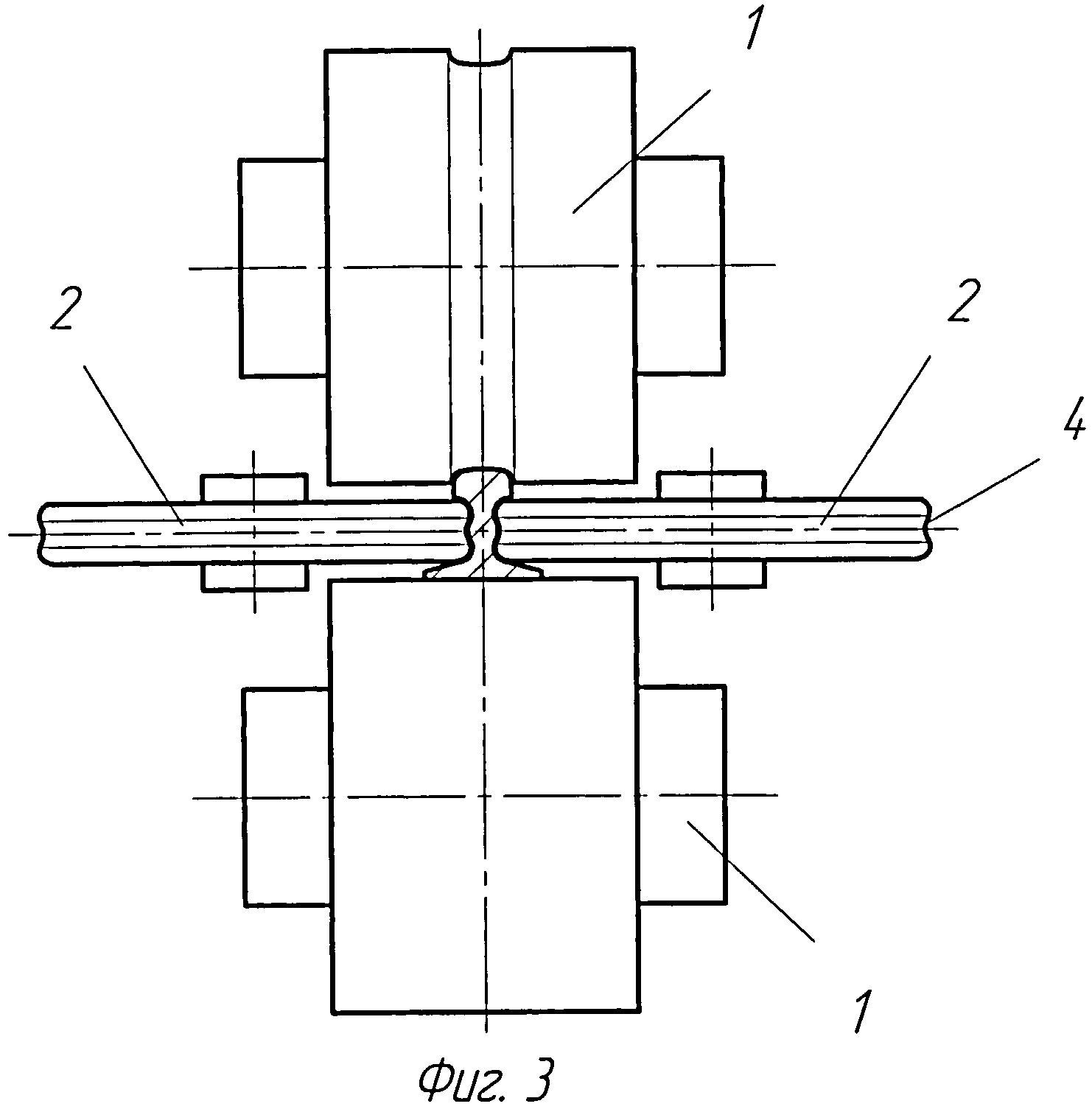
На фиг.1 показано взаимное расположение и форма валков универсальных калибров: здесь 1 - горизонтальные валки, 2 - вертикальные валки. На фиг.2 представлена форма межвалкового зазора с вертикальными валками 2, имеющими кольцевые проточки 3 на краях бочки при реализации способа по п.2 формулы изобретения; на фиг.3 - форма межвалкового зазора с вертикальными валками 2, имеющими кольцевые проточки 4 в центральной части бочки при реализации способа по п.2 формулы изобретения. На фиг.4 изображена последовательность изменения поперечного профиля рельса по проходам, обозначенным римскими цифрами I-V при его прокатке в соответствии с п.1 формулы изобретения, а также римскими цифрами VI-IX при его прокатке в соответствии с п.2 формулы изобретения.
