Результат интеллектуальной деятельности: ОТРЕЗНОЙ МЕТАЛЛОРЕЖУЩИЙ РЕЗЕЦ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов резанием, а именно к формообразованию на обрабатываемых деталях канавок и отрезке на станках с ЧПУ.
Из уровня техники известен режущий инструмент, содержащий фиксирующее устройство, в полости которого между верхней и нижней зажимными губками закрепляется режущая пластина. Режущая пластина имеет ближнюю и дальнюю нижние поверхности для взаимодействия с соответствующими поверхностями кармана. Длина дальней нижней поверхности режущей пластины составляет 50-100% длины ее ближней нижней поверхности (RU 2135329 C1 27.08.1999, B23B 27/04).
Недостатком данного режущего инструмента является небольшой ресурс работы резца.
Наиболее близким техническим решением к предлагаемому изобретению является устройство, в котором содержатся прижимные консольные части (основная губка и зажимная губка), составляющие единое целое с корпусной частью, предназначенной для фиксации режущей пластины с помощью пружинного зажима, при этом щель между зажимной губкой и губкой основания имеет ведущую и хвостовую части, смежные с ведущей и хвостовой частями зажимной губки, при этом последняя имеет возможность упругого смещения вокруг оси своей хвостовой части, держатель имеет также опорную поверхность и поверхность смещения, расположенную на расстоянии от опорной поверхности, поверхность смещения расположена на ведущей части зажимной губки на расстоянии от упомянутой щели, при этом поверхность смещения и опорная поверхность предназначены для взаимодействия с ключом, устроенным так, что сила смещения, прилагаемая между указанными поверхностями для перемещения их относительно друг друга, приводит к направленному вовне упругому осевому смещению зажимной губки по отношению к основной губке для вставки в указанную щель и извлечения из нее режущей пластины (RU 2128562 С1 10.04.1999, B23B 27/04).
Недостатком данного режущего инструмента является невозможность смены пластин в процессе обработки.
Техническим результатом, достигаемым при реализации заявленного изобретения, является обеспечение возможности упрощения процесса смены режущей пластины в процессе обработки, а также обеспечивает повышение ресурса работы резца.
Указанный технический результат достигается посредством того, что в отрезном металлорежущем резце, содержащем средство резания и державку со средствами позиционирования и фиксации средства резания, согласно изобретению в державке выполнены два продольных сквозных расположенных друг над другом паза, при этом верхний паз выполнен профилированным с Т-образным профилем в верхней части, средство резания выполнено в виде комплекта конструктивно идентичных режущих пластин, установленных в верхнем пазу с возможностью перемещения посредством толкателя в сторону зоны резания, а в нижнем пазу установлено средство позиционирования и фиксации режущей пластины в зоне резания, которое выполнено в виде составного разъемного зажима с возможностью охвата режущей пластины, взаимодействующего со штангой, которая установлена в нижнем пазу таким образом, что при ее возвратно-поступательном перемещении и фиксации осуществляется разъем/смыкание составного зажима, а внутренняя полость зажима соответствует конфигурации режущей пластины, помимо этого упомянутый толкатель установлен с возможностью перемещения и фиксации посредством взаимодействия с внутренней профилированной поверхностью верхней части верхнего паза на расстояние, соответствующее длине режущей пластины.
В частном случае выполнения резец может быть также оснащен подпружиненным фиксатором, установленным с возможностью фиксации штанги в ее рабочих положениях, и/или подпружиненными элементами, расположенными на толкателе.
