Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ НА СТАНКАХ ЧУГУНА С ВЕРМИКУЛЯРНЫМ ГРАФИТОМ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу определения способности к резанию чугуна с вермикулярным графитом в соответствии с преамбулой п.1 формулы.
Уровень техники
Автомобильная промышленность стоит перед лицом непрерывно усиливающейся потребности в более эффективных двигателях с меньшим выбросом в окружающую среду. Одним способом достижения более чистого сгорания является использование более высокого давления сгорания в дизельных двигателях, но это влечет более точные требования к материалам блока цилиндров и головок цилиндров. Прочностные характеристики традиционно доминирующего материала, серого чугуна, недостаточны, чтобы выдержать нагрузки, которым будет подвергаться материал в дизельных двигателях будущих поколений. Поэтому многие автомобилестроительные компании переходят на применения чугуна с вермикулярным графитом в дизельных двигателях. Чугун с вермикулярным графитом, обозначаемый кратко ЧВГ, имеет по меньшей мере на 45%-75% более высокую твердость, чем серый чугун, и в два раза большую усталостную прочность. Компоненты двигателей, сделанные из ЧВГ, уже производятся в настоящее время различными производителями автомобилей.
Получение чугуна с вермикулярным графитом включает применение лома, содержащего элементы, которые могут привести к присутствию в материале карбидов, так называемые карбидстобилизирующие элементы. Примерами таких элементов в чугуне с вермикулярным графитом являются молибден (Mo), хром (Cr) и марганец (Mn). Карбидстобилизирующие элементы: хром и марганец, естественным образом встречаются в ломе, который плавят и используют в производстве чугуна с вермикулярным графитом. Молибден является легирующим элементом, который добавляют, чтобы придать ЧВГ большую прочность при высоких температурах.
При применении чугуна с вермикулярным графитом в производстве возникает проблема, что карбиды, образованные хромом, марганцем и молибденом, снижают его способность к резанию. Следовательно, высокие содержания карбидстобилизирующих элементов влекут за собой низкую способность к резанию и приводят к низкой производительности и высокой стоимости станочной обработки. Кроме того, чугун с вермикулярным графитом с низким содержанием карбидстобилизирующих элементов является дорогостоящим, так как должен использоваться более чистый лом, что приводит к высокой закупочной стоимости чугуна с вермикулярным графитом. Одной задачей для применения чугуна с вермикулярным графитом в производстве является обеспечить ЧВГ, который имеет хорошую способность к резанию при благоприятной стоимости, как это раскрыто в SU 1766962 C21C 1/10, 07.10.1992.
Поэтому целью изобретения является разработка способа легкого и надежного определения способности к резанию чугуна с вермикулярным графитом на основе содержания в нем карбидстобилизирующих элементов.
Следующей целью изобретения является также создание как можно более дешевого способа классификации ЧВГ для оптимальной способности к резанию.
Суть изобретения
Согласно изобретению эта цель достигнута способом определения способности к резанию чугуна с вермикулярным графитом, характеризующимся следующими этапами:
- установление соотношения между способностью к резанию и содержанием карбидстобилизирующих элементов в чугуне с вермикулярным графитом, причем это соотношение определяется эмпирически из измеренной способности к резанию и измеренных содержаний карбидстобилизирующих элементов на множестве образцов чугуна с вермикулярным графитом;
- обеспечение чугуна с вермикулярным графитом;
- определение содержания карбидстобилизирующих элементов в чугуне с вермикулярным графитом;
- определение величины способности к резанию полученного чугуна с вермикулярным графитом на основе упомянутого соотношения и содержаний карбидстобилизирующих элементов в чугуне с вермикулярным графитом.
Способ позволяет легко и надежно определить способность к резанию в имеющемся чугуне с вермикулярным графитом, что дает большие преимущества в промышленном производстве деталей из чугуна с вермикулярным графитом путем обработки на металлорежущих станках, так как способ позволяет легко выбирать чугуны с вермикулярным графитом, являющиеся оптимальными для целей производства. Таким образом, способ способствует очень рентабельному производству при обработке чугуна с вермикулярным графитом на металлорежущих станках.
Способ может также содержать этапы:
- определения по меньшей мере одного первого заданного опорного значения для способности к резанию чугуна с вермикулярным графитом;
- классификации способности к резанию чугуна с вермикулярным графитом из сравнения величины его способности к резанию с заданным опорным значением.
Согласно одной альтернативе, полученная способность к резанию чугуна с вермикулярным графитом классифицируется как подходящая для производства, если полученная величина способности к резанию чугуна с вермикулярным графитом выше, чем заданное опорное значение.
Согласно одной альтернативе, способ содержит этап:
- определения по меньшей мере одного второго опорного значения для способности к резанию чугуна с вермикулярным графитом, в соответствии с чем способность к резанию чугуна с вермикулярным графитом классифицируется как очень подходящая для производства, если величина его способности к резанию выше, чем второе опорное значение.
Способность к резанию определяется преимущественно как ресурс стойкости инструмента при обработке чугуна с вермикулярным графитом на обрабатывающих станках со снятием стружки, предпочтительно при фрезеровании.
Ресурс стойкости инструмента определяется преимущественно как максимальный косой износ инструмента.
Соотношение для способности к резанию основано преимущественно на модели, которая включает в себя соотношения между содержаниями карбидстобилизирующих элементов в чугуне с вермикулярным графитом.
Согласно одной альтернативе, модель основана на линейных соотношениях, перекрестных соотношениях и квадратичных соотношениях между содержаниями карбидстобилизирующих элементов.
Согласно первому варианту осуществления, принято соотношение:
Ресурс стойкости инструмента в минутах = 27-50*Mo-186*Cr+127*Mn-146*Mn2+146*Cr*Mo+151*Cr*Mn.
Таким образом, способность к резанию, выраженная как ресурс стойкости инструмента, может быть определена очень точно, будучи основана на большом числе соотношений между карбидстобилизирующими элементами.
