Результат интеллектуальной деятельности: ПАТРОН С РАДИАЛЬНЫМ ПЕРЕМЕЩЕНИЕМ РЕЗЦА
Вид РИД
Изобретение
Изобретение относится к металлообрабатывающей промышленности и может найти применение при механической обработке широкой номенклатуры деталей для нарезания канавок на внутренних цилиндрических поверхностях отверстий с радиальной подачей резца в полости отверстия.
Из уровня техники известен патрон для прорезания канавки и отрезки внутри отверстия стержня после кольцевого сверления, содержащий дугообразный резец и реечную передачу (Троицкий Н.Д., «Глубокое сверление», Л., «Машиностроение», 1971, с.160-161).
Недостатком известного устройства является сложность конструкции и недостаточная надежность его работы.
Из уровня техники известно также устройство для расточки цилиндрических каналов, в котором радиальную подачу резца осуществляют поворотом винта вручную (Авторское свидетельство СССР №217877, B23B 29/02, 1968 г.).
Недостатком известного устройства является невозможность прорезки канавок на внутренней поверхности отверстия на технологически регламентированной глубине.
Известно также устройство для растачивания отверстий, включающее борштангу с червяной передачей для подачи резцов (Патент на изобретение РФ №2078649 B23B 35/00, B23B 29/02, 1997 г.).
Недостатком известного устройства является сложность конструкции и возможность растачивания только достаточно больших по диаметру и длине отверстий, что накладывает серьезные ограничения на номенклатуру обрабатываемых деталей.
Из уровня техники известно также устройство для крепления режущего инструмента в станках для обработки трубчатых изделий, включающее борштангу и несколько резцовых вставок, работающих с осевой подачей, для растачивания отверстий, проточек канавок и подрезки торцов (Патент на изобретение РФ №2428281, B23B 29/02, 2011 г.).
Недостатком известного устройства является невозможность обработки внутренней полости отверстия малого диаметра, порядка 10-15 мм.
Наиболее близким решением по технической сути и достигаемому результату является патрон с радиальным перемещением резца для нарезки канавок в отверстиях, содержащий цилиндрический корпус, внутри которого размещено средство крепления державки в форме цилиндра с винтовым пазом, в который входит штифт, закрепленный в корпусе. В торце цилиндра эксцентрично относительно оси патрона установлен штырь, который входит в ползушку с закрепленной на ней державкой с двумя резцами с возможностью их радиального перемещения в полости растачиваемого отверстия. Позиционирование патрона относительно обрабатываемой заготовки обеспечивает упор, соединенный с корпусом с помощью гайки и подшипника. При соприкосновении упора со стенкой заготовки эксцентрик-штырь получает дополнительное вращение от цилиндра с винтовым пазом и перемещает в радиальном направлении ползушку и державку с резцами (Маслов А.Р., «Приспособления для металлорежущего инструмента. Справочник», М., «Машиностроение», 1996 г., с.205-206).
Недостатками известного устройства являются конструктивная сложность, недостаточная точность и надежность технологической обработки отверстий из-за низкой жесткости консольной державки с резцами, а также из-за возникающих при технологической обработке свободных колебаний конца державки с резцами, не имеющей опоры на поверхность отверстия, что особенно усугубляется при обработке труднообрабатываемых сплавов и длинных отверстий, в том числе, в корпусных деталях; при этом возникают большие упругие деформации изгиба державки с резцами, что резко снижает точность и надежность обработки отверстий при нарезке канавок, и повышает вероятность технологического брака при использовании патрона, в том числе, дорогостоящих корпусных деталей.
Технический результат заявленного изобретения заключается в повышении точности и надежности обработки отверстий при нарезке канавок на технологически регламентированной глубине отверстия благодаря обеспечению державке с резцами дополнительной виброустойчивости и жесткости, за счет того, что державка по всей длине снабжена надежной опорной поверхностью вплоть до зоны крепления резцов, а также в упрощении конструкции патрона за счет использования в конструкции патрона простых и надежных деталей и узлов в малом количестве, что в совокупности приводит к снижению технологического брака.
