Результат интеллектуальной деятельности: ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СКВОЗНЫХ ОТВЕРСТИЙ ДИАМЕТРОМ 20...30 ММ
Вид РИД
Изобретение
Изобретение относится к устройствам для поверхностной закалки с одновременного нагрева с использованием токов высокой частоты, в частности к конструкции индуктора для нагрева под закалку внутренних поверхностей сквозных отверстий диаметром 20...30 мм, высотой 10...40 мм.
Известно, что при нагреве под закалку внутренних цилиндрических поверхностей отверстий диметром меньше 30 мм практически невозможно создать конструкцию индуктора, обеспечивающую нагрев поверхностей на воздухе. Основная причина - это недостаточное охлаждение индуктирующего провода и невозможность размещения в нем магнитопровода.
Известна конструкция петлевого индуктора для нагрева сквозных отверстий диаметром 25...30 мм, содержащая индуктирующий провод, токоподводящие шины, трубки для подвода охлаждения, магнитопровод, при этом индуктирующий провод выполнен в виде двух трубок полукруглого сечения, с одного конца плоской стороной припаянных к токоподводам для крепления к источнику высокой частоты, с другого конца заглушенные и имеющие отверстия на образующей поверхности для выхода охлаждающей жидкости и находящиеся в стороне от поверхности, подлежащей закалке, для прохода тока трубки соединены перемычкой, расположенной между магнитопроводом и отверстиями (см. Слухоцкий А.Е. и Рыскин С.Е. «Индукторы для индукционного нагрева». Ленинград: «Энергия», 1974 г., с.138-139, рис.8-17). Известная конструкция индуктора взята за прототип.
Недостатками прототипа являются:
- зона нагрева детали представляет собой две полоски по ширине равные толщине магнитопровода;
- применение специального стенда для вращения детали, в случае эксцентрично расположенных отверстий - наличие специального устройства для центрирования отверстия по отношению к индуктору;
- постоянное вытекание охлаждающей жидкости из отверстий индуктора, доставляющее неудобства при установке (снятии) детали;
- невозможность использования более мягких закалочных сред, например масла индустриального, полимерной жидкости для закалки легированных марок сталей.
Предлагаемым изобретением решается задача обеспечения термообработки внутренних поверхностей сквозных отверстий диаметром 20…30 мм способом одновременного нагрева.
Технический результат, получаемый при осуществлении изобретения, заключается в создании индуктора, обеспечивающего нагрев внутренних поверхностей сквозных отверстий на воздухе, в выполнении требований по глубине закаленного слоя и его твердости.
Указанный технический результат достигается тем, что в индукторе для нагрева внутренних поверхностей сквозных отверстий диаметром 20…30 мм, содержащем индуктирующий провод, токоподводящие шины, трубки для подвода охлаждения, магнитопровод, новым является то, что индуктирующий провод выполнен спиральным пятивитковым, внутри него на центральном проводнике набран магнитопровод из ферритовых колец без изоляции, расстояние между витками не превышает 1/3 ширины проводника, снаружи нанесена изоляция из стеклоленты с пропиткой кремнеорганическим лаком, токоподводящие шины выполнены из трубок, диаметр которых больше диаметра индуктирующего провода, индуктор снабжен насосом для подачи в центральный проводник индуктирующего провода охлаждения под давлением 0,4…0,6 МПа.
