Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ЗАГОТОВОК ИЗ ВЫСОКОЖАРОПРОЧНЫХ СУПЕРСПЛАВОВ С ОСОБОЙ МАССОВОЙ СКОРОСТЬЮ ПОДАЧИ СВАРОЧНОГО ПРИСАДОЧНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Настоящее изобретение касается способа сварки заготовок, в частности заготовок деталей газовых турбин, например лопаток газовых турбин.
Рабочие лопатки газовых турбин при эксплуатации подвергаются действию высоких температур и сильных механических нагрузок. Поэтому для такого рода конструктивных элементов предпочтительно применяются суперсплавы на основе никеля, которые могут упрочняться путем выделения γ'-фазы. Все же со временем в рабочих лопатках возникают трещины, которые со временем еще более расширяются. Такие трещины могут, например, возникать из-за экстремальной механической нагрузки при эксплуатации газовой турбины, но они могут также возникать уже во время процесса изготовления. Так как изготовление лопаток турбины и других заготовок из такого рода суперсплавов является трудоемким и затратным, стремятся к тому, чтобы при изготовлении производить как можно меньше брака и обеспечивать долгий срок службы изготовленных продуктов.
Находящиеся в эксплуатации лопатки газовой турбины подвергаются регулярному техобслуживанию и при необходимости замене, когда вследствие обусловленной эксплуатацией нагрузки больше невозможно обеспечить безупречное функционирование в полной мере. Для обеспечения возможности дальнейшего применения замененных лопаток турбины они, насколько это возможно, подвергаются повторной обработке. Затем они могут снова применяться в газовой турбине. В рамках такого рода восстановления, например, в поврежденных областях может возникнуть необходимость наплавки для восстановления первоначальной толщины стенки.
Также лопатки турбины, в которых уже в процессе изготовления появились трещины, например, посредством наплавки могут быть сделаны пригодными к использованию, так что возможно сокращение брака при изготовлении.
Однако усиленные выделением γ'-фазы суперсплавы на основе никеля в настоящее время могут только с трудом свариваться посредством традиционных способов сварки со сходными по составу присадочными материалами. Причина этого заключается в том, что необходимо избегать микроликваций, то есть микроскопических перераспределений расплава. К тому же сам процесс сварки может приводить к образованию трещин в свариваемой области во время последующих процессов термообработки. Причина этого заключается во внутренних напряжениях, возникающих при сварке вследствие пластических деформаций во время подвода тепла при сварке.
Чтобы справиться с трудной свариваемостью закаленных выделением γ'-фазы суперсплавов на основе никеля, сварка часто осуществляется с пластичными сварочными присадочными материалами, например со сплавами на основе никеля без закалки выделением γ'-фазы. Характерным представителем такого сплава на основе никеля без закалки выделением γ'-фазы является, например, IN625. Пластичность присадочных материалов без закалки выделением γ'-фазы позволяет снизить возникающие при сварке внутренние напряжения путем пластических деформаций во время первой термообработки после сварки. Впрочем, незакаленные сплавы по сравнению с закаленными выделением γ'-фазы суперсплавами на основе никеля обладают более низкой высокожаропрочностью (как низкой прочностью на растяжение, так и низкой усталостной прочностью). Поэтому предпочтительно применяются способы сварки без пластичных присадочных материалов. Эти способы могут быть разделены на два класса, а именно: способы, в которых происходит перестаривание основного материала с целью повышения пластичности посредством укрупнения γ'-фазы, и способы, в которых осуществляется процесс сварки при предварительно нагретом субстрате. Осуществление процесса сварки на предварительно нагретом субстрате сокращает возникающие при сварке внутренние напряжения за счет релаксации во время процесса сварки.
Процесс сварки с предварительным перестариванием описан, например, в US 6120624, процесс сварки, который осуществляется на предварительно нагретой заготовке, описан, например, в US 5319179.
Оба указанных способа сварки без пластичных сварочных присадочных материалов, однако, также обладают недостатками. Так, например, при выполняемом перед процессом сварки перестаривании перед сваркой осуществляется соответствующая термообработка закаленного выделением γ'-фазы суперсплава на основе никеля, чтобы осуществить перестаривание γ'-фазы. При этом пластичность основного материала значительно повышается. Это повышение пластичности позволяет сваривать материал при температуре помещения. К тому же он может подвергаться холодной правке. Кроме того, такого рода термообработка обеспечивает возможность применения суперсплавов на основе никеля, таких как, например, Rene41 или Haynes282, в качестве сварочного присадочного материала. Эти сплавы, хотя и образуют γ'-фазы в структуре, однако только со значительно меньшей объемной долей, чем характерные содержащие γ'-фазу суперсплавы на основе никеля, которые сегодня применяются для контактирующих с горячим газом компонентов газовых турбин, таких как, например, лопатки газовых турбин (например, IN738LC, IN939, Rene80, IN6203DS, PWA1483SX, Alloy 247 и т.п.). Поэтому даже тогда, когда перед процессом сварки осуществлено перестаривание, полная структурная сварка не происходит.
Когда осуществляется предварительный нагрев лопаток турбины, разность температур и возникающий вместе с ней градиент напряжения между местом сварки и остальной частью лопатки турбины сокращается, благодаря чему образование возникающих при сварке трещин в конструктивных элементах из суперсплавов на основе никеля может быть предотвращено. Такие способы, в которых осуществляется предварительный нагрев лопатки турбины до температур от 900°C до 1000°C посредством катушек индуктивности, должны, однако, осуществляться в среде защитного газа, что усложняет и удорожает процесс сварки. К тому же, этот способ вследствие плохой доступности заготовки, находящейся в камере с защитным газом, может осуществляться не во всех областях этой заготовки.
Поэтому существует потребность в альтернативном способе сварки наплавкой, который, в частности, подходит для закаленных выделением γ'-фазы суперсплавов на основе никеля и не обладает вышеназванными недостатками или обладает ими только в ограниченной степени.
Эта задача решается с помощью способа сварки наплавкой по п.1 формулы изобретения.
Зависимые пункты формулы изобретения содержат предпочтительные варианты осуществления изобретения и могут предпочтительным образом произвольно комбинироваться друг с другом.
В предлагаемом изобретением способе сварки заготовок из высокожаропрочных суперсплавов происходит нанесение сварочного присадочного материала на поверхность заготовки посредством зоны подвода тепла и зоны подачи, служащей для подачи сварочного присадочного материала в зону подвода тепла. Зона подвода тепла и зона подачи во время сварки перемещаются по поверхности заготовки. Это перемещение может осуществляться в направлении сварки, например, по линейной траектории направления сварки или по траектории, осциллирующей вокруг направления сварки.
Предлагаемая изобретением массовая скорость подачи составляет ≤350 мг/мин. В одном из усовершенствованных вариантов способа параметры сварки выбраны так, что скорость охлаждения при кристаллизации материала составляет, по меньшей мере, 8000 К/с.
Основными имеющимися в распоряжении параметрами для задания скорости охлаждения, равной, по меньшей мере, 8000 К/с, при кристаллизации материала являются параметры способа, касающиеся производительности сварки и диаметра зоны подвода тепла, например, представляющие собой мощность лазера и диаметр лазерного луча, подача (скорость процесса) и при необходимости ток на подаваемом сварочном присадочном материале. В зависимости от типа применяемого источника лазера путем надлежащего согласования этих параметров возможно задание необходимой скорости охлаждения предназначенного для сварки материала. Скорость процесса может при этом составлять, по меньшей мере, 250 мм/мин, в частности более 500 мм/мин. Например, при скорости процесса, равной более 500 мм/мин, параметры способа, касающиеся подаваемой мощности и диаметра зоны подвода тепла, могут задаваться так, чтобы скорость охлаждения при кристаллизации материала составляла, по меньшей мере, 8000 К/с.