Сущность изобретения поясняется чертежами, где на:
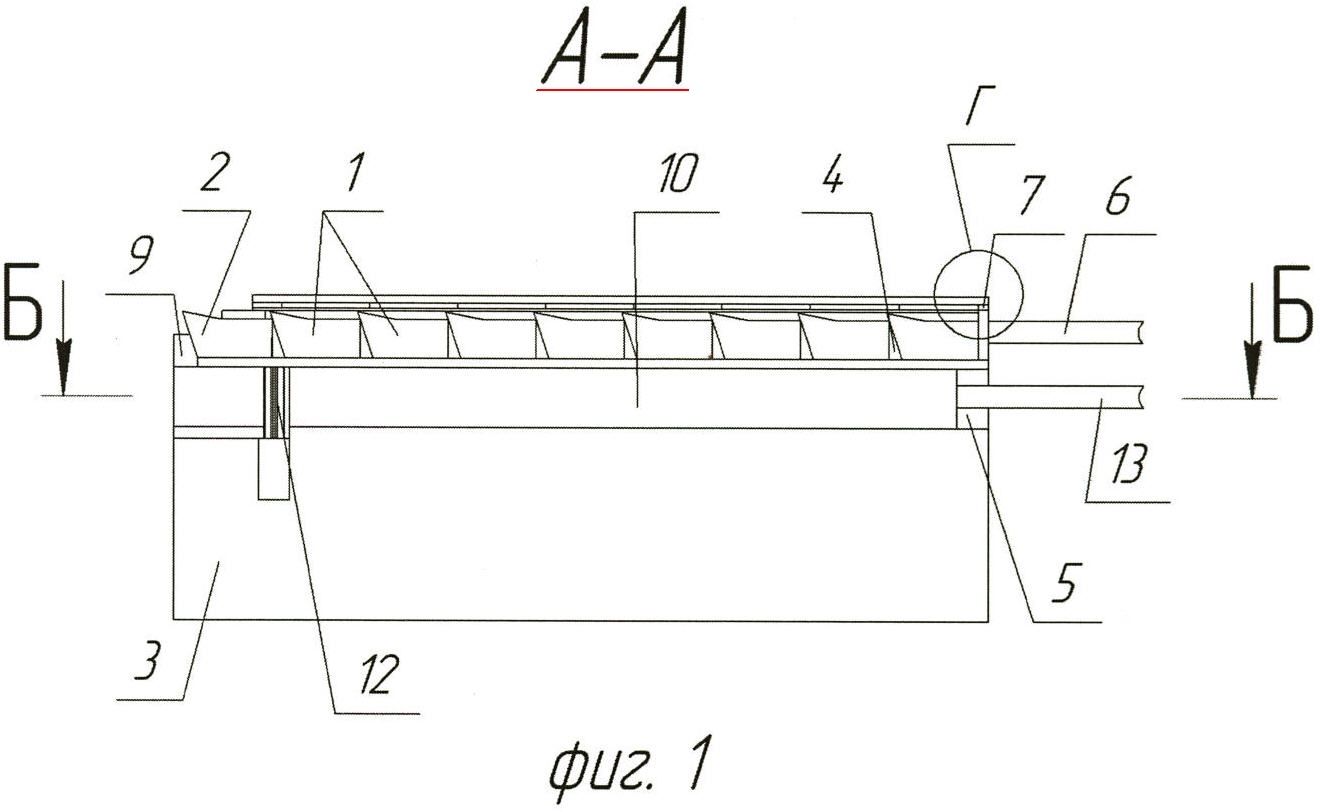
- фиг.1 изображен разрез А-А в вертикальном сечении резца;