Отличительным признаком изобретения является то, что индуктор имеет спиральный пятивитковый индуктирующий провод с ферритовым магнитопроводом, охлаждаемый повышенным давлением воды, в результате чего реализуется закалка с одновременного нагрева на воздухе внутренних поверхностей сквозных отверстий диаметром 20...30 мм.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
Сущность изобретения поясняется чертежами, где изображены на:
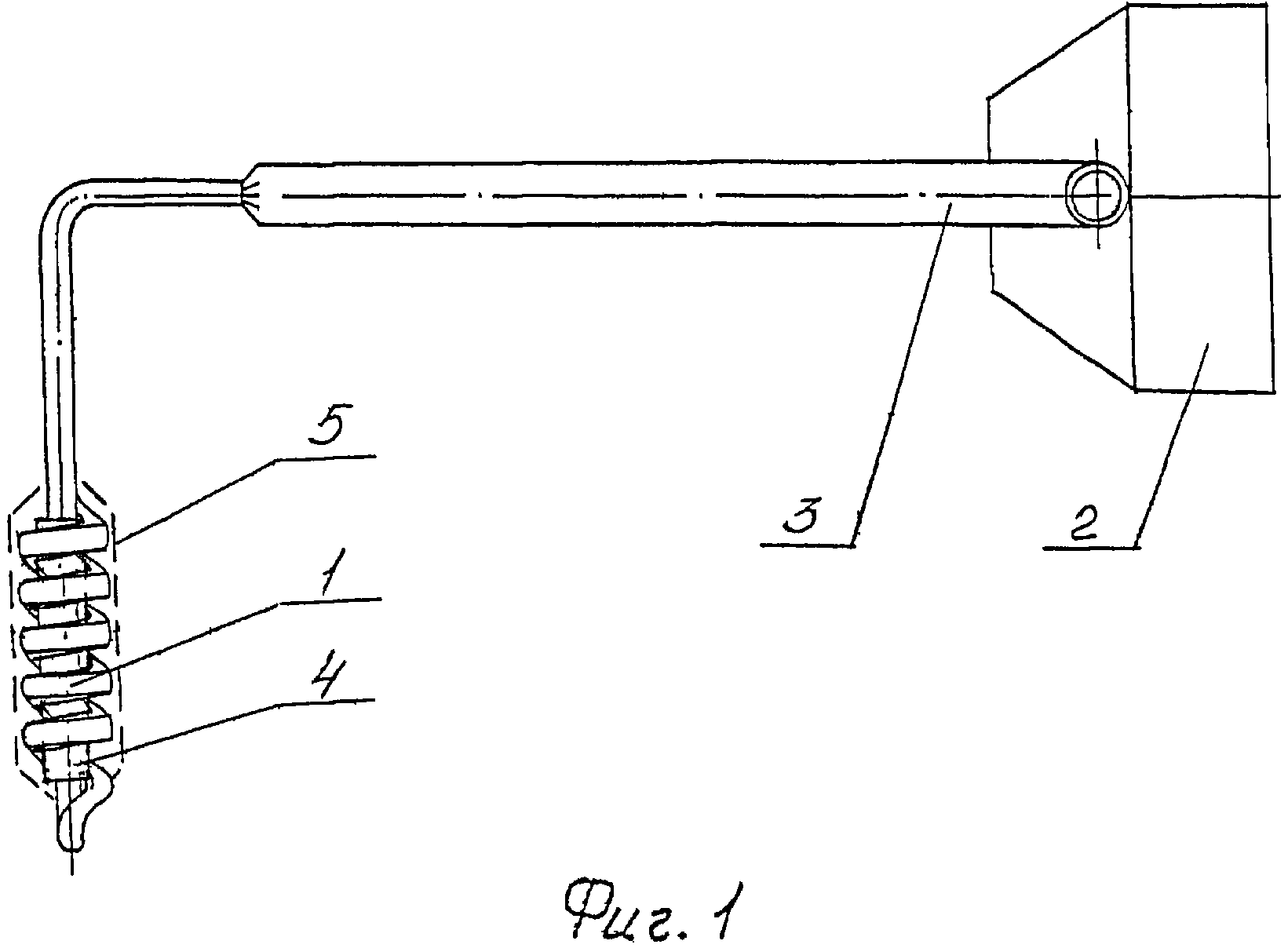
фиг.1 - внешний вид индуктора;
фиг.2 - индуктирующий провод (разрез);
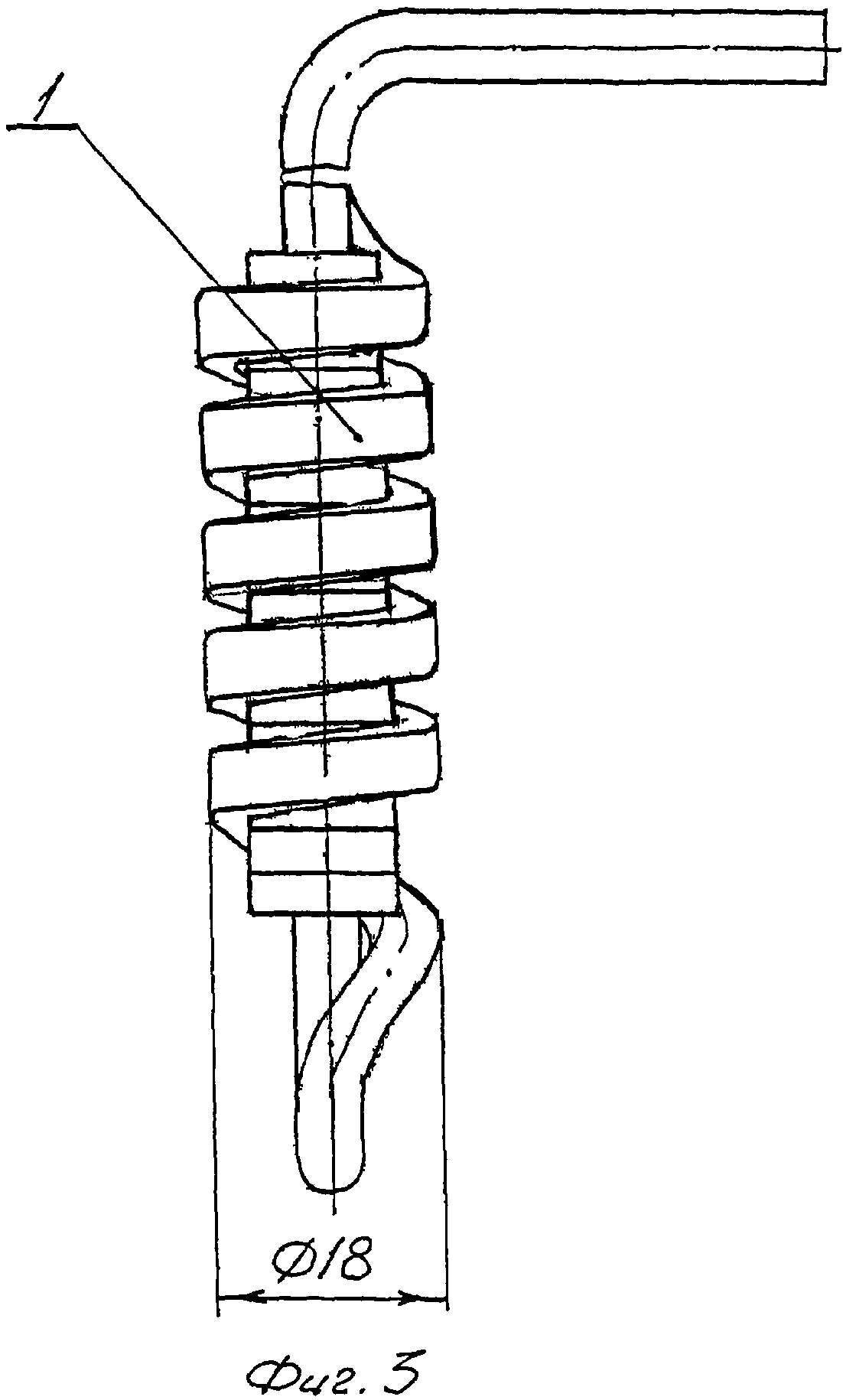
фиг.3 - индуктирующий провод (вид слева);
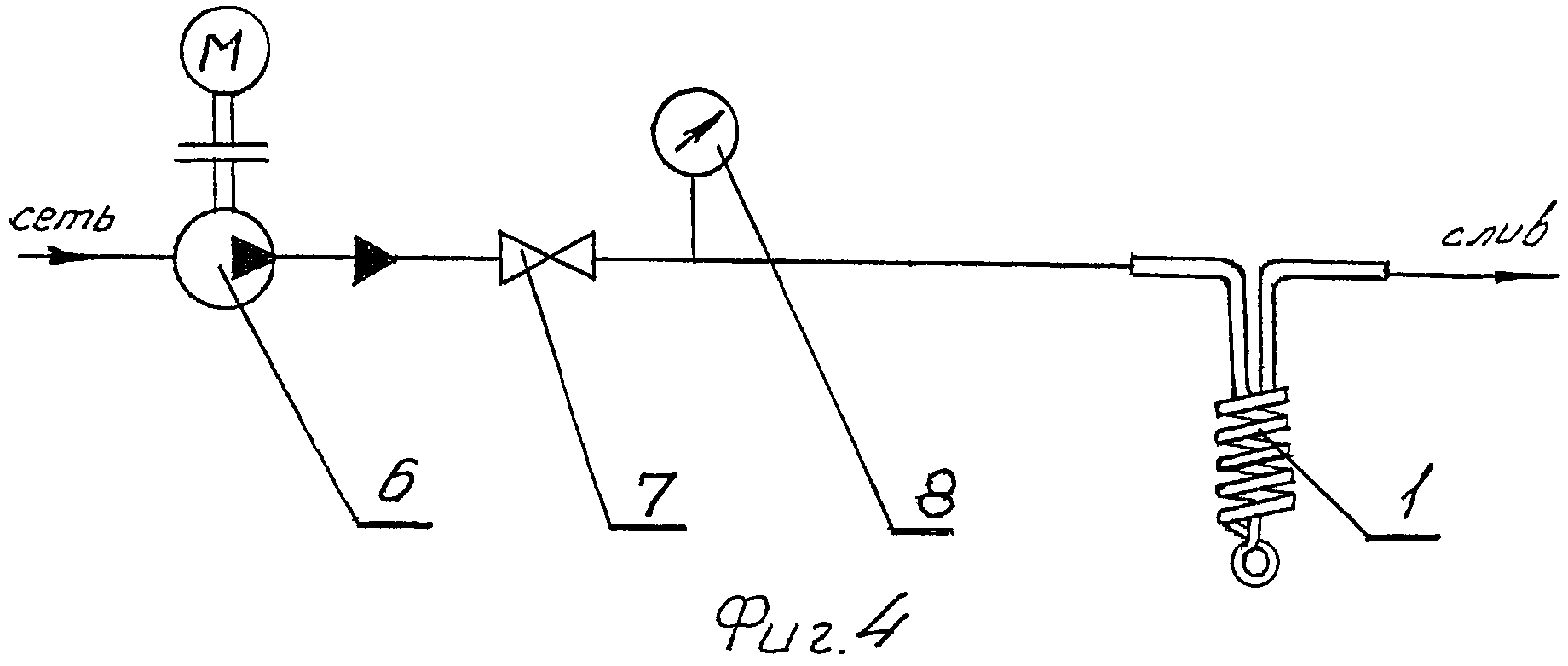
фиг.4 - схема гидравлическая;
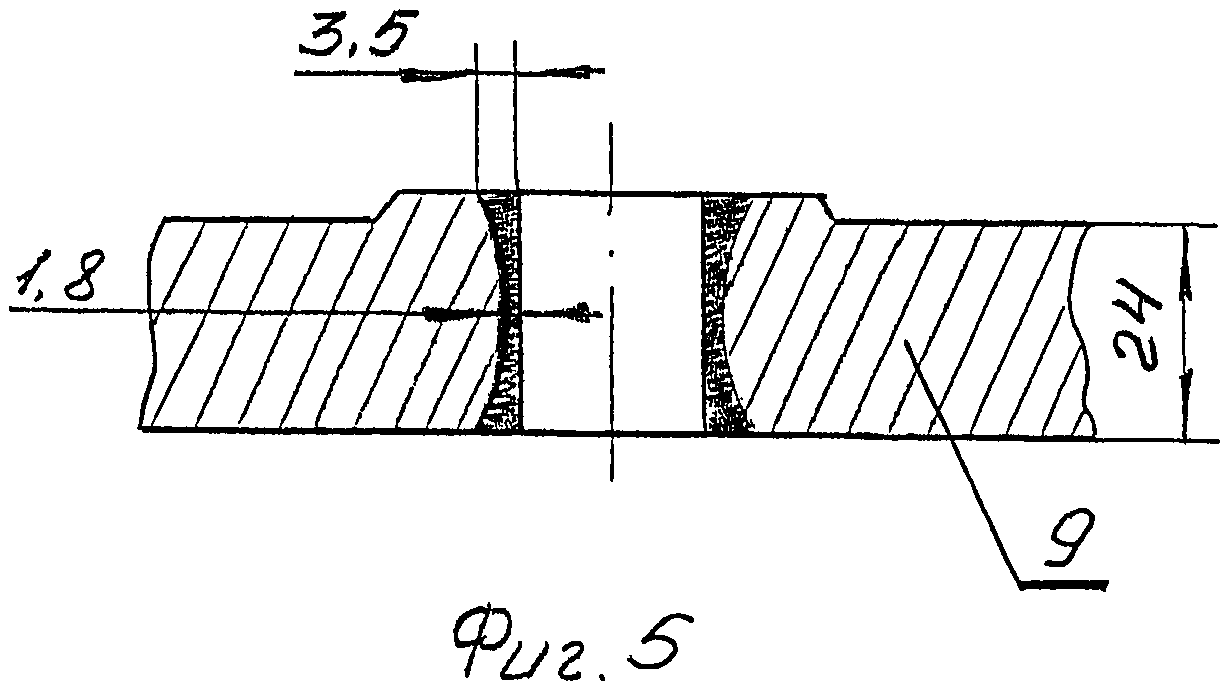
фиг.5 - закаленная зона отверстия.
