Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРА ШЕРОХОВАТОСТИ R НА ФРЕЗЕРНЫХ СТАНКАХ С ЧПУ ПРИ ПОЛУЧИСТОВОЙ И ЧИСТОВОЙ ОБРАБОТКЕ УГЛЕРОДИСТЫХ, КОНСТРУКЦИОННЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ СБОРНЫМ МНОГОЛЕЗВИЙНЫМ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ ПРИ ТОРЦЕВОМ ФРЕЗЕРОВАНИИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов резанием на фрезерных станках с ЧПУ и предназначено для определения параметра шероховатости Ra автоматизированным (программным) путем.
Известен способ определения шероховатости поверхности при обработке деталей на фрезерных станках, описанный в книге «Развитие науки о резании металлов: учебник / Н.Н. Зорев [и др.]. - М.: Машиностроение, 1967. 416 с.». Способ предусматривает расчет параметра шероховатости поверхности Ra при обработке на фрезерном станке с использованием формулы Чебышева:
 ,
,
где ω1 - дуга, измеряющая угловое расстояние между смежными зубьями фрезы, град;
ω - угловая скорость фрезы, град/сек;
S - подача детали, мм/сек;
r - радиус фрезы, мм.
Недостатком известного способа является то, что он не учитывает влияние марки инструментального и обрабатываемого материала, количества режущих кромок z сборного многолезвийного твердосплавного инструмента, скорости резания V, глубины фрезерования t на параметр шероховатости Ra при торцовом фрезеровании.
Наиболее близким способом того же назначения к заявленному является способ определения параметра шероховатости Ra при обработке плоских поверхностей в условиях получистового и чистового торцового фрезерования, описанный в справочнике технолога-машиностроителя «Справочник технолога-машиностроителя. В 2 т. Т.1: справочник / А.М. Дальский [и др.], - M.: Машиностроение, 2003. - 912 с.».
Способ предусматривает определение параметра шероховатости Ra с учетом влияния скорости резания V, подачи S, глубины резания t, переднего угла режущей кромки γ и радиуса скругления режущей кромки r по формуле
 ,
,
где Sz - - подача на зуб сборного многолезвийного твердосплавного инструмента, мм/зуб;
t - глубина фрезерования, мм;
V - скорость резания, м/мин;
r - радиус скругления режущей кромки, мм;
γ - передний угол режущей кромки, град.
Недостатком этого способа является то, что он имеет ограниченное применение по маркам обрабатываемых сталей (ШХ15) и не учитывает влияние марки инструментального материала на параметр шероховатости Ra, а такое влияние имеется (см. «Развитие науки о резании металлов: учебник / Н.Н. Зорев [и др.]. - М: Машиностроение, 1967. - 416 с.», стр.295, рисунок 8.2). При смене марки инструментального материала изменяется его теплопроводность. Влияние теплопроводности контактируемых пар на шероховатость проявляется через передачу количества выделенного при резании тепла в инструмент и стальную заготовку, т.е. через коэффициент теплоусвоения, представляющий собой отношение теплофизических характеристик инструмента и стальной заготовки. Количество тепла, усвоенного объемом срезаемого металла, определяет долю хрупкого и вязкого разрушения в механизме стружкообразования и оказывает влияние на механизм образования микронеровностей и количественное значение параметра шероховатости Ra через температурную прочность металла.
Указанный недостаток приводит к тому, что рассчитанное значение параметра шероховатости Ra на стадии проектирования технологического процесса торцового фрезерования по наиболее близкому к заявленному способу не дает приемлемого совпадения с фактическим и это значение выходит за пределы допуска по показателю шероховатости, что приводит или к браку по качеству обработанной поверхности или к недоиспользованию резерва повышения производительности (увеличения подачи S). При существующем разбросе свойств (как между марочным составом так и внутри его) инструментального материала и обрабатываемых сталей определение параметра шероховатости Ra с ориентацией на среднее (справочное) значение этих свойств приводит к значительным ошибкам.