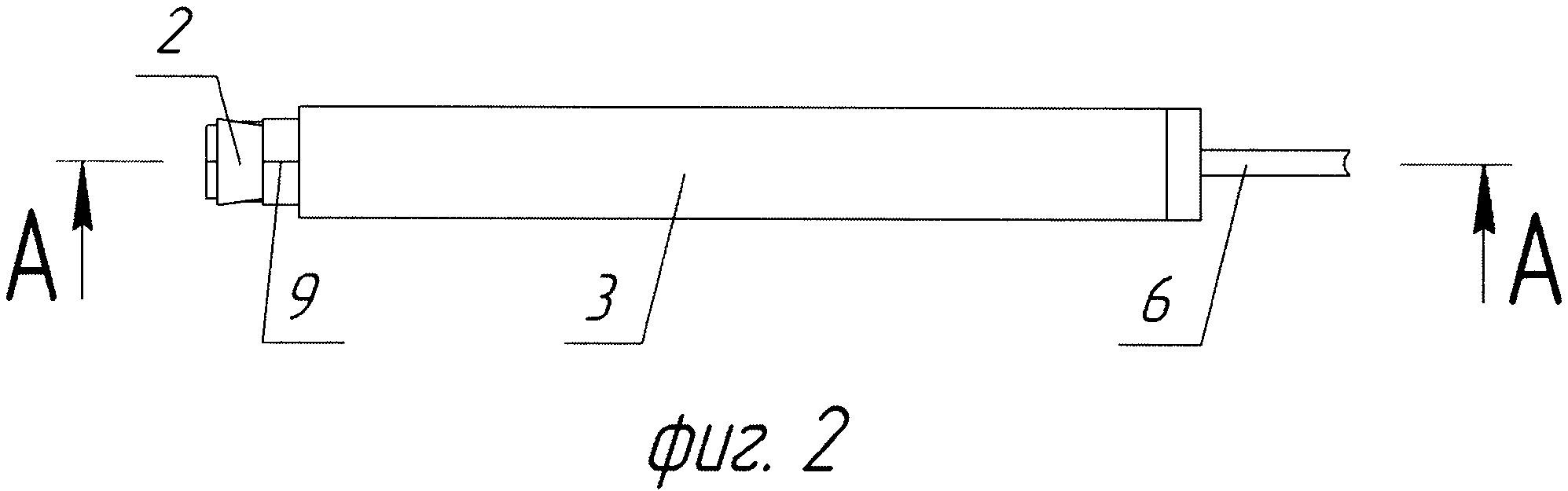
- фиг.2 - вид сверху резца;
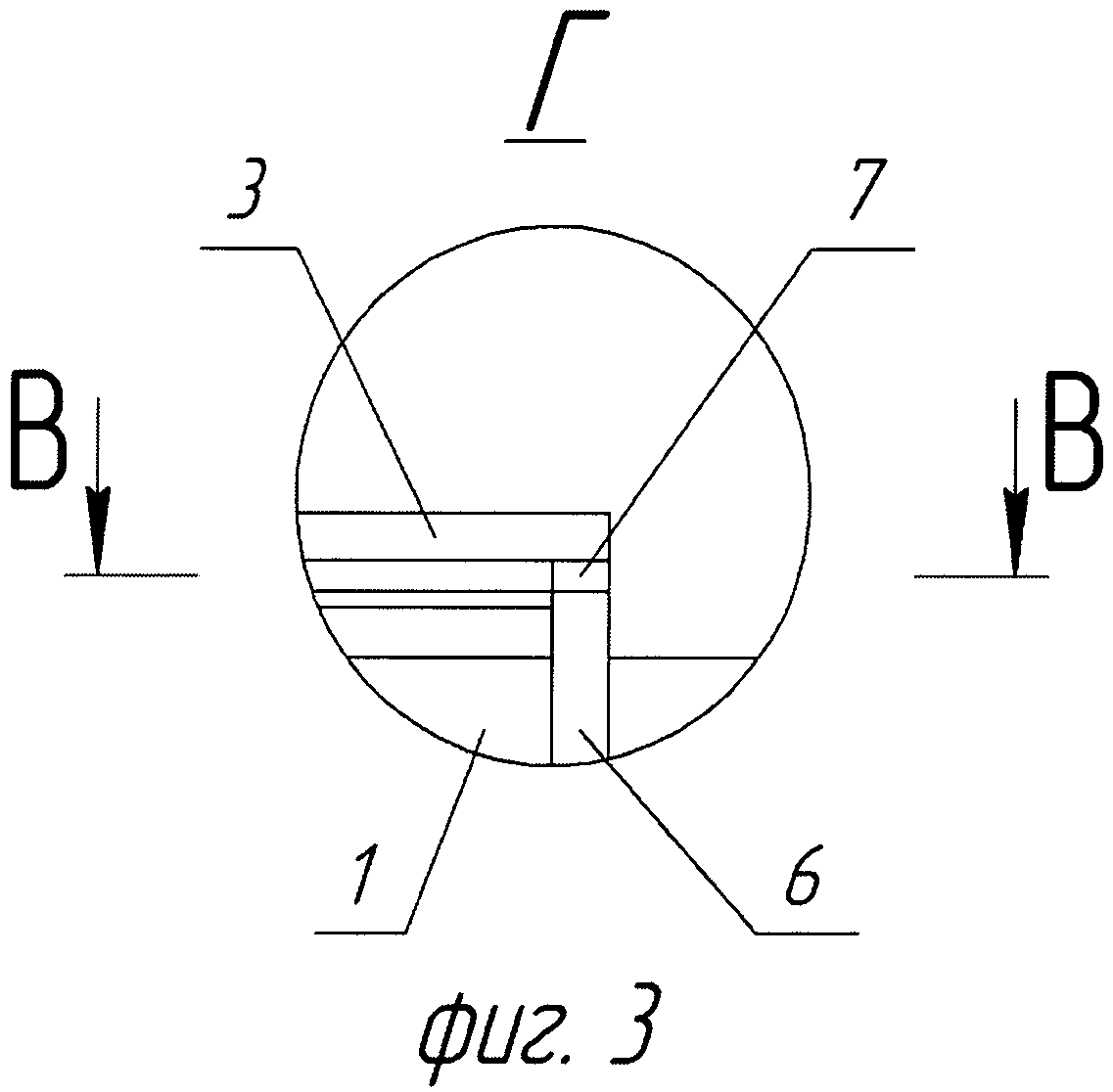
- фиг.3 - вид Г по фиг.1;