За счет высокой скорости охлаждения и высокой скорости кристаллизации коэффициент распределения повышается настолько, что микроликвации, т.е. микроскопические перераспределения расплава, в значительной степени предотвращаются. В наплавленном материале происходит дендритная, то есть с древовидной структурой, кристаллизация расплава, при этом направления роста дендритов вдоль наплавочного валика варьируются, так как ориентация возможных направлений роста дендритов варьируется относительно температурного градиента на фронте кристаллизации. Преобладает направление роста с наименьшей направленностью к температурному градиенту или, соответственно, с наименьшей скоростью роста. Кроме того, перед фронтом кристаллизации образуются центры кристаллизации, которые во время кристаллизации захватываются фронтом кристаллизации. Эти центры кристаллизации инициируют статистически распределенные направления роста дендритов.
Предлагаемый изобретением способ подходит, например, для сварки заготовок из содержащих γ'-фазу суперсплавов на основе никеля посредством сварочного присадочного материала, который представляет собой образующий γ'-фазу материал суперсплава на основе никеля. Тогда в наплавленном материале, благодаря применению сходного по составу присадочного материала, возможно достижение высокой прочности и приемлемого качества сварки, т.е. очень малого количества трещин и очень малой средней длины трещины. Благодаря возможности выполнения процесса сварки при температуре помещения в атмосфере защитного газа, локально находящейся у сварочной ванны, предлагаемый изобретением способ сварки обеспечивает высокую рентабельность.
Способ может, в частности, представлять собой способ сварки наплавкой, в котором нанесение сварочного присадочного материала происходит послойно. При этом направления сварки следующих друг за другом слоев могут быть повернуты относительно друг друга, в частности, на 90°. Благодаря повороту направления сварки различных слоев можно избежать дефектов соединения между слоями, в частности тогда, когда зона подачи тела и зона подачи движутся, к тому же, в направлении сварки по осциллирующей вокруг направления сварки траектории по поверхности заготовки.
Неравномерно распределенная ориентация дендритов находится главным образом в верхней половине наплавочного валика. Поэтому предпочтительно в предлагаемом изобретением способе ранее нанесенный слой снова расплавляется менее чем на половину своей толщины. При этом при кристаллизации перенимается структура кристаллизации повторно расплавленных областей. Благодаря небольшой глубине повторного расплавления обеспечивается наложение фронта кристаллизации на область с неравномерно распределенной ориентацией дендритов. В результате при многослойной сварке это приводит к тому, что образуется поликристалл с зернами, диаметры которых в среднем очень малы. Границы зерен в общем случае представляют собой слабое место в отношении образования трещин при переходных напряжениях во время процесса сварки или последующей термообработки. При небольшом расширении границы зерна в плоскости и его неравномерной ориентации в наплавленном посредством предлагаемого изобретением способа материале наплавленный материал становится нечувствительным к образованию трещин, так что процесс сварки может выполняться при температуре помещения.
Предлагаемый изобретением способ может применяться как при поликристаллических, так и при направленно кристаллизирующихся или монокристаллических субстратах. Во всех названных случаях возможно использование в качестве сварочного присадочного материала содержащих γ'-фазу суперсплавов на основе никеля.
В рамках предлагаемого изобретением способа сварки после нанесения сварочного присадочного материала может осуществляться термообработка. С помощью выбранной в соответствии с наплавленным материалом термообработки может задаваться желаемая морфология γ'-фазы. Это служит для еще большего улучшения прочности наплавленного материала.
Предлагаемое изобретением сварочное устройство, служащее для сварки высокожаропрочных суперсплавов, которое предназначено для осуществления предлагаемого изобретением способа, включает в себя источник тепла, служащий для создания зоны подвода тепла на поверхности заготовки, устройство подачи, служащее для подачи сварочных присадочных материалов, источник тепла и транспортировочное устройство, служащее для осуществления относительного перемещения между зоной подвода тепла и устройством подачи с одной стороны а также поверхностью заготовки с другой стороны. Транспортировочное устройство предпочтительно соединено с источником тепла и устройством подачи сварочного присадочного материала, чтобы для осуществления относительного перемещения передвигать источник тепла и устройство подачи. Это, как правило, менее трудоемко, чем перемещение заготовки. В качестве источника тепла в предлагаемом изобретением сварочном устройстве может, в частности, применяться лазер. Предлагаемое изобретением сварочное устройство включает в себя к тому же блок управления с программой управления, которая задает параметры сварки так, чтобы скорость охлаждения при кристаллизации материала составляла, по меньшей мере, 8000 К/с. В частности, блок управления может задавать параметры сварки, касающиеся подаваемой мощности, а также диаметра зоны подвода тепла так, чтобы скорость охлаждения при кристаллизации материала составляла, по меньшей мере, 8000 К/с. При этом сварка может выполняться со скоростью процесса, составляющей, по меньшей мере, 250 мм в минуту, в частности со скоростью процесса, составляющей более 500 мм в минуту.
Управление относительным перемещением может, в частности, происходить так, чтобы зона подвода тепла и зона подачи передвигались в направлении сварки по осциллирующей вокруг направления сварки траектории по поверхности заготовки. Кроме того, блок управления может выполнять управление относительным перемещением с осцилляцией или без так, чтобы направления сварки следующих друг за другом слоев были повернуты друг относительно друга, например, на 90°.
Другие признаки, свойства и преимущества настоящего изобретения содержатся в последующем описании примеров осуществления со ссылкой на прилагаемые чертежи.
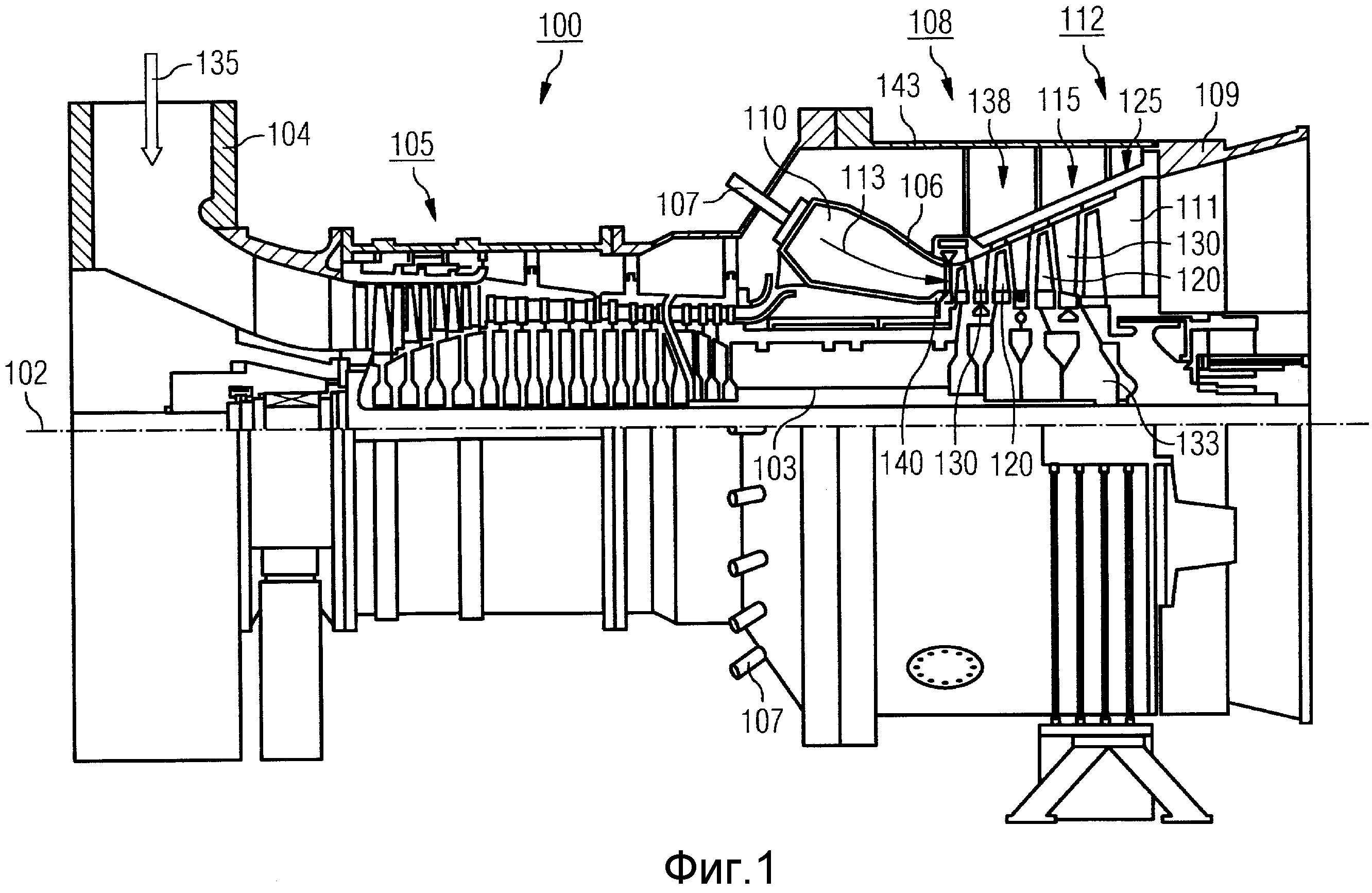
На фиг.1 в качестве примера показана газовая турбина в частичном продольном сечении.