Согласно одной альтернативе, модель основана на линейных соотношениях между содержаниями карбидстобилизирующих элементов в чугуне с вермикулярным графитом.
Согласно второму варианту осуществления, принято соотношение:
Ресурс стойкости инструмента в минутах = 57,20-18,46*Mn-80,90*Cr-38,98*Mo.
Это соотношение легко применять, так как оно основано на линейной модели.
Согласно третьему варианту осуществления, принято соотношение:
Ресурс стойкости инструмента = 1-(0,32±0,21)*Mn-(1,41±0,39)*Cr-(0,68±0,31)*Mo, где ресурс стойкости инструмента нормирован.
То, что это соотношение является нормированным, устраняет внешние источники ошибок, например, из-за изменения требований к механообработке или из-за систематических погрешностей измерения.
Карбидстобилизирующие элементы предпочтительно включают по меньшей мере марганец, молибден и хром.
Целесообразно, если содержания карбидстобилизирующих элементов в чугуне с вермикулярным графитом следующие:
Mn: 0,1-0,8 вес.%, Cr 0-0,2 вес.%, Mo 0-0,3 вес.%
Предпочтительно, содержания карбидстобилизирующих элементов в чугуне с вермикулярным графитом следующие:
Mn: 0,4-0,8 вес.%, Cr 0-0,2 вес.%, Mo 0-0,3 вес.%
Описание чертежей
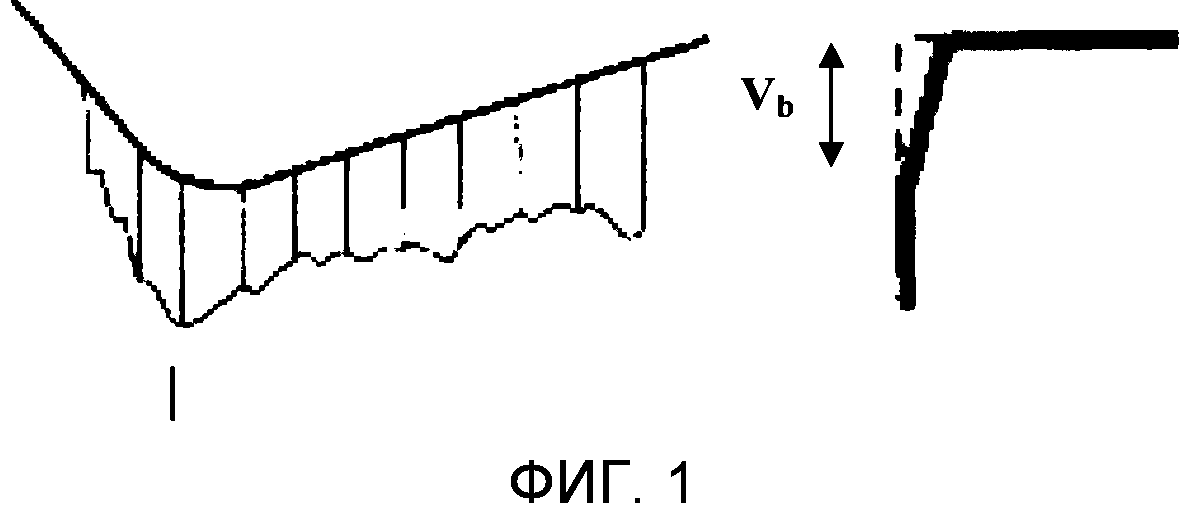
Фигура 1: Схематическая иллюстрация места измерения износа инструмента, выраженного как косой износ.
Фигура 2: Схематическая иллюстрация образца, используемого в способе согласно изобретению.
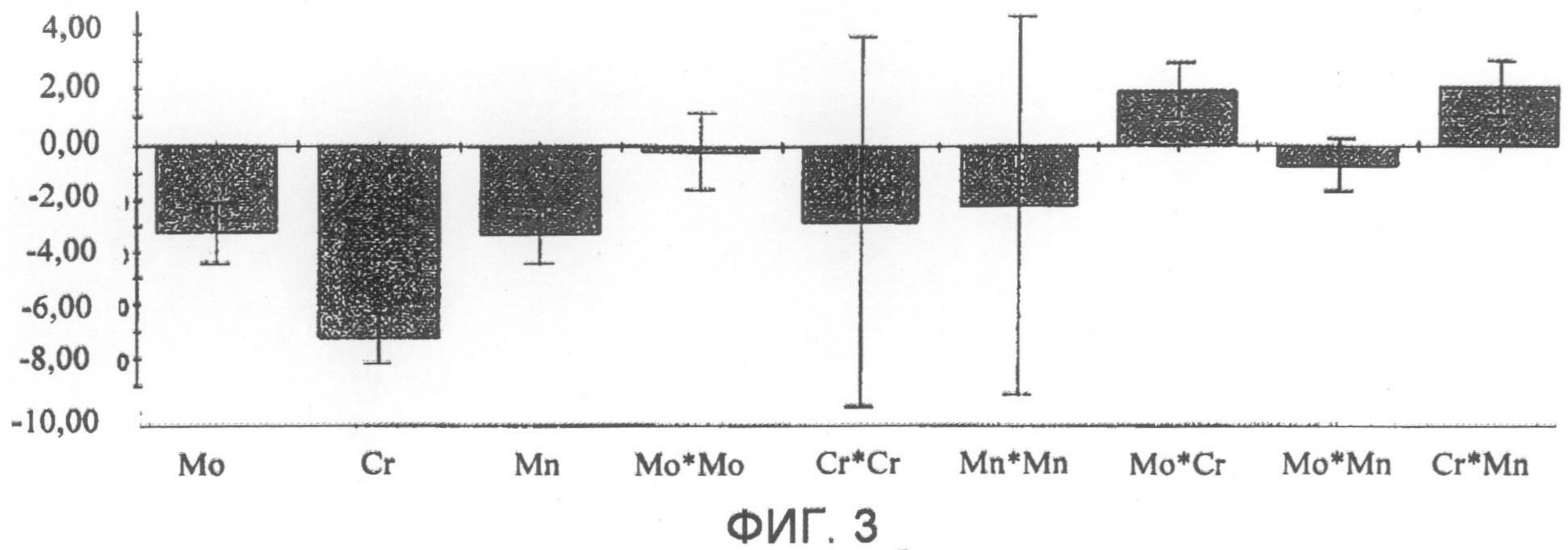
Фигура 3: Гистограмма коэффициентов, показывающая соотношения между карбидстобилизирующими элементами и ресурсом инструмента с учетом перекрестных соотношений и квадратичных соотношений.