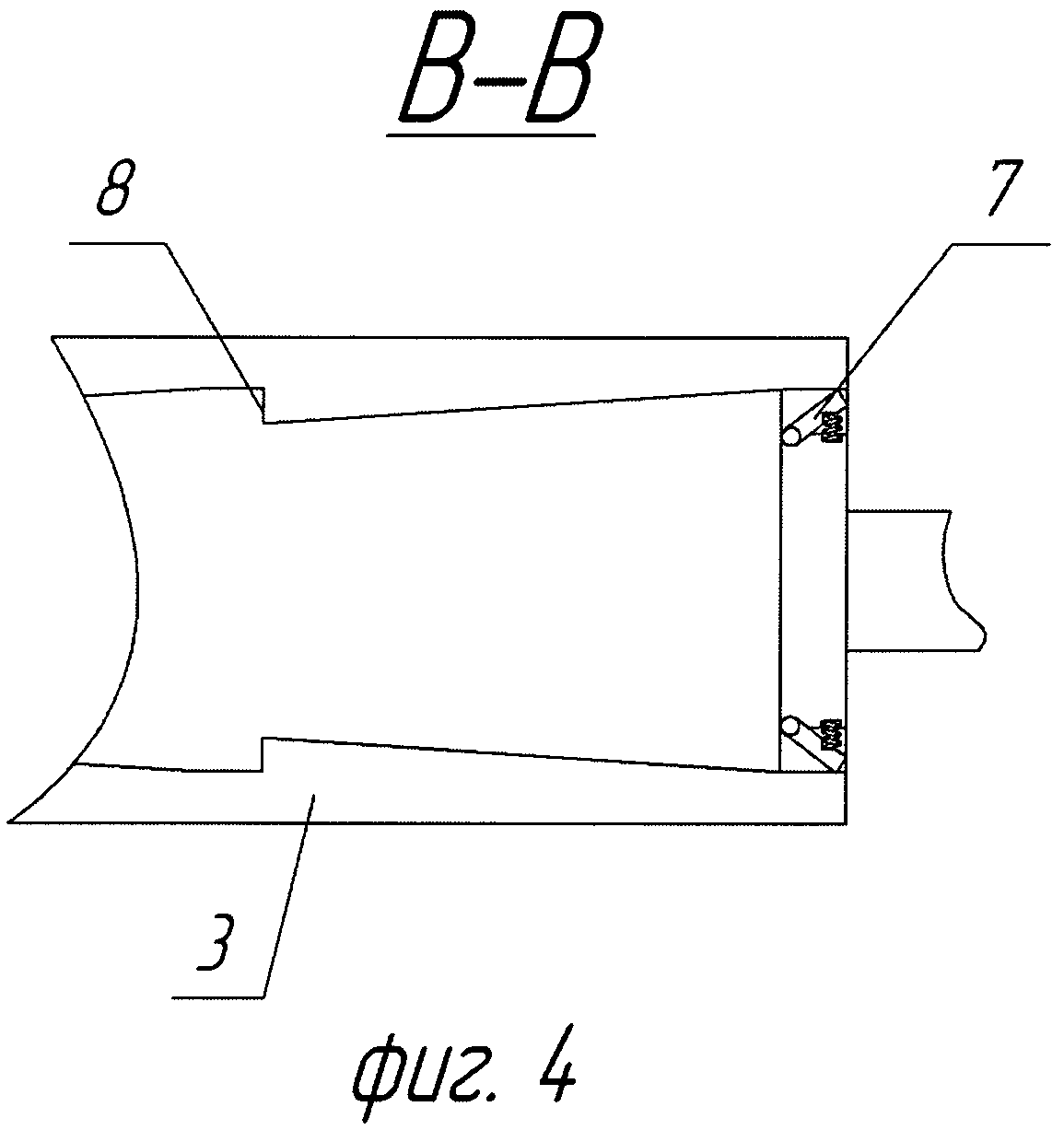
- фиг.4 - разрез В-В в вертикальном сечении резца;
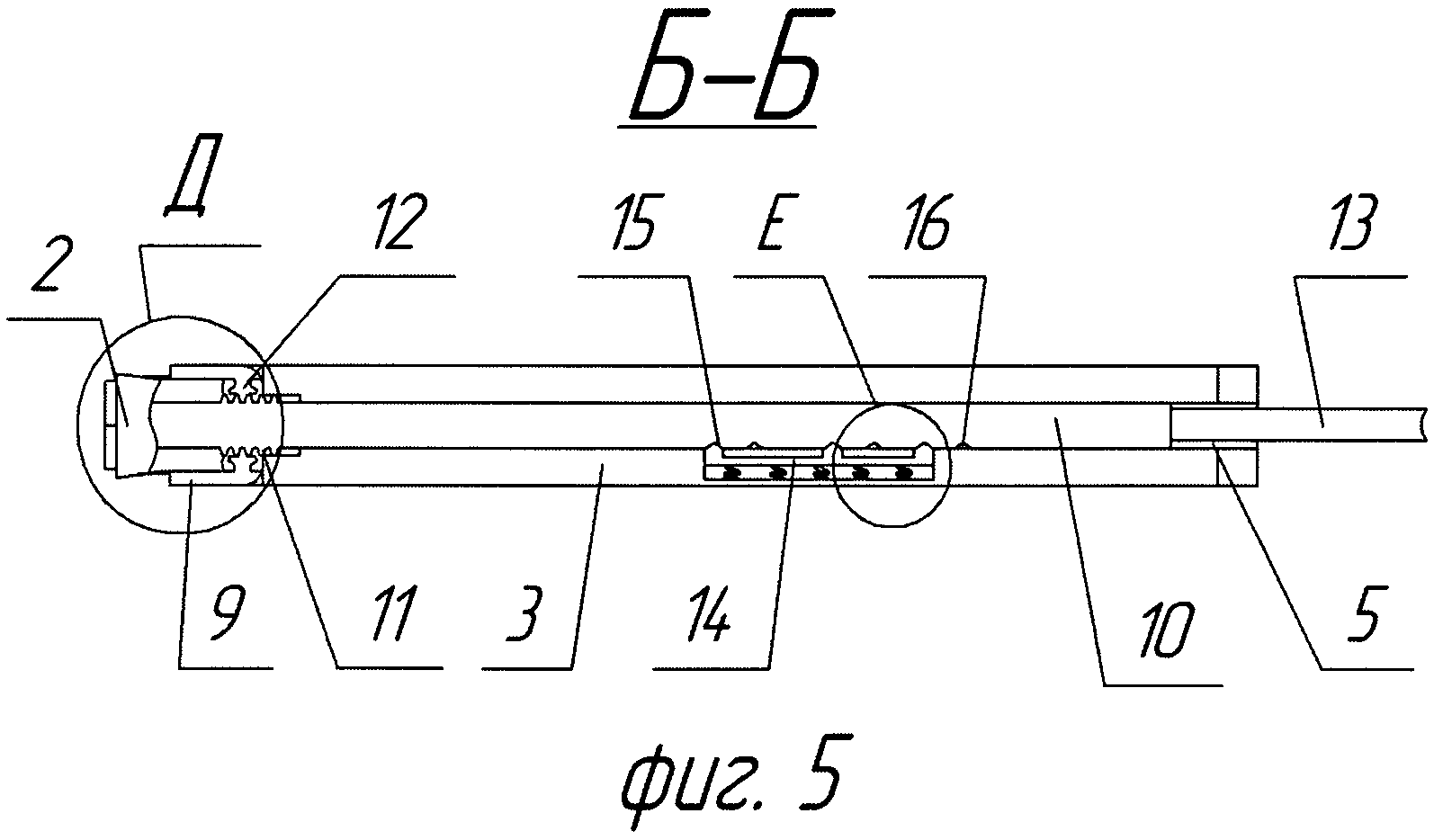