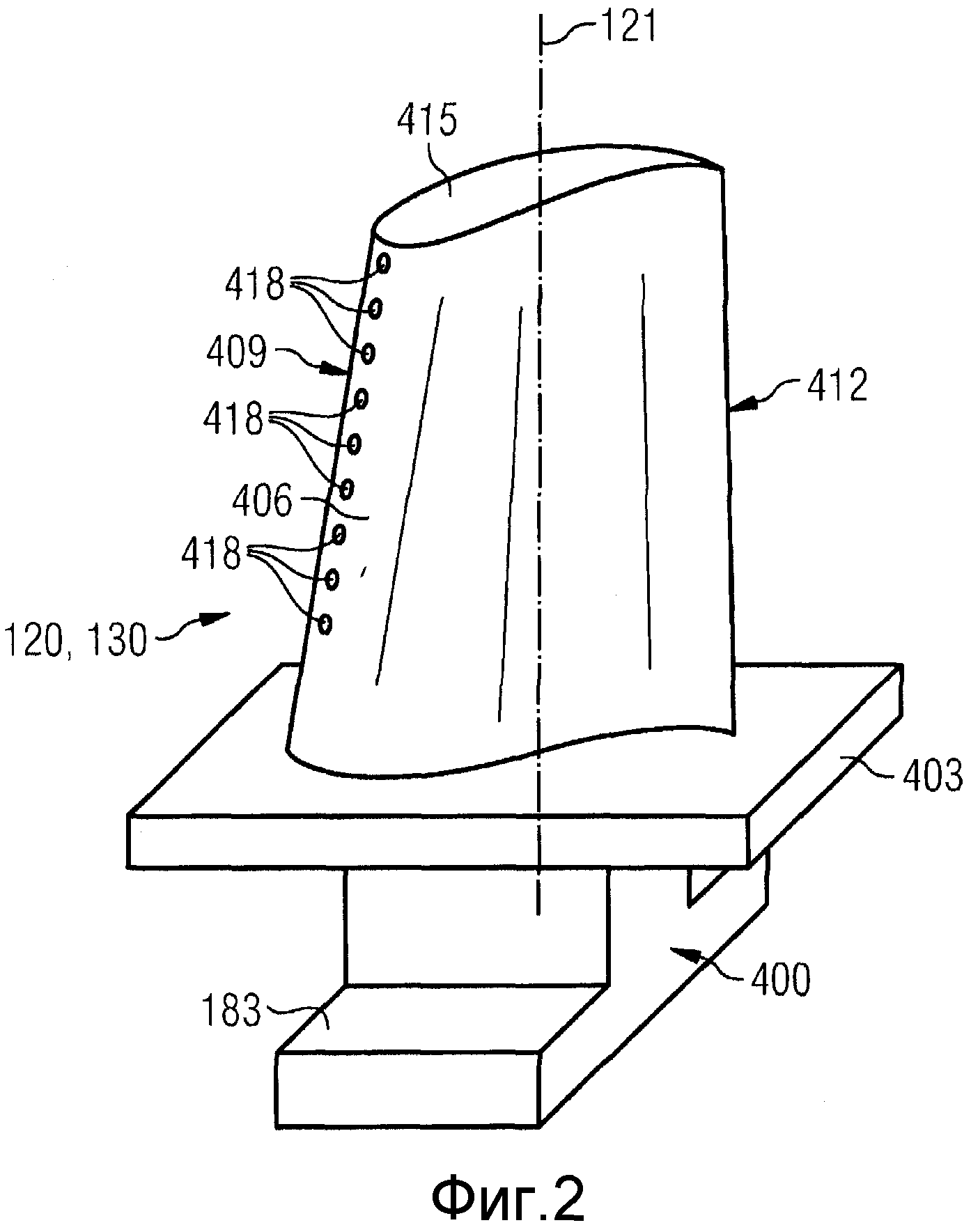
На фиг.2 показана лопатка турбины на виде в перспективе.