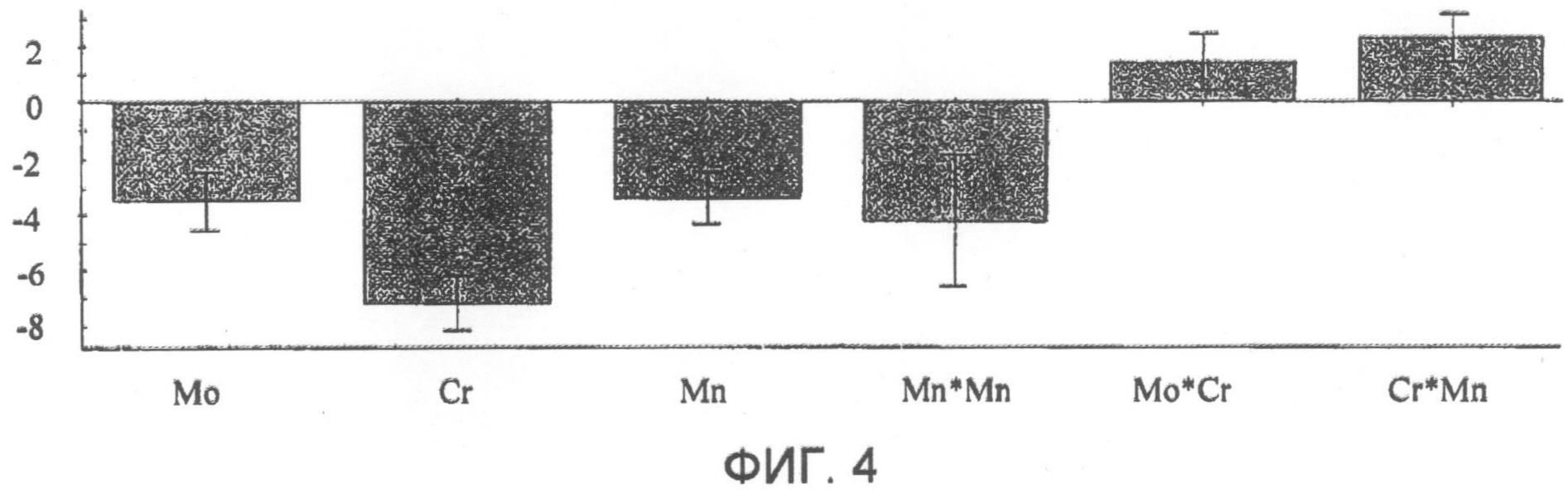
Фигура 4: Гистограмма коэффициентов, иллюстрирующая статистически значимые соотношения между карбидстобилизирующими элементами и ресурсом инструмента с учетом перекрестных соотношений и квадратичных соотношений.
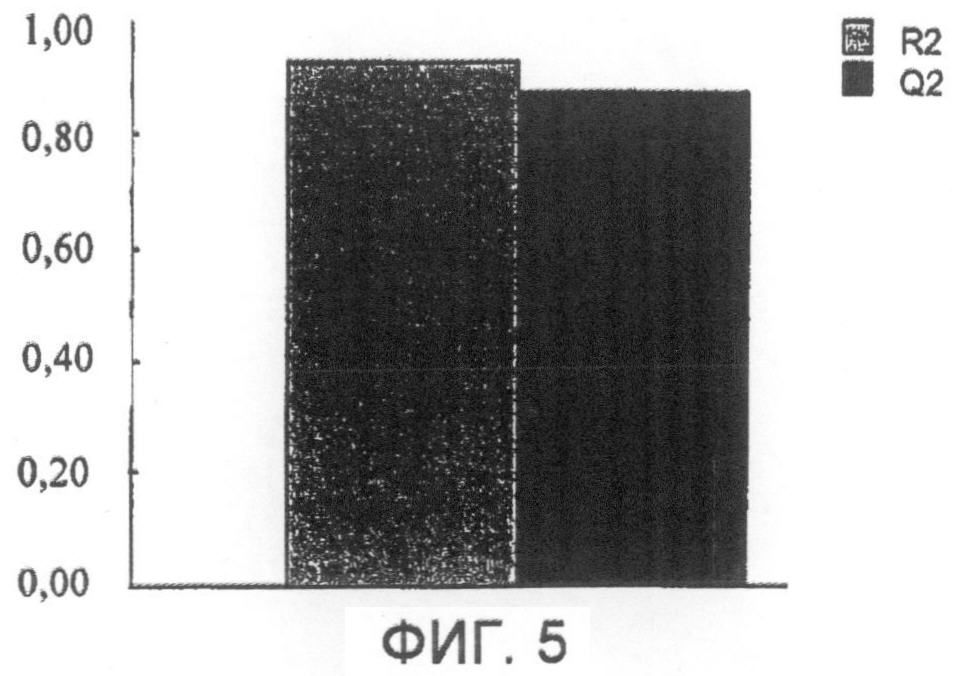
Фигура 5: Диаграмма, показывающая значения R2 и Q2 для соотношений с фигуры 4.