- фиг.5 - разрез Б-Б в вертикальном сечении резца;
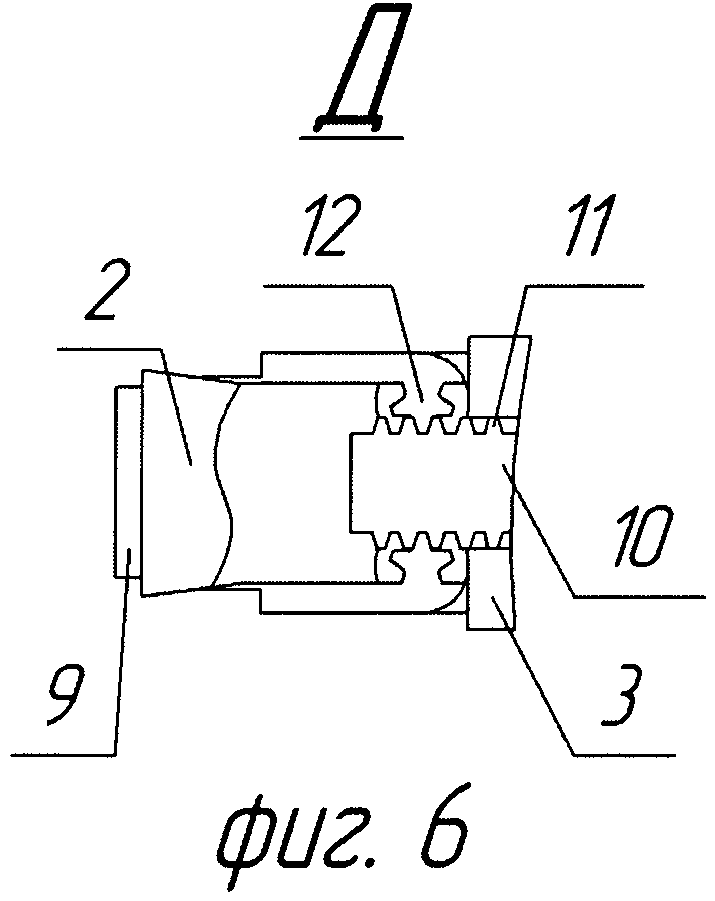
- фиг.6 - вид Д по фиг.5;
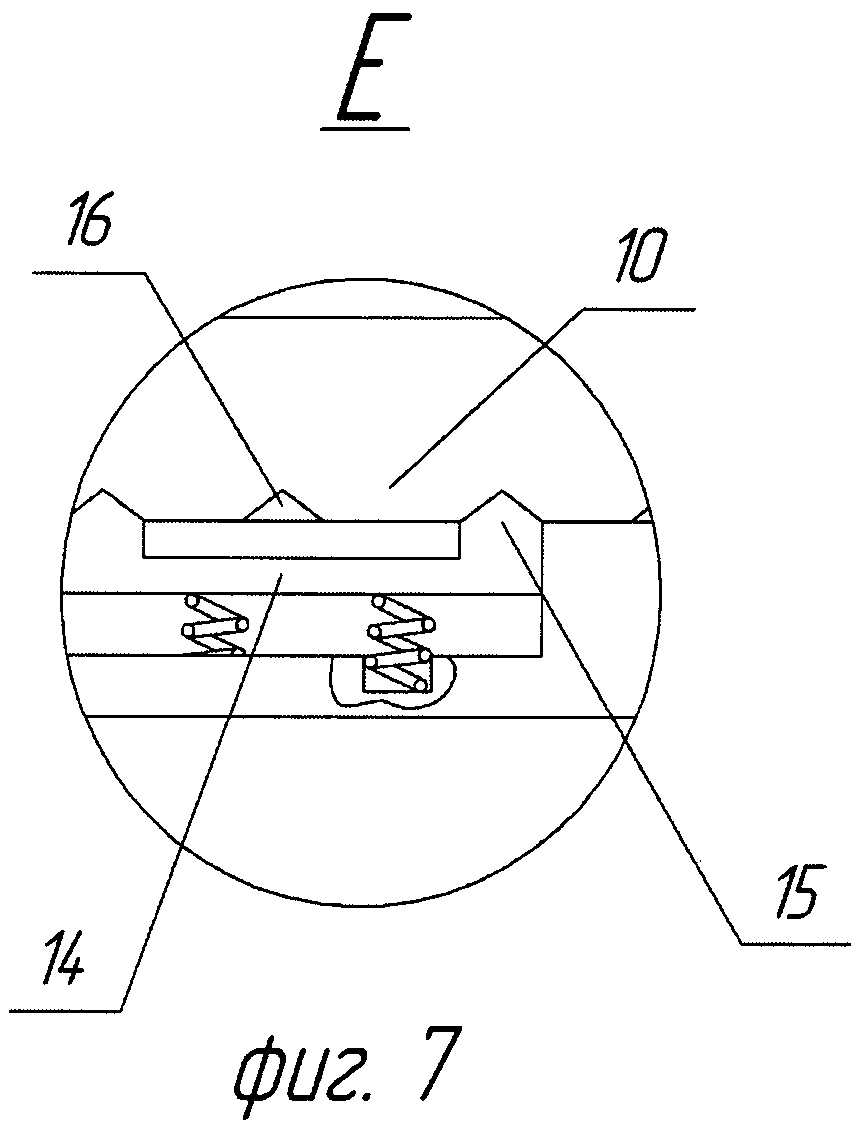
