Результат интеллектуальной деятельности: ГИДРАВЛИЧЕСКИЙ ПРЕСС
Вид РИД
Изобретение
Изобретение относится к металлургическому машиностроению, а именно к конструкциям мощных гидравлический прессов усилием выше 650 МН.
Известен гидравлический пресс, содержащий рамную станину из пластинчатых С-образных скоб, скрепленных в верхних и нижних частях стяжками, образующих ригели (А.Ф. Белов, Б.В. Розанов, В.П. Линц «Объемная штамповка на гидравлических прессах», М.: «Машиностроение». 1986, с.44-45, рис.23 и с.56, рис.29).
При создании более мощных прессов изготовление, транспортировка и монтаж С-образных пластинчатых скоб представляет значительную трудность. Поэтому было предложено делать скобу сборной из двух полускоб со стыкуемой частью молоткообразной формы, охватываемой двумя С-образными плитами, стянутыми силовыми стяжками и распорными клиновыми парами (принятый в качестве прототипа патент РФ №2443561, приоритет 06.09.2010).
Недостаток такой конструкции заключается в больших габаритах стыкуемой части и, как следствие, увеличение габаритов и веса всей станины. Кроме того, при работе пресса необходимо постоянно следить за тем, чтобы стыкуемые части скоб оставались максимально затянутыми, а сами стыки не раскрывались.