Сущность изобретения состоит в следующем. Железнодорожный рельс является сортовым фасонным профилем, т.к. имеет касательные линии, пересекающие его поперечное сечение. Деформация рельса по высоте при прокатке, как показали эксперименты, приводит к изгибу шейки рельса вследствие потери устойчивости в калибре, образованию складок и дефектов типа «закат», что приводит к снижению выхода годного.
Для исключения изгиба шейки и образования дефектов типа «закат» в предложенном способе осуществляют схему стесненной деформации, осуществляемой с помощью горизонтальных валков 1 (фиг.1) и вертикальных валков 2 универсальных калибров, ограничивающих возможность изгиба шейки. При указанной схеме стесненной деформации на исходном профиле I рельса после обжатия за 2-3 прохода в универсальных калибрах достигается формирование выпуклостей в виде наплывов металла в местах сопряжения шейки рельса с головкой и подошвой (профили II-IV). Полученный промежуточный профиль V уже не является «фасонным», т.е. становится выпуклым и не имеет касательных, пересекающих его. Благодаря этому из промежуточного профиля V может быть получен бездефектный сортовой прокат в виде круга, квадрата, шестигранника и др. формы при использовании известных систем калибровки.
В варианте реализации способа для рельсов с увеличенной длиной шейки вертикальные валки при осуществлении стесненной деформации имеют кольцевые проточки 3 и 4 глубиной 5-8 мм со скругленной формой профиля и с чередованием положения кольцевых проточек 3 и 4 по проходам, расположенных на краях бочек валков (фиг.2) и в их центрах (фиг.3). Благодаря этому вытесняемый при стесненном обжатии в горизонтальных валках металл заполняет полости в кольцевых проточках 3 и 4 вертикальных валков, образуя выпуклости - наплывы в местах сопряжения шейки с головкой и подошвой рельса в предыдущем проходе и в центральной части шейки рельса при последующем проходе. Этим достигается разделение шейки рельса с увеличенной длиной на отдельные короткие участки, которые не склонны к потере устойчивости при обжатии рельса, а также контролируемое деформирование шейки рельса в местах возможного образования «закатов» по проходам при ее деформировании в процессе обжатия в универсальных калибрах. В результате предотвращается потеря устойчивости шейки рельса, ее изгиб, образование дефектов типа «закат» (профили VI-IX на фиг.4). Промежуточный выпуклый профиль IX подобен промежуточному профилю V и пригоден для получения бездефектного сортового проката различной формы поперечного сечения.
При глубине кольцевых проточек менее 5 мм или более 8 мм, как показали эксперименты, не исключено образование дефектов типа «закат», что ведет к снижению выхода годных сортовых профилей.
Примеры реализации способа
1. Выведенный из эксплуатации по износу железнодорожный рельс типа P65 с высотой H0=180 мм, толщиной шейки B0=18 мм (профиль I на фиг.4) загружают в методическую печь с шагающим подом и производят нагрев до температуры Ta=1115°C.
Очередной нагретый рельс подают к клетям крупносортного стана 800. Черновые универсальные клети стана 800 имеют горизонтальные валки 2 с гладкими цилиндрическими бочками (Фиг.1). Зазор между вертикальными валками первой универсальной черновой клети устанавливают равным B1=21,5 мм, что на δ=3,5 мм превышает исходную толщину шейки B0=18 мм рельса, и производят осадку рельса по высоте при его обжатии в горизонтальных валках на 45 мм в проходе n=1, что составляет ε=25% от его исходной высоты H0=180 мм, с формированием профиля II (Фиг.4) высотой H1=135 и толщиной шейки B1=21,5 мм.
Благодаря тому, что деформацию рельса ведут в стесненных условиях с подпирающими усилиями со стороны вертикальных валков 2 (Фиг.1), изгиба шейки не происходит, а в местах сопряжения шейки с головкой и подошвой рельса (на свободных поверхностях) формируются наплывы металла.
Затем рельс задают во вторую универсальную клеть с зазором между вертикальными валками B2=25 мм, что на δ=3,5 мм превышает толщину шейки B1 После обжатия в горизонтальных валках со степенью деформации ε=25% в проходе n=2 рельс приобретает высоту H2=101,25 мм (профиль III на Фиг.4).
Предварительно обжатый рельс задают в третью универсальную клеть с зазором между вертикальными валками B3=25 мм, что на δ=3,5 мм превышает толщину шейки B2, сформированной в предыдущем проходе, и производят его обжатие в проходе n=3 по высоте на ε=25% (профиль IV на фиг.4).