- фиг.7 - вид Е по фиг.5;
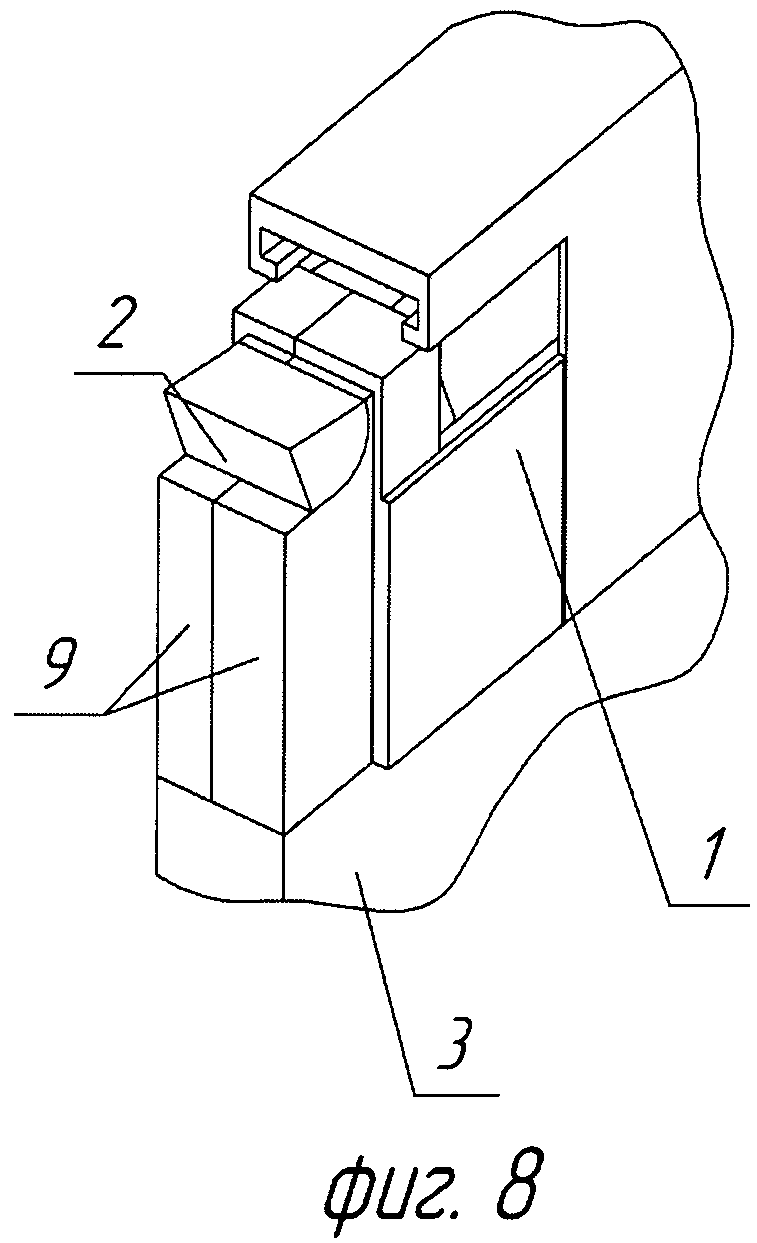
- фиг.8 - резец в изометрии с составным разъемным зажимом в закрытом состоянии;