Технической задачей, на решение которой направлено заявленное устройство, является создание конструкции взаимосвязанных между собой и установленных в полости патрона державки с резцами, средства крепления державки и вала, которые обеспечивают надежную радиальную подачу резцов в зону обработки, а также осуществляют виброустойчивую каналов в полости отверстий на технологически регламентированной глубине, что приводит к достижению заявленного технического результата.
Поставленная техническая задача решается, а технический результат достигается посредством того, что в патроне с радиальным перемещением резца, содержащем цилиндрический корпус, с установленными внутри него державкой и средством крепления державки, при этом державка установлена с возможностью ее радиального перемещения относительно продольной оси корпуса, а также упор, обеспечивающий позиционирование патрона относительно обрабатываемой заготовки, согласно изобретению средство крепления державки выполнено в виде соосно установленных внутри корпуса вала и цилиндрической втулки, зафиксированной внутри корпуса в зоне расположения упора, кроме того, вал выполнен с наклонным пазом вдоль его продольной оси, державка выполнена в виде Г-образной клинового элемента, установленного с возможностью перемещения в указанном пазу вала и зафиксированного своим хвостовиком в центральной зоне цилиндрической втулки, при этом цилиндрическая втулка, вал и державка установлены во взаимосвязи друг с другом таким образом, что при продольном перемещении вала в сторону упора осуществляется радиальное перемещение державки, а при перемещении в обратную сторону - фиксация державки посредством клинового натяга.
Заявленное техническое решение поясняется графическими материалами, где:
- на фиг.1 схематично изображена конструкция патрона;
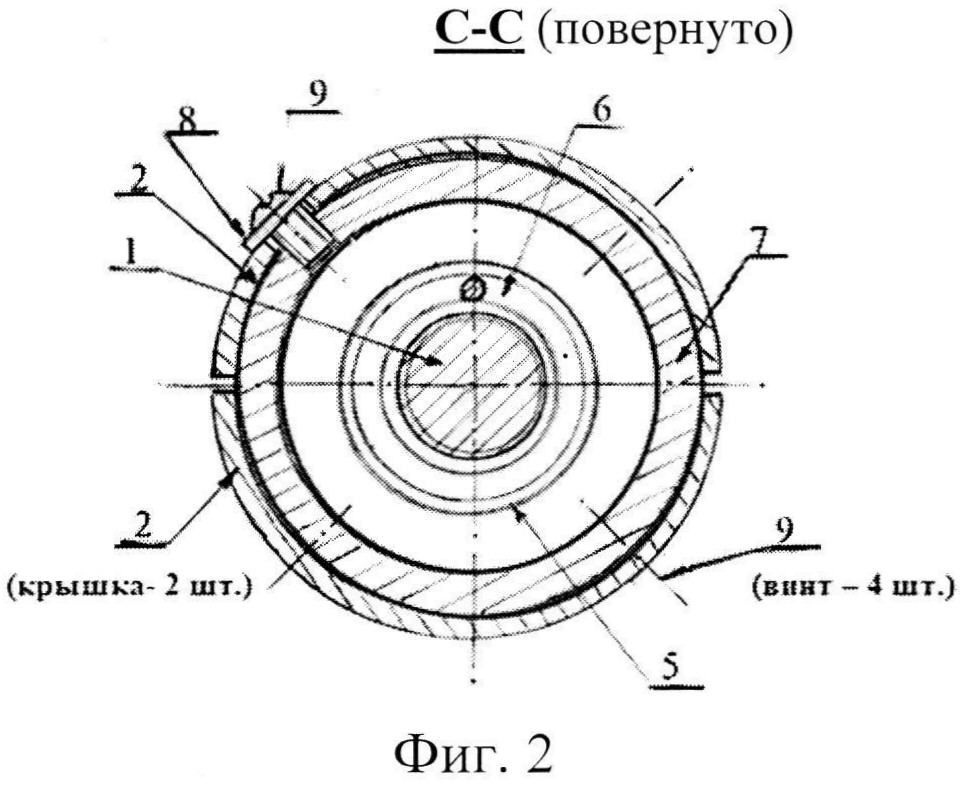
- на фиг.2 - сечение C-C патрона;
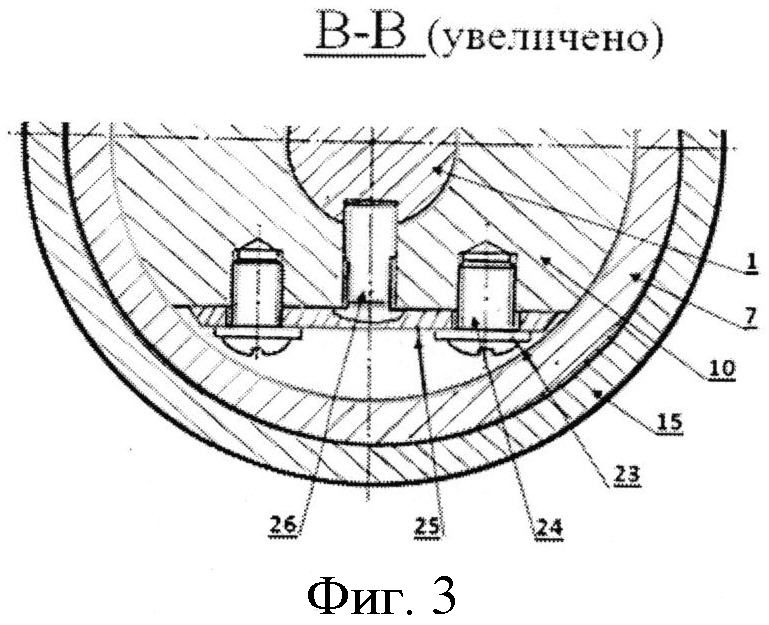
- на фиг.3 - сечение B-B патрона;
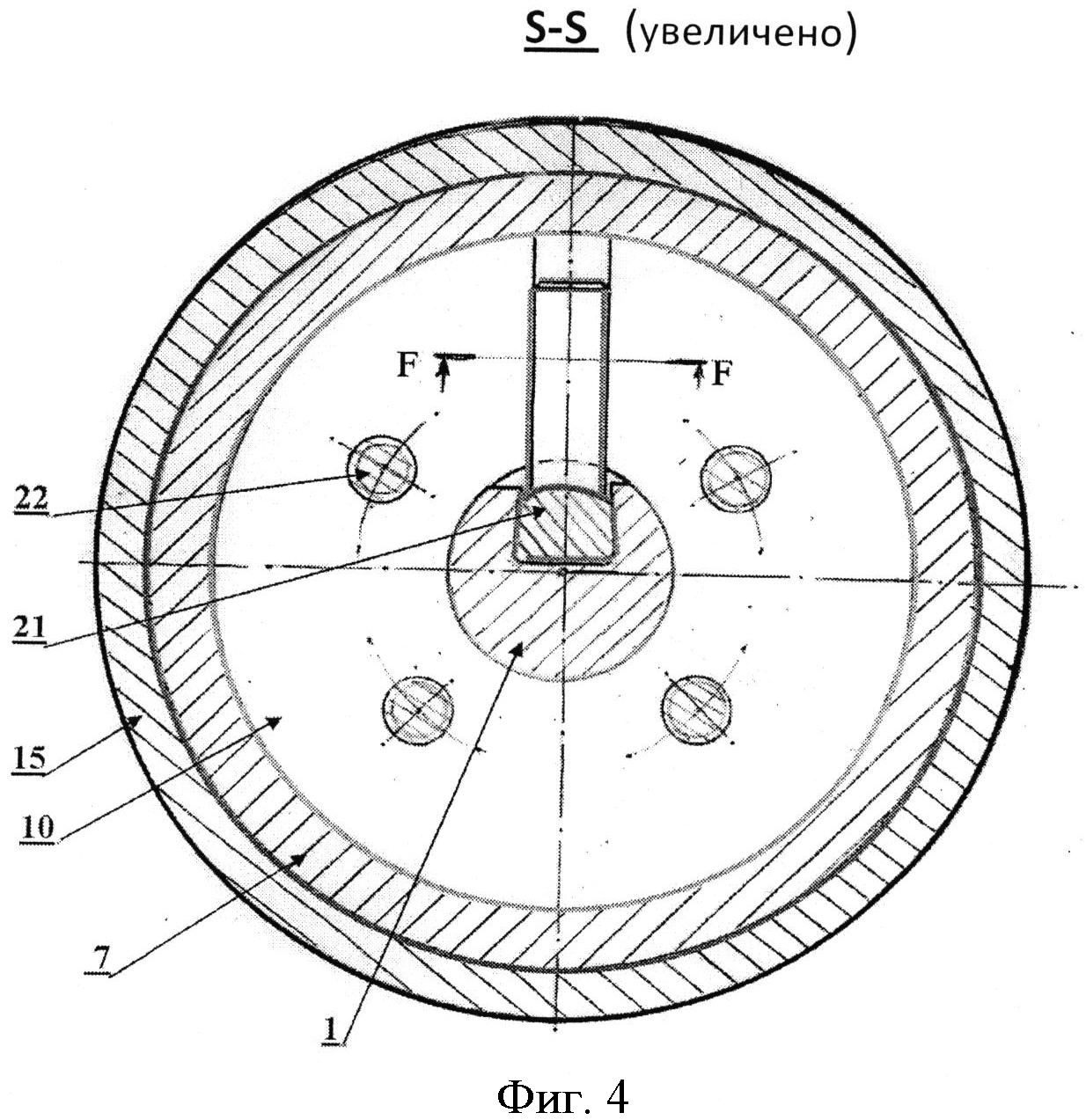
- на фиг.4 -сечение S-S патрона;
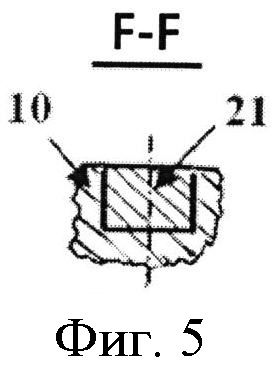
- на фиг.5 - сечение F-F патрона;