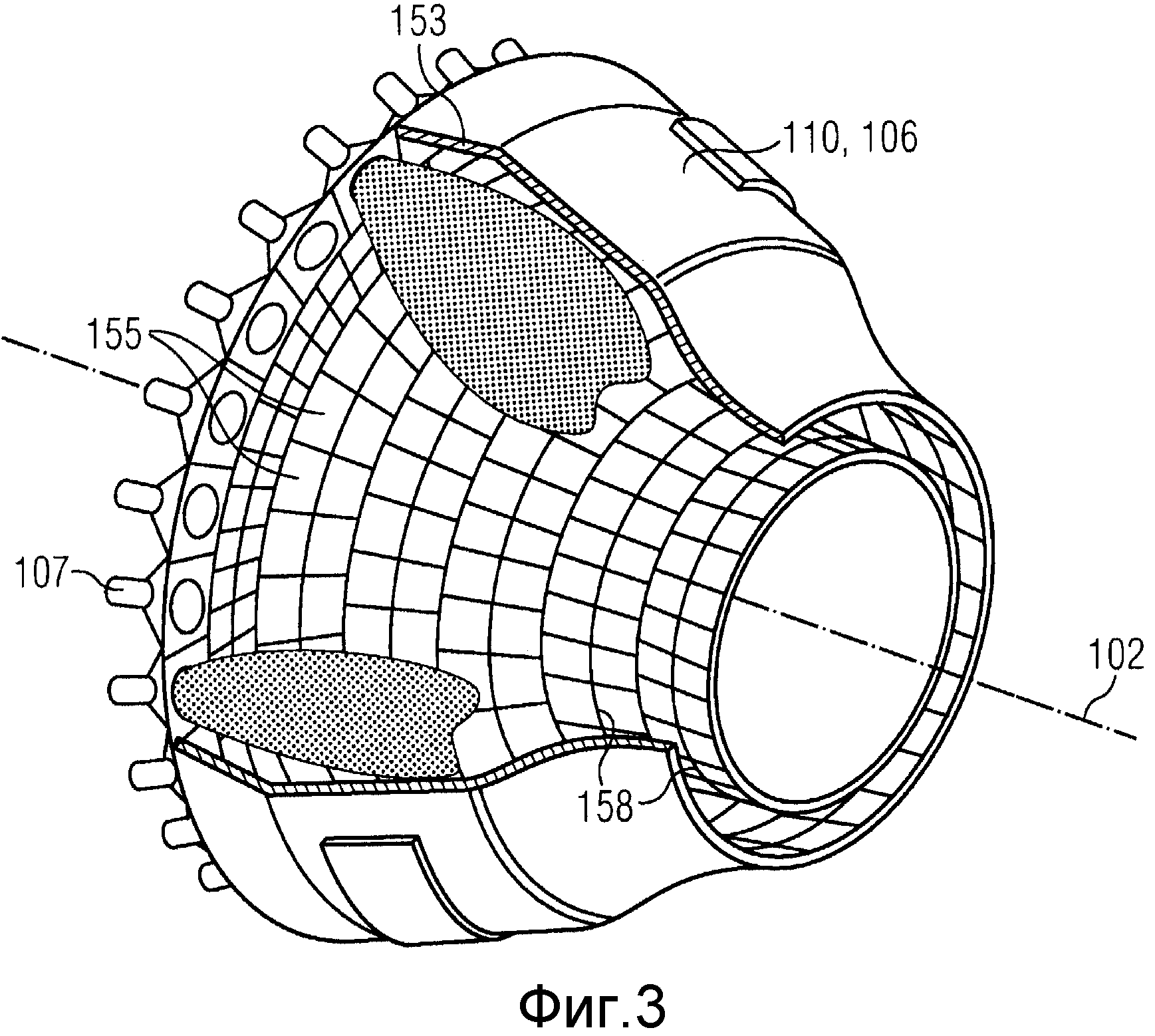
На фиг.3 показана топочная камера газовой турбины в частично рассеченном изображении в перспективе.
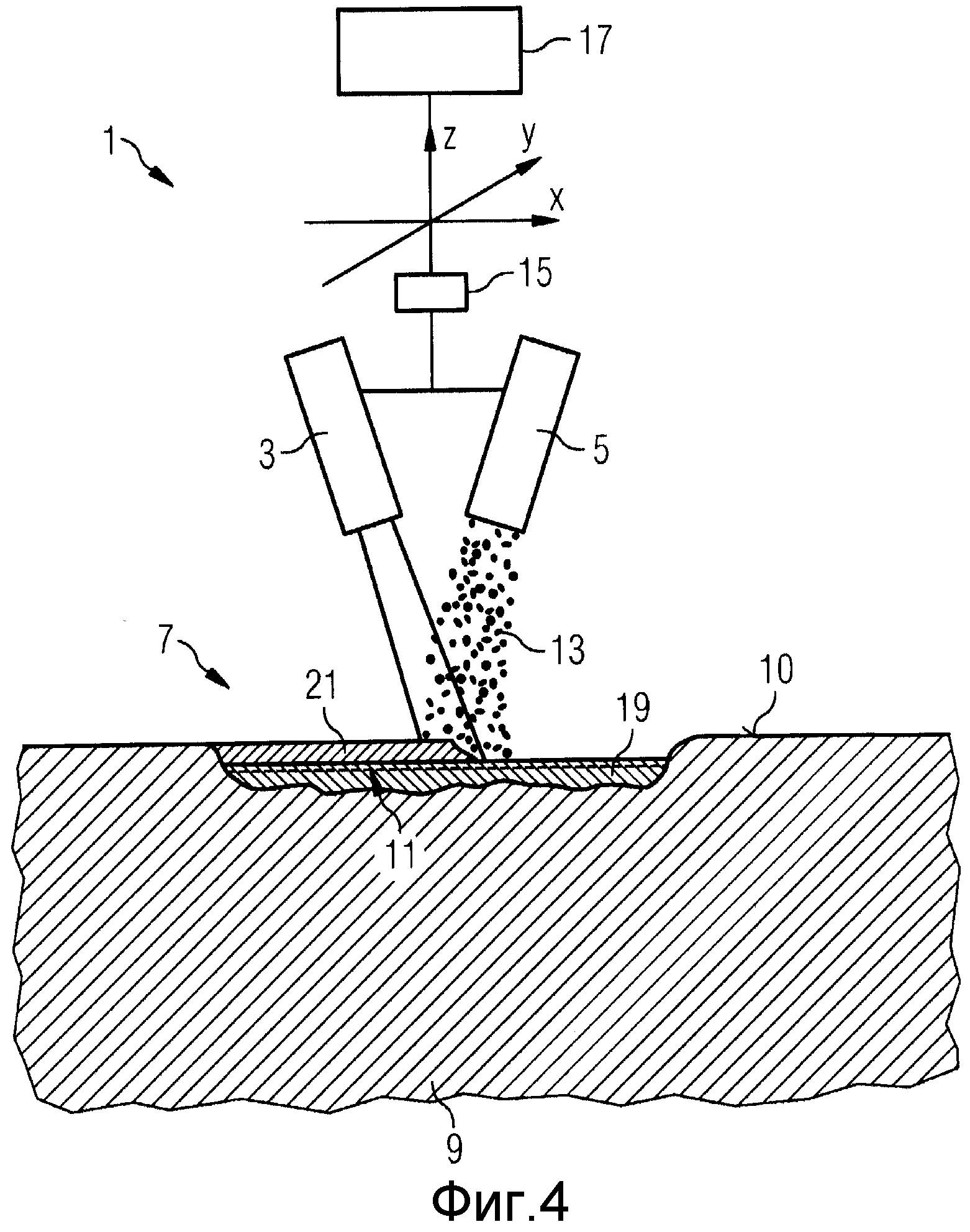
На фиг.4 показано в схематичном изображении предлагаемое изобретением сварочное устройство.