Техническим результатом изобретения является создание пресса с меньшими габаритами за счет уменьшения габаритов стыкуемой части полускоб, а также повышение надежности соединения стыкуемых частей за счет создания в них предварительного натяжения, предотвращающего раскрытие стыка.
Технический результат достигается тем, что в гидравлическом прессе, содержащем рамную станину в виде С-образных скоб, выполненных в виде двух жестко соединенных между собой с образованием силовой стойки рамы станины полускоб и распирающие элементы, стыкуемые части верхней и нижней полускоб включают пластины, размещенные между пластинами полускоб и закрывающие места стыков полускоб, и цилиндрические валики, жестко закрепляющие стыкуемые части полускоб с пластинами, образуя пакет, при этом в стыкуемых частях полускоб и пластинах выполнены овальные отверстия для установки распирающих элементов, распирающие элементы выполнены в виде состоящих из двух частей разрезных клиновых валиков, каждая из пластин в пакете установлена со смещением оси своего овального отверстия относительно оси овальных отверстий стыкуемых частей полускоб, причем одна из частей разрезного клинового валика сопряжена своей цилиндрической поверхностью с пластинами, а другая - со стыкуемыми частями полускоб.
Изобретение поясняется графическими материалами, где на:
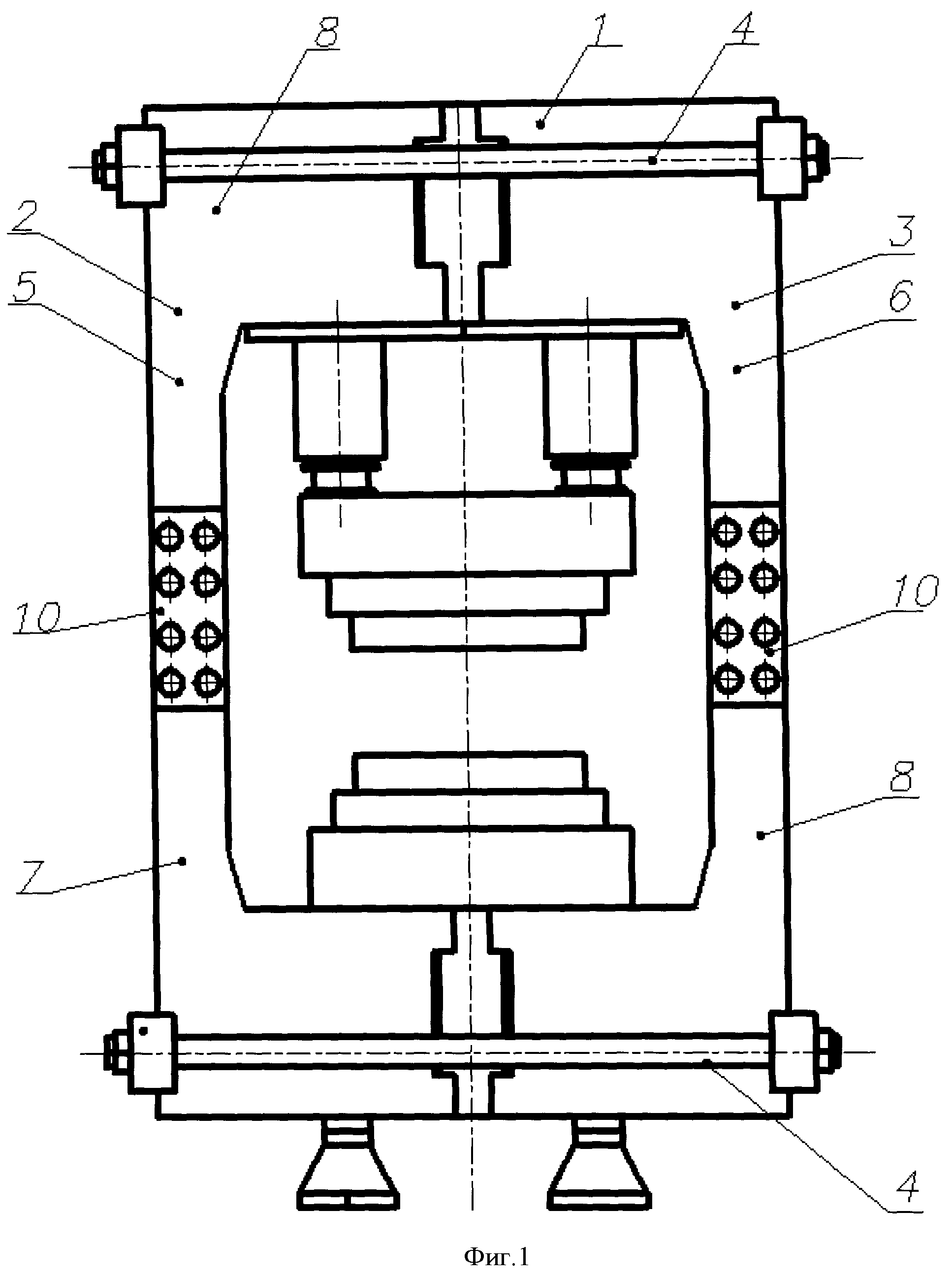
фиг.1 - общий вид пресса;
фиг.2 - вид соединения в плоскости скоб;
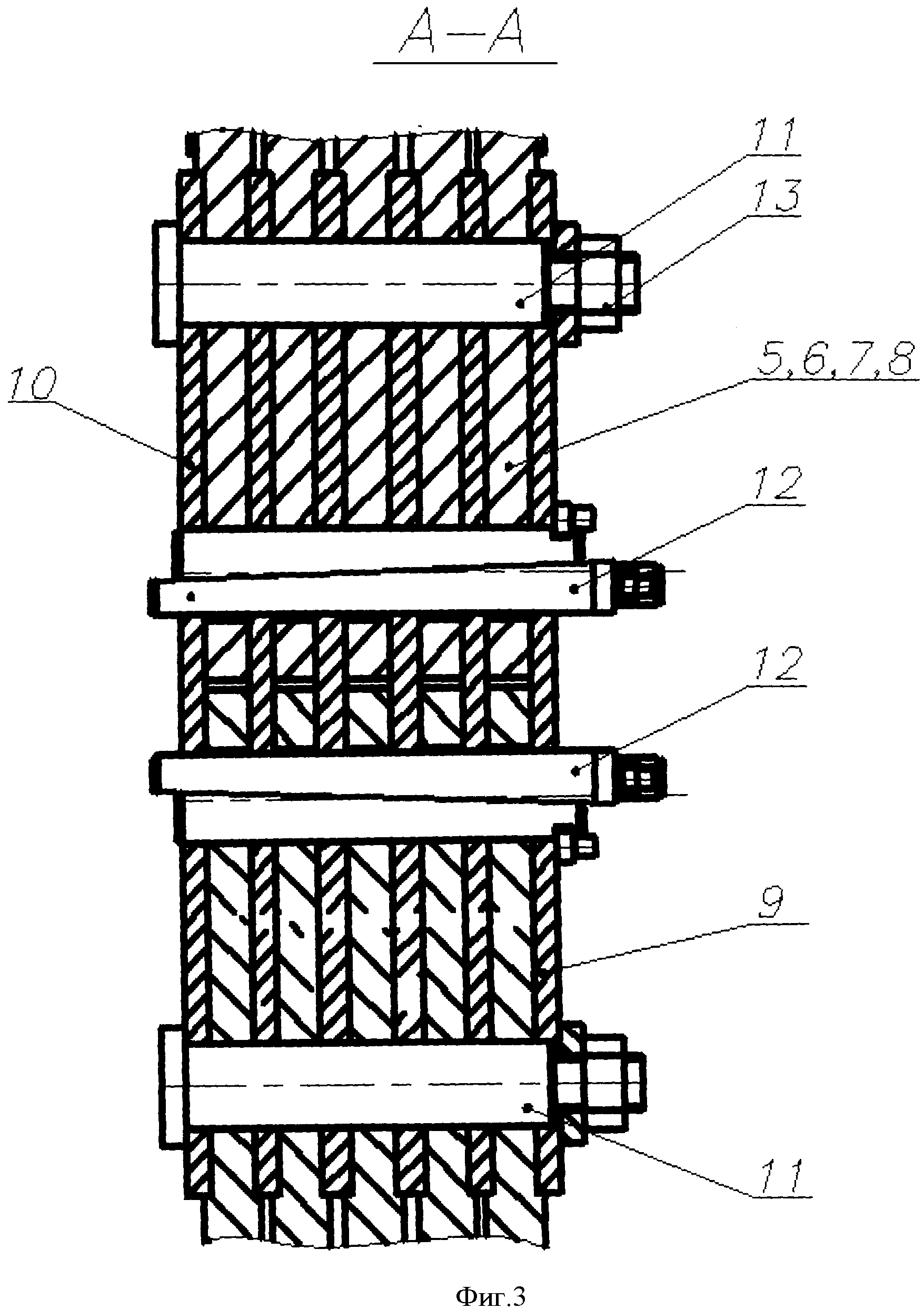
фиг.3 - разрез по А-А на фиг.2.
Гидравлический пресс содержит рамную станину 1, включающую левую скобу 2 и правую скобу 3, каждая из которых состоит из набора пластинчатых скоб. Левая скоба 2 и правая скоба 3 соединены между собой силовыми стяжками 4. Скоба 2 и скоба 3 состоят из двух полускоб - верхней и нижней, соответственно, 5 и 7, 6 и 8. Стыки полускоб 5 и 7, 6 и 8 закрывают и соединяют посредством пластин 9. Пластины 9 устанавливают между пластинами стыкуемых частей полускоб 5 и 7, 6 и 8, а также закрывают места стыков, в результате чего образуются пакеты 10.
Затем устанавливают цилиндрические валики 11 и состоящие из двух частей разрезные клиновые валики 12. Для прочного соединения пакетов 10 цилиндрические валики 11 установлены в соответствующих отверстиях с натягом и затянуты гайками 13.
Для установки разрезных клиновых валиков 12 в стыкуемых частях полускоб 5 и 7, 6 и 8 и пластинах 9 выполнены овальные отверстия 14.
Усилие предварительного натяжения создается следующим образом.