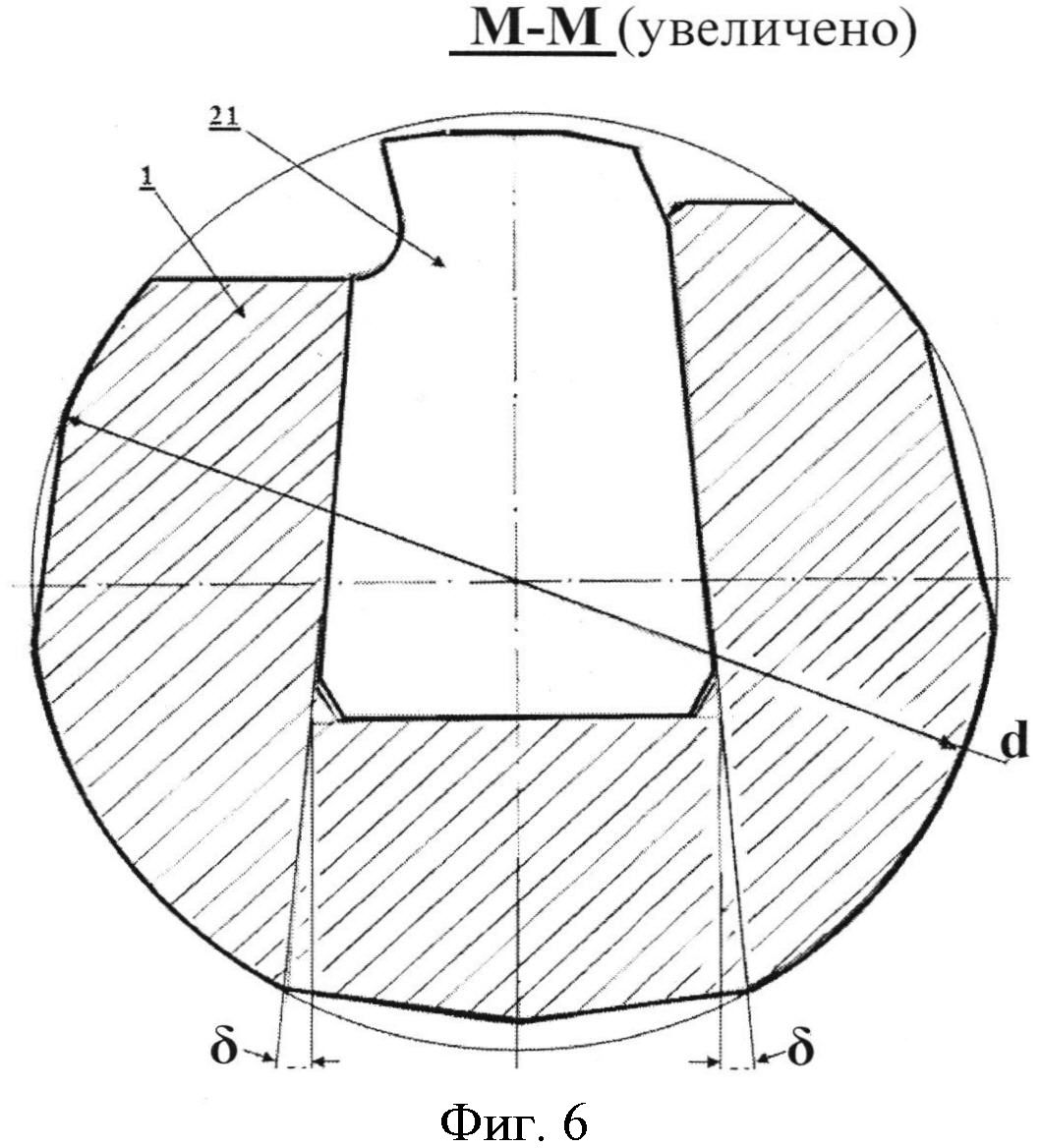
- на фиг.6 - сечение M-M патрона;
Патрон с радиальным перемещением резца (фиг.1, фиг.2, фиг.3, фиг.4, фиг.5, фиг.6) состоит из вала 1, крышки 2 в форме полуцилиндров, гаек 3, 4, шайбы 5, пружины 6, цилиндрического корпуса 7, шайбы 8, винта 9, цилиндрической втулки 10, шайб 11 и 13, винтов 12 и 14, крышки 15, диска 16, подшипника 17, упора 18, прокладки 19, резцов 20, закрепленных на державке 21, которая выполнена в форме Г-образного клинового элемента и установлена в наклонном пазу вала 1, винтов 22 и 24, шайбы 23, планки 25, шпонки 26, крепежной части 27 вала 1.
Заявленный патрон с радиальным перемещением резца работает следующим образом.