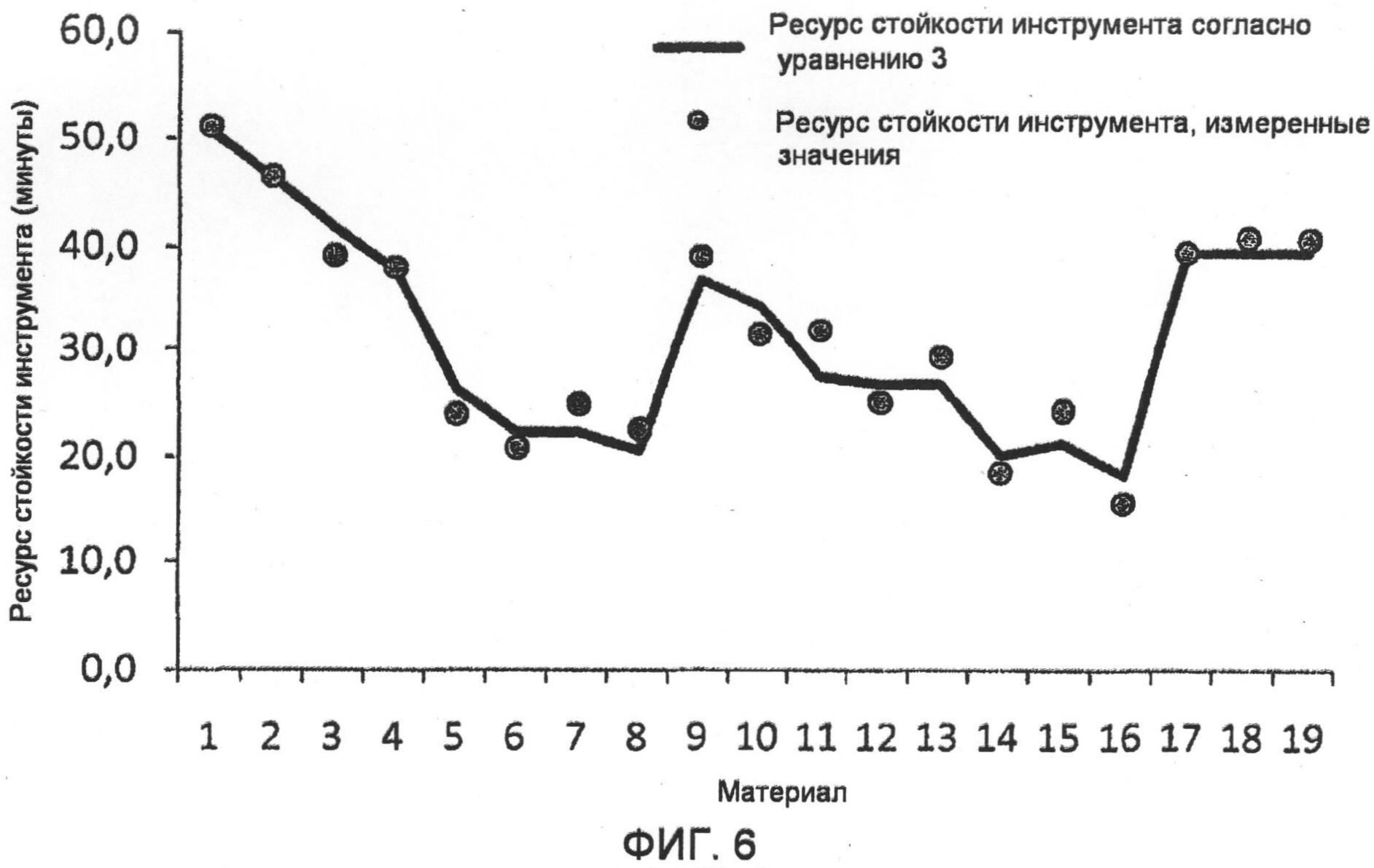
Фигура 6: График, сравнивающий ресурс стойкости инструмента, рассчитанный по уравнению согласно первому варианту осуществления изобретения, с измеренными средними значениями ресурса стойкости инструмента для испытуемых материалов.
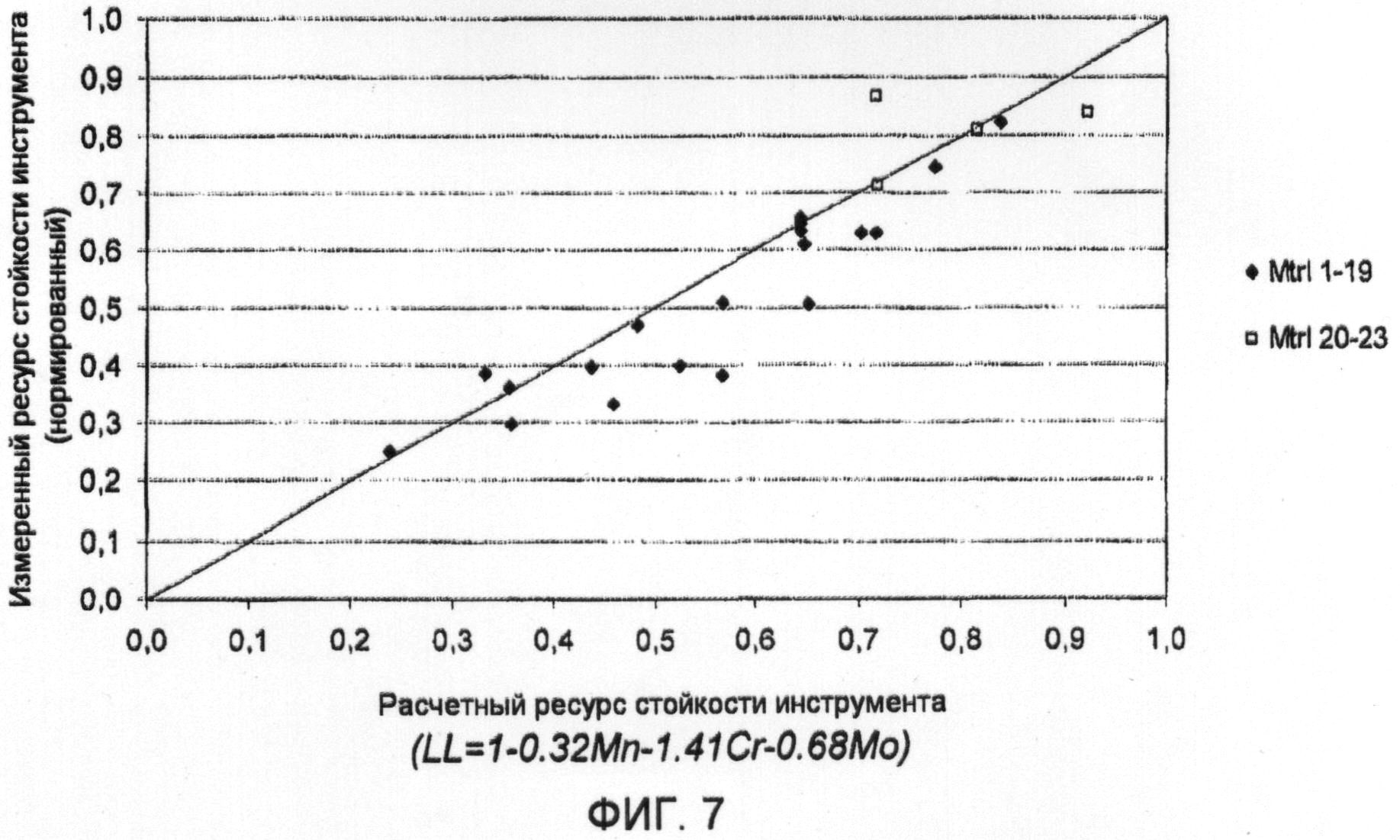
Фигура 7: График, сравнивающий ресурс стойкости инструмента, рассчитанный по уравнению согласно третьему варианту осуществления изобретения, с измеренными нормированными средними значениями ресурса стойкости инструмента для образцов материалов.
Определения
Выражение "способность к резанию" в настоящей патентной заявке означает меру того, насколько легко или трудно обработать материал инструменте со снятием стружки. Способность к резанию материала выражается преимущественно как ресурс стойкости инструмента, сила резки, однородность поверхности или форма стружки. Согласно одному предпочтительному варианту настоящего изобретения, способность к резанию выражена как ресурс стойкости инструмента.
Термин "ресурс стойкости инструмента" в настоящей патентной заявке означает период времени, в течение которого инструмент, например, резец, сделанный из спеченного твердого металла (TC) для сверления, фрезерования или другой обработки на металлорежущих станках, может активно использоваться, прежде чем он достигнет заданного предела износа.
Природа краевого износа при металлорежущей обработке может меняться в зависимости от различных коэффициентов нагрузки, которым подвергается инструмент. Наиболее распространенными типами износа являются абразивный, диффузионный, окислительный, усталостный и адгезионный износ (Berglund et al., 2006). Косой износ является наиболее часто измеряемым механизмом износа (Stjernstoft, 2004).
Измерение косого износа режущей кромки инструмента при механообработке включает измерение абразивного износа на кромке инструмента vB в мм, согласно Stjernstoft, 2004 и Berglund et al., 2006. Фигура 1 показывает инструмент для режущей обработки на виде спереди и виде сбоку. Пунктирная линия на рисунке справа показывает зону, которая подверглась износу. Изображение слева показывает, где производится измерение косого износа. Если износ инструмента измерен как косой износ режущей кромки, заданный максимальный допустимый износ выражается как vB в мм.