Собирают станину и затягивают силовые стяжки 4. Предварительно собирают пакеты 10, чередуя пластины полускоб 5 и 7, 6 и 8 и пластины 9 и устанавливая пластины 9 между пластинами стыкуемых частей полускоб (а также закрывая места стыков) со смещением оси овального отверстия 14 относительно оси овальных отверстий 14 стыкуемых частей полускоб, после чего запрессовывают в соответствующие отверстия цилиндрические валики 11 и затягивают гайки 13. Разрезные клиновые валики 12 устанавливают в овальные отверстия 14 таким образом, что одна часть валика 12 (неподвижная) своей цилиндрической поверхностью контактирует со стыкуемыми частями полускоб 5 и 7, 6 и 8, а другая часть валика 12 (подвижная) - с пластинами 9. За счет того, что ось овальных отверстий пластин смещена относительно оси стыкуемых частей полускоб между частями разрезных клиновых валиков 12, полускобами и пластинами со стороны, противоположной контакту, образуется зазор.
После монтажа станины необходимо нагрузить пресс усилием, превышающим рабочее на 20-25%, для создания в конструкции узла стыкуемых частей полускоб участков предварительного натяжения, для чего осуществляют предварительную затяжку стыкуемых частей полускоб. Усилие от верхних 5, 6 и нижних 7, 8 полускоб через цилиндрические валики 11 передается на пластины 9, которые растягиваются на участке между цилиндрическим валиками 11. Внутренние части полускоб на этом участке, за счет имеющихся зазоров, свободно перемещаются в направлении растяжения. На участках контакта частей разрезного клинового валика 12 с полускобами и пластинами появляются зазоры, а предварительная затяжка исчезает. Под действием нагрузки подвижные части валиков 12 перемещаются, полностью выбирая зазор между своей цилиндрической частью и пластинами 9, после чего пресс разгружается.
В полускобах 5 и 7, 6 и 8 и пластинах 9 на участках между цилиндрическими валиками 11 и разрезными клиновыми валиками 12 возникает усилие предварительного натяжения. В пластинах появляются остаточные растягивающие напряжения, а в стыкуемых частях полускоб - сжимающие. Амплитуда переменных напряжений от рабочей нагрузки в зонах концентрации, расположенных возле отверстий в пластинах 9 и стыкуемых частях полускоб 5 и 7, 6 и 8, уменьшается, тем самым повышается усталостная прочность всего соединения - пакета 10.
Пресс работает следующим образом. После загрузки заготовки в зону инструмента (верхний и нижний штампы), подается рабочее давление в гидроцилиндры пресса. Верхний штамп воздействует на заготовку, после чего происходит ее деформирование и оформление изделия. Усилие штамповки передается на станину 1 пресса. Наличие участков предварительного натяжения в соединении стыкуемых частей полускоб 5 и 7, 6 и 8 и пластинах 9, из которых состоит пакет 10 станины 1, обеспечивает работу пресса без раскрытия соединительного стыка.