Патрон (фиг.1) устанавливается валом 1 в шпинделе станка, при заданном предварительном натяге пружины 6 и фиксированном вылете h державки 21 вместе с резцами 20, которая подается в осевом направлении DB в отверстие заготовки диаметром d, - до соприкосновения упора 18 через прокладку 19 с торцом заготовки. Вылет h резцов 20 из патрона соответствует расположению нарезаемых канавок на детали и конструктивно определяется длиной державки 21, шириной диска 16 и упора 18, а также корректируется толщиной прокладки 19, которая крепится к упору 18. (фиг.1). На валу 1 вдоль его оси выполнен наклонный паз, расположенный под углом β (2-7°) к оси вала 1 (фиг.1). Боковые стороны наклонного паза вала 1 и державки 21 имеют клиновую форму с углом наклона боковых поверхностей δ=5-10°, (фиг.4, фиг.6). При смене направления осевого перемещения вала 1 такая форма державки 21 и паза обеспечивает клиновой натяг и фиксацию державки 21 в радиальном направлении в заданном положении. После ввода вала 1 с державкой 21 в отверстие заготовки на глубину H, валу 1 с державкой 21 сообщается вращение ω от шпинделя станка. Вращение ω посредством шпонки 26 передается также на втулку 10 и цилиндрический корпус 7. После упора патрона в торец заготовки упором 18 движение вала 1 в направлении DB продолжается, но с другой, уже рабочей скоростью, SB. За счет угла β наклона паза на валу 1, державка 21 с резцами 20 получает радиальное движение DP подачи. Кромки резца 20 врезаются в цилиндрическую поверхность внутренней полости отверстия заготовки и прорезают канавки. Средствами крепления державки 21 являются вал 1 с выполненным наклонным пазом для размещения тела державки 21 и цилиндрической втулки 10 с выполненным пазом для фиксации в нем в осевом направлении хвостовика державки 21 (фиг.1, фиг.4 и фиг.5). При движении резцов 20 в радиальном направлении DP хвостовик державки 21 перемещается в пазу втулки 10 без выхода с ним из зацепления (фиг.1 и фиг.4). Вылет H вала 1, - от начала прорезания канавки до врезания резцов 20 на заданную глубину t канавки, - возрастает на величину ΔH=t/tgβ. Таким образом, хвостовик державки 21, входящий в паз втулки 10, фиксирует постоянное положение державки 21 в осевом направлении, то есть, вылет резца h. Он остается неизменным также и при продолжающемся движении DB вала 1 после упора патрона в торцевую стенку заготовки упором 18. После нарезания канавок заданной глубины t валу 1 сообщают движение Db в обратном направлении. Сжатая пружина 6 удерживает патрон в положении, прижатом к торцевой стенке заготовки. Державка 21 получает обратное движение DP и резцы 20 выводятся из нарезанных канавок. После этого вращение со прекращается, и вал 1 с резцами 20 выводится из отверстия. Число одновременно нарезаемых канавок и резцов 20 может быть различным, от 1 до трех-пяти и более (фиг.1). В зону обработки подается СОЖ. Резцы 20 выполнены из быстрорежущей стали или твердого сплава; державка 21 - из конструкционной стали, например, 40Х.
При радиальной подаче резцов 20 в движении DP, от начала до окончания нарезания канавок, частота n вращения вала 1 зависит от выбранной скорости резания: n=1000v/πD (об/мин), где v - скорость резания (м/мин); D=d+2t, t - глубина канавки (0,1-5 мм). За этот же период скорость SB осевого движения DB вала 1 (м/мин) составляет: SB=SPn/(1000 tgβ) где SP - принятая величина рабочей радиальной подачи в движении DP и составляет 0,03-0,3 мм/об. Большая величина SP принимается при большем диаметре d отверстия (в диапазоне d 10-100 мм), при менее прочных материалах заготовки и при меньшей суммарной ширине прорезаемых канавок.
Пример расчета исходных параметров при настройке патрона.
Диаметр отверстия заготовки d=16 мм (фиг.1); глубина канавки в радиальном направлении t=0,5 мм; ширина канавки - 3 мм; число канавок - 2; расстояние второй нарезаемой канавки от торца детали - 20 мм. Материал заготовки - сталь 12Х18Н10Т. Конструктивные элементы патрона: угол наклона паза вала 1 составляет β=4° вылет резцов 20 составляет h=23 мм; вылет вала 1 составляет Н=25 мм. Пружина 6, №401, выполнена по ГОСТ 13767-86: наружный диаметр 30 мм; жесткость 4,2 Н/мм; сила предварительного натяга ≈100 H. Материал режущей части резцов 20 - порошковая быстрорежущая сталь Р6М5 МП.