Описание изобретения
Образцы материала были приготовлены из 17 чугунов с вермикулярным графитом (ЧВГ-материалы) с разным уровнем содержания Mn, Cr и Mo.
Образцы отливали, чтобы получить опытные образцы размерами 350*120*49 мм, смотри фигуру 2, схематически показывающую опытные образцы. Корку отливки с образцов удаляли путем продольного фрезерования их нижней, верхней и боковых поверхностей. Это делалось, чтобы получить желаемые размеры после отливки и чтобы достичь более однородной микроструктуры, так как микроструктура корки отливки отличается от микроструктуры остального материала.
После этого опытные образцы из 17 разных ЧВГ-материалов обрабатывали на станке. Чтобы обеспечить достаточную статистическую значимость, было обработано также два дополнительных образца ЧВГ-материала 17. Эти образцы обозначены номерами 18 и 19. Для каждого материала испытания на механообработку проводились дважды, таким образом, всего было проведено 19*2 испытаний на механообработку. Обработку проводили путем продольного фрезерования образцов, используя станок CoroMill 365 (R365-063Q22-S15H), снабженный тремя резцами марки K20W (R365-1505ZNE-KM K20W). Обработку проводили на многоцелевом фрезерном станке производства фирмы Mazak. Опытные образцы закрепляли с помощью магнитного стола.
Применялись следующие параметры резки: глубина резки (ap) 3 мм, скорость подачи (tz) 0,2 мм/зуб и скорость резания (vc) 200 м/мин. После ряда циклов обработки резцедержатель вынимали из фрезы и в микроскопе измеряли износ резки как максимальный косой износ [vB в мм]. Обработку и измерение косого износа повторяли до тех пор, пока среднее значение максимального косого износа трех резцов не достигало 0,3 мм, или в момент, когда у двух из трех резцов достигался максимальный косой износ 0,3 мм, который был принят за заданный, предельно допустимый износ резца. Когда косой износ достигал 0,3 мм, резцы считались износившимися. Измерялся ресурс стойкости инструмента, т.е. полное время, в течение которого проводится обработка, пока резец не будет изношен, и записывался для всех материалов. В таблице 1 представлены результаты механообработки.