Гидравлический пресс, содержащий рамную станину в виде С-образных пластинчатых скоб, каждая из которых выполнена в виде верхней и нижней полускоб, жестко соединенных между собой с образованием силовой стойки рамной станины, и распирающих элементов, отличающийся тем, что он снабжен пластинами для стыкуемых частей верхней и нижней полускоб, которые размещены между пластинами полускоб и закрывают стыки полускоб, и цилиндрическими валиками, обеспечивающими жесткое крепление стыкуемых частей полускоб с пластинами с образованием пакета, при этом в стыкуемых частях полускоб и пластинах выполнены овальные отверстия для установки распирающих элементов, которые выполнены в виде разрезных клиновых валиков, состоящих из двух частей, при этом каждая из пластин в пакете установлена со смещением оси своих овальных отверстий относительно оси соответствующих овальных отверстий стыкуемых частей полускоб, причем одна из частей разрезного клинового валика сопряжена своей цилиндрической поверхностью с пластинами, а другая - со стыкуемой частью полускобы.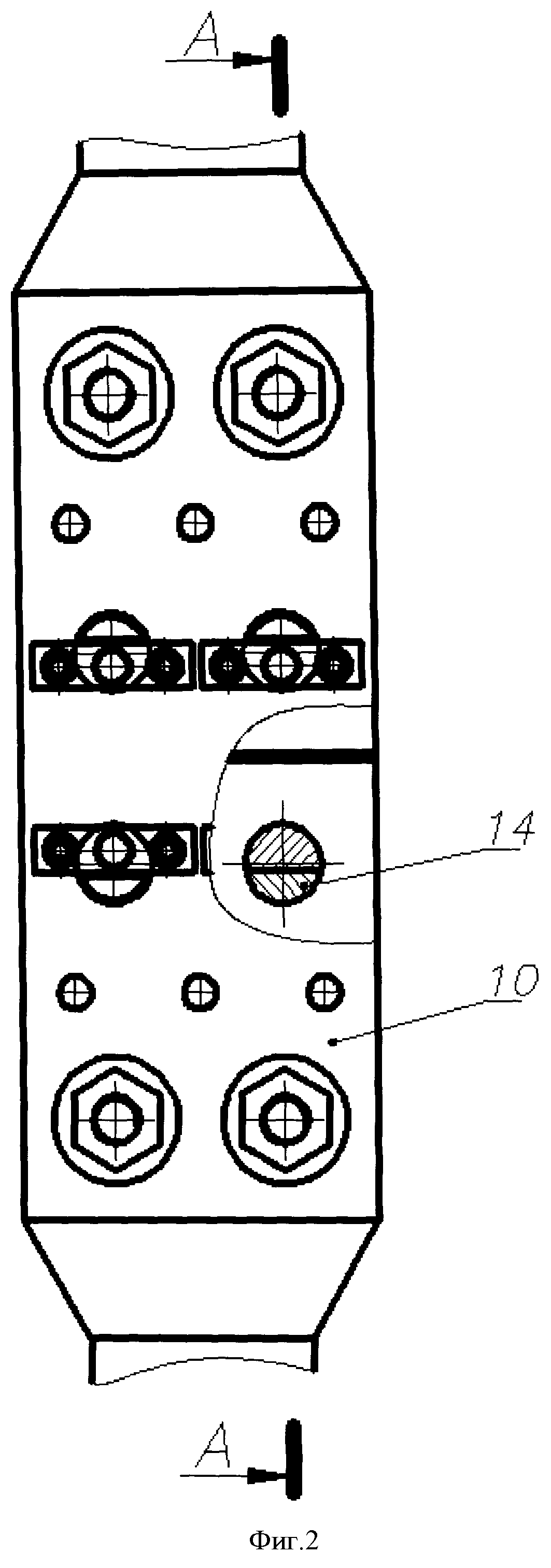
Способ дуговой сварки полос в непрерывных металлургических агрегатах
Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов
Способ сборки изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом
Способ управления подачей и поворотом трубы стана холодной прокатки труб
Линия штамповки изделий из цилиндрических реозаготовок
Способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов
Способ непрерывного литья металлических заготовок методом "плавка на плавку"
Сопло для производства аморфной ленты
Устройство захвата рабочей втулки контейнера для последующего удаления из зоны пресса
Способ измерения усилия осадки при контактной стыковой сварке
Штамп для штамповки крупногабаритных поршней
Ковочно-раскатный агрегат для изготовления колец большого диаметра
Штамп для тиксоштамповки крупногабаритных поршней
Способ и устройство для изготовления тиксозаготовок
Вакуумно-компрессионная печь
Вакуумный пресс
Способ и устройство для внепечной обработки металла в ковше
Литейное колесо роторной литейной машины
Способ получения медного сортового проката в литейно-прокатном агрегате с использованием литейной машины роторного типа
Роторная литейная машина для получения медной заготовки в литейно-прокатном агрегате