Принимаем: скорость резания v=30 м/мин; радиальная подача Sp=0,05 мм/об. Диаметр канавок D=16+2·0,5=17 мм. Частота вращения вала 1 n=1000·30/(π·17)=561,7 об/мин. Принимаем n=561 об/мин. Скорость осевого движения вала 1 при нарезании канавок составляет: SB=0,05·561/(1000·tg4°)=0,401 м/мин. Величина ΔH изменения вылета вала 1 (то есть, длина осевого перемещения вала в движении Db после упора патрона в стенку заготовки) составляет: ΔH=0,5/tg4°=7,15 мм. Сила натяга пружины 6 в конце рабочего хода (в момент окончания нарезания канавок): 100+4,2·7,15≈130 H.
Заявленный патрон позволяет прорезать канавки в отверстиях на различных станках, в том числе, на двухкоординатных сверлильных, расточных или токарных станках с ЧПУ, не имеющих программируемого движения радиальной подачи. То есть патрон дает возможность использования двухкоординатных станков при отсутствии или взамен более дорогих, трехкоординатных станоков.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет достигнуть заявленный технический результат. При этом жесткость и надежность конструкции обеспечивается малым количеством деталей патрона, достаточно длинной опорной поверхностью державки 21, входящей в наклонный паз вала 1, а также опорой вала 1 на цилиндрическую поверхность отверстия (диаметром d) заготовки (отсутствием консоли), что устраняет возникновение свободных колебаний конца державки 21 с резцами 20. Точность и надежность обработки отверстий при этом возрастает. Кроме этого, уменьшение вибраций державки 21, а также клиновая форма сечения наклонного паза вала 1 и державки 21 гарантирует вывод резцов 20 из прорезанных канавок при обратном ходе вала 1 точно по рабочей траектории движения резцов 20 при нарезке канавок, что исключает повреждение боковых стенок канавок и отверстия и устраняет брак дорогостоящих заготовок.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для обработки отверстий с радиальной подачей резцов и может быть использован для прорезки канавок в коротких и длинных отверстиях, в том числе, в корпусных деталях, в том числе на двухкоординатных станках с ЧПУ, не имеющих программируемого движения радиальной подачи;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Патрон с радиальным перемещением резца, содержащий цилиндрический корпус с установленными внутри него державкой и средством крепления державки, при этом державка установлена с возможностью