Задача, на решение которой направлено заявленное изобретение, состоит в повышении точности определения параметра шероховатости Ra при обработке углеродистых, конструкционных и низколегированных сталей на фрезерных станках с ЧПУ.
Техническим результатом, который может быть получен при осуществлении изобретения, является повышение качества обработки деталей за счет оперативного определения параметра шероховатости Ra программным (автоматизированным) путем на фрезерных станках с ЧПУ.
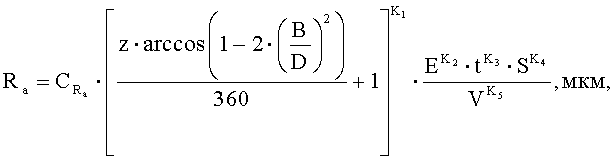
Указанный технический результат достигается тем, что в заявленном способе определения параметра шероховатости Ra на фрезерных станках с ЧПУ при получистовой и чистовой обработке углеродистых, конструкционных и низколегированных сталей сборным твердосплавным многолезвийным инструментом при торцовом фрезеровании, включающий использование рабочих параметров процесса резания и геометрических параметров инструмента, предварительно осуществляют пробный проход сборным многолезвийным твердосплавным инструментом по детали, измеряют термоЭДС каждой режущей кромки, вычисляют среднеарифметическое значение термоЭДС сборного многолезвийного твердосплавного инструмента, а параметр шероховатости Ra определяют с использованием вычисленного среднеарифметического значения термоЭДС, рабочих параметров процесса резания (V, S, t) и геометрических параметров сборного многолезвийного твердосплавного инструмента и обрабатываемой детали (z, В, D) по формуле:

где  - коэффициент, учитывающий вид обработки (при получистовой обработке:
- коэффициент, учитывающий вид обработки (при получистовой обработке:  , при чистовой обработке:
, при чистовой обработке:  );
);
E - среднеарифметическое значение термоЭДС, мВ;
V - скорость резания, м/мин;
S - подача на зуб сборного многолезвийного твердосплавного инструмента, мм/зуб;
t- глубина резания, мм;
z - количество режущих кромок сборного многолезвийного твердосплавного инструмента;
B - ширина фрезерования, мм;
D - диаметр сборного многолезвийного твердосплавного инструмента, мм.
K1 - коэффициент, определяющий степень влияния количества режущих кромок z сборного многолезвийного твердосплавного инструмента, приходящихся на ширину фрезерования В при заданном диаметре фрезы D, на параметр шероховатости Ra (при получистовой обработке: K1=1, при чистовой обработке: K1=0,833);
K2 - коэффициент, определяющий степень влияния среднеарифметического значения термоЭДС Е на параметр шероховатости Ra (при получистовой обработке: K2=0,732, при чистовой обработке: K2=0,727);
K3 - коэффициент, определяющий степень влияния глубины резания t на параметр шероховатости Ra (при получистовой обработке: K3=0,51, при чистовой обработке: K3=0,264);
K4 - коэффициент, определяющий степень влияния подачи на зуб сборного многолезвийного твердосплавного инструмента S на параметр шероховатости Ra (при получистовой обработке K4=0,5, при чистовой обработке: K4=0,313);
K5 - коэффициент, определяющий степень влияния скорости резания V на параметр шероховатости Ra (при получистовой обработке: K5=0,284, при чистовой обработке: K5=0,997).
Впервые предложено для определения параметра шероховатости Ra при фрезерной обработке использовать оперативный сигнал термоЭДС Е, учитывающий физико-механические свойства контактируемых пар «инструмент-деталь», полученный в одинаковых условиях кратковременного пробного прохода по всем сочетаниям контактных пар, среди группы углеродистых, конструкционных и низколегированных сталей при обработке их твердосплавным инструментом. Также впервые предложено для определения параметра шероховатости Ra при фрезерной обработке использовать не справочные, а экспериментально полученные значения степенных показателей для возможности использования предлагаемого способа при получистовой и чистовой обработке групп углеродистых, конструкционных и низколегированных сталей твердосплавным инструментом на фрезерных станках с ЧПУ.