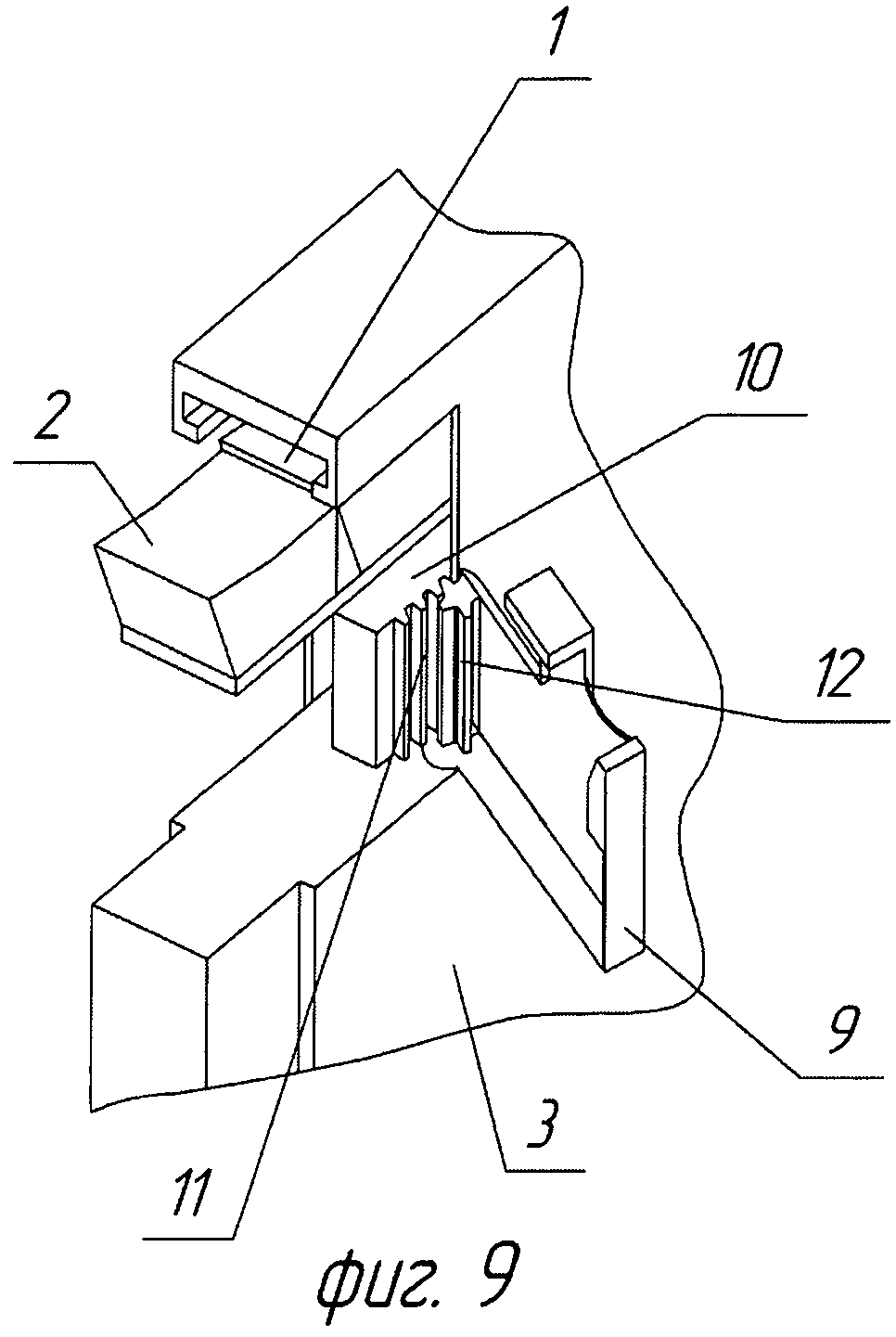
- фиг.9 - резец в изометрии с составным разъемным зажимом в открытом состоянии.