Индуктор (Фиг.1) состоит из индуктирующего провода 1, токоподводящих шин 2, трубок 3 для подвода охлаждения, магнитопровода 4, изоляции 5.
Применяемые в промышленности индуктирующие провода на индукторах для нагрева внутренних цилиндрических поверхностей в основе своей представляют сборную конструкцию нескольких элементов. Наличие резких переходов внутренних сечений, обеспечивающих проток охлаждающей жидкости, швов пайки в местах их соединений замедляет проток охлаждающей жидкости.
Предлагаемая конструкция индуктирующего провода 1 лишена этих недостатков благодаря специально разработанной технологии изготовления. Индуктирующий провод 1 выполнен из медной трубки сечением 5×1 мм путем поочередных гибок с промежуточными отжигами для снятия нагартовки. Первоначальное формообразование проводится на оправках. Внутренняя полость трубки заполняется расплавом селитры, содержащим 55% KNO3 и 45%NaNCO2, при температуре 200…220°C. Сначала на оправке формируется переходная часть: между центральным и обратным проводниками индуктирующего провода. Далее на оправке с внутренним отверстием происходит навивка обратного проводника индуктирующего провода. Селитра удаляется из внутренней полости путем выплавки в том же расплаве. Остальные слесарные работы проводятся на оправке с внутренним отверстием. Чередуя деформирование с отжигом, формируют наружный диаметр индуктирующего провода 1 и шаг между витками. Наружный диаметр индуктирующего провода 1 (Фиг.2) выполняется с учетом 1…1,5 мм технологического зазора. Расстояние между соседними витками должно составлять не более 1/3 ширины проводника (подобрано экспериментально) в целях исключения явления «полосатости» при нагреве. Пескоструйная обработка наружной спиральной поверхности индуктирующего провода 1 предназначена для повышения адгезии кремнеорганического лака КО-815 ГОСТ 11064. Внутреннюю полость заполняют магнитопроводом 4 - ферритовыми кольцами К 10×6×4,5 ГОСТ 16541 с магнитной проницаемостью не менее HI 500, предварительно собранными на оправке при помощи высокотемпературного компаунда Виксинт К-68Б. Их надевают на центральный проводник. Изолировать магнитопровод 4 от индуктирующего провода 1 не требуется ввиду диэлектрических свойств феррита. На наружную поверхность индуктирующего провода 1 наносят изоляцию 5 из одного слоя стеклоленты ЛЭС ГОСТ 5973 с пропиткой кремнеорганическим лаком. Все детали индуктора собираются при помощи пайки припоем марки Л-63 ГОСТ 1066.