|
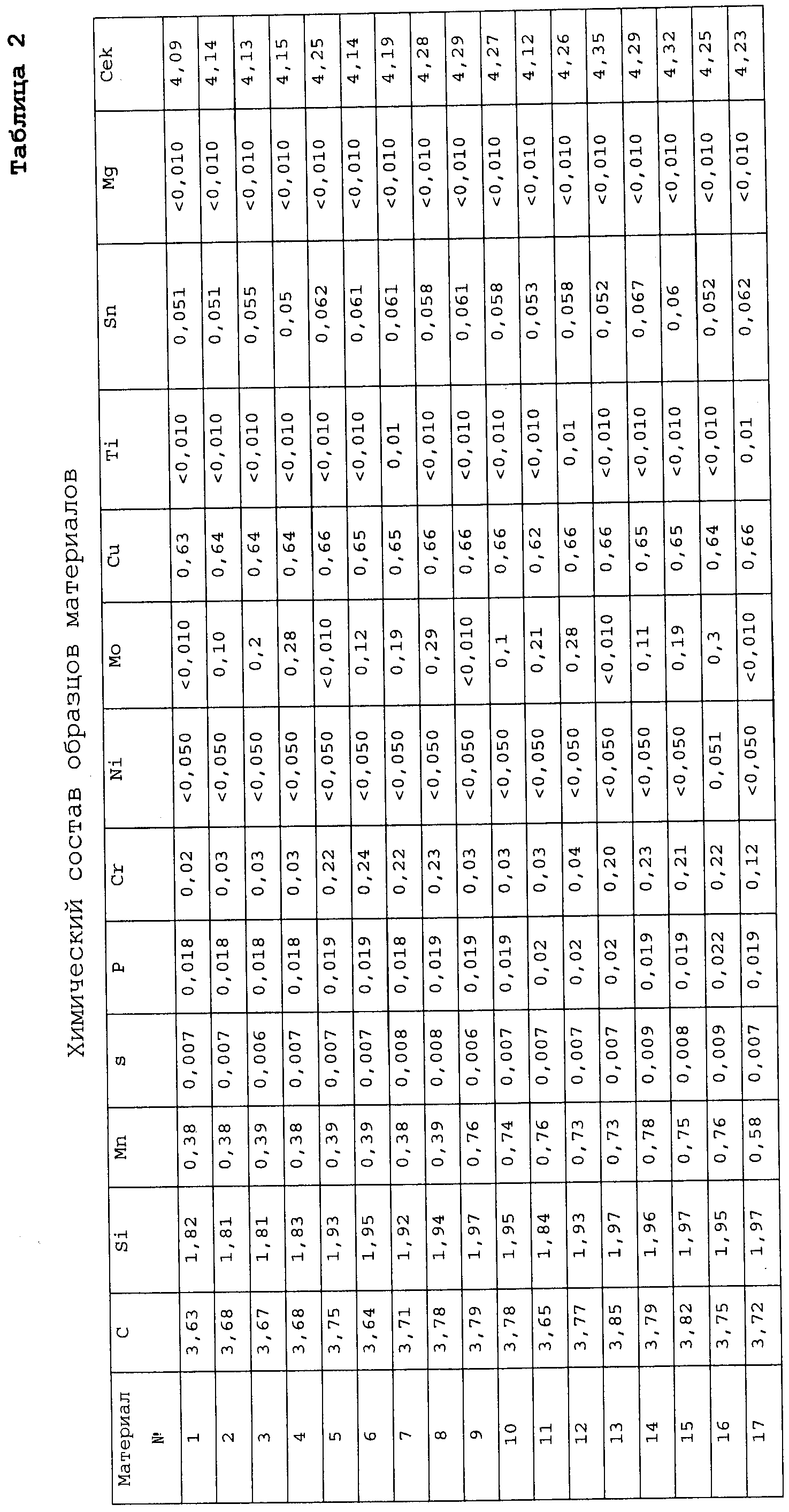
Химический состав 17 материалов был измерен методом GD-OES (оптическая эмиссионная спектроскопия с тлеющим разрядом). Так как образцы 17, 18 и 19 имели одинаковый состав, при химическом анализе они считались одним и тем же материалом, номер 17. Таблица 2 показывает химический состав для 17 опытных образцов.
Результаты испытаний на механообработку и химические составы материалов использовались для установления эмпирических соотношений между способностью к резанию, выраженной как ресурс стойкости инструмента, и содержанием карбидстобилизирующих элементов в материале, согласно следующей процедуре.
Результаты испытаний на механообработку и химические составы материалов анализировались методом полнофакторного анализа по программе Modde от Umetrics (Umetrics, версия 7), чтобы установить соотношения между ресурсом инструмента и карбид-стабилизирующими элементами Mo, Cr и Mn.
Программа начинает со статистической модели и сравнивает различные уровни карбидстобилизирующих элементов в материале с результатами различных измерений, описанных выше. Анализ проводится программой, осуществляющей неоднократные вычисления, и статистическим анализом результатов испытаний на механообработку и химических составов материалов. Установленные в результате анализа соотношения между способностью к резанию и содержанием карбидстобилизирующих элементов позволяют подобрать коэффициенты в модели таким образом, чтобы модель как можно лучше описывала измеренные значения.
Согласно первой альтернативе, программа исходит из первой модели, смотри уравнение 1, которая учитывает линейные соотношения, перекрестные соотношения и квадратичные соотношения:
Ресурс стойкости инструмента = constant+a*Mo+b*Cr +c*Mn+d*Mo*Mn+e*Mo*Cr+f*Cr*Mn+g*Mo2+h*Cr2+i*Mn2
[уравнение 1]
Согласно второй альтернативе, программа исходит из второй модели, представленной уравнением 2 ниже, учитывающим только линейные соотношения:
Ресурс стойкости инструмента = constant+a*Mo+b*Cr+c*Mn
[уравнение 2]
Соотношения, анализируемые программой, можно описать разными способами. Легко и всеобъемлюще можно представить их в форме гистограммы коэффициентов, смотри, например, фигуру 3. Гистограмма коэффициентов позволяет заключить, какой из элементов имеет самый большой эффект, насколько этот эффект сравним с эффектом других элементов, и то, является ли этот эффект положительным или отрицательным. Можно также установить шкалу погрешностей коэффициента. Если величина ошибки больше, чем эффект, т.е., если шкала погрешностей проходит через ноль, соотношение не считается статистически достоверным с выбранным уровнем значимости 95%.