Введен новый параметр коэффициент, учитывающий вид обработки  (при чистовой обработке:
(при чистовой обработке:  , при получистовой обработке:
, при получистовой обработке:  ).
).
Использование в заявленном способе определения параметра шероховатости Ra среднеарифметического значения термоЭДС пробного прохода контактной пары E повышает точность его определения, т.к. удельная составляющая термоЭДС, входящая в общую формулу полного значения ЭДС пары, зависит от физико-механических, химических и теплофизических свойств конкретной контактной пары (см. «Епифанов Г.П. Физика твердого тела: учебник / Г.П. Епифанов. - М.: Высшая школа, 1977. 300 с.», стр.262-264).
Наличие указанных отличительных признаков обеспечивает повышение точности определения параметра Ra при работе фрезерных станков с ЧПУ и создает возможность производить это определение автоматизированным (программным) путем.
Способ осуществляется следующим образом. Перед началом обработки детали по разработанному технологическому процессу осуществляют кратковременный (4-5 сек) пробный проход сборным многолезвийным твердосплавным инструментом по детали на строго одинаковых режимах резания V=100 м/мин, S=0,1 мм/зуб, t=1 мм (см. патент RU №2117557 C1, МПК B23B 25/06, опубл. 20.08.1998), измеряют и фиксируют значение термоЭДС каждой режущей кромки (см. патент RU №2203778 C2, МПК B23B 25/06, опубл. 10.05.2003), вычисляют среднеарифметическое значение термоЭДС сборного многолезвийного твердосплавного инструмента E, после чего устанавливают необходимые технологические параметры обработки: скорость резания V, подачу на зуб сборного многолезвийного твердосплавного инструмента S, глубину фрезерования t, производят расчет параметра шероховатости Ra по формуле 1 с учетом рабочих параметров процесса резания (V, S, t) и геометрических параметров сборного многолезвийного твердосплавного инструмента и обрабатываемой детали: количества режущих кромок z, ширины фрезерования B, диаметра фрезы D и в случае если полученное значение параметра шероховатости удовлетворяет требованиям технологического процесса этим же инструментом производят обработку сталей на выбранных технологических режимах (V, S, t).
Экспериментальная проверка предлагаемого способа проводилась при обработке конструкционной углеродистой и низколегированной сталей: сталь 45 по ГОСТ 1050-88 и ШХ15 по ГОСТ 801-78 тремя наборами сборного многолезвийного твердосплавного инструмента (торцовой фрезой) диаметром Dф=100 мм, с количеством режущих кромок z1=2, z2=4, z3=8, соответственно. В качестве инструментального материала применялись твердосплавные сменные неперетачиваемые пятигранные пластины по ГОСТ 19065-80 марок Т15К6, Т5К10 и ТТ7К12.
В таблице 1 приведены результаты экспериментальной проверки расчета параметра шероховатости Ra по прототипу и предлагаемому способу сборным многолезвийным твердосплавным инструментом со сменными пластинами марки Т15К6 и ТТ7К12 при обработке стали ШХ15, заявленной в прототипе как основной и единственный обрабатываемый материал, для которого применяется расчетная формула. При исследовании параметры процесса резания задавались в соответствии с технологическими параметрами, указанными в прототипе: диапазон изменения подачи на зуб сборного многолезвийного твердосплавного инструмента S=0,08-0,5 мм/зуб, диапазон изменения глубины резания t=0,08-0,5 мм, диапазон изменения скорости резания V=18-44 м/мин, диапазон изменения радиуса скругления r=0,5-2,0 мм, диапазон изменения переднего угла γ=5-20°. В соответствии с ГОСТ 19065-80 расчет параметра шероховатости Ra по прототипу производился с учетом геометрических параметров сменных пластин при значениях радиуса скругления r=1 мм и переднего угла γ=5°.