Индуктор (Фиг.3) подключается к шинам понижающего трансформатора генератора ТВЧ (например ВЧГ7-60/0,066). Рядом с генератором монтируется водяной насос 6 с электроприводом, рассчитанный на рабочее давление 1,0 МПа. Напорная ветвь от насоса 6 к индуктору снабжена вентилем 7, манометром 8 для измерения и контроля давления охлаждающей воды и подключается к патрубку центрального проводника. Подлежащие термообработке детали 9 могут устанавливаться на приспособление, обеспечивающее их вертикальное перемещение, либо удерживаться при нагреве вручную. При нагреве внутренних поверхностей сквозных отверстий зона нагрева по их торцам будет больше, чем по цилиндрической образующей (Фиг.4). Возможно ее выравнивание с применением толстостенных стальных шайб, но, как показывает практика, в этом нет необходимости, так как на многих деталях торец является рабочим элементом. После нагрева детали 9 перемещаются в охлаждающую среду, например масло индустриальное И-20А, ГОСТ 20799.
Примерами работы индуктора могут служить технологические процессы закалки отверстий деталей «маховик» и « фланец ступицы». На детали «маховик» термообрабатываются два сквозных отверстия диаметром 24 мм и 20,45 мм. Нагрев под закалку производится поочередно. Сначала устанавливается индуктор предлагаемой конструкции для отверстия диметром 24 мм и подключается к системе охлаждения (Фиг.3). Включается электронасос 6 и вентилем 7 регулируют давление охлаждающей воды в пределах 0,4…0,6 МПа, контролируя его по манометру 8. Производят регулировку режимов работы генератора ТВЧ, выставляя анодное напряжение и сеточный ток. Включают реле времени генератора ТВЧ и устанавливают на нем время нагрева 14 с. Вручную деталь 9 устанавливается на индуктирующий провод 1 индуктора и включается нагрев. Отверстие детали 9 равномерно нагревается до температуры 900…920°C, что можно контролировать визуально. После отключения генератора деталь 9 быстро снимается с индуктирующего провода 1 и перемещается в охлаждающую среду - масло индустриальное. Проводится закалка всей партии деталей. Затем детали промываются от излишков масла и просушиваются. В это время производят замену индуктора, устанавливая индуктор предлагаемой конструкции для нагрева отверстия диаметром 20,45 мм. Выполняют вышеописанные переходы, при этом время нагрева будет составлять 16 с. Технологический металлографический контроль качества термообработки стабильно показывает, что глубина закаленного слоя по образующей внутренней поверхности отверстий составляет 1,8 мм, по торцам возрастает до 3,5 мм при необходимом уровне твердости. Закалка шлицевого отверстия «фланца ступицы» диаметром 26 мм аналогична закалке отверстий «маховика», при этом используется индуктор для закалки отверстия «маховика» диаметром 24 мм. Соответственно, при увеличившемся технологическом зазоре возрастает время нагрева до 25 с.
Предлагаемая конструкция индуктора для нагрева внутренних поверхностей сквозных отверстий диаметром 20…30 мм в процессе эксплуатации обеспечивает высокую надежность, экономичность и простоту в изготовлении, возможность нагрева на воздухе отверстий различных деталей.