Фигура 3 показывает соотношения между карбидстобилизирующими элементами и ресурсом инструмента, когда применяется модернизированная модель согласно уравнению 1. Гистограмма показывает картину влияния с учетом перекрестных соотношений и квадратичных соотношений.
Как можно видеть из шкал погрешностей на фигуре 3, большинство коэффициентов имеет допустимые погрешности, превышающие эффект, т.е. их шкалы погрешностей пересекают ось координат, что означает, что эффект не обеспечивается с выбранным уровнем значимости. Эти коэффициенты удалялись из модели и принималась новая гистограмма коэффициентов. Фигура 4 показывает гистограмму коэффициентов для упрощенной модели. Эта модель показывает, кроме прочего, что Cr оказывает самый большой отрицательный эффект на ресурс стойкости инструмента.
Имеются разные способы оценки того, насколько хорошо вышеуказанная модель соответствует реальности (измеренным значениям). Наиболее распространенным и наиболее важным является величина R2. Величина R2 может варьироваться между 0 и 1, причем 1 означает, что модель идеально соответствует реальности. Другой важной величиной является Q2, которая описывает, насколько устойчива модель. Величина Q2 может меняться от 0 до 1, причем 1 соответствует надежной модели, не чувствительной к изменению данных. Q2 всегда чуть меньше, чем R2, и для хорошей модели разница между R2 и Q2 мала. Фигура 5 показывает усовершенствованную модель, хорошо согласующуюся с измеренными значениями. Она показывает, что для этой модели величина R2 составляет 0,94, а величина Q2 составляет 0,87.
Первый вариант осуществления использует результаты расчетов и указанный выше статистический анализ как основу для установления соотношения в форме уравнения того, как способность к резанию, выраженная как ресурс стойкости инструмента при обработке на металлорежущих станках, зависит от карбидстобилизирующих элементов Cr, Mo и Mn. Соотношение описывается уравнением 3 и содержит константу и члены, которые являются статистически значимыми, и коэффициенты перед ними:
Ресурс стойкости инструмента = 27-50*Mo-186*Cr+127*Mn-146*Mn2+146*Cr*Mo+151*Cr*Mn
[уравнение 3]
Тем же эмпирическим путем, как описано выше, второй вариант осуществления изобретения приходит к следующему соотношению. Соотношение согласно второму варианту осуществления было основано на линейной модели в соответствии с уравнением 2 и представлено уравнением 4 ниже:
Ресурс стойкости инструмента = 57,20-18,46*Mn-80,90*Cr-38,98*Mo
[уравнение 4]
Третий вариант осуществления получается при нормированном уравнении. Это делается, нормируя уравнение 4 и принимая во внимание нижний и верхний пределы коэффициентов, согласно уравнению 5:
Ресурс стойкости инструмента = C1+(min;max)*Mn+(min;max)*Cr+(min;max)*Mo
[уравнение 5]
Нормировка приводит к уравнению 6:
Ресурс стойкости инструмента = 1+(-053;-0,12)*Mn+(-1,81;-1,02)*Cr+(-0,99;-0,37)*Mo
[уравнение 6]
Коэффициенты в уравнении 6 были пересчитаны, чтобы меняться в соответствии с уравнением 7:
Ресурс стойкости инструмента = 1-(0,32±0,21)*Mn-(1,41±0,39)*Cr-(0,68±0,31)*Mo
[уравнение 7]
Это нормированное соотношение позволяет исключить внешние факторы ошибок, которые могли бы повлиять на результат, например, систематические ошибки измерения или изменения параметров механообработки из-за условий или наладочных параметров станка, использующихся для обработки.
Классификация способности к резанию
Чтобы позволить классифицировать чугун с вермикулярным графитом в соответствии с его способностью к резанию, были приняты опорные значения для пригодности различных чугунов с вермикулярным графитом для крупносерийной механообработки.
В соответствии с одной альтернативой, заданные опорные значения определялись на основе уравнения 7:
Ресурс стойкости инструмента = 1-(0,32±0,21)*Mn-(1,41±0,39)*Cr-(0,68±0,31)*Mo
[уравнение 7]
Все коэффициенты в уравнении 7 были взяты как их соответствующие средние значения. На основе этого предположения были определены опорные значения для пригодности чугунов с вермикулярным графитом для крупносерийной механообработки в отношении карбидстабилизирующих элементов (выраженной как ресурс стойкости инструмента) следующим образом:
|
Согласно следующей альтернативе, можно также определить опорные значения для уравнений 3 и 4. Они могут быть определены путем измерения фактического ресурса стойкости инструмента, измеряемого при крупносерийной обработке чугунов с вермикулярным графитом, имеющих разные содержания карбидстабилизирующих элементов. После этого измеренные ресурсы инструмента оцениваются по трем уровням:
|
Следует подчеркнуть, что оценка ресурса стойкости инструмента как подходящего для крупносерийной обработки меняется с такими факторами, как режущий инструмент, цена режущего инструмента, параметры резки или другие типы металлорежущих станков. Поэтому вышеуказанные уровни должны корректироваться специалистами для преобладающих условий. В качестве примера можно указать, что при обработке резцами марки K20W на многоцелевом фрезерном станке производства Mazak ресурс стойкости инструмента более 40 минут рассматривается как очень подходящий для производства, ресурс стойкости инструмента от 40 до 20 минут считается подходящим для производства, и ресурс стойкости инструмента менее 20 минут считается не подходящим для производства.