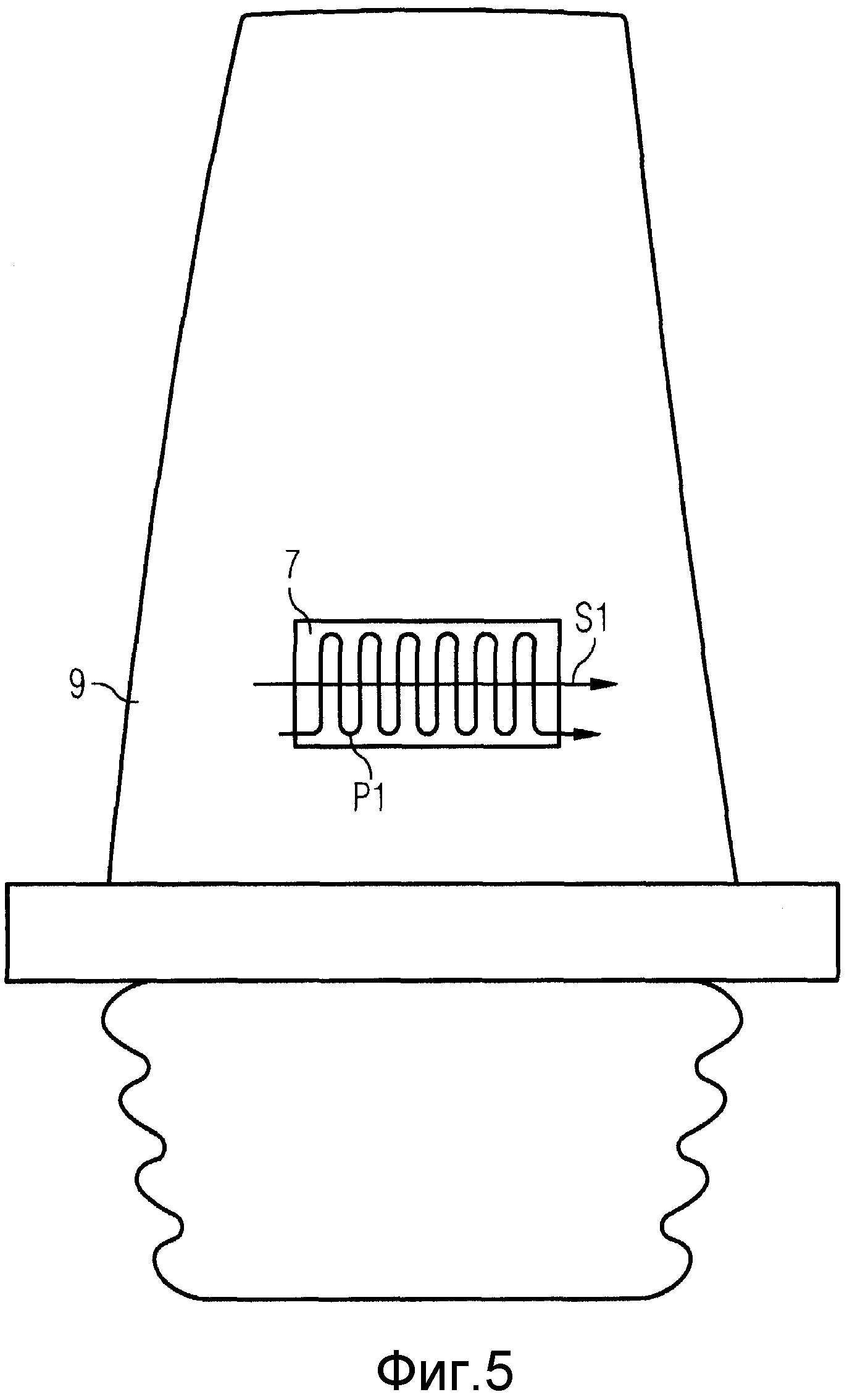
На фиг.5 показана траектория сварки для первого слоя сварочного присадочного материала.
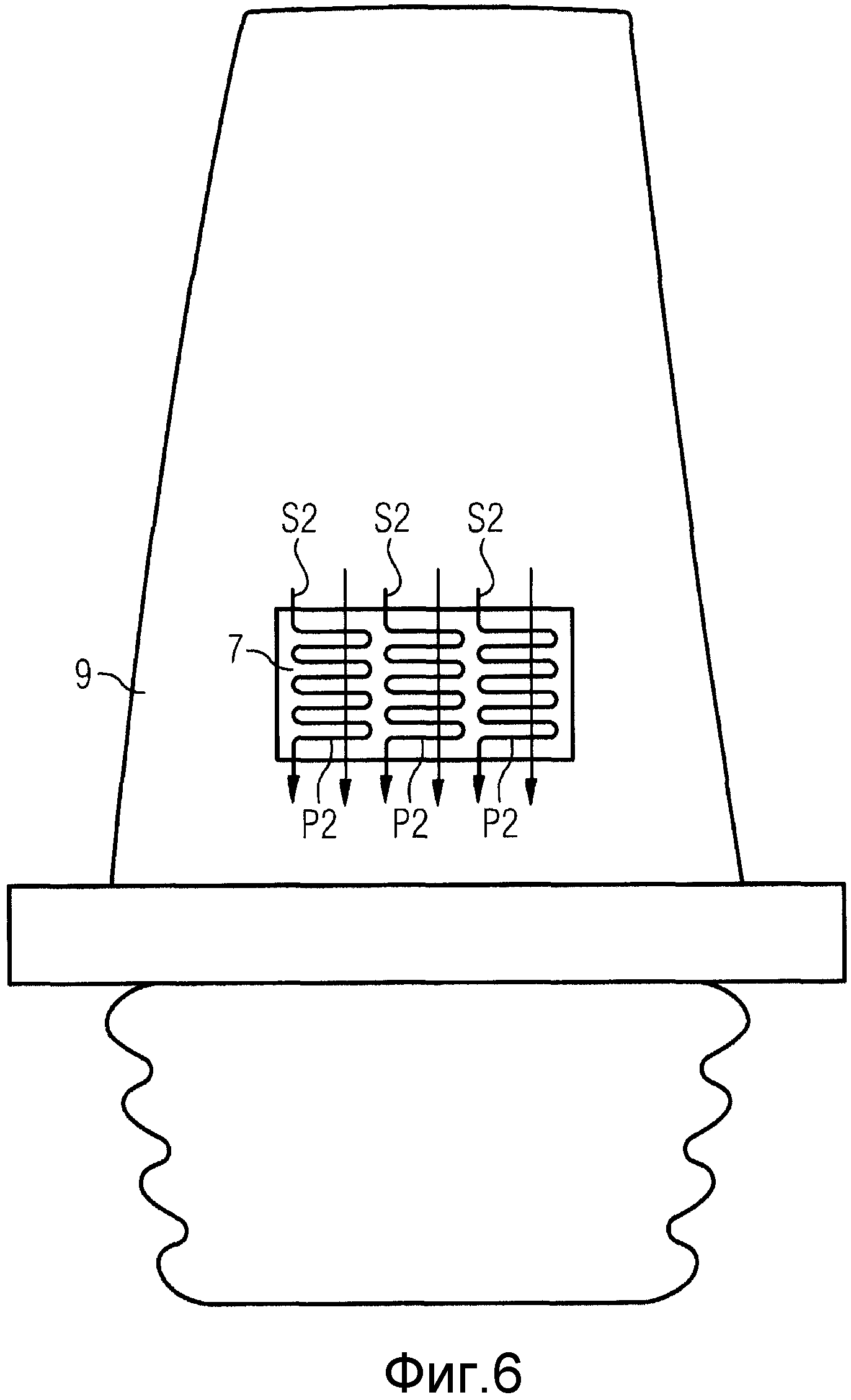
На фиг.6 показана траектория сварки для второго слоя сварочного присадочного материала.
На фиг.1 показана в качестве примера газовая турбина 100 в частичном продольном сечении.
У газовой турбины 100 внутри имеется установленный с возможностью вращения вокруг оси 102 вращения ротор 103 с валом 101, который также называется вращающейся частью турбины.
Вдоль ротора 103 последовательно расположены всасывающий корпус 104, компрессор 105, имеющая, например, форму тора топочная камера 110, в частности кольцевая топочная камера, снабженная несколькими расположенными коаксиально горелками 107, турбина 108 и корпус 109 газовыпускной системы.
Кольцевая топочная камера 110 сообщается, например, с кольцеобразным каналом 111 горячих газов. Там, например, четыре последовательно включенные ступени 112 турбины образуют турбину 108.
Каждая ступень 112 турбины образована, например, из двух колец лопаток. Если смотреть в направлении течения рабочей среды 113, в канале 111 горячих газов, за рядом 115 направляющих лопаток следует образованный из рабочих лопаток 120 ряд 125.
Направляющие лопатки 130 при этом закреплены на внутреннем корпусе 138 статора 143, в отличие от чего рабочие лопатки 120 ряда 125 установлены, например, посредством диска 133 турбины на роторе 103.
С ротором 103 соединен генератор или рабочая машина (не изображена).