Из таблицы 1 видно, что максимальная относительная погрешность определения параметра Ra по прототипу достигает 95,78%, а по предлагаемому способу достигает 37,10%, при этом обработка производилась строго в соответствии с технологическими параметрами обработки, указанными в прототипе. Средняя относительная погрешность определения параметра Ra но прототипу достигает 84,83%, а по предлагаемому способу достигает 20,41%.
В условиях современного автоматизированного станочного производства все больше преобладает высокоскоростная обработка на получистовых и чистовых операциях. При этом современная справочно-нормативная литература регламентирует диапазоны технологических параметров обработки, относящихся к получистовой и чистовой фрезерной обработке сборным многолезвийным твердосплавным инструментом, обеспечивающих заданный параметр шероховатости поверхности детали, являющийся показателем технологической пригодности обработанной детали.


Способ определения параметра шероховатости Ra на фрезерных станках с ЧПУ при получистовой и чистовой обработке углеродистых, конструкционных и низколегированных сталей сборным твердосплавным многолезвийным инструментом при торцовом фрезеровании, включающий использование рабочих параметров процесса резания и геометрических параметров инструмента, регламентирует рекомендуемые авторами технологические параметры торцового фрезерования, при которых средняя относительная ошибка определения параметра шероховатости Ra по предлагаемому способу лежит в пределах 11-14%, а максимальная относительная погрешность при этом не превышает 40%.
Технологические параметры получистового торцового фрезерования: диапазон среднеарифметического значения термоЭДС контактной пары Е=9,3-17,3 мВ, диапазон скоростей резания V=159-306 м/мин, диапазон подачи на зуб сборного многолезвийного твердосплавного инструмента S=0,02-0,08 мм/зуб, диапазон глубины резания t=0,5-1,5 мм, диапазон количества режущих кромок сборного многолезвийного твердосплавного инструмента z=2-8 шт.
Технологические параметры чистового торцового фрезерования: диапазон среднеарифметического значения термоЭДС контактной пары Е=9,3-17,3 мВ, диапазон скоростей резания V=97-159 м/мин, диапазон подачи на зуб сборного многолезвийного твердосплавного инструмента S=0,08-0,16 мм/зуб, диапазон глубины резания f=1,5-2,5 мм, диапазон количества режущих кромок сборного многолезвийного твердосплавного инструмента z=2-8 шт.
Указанный диапазон технологических параметров торцового фрезерования соответствует современным справочно-нормативным данным, а расчет параметра шероховатости Ra по предлагаемому способу в диапазоне указанных технологических параметров обеспечивает заданный показатель шероховатости, при обработке конструкционных, углеродистых и низколегированных сталей.
В таблице 2-7 приведены результаты экспериментальной проверки расчета параметра шероховатости Ra по прототипу и предлагаемому способу сборным многолезвийным твердосплавным инструментом со сменными пластинами марки ТТ7К12, Т15К6 и Т5К10 при обработке стали 45 и ШХ15 на технологических режимах торцевого фрезерования, рекомендуемых предлагаемым способом, описанных выше. Эксперименты проводились с целью расширения диапазона применяемости предлагаемого способа по классу обрабатываемых сталей и учета влияния теплофизических свойств твердосплавного инструмента.
Результаты экспериментов показали, что предлагаемый способ определения параметра шероховатости Ra учитывает изменения физико-механических свойств контактной пары при смене марки твердосплавного инструмента или марки обрабатываемой стали или при одновременной смене того и другого одновременно. Средняя относительная погрешность между расчетным значением Ra по предлагаемому способу и измеренным при обработке углеродистых, конструкционных и низколегированных сталей в диапазоне рекомендуемых технологических параметров обработки составляет 11,27% при получистовом торцевом фрезеровании и 13,85% при чистовом торцевом фрезеровании. Максимальная относительная погрешность между расчетным значением Ra по предлагаемому способу и измеренным при обработке углеродистых, конструкционных и низколегированных сталей в диапазоне рекомендуемых технологических параметров обработки составляет 32,27% при получистовом торцевом фрезеровании и 39,16% при чистовом торцевом фрезеровании.