Отрезной металлорежущий резец содержит средство резания, выполненное в виде комплекта 1 конструктивно идентичных режущих пластин 2 (в виде кассеты), державку 3, в которой выполнены два продольных сквозных расположенных друг над другом паза, а именно верхнего паза 4 и нижнего паза 5, при этом верхний паз 4 выполнен профилированным с Т-образным профилем в. верхней части. Режущие пластины 2 в комплекте 1, в свою очередь, установлены в пазу 4 с возможностью перемещения в одном направлении в сторону зоны резания, посредством воздействия на них толкателя 6. Ориентирование в пазу 4 и фиксация в нем толкателя 6 на расстояние, кратное длине режущей пластины 1, достигается путем взаимодействия подпружиненных элементов 7 с его профилированной внутренней поверхностью части Т-образного профиля. В целях исключения несанкционированного смещения толкателя 6 в направлении, противоположном зоне резания, подпружиненные поверхности упираются в бурт 8 профилированной внутренней поверхности части Т-образного профиля.
Позиционирование и фиксация рабочей режущей пластины 2 в зоне резания осуществляется при помощи средства позиционирования и фиксации, которое выполнено в виде составного разъемного зажима 9, состоящего из двух частей, внутренняя полость которых соответствует конфигурации режущим пластинам 2 комплекта 1. Процесс разъема и смыкания составного зажима 9 осуществляется посредством возвратно-поступательного перемещения штанги 10, которая в свою очередь воздействует через рейку 11 на звездочку 12, установленные в нижнем пазу 5. Перемещение штанги 10 производится с помощью толкателя 13. Кроме того, штанга 10 в пазу 5 фиксируется подпружиненным фиксатором 14 с выступами 15. Фиксатор 14 установлен таким образом, что его выступы 15 в момент фиксации входят во взаимодействие с соответствующими ответными пазами 16, выполненными на штанге 10. Пазы 16 выполнены из расчета того, что фиксация штанги 10 осуществляется в момент разъема и смыкания составного зажима 9.
Резец работает следующим образом.
Формирование комплекта 1 из режущих пластин 2 и его установка в верхний паз 4 осуществляют вручную. Позиционирование и крепление рабочей режущей пластины 2 в зажиме 9 осуществляют также вручную до помещения резца в инструментальный магазин станка с ЧПУ.
Процесс смены рабочей пластины 2 происходит следующим образом. Посредством воздействия на толкатель 13 штанга 10 осуществляет перемещение в сторону зоны резания, вследствие чего происходит разъем составного зажима 9. Далее толкатель 6 перемещается на расстояние, кратное длине одной режущей пластины 2, на одно деление профиля верхней Т-образной части паза 4, что позволяет удалить изношенную режущую пластину 2 из зажима 9 и установить на ее место в зону зажима 9 следующую режущую пластину 2 из комплекта 1. В последующем толкатель 13 производит смыкание составного зажима 9 в рабочее положение посредством осуществления возвратного перемещения штанги 10.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет обеспечить повышение ресурса работы резца, а также минимизировать вспомогательное машинное время.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для металлообработки;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Устройство для управления исполнительным органом станка, имеющим не менее трех степеней свободы
Способ определения радиального и осевого износа зубьев фрез на станках с чпу
Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой чпу
Способ детектирования электромагнитных волн в терагерцовом диапазоне
Способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания
Бесшаботный молот
Смазочно-охлаждающая жидкость для механической обработки металлов
Способ формирования переменного ключа для блочного шифрования и передачи шифрованных данных
Способ крепления концевых фрез с числом зубьев не менее трех в цанговом патроне
Способ определения радиального и осевого износа зубьев фрез на станках с чпу
Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой чпу
Способ детектирования электромагнитных волн в терагерцовом диапазоне
Способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания
Способ фрезерования поверхностей сложного контура
Резцовая головка для обработки внутренних цилиндрических поверхностей
Сборная фасонная фреза
Способ получения длинномерных стержневых изделий с кольцевым выступом
Способ крепления концевых фрез с числом зубьев не менее трех в цанговом патроне
Цельная концевая керамическая фреза