При расчете опорных значений могут учитываться различные факторы, например, сюда могут входить материальные затраты. Можно применять различные весовые коэффициенты для ресурса стойкости инструмента или материальных затрат. Можно также принять ресурс стойкости инструмента статистически как среднее значение при обработке множества материалов с разными содержаниями карбидстабилизирующих элементов. Аналогично можно принять средние значения для затрат на дальнейшие материалы.
Примеры
Ниже изобретение описывается в отношении двух конкретных испытаний, проведенных с рассчитанными соотношениями, и измерений на реальных материалах.
Испытание 1
В первом испытании проводилось сравнение между измеренными ресурсами инструмента и ресурсами инструмента, рассчитанными по уравнению 3.
Расчет ресурса стойкости инструмента для соответствующих образцов 1-19 проводился путем подстановки содержаний карбид-стабилизирующих элементов Mo, Cr и Mn в уравнение 3. Затем рассчитанный ресурс стойкости инструмента сравнивался с ресурсом инструмента, измеренным для соответствующих образцов (смотри таблицу 1). Фигура 6 показывает очень хорошее соответствие между расчетными и измеренными ресурсами инструмента.
Испытание 2
Во втором испытании использовались две разные серии образцов для проведения сравнения между измеренными ресурсами инструмента и ресурсами инструмента, рассчитанными по уравнению 7.
Описанная ранее группа образцов материалов 1-19 (смотри таблицу 1) была дополнена второй серией из четырех добавочных образцов материалов, обозначенных номерами 20-23.
Были сделаны (отлиты) образцы материалов 20-23 и проанализированы таким же образом, как материалы 1-19, но они обрабатывались на другой машине, отличной от той, что использовалась для материалов 1-19. На этой машине работал также другой станочник. Станком, использованным для материалов 20-23, был Huller Hille nb-h 150. Измерение ресурса стойкости инструмента на образцах материалов проводилось аналогично измерению для образцов 1-19.
Таблица 3 показывает химический состав образцов материалов 20-23.
|
Таблица 4 показывает измеренные ресурсы инструмента при обработке образцов материалов 20-23.
|
Таблица 5 ниже показывает, что измеренные ресурсы инструмента в минутах для материалов 20-23 отличаются от результатов для материалов 1-19, которые имеют тот же состав. Это объясняется факторами систематических ошибок, вызванных использованием других станков для материала групп 1-19 и 20-23. Станок, использованный для группы 20-23, был настроен по иному, чем станок, использовавшийся для группы 1-19.
Чтобы учесть это, ресурсы инструмента для материалов 1-23 были рассчитаны следующим образом по нормированному уравнению 7, принимая все коэффициенты в уравнении 7 равными их средним значениям:
Ресурс стойкости инструмента = 1-0,32*Mn-1,41*Cr-0,68*Mo.
В таблице 5 ниже приведены результаты.
Ресурсы инструмента, измеренные для образцов 1-23, были затем нормированы относительно эталонных материалов 17* и 23. Как отмечалось ранее, первая группа содержала 17 отдельных образцов материалов, и материал 17 использовался еще дважды, чтобы обеспечить статистическую значимость, эти образцы обозначены номерами 18 и 19. Таким образом, эталонный материал 17* есть среднее значение измерений для материалов 17, 18 и 19.
Нормирование проводили, как описано ниже.
Для эталонных материалов 17* и 23 делались следующие предположения:
Расчетный ресурс стойкости инструмента = измеренный нормированный ресурс стойкости инструмента
Затем рассчитывали нормированный измеренный ресурс стойкости инструмента для каждого материала 1-23 следующим образом:
Нормированный(x) = Измеренный(x)*[нормированный (эт.)/измеренный(эт.)]
Материалы 1-19 нормировали по отношению к материалу 17*, а материалы 20-22 - по отношению к материалу 23.
Результаты приведены в таблице 5.
|
На фигуре 7 значения измеренного нормированного ресурса стойкости инструмента приведены на графике как функция рассчитанных ресурсов инструмента, которые показаны также сплошной прямой, соответствующей условию "Расчетный ресурс стойкости инструмента = Измеренный ресурс стойкости инструмента". Как можно видеть из графика, разброс измеренных нормированных значений относительно сплошной линии незначителен, что показывает хорошее соответствие между измеренными и рассчитанными ресурсами инструмента даже для серий образцов, обработанных в других условиях.
Приведенное выше подробное описание частных вариантов осуществления изобретения имеет целью проиллюстрировать, но не ограничить изобретение. Очевидно, что описанные варианты осуществления могут комбинироваться, и что в рамках объема защиты приложенной формулы в изобретения могут вноситься различные изменения и модификации.
Моторное транспортное средство с системой пневматической подвески и компьютерная программа для управления системой пневматической подвески
Устройство управления переключением передач транспортного средства
Система управления коробкой передач
Способ и устройство для определения точки контакта сцепления в транспортном средстве
Устройство и способ для нагрева теплоносителя, циркулирующего в системе охлаждения
Способ и устройство, относящиеся к необходимости обслуживания фильтра в устройстве подачи жидкости системы scr
Определение одной или более точек переключения передач
Система контроля для транспортных средств
Устройство и способ для подогрева восстановителя в системе scr для транспортного средства
Охлаждающее устройство для транспортного средства, приводимого в движение двигателем внутреннего сгорания с турбонаддувом
Способ управления коробкой передач
Способ определения точек переключения передач
Моторное транспортное средство с системой пневматической подвески и компьютерная программа для управления системой пневматической подвески
Устройство управления переключением передач транспортного средства
Система управления коробкой передач
Способ и устройство для определения точки контакта сцепления в транспортном средстве
Устройство и способ для нагрева теплоносителя, циркулирующего в системе охлаждения
Способ и устройство, относящиеся к необходимости обслуживания фильтра в устройстве подачи жидкости системы scr
Определение одной или более точек переключения передач
Система контроля для транспортных средств