Таким образом, применение предлагаемого способа позволяет повысить точность определения параметра шероховатости Ra при получистовой и чистовой обработке металла сборным многолезвийным твердосплавным инструментом при торцовом фрезеровании и расширяет диапазон его использования по классу обрабатываемых сталей.



|
|
|
Данный способ не регламентирует номенклатуры марок применяемого твердосплавного инструмента и создает возможность определения на фрезерных станках с ЧПУ параметра шероховатости Ra автоматизированным (программным) путем, используя формулу (1) как основу для построения алгоритма автоматизированного определения.
Способ определения параметра шероховатости R на фрезерных станках с ЧПУ при получистовой и чистовой обработке углеродистых, конструкционных и низколегированных сталей сборным многолезвийным твердосплавным инструментом при торцевом фрезеровании с учетом геометрических параметров инструмента, отличающийся тем, что предварительно осуществляют пробный проход сборным многолезвийным твердосплавным инструментом по детали на одинаковых с рабочими параметрами режима резания (V, S, t), измеряют термоЭДС каждой режущей кромки, устанавливают среднеарифметическое значение термоЭДС сборного многолезвийного твердосплавного инструмента, а параметр шероховатости R определяют с использованием среднеарифметического значения термоЭДС, геометрических параметров сборного многолезвийного твердосплавного инструмента и обрабатываемой детали (z, В, D) по формуле: где - коэффициент, учитывающий вид обработки, причем для получистовой обработки а для чистовой обработки: Е - среднеарифметическое значение термоЭДС, мВ;V - скорость резания, м/мин;S - подача на зуб сборного многолезвийного твердосплавного инструмента, мм/зуб;t - глубина резания, мм;z - количество режущих кромок сборного многолезвийного твердосплавного инструмента;B - ширина фрезерования, мм;D - диаметр сборного многолезвийного твердосплавного инструмента, мм;K - коэффициент, определяющий степень влияния количества режущих кромок z сборного многолезвийного твердосплавного инструмента, приходящихся на ширину фрезерования В при заданном диаметре фрезы D на параметр шероховатости R, причем для получистовой обработкиK=1, а для чистовой обработки: K=0,833;K - коэффициент, определяющий степень влияния среднеарифметического значение термоЭДС Е на параметр шероховатости R, причем для получистовой обработки K=0,732, а для чистовой обработки K=0,727;K - коэффициент, определяющий степень влияния глубины резания t на параметр шероховатости R, причем для получистовой обработкиK=0,51, а для чистовой обработки: K=0,264;K - коэффициент, определяющий степень влияния подачи на зуб сборного многолезвийного твердосплавного инструмента S на параметр шероховатости R, причем для получистовой обработки K=0,5, а для чистовой обработки: K=0,313;K - коэффициент, определяющий степень влияния скорости резания V на параметр шероховатости R, причем для получистовой обработки K=0,284, а для чистовой обработки K=0,997.
Способ определения параметра шероховатости на токарных станках с чпу при получистовой и чистовой обработке металла твердосплавным инструментом
Способ контроля состояния режущих кромок сборных многолезвийных инструментов
Способ получения 1-адамантилгидропероксида
Способ получения окисленного изотактического полипропилена
3-феноксифенилсодержащие 1,3-дикетоны в качестве исходных соединений для получения их хелатных комплексов с ионами меди (ii) и способ получения 3-феноксифенилсодержащих 1,3-дикетонов
Способ получения мягкого сыра
Аварийно-спасательная машина
Способ крепления резин друг к другу
Порошковая проволока для наплавки
Способ получения твердого хлоралюминийсодержащего коагулянта
Способ получения 1-(2-метил-4-феноксифенил)-бутан-1,3-диона
Способ крепления резин друг к другу