Во время эксплуатации газовой турбины 100 воздух 135 всасывается компрессором 105 через всасывающий корпус 104 и сжимается. Получаемый на обращенном к турбине конце компрессора 105 сжатый воздух направляется к горелкам 107 и там смешивается с горючим средством. Эта смесь затем сжигается в топочной камере 110 с образованием рабочей среды 113. Оттуда рабочая среда 113 течет по каналу 111 горячих газов по направляющим лопаткам 130 и рабочим лопаткам 120. На рабочих лопатках 120 рабочая среда 113 расширяется с передачей импульса, так что рабочие лопатки 120 приводят в движение ротор 103, а ротор - соединенную с ним рабочую машину.
Находящиеся под воздействием горячей рабочей среды 113 конструктивные элементы во время эксплуатации газовой турбины 100 подвергаются воздействию термических нагрузок. Направляющие лопатки 130 и рабочие лопатки 120 первой, если смотреть в направлении течения рабочей среды 113, ступени 112 турбины, наряду с футеровочными элементами теплозащитного экрана кольцевой топочной камеры 110, подвергаются термическим нагрузкам в наибольшей степени.
Чтобы выдерживать возникающие там температуры, они могут охлаждаться с помощью охлаждающего средства.
Субстраты конструктивных элементов могут также иметь направленную структуру, т.е. они являются монокристаллическими (SX-структура) или содержат только продольно направленные зерна (DS-структура).
В качестве материала для конструктивных элементов, в частности для лопаток 120, 130 турбины и конструктивных элементов топочной камеры 110, применяются, например, суперсплавы на основе железа, никеля или кобальта.
Такие суперсплавы известны, например, из документов EP 1 204 776 B1, EP 1 306 454, EP 1 319 729 A1, WO 99/67435 или WO 00/44949.
Лопатки 120, 130 могут быть также снабжены покрытиями от коррозии, например (MCrAlX; M представляет собой, по меньшей мере, один элемент из группы железо (Fe), кобальт (Co), никель (Ni), X является активным элементом и обозначает иттрий (Y), и/или кремний, скандий (Sc), и/или, по меньшей мере, один элемент из редких земель, или, соответственно, гафний). Такие сплавы известны из документов EP 0 486 489 B1, EP 0 786 017 B1, EP 0 412 397 B1 или EP 0 306 454 A1.
На MCrAlX может также находиться теплоизоляционный слой, который предпочтительно является крайним наружным слоем и состоит, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, частично или полностью, окисью иттрия и/или окисью кальция и/или окисью магния.
С помощью надлежащих способов нанесения покрытия, таких как, например, электронно-лучевое нанесение покрытий методом осаждения из паровой фазы (EB-PVD), получаются зерна стебельчатой формы в теплоизоляционном слое.
У направляющей лопатки 130 имеется обращенная к внутреннему корпусу 138 турбины 108 ножка направляющей лопатки (здесь не изображена) и находящаяся напротив ножки направляющей лопатки головка направляющей лопатки. Головка направляющей лопатки обращена к ротору 103 и установлена на крепежном кольце 140 статора 143.
На фиг.2 показан вид в перспективе рабочей лопатки 120 или направляющей лопатки 130 гидравлической машины, которая распространяется по продольной оси 121.
Гидравлическая машина может представлять собой газовую турбину самолета или электростанции, предназначенной для выработки электроэнергии, паровую турбину или компрессор.
У лопатки 120, 130 по продольной оси 121 имеется, последовательно, область 400 крепления, примыкающая к ней платформа 403 лопатки, а также рабочая часть 406 лопатки и вершина 415 лопатки.
Если лопатка 130 представляет собой направляющую лопатку 130, она может быть снабжена на своей вершине 415 лопатки другой платформой (не изображена).
В области 400 крепления выполнена ножка 183 лопатки, которая служит для крепления рабочих лопаток 120, 130 к валу или диску (не изображено).
Ножка 183 лопатки выполнена, например, в T-образной форме. Возможны другие варианты осуществления в виде елки или ласточкина хвоста.
У лопатки 120, 130 имеется кромка 409 набегания и кромка 412 сбегания для среды, которая протекает по рабочей части 406 лопатки.
У традиционных лопаток 120, 130 во всех областях 400, 403, 406 лопаток 120, 130 применяются, например, цельные металлические материалы, в частности суперсплавы.
Такие суперсплавы известны, например, из документов EP 1 204 776 B1, EP 1 306 454, EP 1 319 729 A1, WO 99/67435 или WO 00/44949.
При этом лопатка 120, 130 может быть изготовлена методом литья, в частности посредством направленной кристаллизации, методом ковки, методом фрезерования или их комбинаций.
Заготовки с монокристаллической структурой или структурами применяются в качестве конструктивных элементов машин, которые при эксплуатации подвержены высоким механическим, термическим и/или химическим нагрузкам.
Изготовление такого рода монокристаллических заготовок осуществляется, например, посредством направленной кристаллизации из расплава. При этом речь идет о способах литья, при которых жидкий металлический сплав кристаллизуется с получением монокристаллической структуры, т.е. монокристаллической заготовки, или направленно.
При этом дендритные кристаллы ориентируются вдоль теплового потока и образуют либо стебельчатую кристаллическую зернистую структуру (колоннообразно, т.е. зерна, которые проходят по всей длине заготовки и здесь, выражаясь общепринятым языком, называются направленно кристаллизованными) или монокристаллическую структуру, т.е. вся заготовка состоит из одного единственного кристалла. В этом способе необходимо избегать перехода к глобулярной (поликристаллической) кристаллизации, так как при ненаправленном росте обязательно образуются поперечные и продольные границы зерен, которые сводят на нет хорошие свойства направленно кристаллизованного или монокристаллического конструктивного элемента.
Если речь идет о направленно кристаллизованных структурах в общем, то под ними подразумеваются как монокристаллы, которые не имеют границ зерен или, в крайнем случае, имеют границы зерен с малыми углами, так и стебельчатые кристаллические структуры, у которых может быть имеются проходящие в продольном направлении границы зерен, но нет поперечных границ зерен. В случае этих названных во вторую очередь кристаллических структур также говорят о направленно кристаллизованных структурах (directionally solidified structures).
Такие способы известны из документов US-PS 6024792 и EP 0 892 090 A1.
Лопатки 120, 130 могут быть также снабжены покрытиями от коррозии или окисления, например (MCrAlX; M представляет собой, по меньшей мере, один элемент из группы железо (Fe), кобальт (Co), никель (Ni), X является активным элементом и обозначает иттрий (Y) или кремний и/или, по меньшей мере, один элемент из редких земель или, соответственно, гафний (Hf)). Такие сплавы известны из документов EP 0 486 489 B1, EP 0 786 017 B1, EP 0 412 397 B1 или EP 0 306 454 A1.
Плотность предпочтительно составляет около 95% теоретической плотности.
Из слоя MCrAlX (как промежуточного слоя или крайнего наружного слоя) образуется защитный слой окиси алюминия (TGO = thermal grown oxide layer).
Предпочтительно состав слоя представляет собой Co-30Ni-28Cr-8Al-0,6Y-0,7Si или Co-28Ni-24Cr-10Al-0,6Y. Наряду с этими защитными покрытиями на основе кобальта применяются также предпочтительно защитные покрытия на основе никеля, такие как Ni-10Cr-12Al-0,6Y-3Re или Ni-12Co-21Cr-11Al-0,4Y-2Re, или Ni-25Co-17Cr-10Al-0,4Y-1,5Re.
На MCrAlX может также находиться теплоизоляционный слой, который предпочтительно является крайним наружным слоем и состоит, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, частично или полностью, окисью иттрия и/или окисью кальция и/или окисью магния.
Теплоизоляционный слой покрывает весь слой MCrAlX. С помощью надлежащих способов нанесения покрытия, таких как, например, электронно-лучевое нанесение покрытий методом осаждения из паровой фазы (EB-PVD), получаются зерна стебельчатой формы в теплоизоляционном слое.