Индуктор для нагрева внутренних поверхностей сквозных отверстий диаметром 20…30 мм, содержащий индуктирующий провод, токоподводящие шины, трубки для подвода охлаждения, магнитопровод, отличающийся тем, что индуктирующий провод выполнен спиральным пятивитковым, внутри него на центральном проводнике набран магнитопровод из ферритовых колец без изоляции, расстояние между витками не превышает 1/3 ширины проводника, снаружи нанесена изоляция из стеклоленты с пропиткой кремнеорганическим лаком, токоподводящие шины выполнены из трубок, диаметр которых больше диаметра индуктирующего провода, индуктор снабжен насосом для подачи в центральный проводник индуктирующего провода охлаждения под давлением 0,4…0,6 МПа.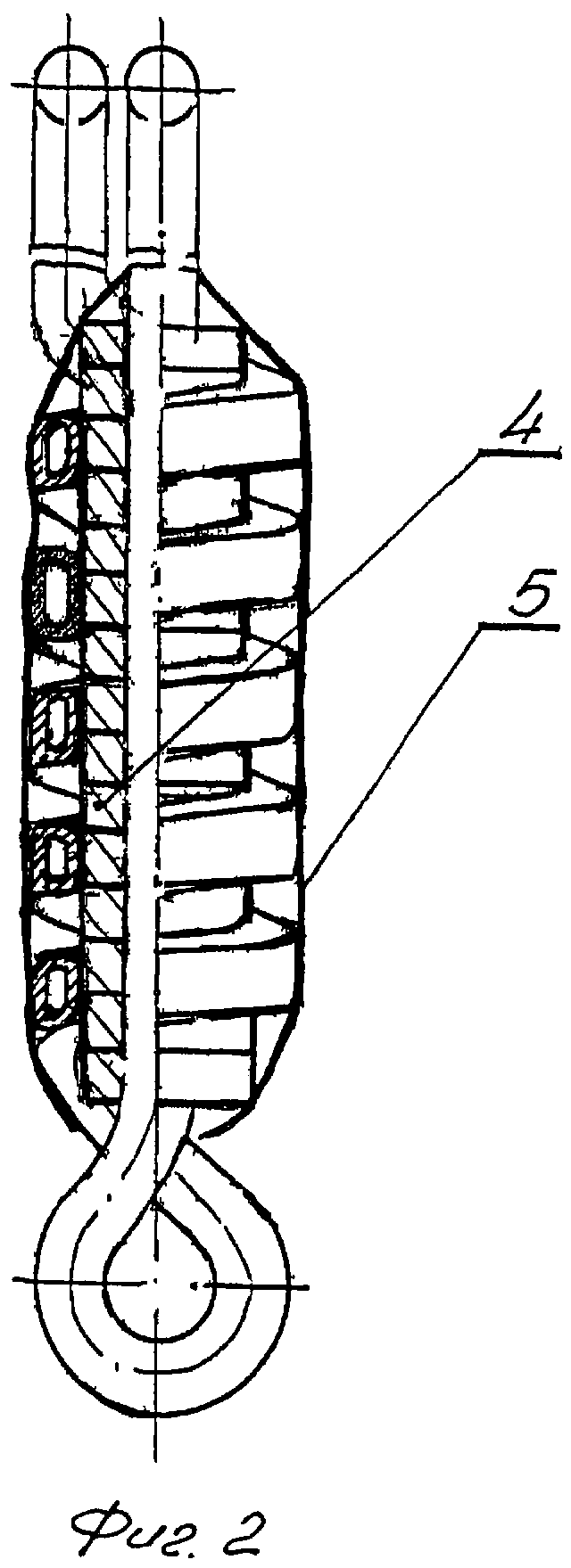
Глушитель звука выстрела
Поводковый центр радиально-обжимной машины
Устройство для измерения длины гибких длинномерных материалов
Способ получения кольцевых заготовок деталей гибкой стальных труб
Стрелковое оружие
Способ изготовления изделий типа "крышка", "дно"
Огнестрельное оружие с подвижным стволом
Способ получения упрочненных стальных изделий точных геометрических размеров
Поршневой узел машины литья под давлением
Информационно-управляющая система робототехнического комплекса боевого применения
Глушитель звука выстрела
Поводковый центр радиально-обжимной машины
Устройство для измерения длины гибких длинномерных материалов
Способ получения кольцевых заготовок деталей гибкой стальных труб
Стрелковое оружие
Способ изготовления изделий типа "крышка", "дно"
Огнестрельное оружие с подвижным стволом
Способ получения упрочненных стальных изделий точных геометрических размеров
Поршневой узел машины литья под давлением
Информационно-управляющая система робототехнического комплекса боевого применения