радиального перемещения относительно продольной оси корпуса, а также упор, обеспечивающий позиционирование патрона относительно обрабатываемой заготовки, отличающийся тем, что средство крепления державки выполнено в виде вала и цилиндрической втулки, соосно установленных внутри корпуса, при этом втулка зафиксирована внутри корпуса в зоне расположения упора, а вал выполнен с наклонным пазом вдоль его продольной оси, при этом державка выполнена в виде Г-образного клинового элемента, установленного с возможностью перемещения в указанном наклонном пазу вала и зафиксированного своим хвостовиком в центральной зоне цилиндрической втулки, причем цилиндрическая втулка, вал и державка установлены во взаимосвязи друг с другом таким образом, что при продольном перемещении вала в сторону упора державка имеет возможность радиального перемещения, а при перемещении в обратную сторону державка фиксируется посредством клинового натяга.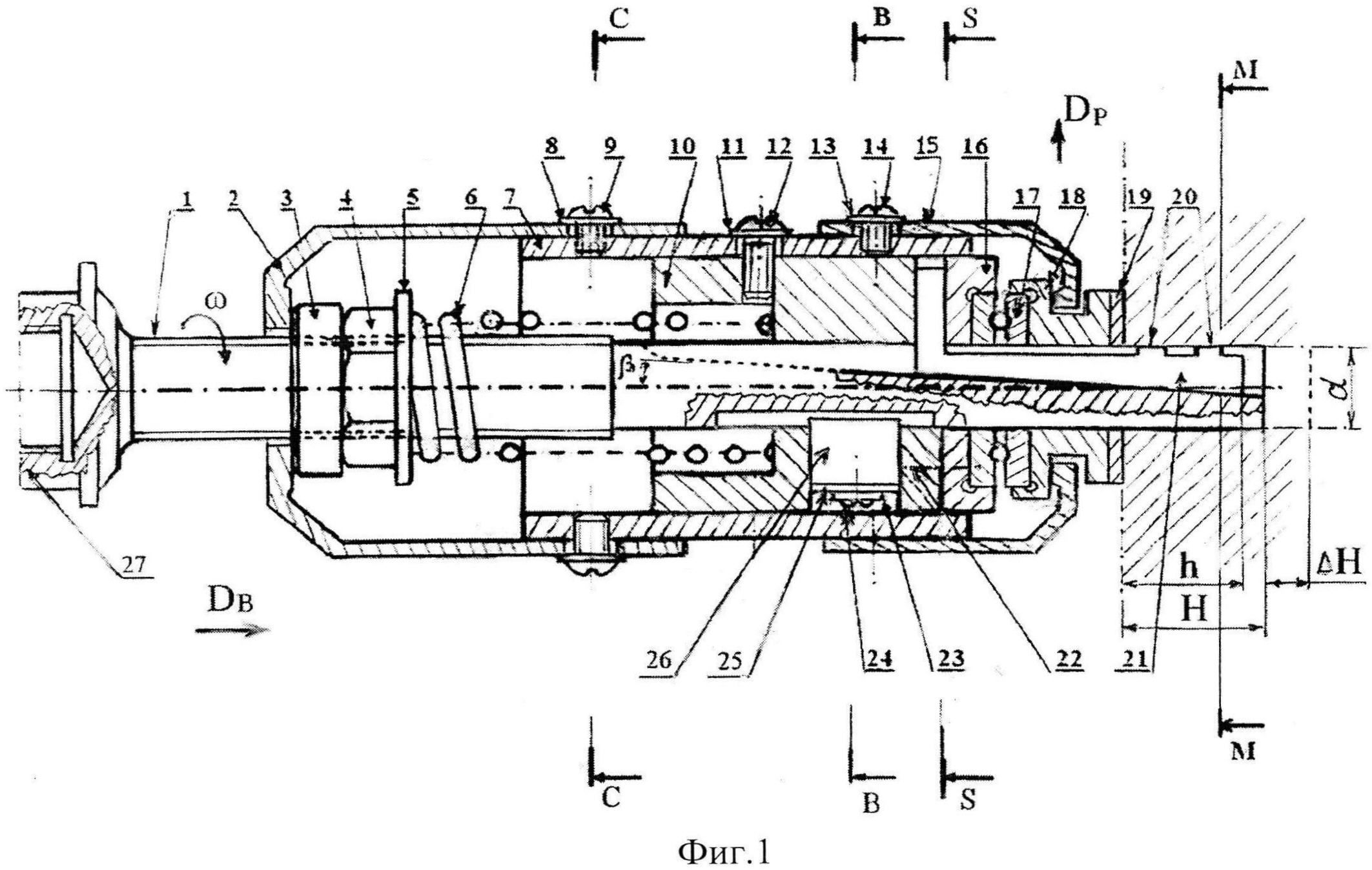
Способ изготовления медно-титанового токопроводящего элемента
Способ спекания изделий из порошков твердых сплавов группы wc-co
Устройство для синтеза наноструктурных покрытий
Состав абразивной массы для изготовления высокопористого инструмента
Коленно-рычажный привод механического пресса с двойным проходом крайнего рабочего положения ползуна
Устройство для управления исполнительным органом станка, имеющим не менее трех степеней свободы
Способ определения радиального и осевого износа зубьев фрез на станках с чпу
Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой чпу
Способ детектирования электромагнитных волн в терагерцовом диапазоне
Способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания
Устройство для синтеза наноструктурных покрытий
Состав абразивной массы для изготовления высокопористого инструмента
Коленно-рычажный привод механического пресса с двойным проходом крайнего рабочего положения ползуна
Устройство для управления исполнительным органом станка, имеющим не менее трех степеней свободы
Способ определения радиального и осевого износа зубьев фрез на станках с чпу
Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой чпу
Способ детектирования электромагнитных волн в терагерцовом диапазоне
Способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания
Способ фрезерования поверхностей сложного контура
Способ формообразования фасонных винтовых поверхностей