Возможны другие способы нанесения покрытий, например, атмосферное плазменное напыление (APS), LPPS, VPS или CVD. Для улучшения стойкости к тепловому удару теплоизоляционный слой может содержать пористые, имеющие микро- или макротрещины зерна. То есть теплоизоляционный слой предпочтительно является более пористым, чем слой MCrAlX.
Восстановление (Refurbishment) означает, что конструктивные элементы 120, 130 после их применения при необходимости должны быть освобождены от защитных слоев (например, посредством пескоструйной обработки). После этого осуществляется удаление коррозионных и/или оксидных слоев или, соответственно, продуктов. При необходимости осуществляется также ремонт трещин в конструктивном элементе 120, 130. После этого происходит повторное нанесение покрытия на конструктивный элемент 120, 130 и повторное применение конструктивного элемента 120, 130.
Лопатка 120, 130 может быть выполнена полой или цельной. При необходимости охлаждения лопаток 120, 130 она является полой и при необходимости снабжена отверстиями 418 для пленочного охлаждения (обозначены штриховой линией).
На фиг.3 показана топочная камера 110 газовой турбины. Топочная камера 110 выполнена, например, в виде так называемой кольцевой топочной камеры, у которой множество расположенных в окружном направлении вокруг оси 102 вращения горелок 107, которые создают пламя 156, впадают в одно общее пространство 154 топочной камеры. Для этого топочная камера 110 выполнена в совокупности в виде кольцеобразной структуры, которая расположена вокруг оси 102 вращения.
Для достижения сравнительно высокого коэффициента полезного действия топочная камера 110 рассчитана на сравнительно высокую температуру рабочей среды M, составляющую примерно от 1000°C до 1600°C. Чтобы даже при этих, неблагоприятных для материалов рабочих параметрах обеспечить возможность сравнительно долгого срока службы, стенка 153 топочной камеры на своей обращенной к рабочей среде M стороне снабжена внутренней футеровкой, образованной из элементов 155 теплозащитного экрана.
Каждый элемент 155 теплозащитного экрана, изготовленный из сплава, оснащен со стороны рабочей среды особенно жаропрочным защитным слоем (слой MCrAlX и/или керамическое покрытие) или изготовлен из высокожаропрочного материала (массивные керамические кирпичи).
Эти защитные слои могут быть аналогичны лопаткам турбины, то есть MCrAlX, например, означает: M представляет собой, по меньшей мере, один элемент из группы железо (Fe), кобальт (Co), никель (Ni), X является активным элементом и обозначает иттрий (Y), или кремний и/или, по меньшей мере, один элемент из редких земель, или, соответственно, гафний (Hf). Такие сплавы известны из документов EP 0 486 489 B1, EP 0 786 017 B1, EP 0 412 397 B1 или EP 0 306 454 A1.
На MCrAlX может также находиться, например, керамический теплоизоляционный слой, состоящий, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, частично или полностью, окисью иттрия и/или окисью кальция и/или окисью магния.
С помощью надлежащих способов нанесения покрытия, таких как, например, электронно-лучевое нанесение покрытий методом осаждения из паровой фазы (EB-PVD), получаются зерна стебельчатой формы в теплоизоляционном слое.
Возможны другие способы нанесения покрытий, например, атмосферное плазменное напыление (APS), LPPS, VPS или CVD. Для улучшения стойкости к тепловому удару теплоизоляционный слой может содержать пористые, имеющие микро- или макротрещины зерна.
Восстановление (Refurbishment) означает, что элементы 155 теплозащитного экрана после их применения при необходимости должны быть освобождены от защитных слоев (например, посредством пескоструйной обработки). После этого осуществляется удаление коррозионных и/или оксидных слоев или, соответственно, продуктов. При необходимости осуществляется также ремонт трещин в элементе 155 теплозащитного экрана. После этого происходит повторное нанесение покрытия на элемент 155 теплозащитного экрана и повторное применение элементов 155 теплозащитного экрана.
В связи с высокими температурами внутри топочной камеры 110 для элементов 155 теплозащитного экрана или, соответственно, для элементов их крепления может быть предусмотрена система охлаждения. Элементы 155 теплозащитного экрана являются, например, полыми и при необходимости снабжены также впадающими в пространство 154 топочной камеры отверстиями для охлаждения (не изображены).
На фиг.4 в сильно схематизированном изображении показано сварочное устройство 1.
Это устройство включает в себя лазер 3 и устройство 5 подачи порошка, с помощью которого порошкообразный сварочный присадочный материал может наноситься на предназначенную для сварки область заготовки 9. Посредством лазерного излучения на поверхности заготовки создается зона 11 подвода тепла, в которую вводится порошок 13 с помощью устройства 5 подачи порошка. Лазер представляет собой предпочтительно лазер на 300 Вт, в частности лазер Nd-Yag (твердотельный лазер, у которого в качестве активной среды используется алюмо-иттриевый гранат «YAG», Y3Al5O12 с добавками неодима Nd), в совсем особом случае с λ=1,06 мкм. Мощность лазера составляет от 100 Вт до 300 Вт и предпочтительно от 100 Вт до 200 Вт, в совсем особом случае от 100 Вт до 150 Вт. Таким образом, сварочный присадочный материал предпочтительно хорошо расплавляется, а также частично расплавляется основание, чтобы получилось плотное место сварки.
Лазер 3 и устройство 5 для подачи порошка расположены на сканирующем устройстве 15, которое обеспечивает возможность перемещения лазера 3 и устройства 5 подачи порошка в двух направлениях по поверхности конструктивного элемента (направления x и y на фиг.4) с предназначенной для сварки областью 7. Скорость процесса составляет, по меньшей мере, 250 мм/мин, в частности 400-600 мм/мин, в совсем особом случае 500 мм/мин. Таким образом возможен предпочтительный подвод тепла в сварочный материал и субстрат.
Кроме того, сканирующее устройство 15 настоящего примера осуществления позволяет осуществлять перемещение лазера 3 и устройства 5 подачи порошка перпендикулярно поверхности конструктивного элемента (направление z на фиг.4). С помощью сканирующего устройства 15 зона подвода тепла и зона попадания порошка могут, таким образом, перемещаться по некоторой заданной траектории. В качестве сканирующего устройства может, например, применяться рука робота. Диаметр лазерного луча составляет, в частности, от 500 мкм до 700 мкм, в совсем особом случае 600 мкм. Таким образом, возможен нагрев подаваемого сварочного материала.
Управление перемещением, осуществляемым сканирующим устройством 15, происходит с помощью блока 17 управления, который также управляет другими параметрами сварочного процесса. Но в отличие от настоящего примера осуществления управление прочими параметрами сварочного процесса может также происходить с помощью дополнительного управления, то есть отдельно от управления процессом перемещения. Кроме того, в отличие от представленного примера осуществления, вместо сканирующего устройства 15, служащего для перемещения лазера 3 и устройства 5 подачи порошка, может также применяться подвижное крепление конструктивного элемента. В рамках изобретения значение имеет только относительное перемещение между лазером 3, а также устройством 5 подачи порошка с одной стороны и заготовкой 9.
Предлагаемый изобретением способ сварки наплавкой на поверхность заготовки может применяться для нанесения материала, в частности, для многослойного нанесения материала на предназначенную для сварки область 7 конструктивного элемента 9. При этом не требуется ни предварительный нагрев, ни перестаривание посредством термообработки конструктивного элемента 9.