При обжатии в четвертом проходе в горизонтальных валках достигается дальнейшее уменьшение длины шейки рельса, его головка смыкается с подошвой с образованием промежуточного выпуклого профиля V с шириной B4 (Фиг.4), из которого в дальнейшем производят сортовой прокат (квадрат, круг, шестигранник) с использованием известных систем калибровки валков крупносортного стана.
Благодаря тому, что деформация исходного рельса во всех проходах осуществлена без образования складок и закатов, выход годных сортовых профилей составляет Q=98,5%.
Варианты реализации способа по п.1 формулы изобретения приведены в таблице.
|
Из данных, приведенных в таблице, следует, что при реализации предложенного способа (варианты №2-4) достигается наиболее высокий выход годных сортовых профилей: Q=98,3-98,5%. При запредельных значениях заявленных параметров (варианты №1 и №5) выход годного снижается.
2. На горизонтальных валках первой и третьей черновых универсальных клетей сортопрокатного стана 800 выполняют кольцевые радиусные проточки 3 глубиной R=6,5 мм (Фиг.2), а на горизонтальных валках второй универсальной клети (Фиг.3) - кольцевые проточки 4 по центру бочки также глубиной R=6,5 мм.
Выведенный из эксплуатации по износу железнодорожный рельс типа P75 с высотой H0=192 мм, толщиной шейки B0=20 мм (профиль I на фиг.4) загружают в методическую печь с шагающим подом и производят нагрев до температуры Ta=1115°C.
Очередной нагретый рельс подают к клетям крупносортного стана 800. Зазор между вертикальными валками первой универсальной черновой клети устанавливают равным 23,5 мм, что на δ=3,5 мм превышает исходную толщину шейки рельса, и производят осадку рельса по высоте при его обжатии в горизонтальных валках на 48 мм в первом черновом проходе n=1, что составляет ε=25% от его исходной высоты H0=192 мм, с формированием профиля VI (Фиг.4) высотой H1=144 мм и толщиной шейки 23,5 мм. При этом по местам кольцевых проточек 3 на краях вертикальных валков 2 формируются наплывы металла, изгиб шейки рельса не происходит. Обжатый рельс задают во вторую универсальную клеть (n=2) с вертикальными валками, установленными с зазором 27,0 мм и имеющими проточки по центру бочки, и обжимают по высоте на ε=25% в профиль VII с формированием выпуклостей в середине шейки (фиг.4).
Затем рельс задают в третью клеть (n=3) с проточками 3 на краях бочек вертикальных валков 2, установленных с зазором 30,5 мм, и обжимают по высоте на ε=25% в профиль VIII с образованием наплывов металла преимущественно в местах сопряжения шейки с головкой и подошвой рельса.
При обжатии в последующем четвертом проходе в горизонтальных валках головка рельса смыкается с подошвой с образованием промежуточного выпуклого профиля IX (фиг.4), из которого в дальнейшем производят сортовой прокат (квадрат, круг, шестигранник и др.) с использованием известных систем калибровки валков крупносортного стана.
При варьировании глубины проточки R были получены следующие результаты:
|
Эксперименты показали, что при глубине проточки R=5-8 мм достигался максимальный выход годного.
Технико-экономические преимущества предложенного способа заключаются в том, что нагрев рельсов до температуры 980-1250°C, обжатие в первых 2-3 проходах по высоте на 10-40% в универсальных четырехвалковых калибрах, с зазором между валками, обращенными к шейке рельса, на 2-5 мм превышающим толщину шейки рельса на входе в соответствующий калибр, позволяет получить стальной фабрикат с трапециевидной формой поперечного сечения, который не имеет дефектов типа «закат» и пригоден для производства стального сортового профильного проката. Дополнительное выполнение проточек на краях в середине бочки вертикальных валков глубиной 5-8 мм позволяет расширить сортамент рельсов для перекатки в сторону увеличения высоты шейки.
В качестве базового объекта принят известный способ [3]. Использование предложенного способа обеспечит повышение рентабельности производства сортового проката путем перекатки выведенных из эксплуатации железнодорожных рельсов на 10-15%.
Литературные источники
1. Патент США №1086789, МПК B21B 1/08, 1914 г.
2. Патент США №4123927, МПК B21B 1/08, 1978 г.
3. Патент США №4982591, МПК B21B 1/08, 1991 г.
Способ прокатки металлических полос
Система калибровки валков
Способ прокатки сортовых профилей из труднодеформируемых сталей
Способ производства фасонного проката
Способ эксплуатации хромистых рабочих валков листопрокатной клети
Способ производства листовой стали
Способ производства катанки
Способ дрессировки стальных горячекатаных полос
Способ прокатки сортовых профилей
Способ производства листовой низкоуглеродистой стали
Керамический материал
Электропроводная композиция для защиты от техногенных излучений