Ниже способ описывается на примере наплавки на поверхность 10 лопатки 9 турбины, представляющей собой заготовку. Лопатка турбины настоящего примера осуществления состоит из усиленного выделением γ'-фазы суперсплава на основе никеля, например из IN738LC, IN939, Rene80, IN6203DS, PWA1483SX, Alloy 247 и т.п. Предназначенная для сварки область 7 в поверхности 10 лопатки 9 турбины подвергается послойной наплавке, при этом зона подвода тепла вместе с областью попадания порошка 13 в направлении сварки перемещаются по предназначенной для сварки области 7 лопатки 9 турбины. Порошок 13 в настоящем случае представляет собой порошок из содержащего γ'-фазу суперсплава на основе никеля, например, из IN 738LC, IN 939, Rene 80, IN 6203DS, PWA 1483, Alloy 247 и т.п.
Траектория P1, которую проходят зона 11 подвода тепла, а также область попадания порошка 13 при наплавке первого слоя на предназначенной для сварки области 7, схематично изображена на фиг.5. На этой фигуре показана лопатка 9 турбины с предназначенной для сварки областью 7 и направление S1 сварки при наплавке первого слоя 19. Зона 11 подвода тепла, которая одновременно представляет собой область попадания порошка 13, перемещается, однако, не линейно в направлении S1 сварки, а во время перемещения в направлении сварки одновременно осциллирует в направлении, перпендикулярном направлению сварки. Благодаря этому зона 11 подвода тепла и область подпадания порошка 13 следуют по меандрообразной траектории P1 по предназначенной для сварки области 7.
Для наплавки второго слоя 21 (фиг.4) лазер 3 и устройство 5 подачи порошка немного смещаются в направлении z сканирующего устройства 15. Кроме того, в настоящем примере осуществления направление S2 сварки поворачивается относительно направления S1 сварки первого слоя на 90°. Траектория P2 зоны 11 подвода тепла и области попадания порошка 13 при наплавке второго слоя 21 изображена на фиг.6. При наплавке второго слоя 21 зона 11 подвода тепла также осциллирует вместе с областью попадания порошка 13 в направлении, перпендикулярном направлению S2 сварки. Поэтому в целом получается меандрообразная траектория P2 зоны 11 подвода тепла и области попадания порошка 13 по предназначенной для сварки области 7.
Описанные в рамках этого примера осуществления траектории представляют собой только один из разных возможных вариантов. В принципе существует несколько возможностей выполнения сварки: 1) однонаправленная или 2) двунаправленная (например, меандрообразная) наплавка. В каждом из этих вариантов валики (траектории) 2-го слоя могут быть параллельно смещены или навариваться перпендикулярно валикам (траекториям) первого слоя. Все эти варианты могут применяться в рамках предлагаемого изобретением способа.
При перемещении лазера и устройства подачи порошка осцилляция может выбираться так, чтобы одной единственной траекторией в направлении сварки покрывалась вся предназначенная для сварки область 7, как это изображено на фиг.5, или так, чтобы покрывалась только часть предназначенной для сварки области 7, а наплавка на всю эту область осуществлялась по нескольким проходящим рядом друг с другом траекториям P2 в направлении S2, как это изображено на фиг.6.
Перемещение зоны 11 подвода тепла и области попадания порошка 13 по траектории P1 или, соответственно, P2 осуществляется в настоящем примере осуществления со скоростью процесса, равной, по меньшей мере, 500 мм/мин.
Массовая скорость подачи составляет ≤350 мг/мин, предпочтительно ≤330 мг/мин (так как речь идет о наплавке, значение, равное нулю, исключается, то есть, по меньшей мере, 50 мг/мин, в частности, по меньшей мере, 100 мг/мин). Это дает то преимущество, что подаваемый наплавляемый материал очень хорошо расплавляется, приобретает высокую температуру и, таким образом, сильнее охлаждается при охлаждении.
Мощность лазера, диаметр луча и поток порошка при этом выбраны так, что скорость охлаждения покрываемой области при кристаллизации больше чем 8000 К/с. При нанесении второго слоя 21 параметры процесса, касающиеся мощности лазера и диаметра луча, кроме того, выбраны так, что глубина повторного расплавления, на которую повторно расплавляется первый слой 19, составляет меньше чем 50% высоты валика первого слоя 19. Глубина повторного расплавления на фиг.4 обозначена штриховой линией. В принципе, возможна также другая, чем указано в настоящем примере, скорость процесса, причем тогда необходимо соответствующее согласование и прочих параметров, мощности лазера, диаметра луча и потока порошка.
Благодаря высокой скорости охлаждения и высокой скорости кристаллизации коэффициент распределения повышается настолько, что микроликвации в значительной степени предотвращаются. Происходит дендритная кристаллизация расплава, полученного посредством зоны 11 подвода тепла, при этом перенимается структура кристаллизации повторно расплавленной области. При этом направления роста дендритов варьируются по траектории P1, P2 сварки. Причина этого заключается в том, что ориентация возможных направлений роста дендритов варьируется относительно температурного градиента, причем преобладает направление роста с наименьшей направленностью к температурному градиенту или, соответственно, с наименьшей скоростью роста. Кроме того, центры кристаллизации, которые образуются перед фронтом кристаллизации и которые во время кристаллизации захватываются фронтом кристаллизации, инициируют статистически распределенные направления роста дендритов. Эти неравномерно распределенные ориентации дендритов находятся преимущественно в верхней половине слоя 19. Поэтому при небольшой глубине повторного расплавления обеспечивается наложение фронта кристаллизации на область с неравномерно распределенной ориентацией дендритов, что при многослойной сварке приводит к тому, что образуется поликристалл с зернами, диаметры которых в среднем очень малы. Благодаря этому свариваемая область лопатки 9 турбины становится нечувствительной к образованию трещин.
После того как произошло нанесение необходимого количества слоев 19, 21, лопатка 9 турбины может быть подвергнута термообработке, в результате которой задается желаемая морфология γ'-фазы. Это служит для еще большего улучшения прочности свариваемой области лопатки 9 турбины.
С помощью предлагаемого изобретением способа сварка наплавкой может осуществляться при температуре помещения и без предварительного перестаривания предназначенной для сварки области, причем возникновение кристаллизационных трещин и трещин, вызванных повторным расплавлением, предотвращается. В результате это приводит к качеству сварки, которое является приемлемым для структурной сварки, в частности высоконагруженных областей лопаток газовых турбин, а также других конструктивных элементов. Одновременно осуществляется только очень небольшое воздействие на основной материал, так как благодаря небольшой зоне подвода тепла (предварительный нагрев не происходит) и предотвращению трещин, вызванных повторным расплавлением, в зоне, подвергающейся воздействию тепла, происходит только очень небольшой подвод тела в субстрат.
Способ функционирования термодинамического контура и термодинамический контур
Способ анализа функционирования газовой турбины
Система прерывателя с подвижной переключательной трубой
Способ прокатки полосы на прокатном стане с распознаванием кривизны
Способ ограничения угла между продольными осями соединенных друг с другом вагонных кузовов
Паросиловая установка для генерирования электрической энергии
Приводное устройство для рельсового транспортного средства
Ротор для гидравлической машины
Фронтальный узел, прибородержатель с таким фронтальным узлом и распределительный шкаф с большим числом таких прибородержателей
Способ и защитное устройство для формирования сигнала ошибки, который указывает неисправность обмотки в трансформаторе
Ротор для лопаточной машины с осевым потоком
Способ и устройство для преобразования тепловой энергии в механическую энергию
Насос
Разъединитель для переключательного устройства
Устройство электропитания
Система энергоснабжения
Способ добычи битумов или особо тяжелой фракции нефти из подземного месторождения, установка для его осуществления и способ эксплуатации этой установки
Способ функционирования термодинамического контура и термодинамический контур
Способ анализа функционирования газовой турбины
Система прерывателя с подвижной переключательной трубой

