Результат интеллектуальной деятельности: УСТАНОВКА ГИДРОАБРАЗИВНОЙ РЕЗКИ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для гидроабразивной резки листовых материалов.
Известно устройство для гидроабразивной резки, содержащее режущую головку с корпусом и режущим соплом и устройство для охлаждения корпуса, причем корпус режущей головки выполнен с оребрением, а устройство для охлаждения - в виде блока предварительного охлаждения жидким азотом корпуса режущей головки с жидкостью и устройства охлаждения жидким азотом высоконапорной струи жидкости, навинчиваемого на корпус режущей головки, при этом устройство предварительного охлаждения выполнено в виде съемного корпуса в форме полого цилиндра, установленного на корпусе режущей головки в месте его оребрения с образованием камеры, патрубка с форсункой для подачи азота и патрубка выхода газа, а устройство охлаждения высоконапорной струи жидкости - в виде корпуса, патрубка с форсункой для подачи азота, патрубка выхода газа и смесительной камеры с гнездом, причем упомянутые патрубки на наружной части выполнены с резьбой для соединения с трубопроводами, а режущее сопло установлено в гнезде смесительной камеры (см. патент РФ №2393077, кл. В24С 5/02, 2010 г.).
В результате анализа известного устройства необходимо отметить, что оно обладает незначительными функциональными возможностями, так как не позволяет производить резку листов значительных размеров с высокой точностью, при этом оно сложно в эксплуатации, требует довольно частого обслуживания и ремонта.
Известно устройство для струйной гидроабразивной резки, содержащее основание с направляющими, на направляющих установлен портал, на котором с возможностью перемещения смонтирована струйная головка - гидрорезак. В основании установлена ванна, в которой размещена решетка со стойками, на верхней части стоек закреплены ножи. Рабочие участки ножей выполнены в виде сменных клиновидных насадок с хвостовиками прямоугольного сечения, сопрягаемыми с ответными прямоугольными пазами в стойках со стороны рабочих участков. Рабочие участки стоек выполнены в виде сменных конических насадок с хвостовиками цилиндрического сечения, сопрягаемыми с ответными цилиндрическими пазами в стойках со стороны рабочих участков. При этом стойки могут опираться на несущие ребра или на дно ванны. Рабочие участки, являющиеся сменными профилированными насадками ножей, изготовляются из твердого износоустойчивого к гидроабразивной струе материала.
Для осуществления резки раскраиваемый лист укладывают на опорную поверхность, образуемую рабочими участками ножей металлической решетки. Включают подачу рабочей среды (гидроабразива) на гидрорезак и осуществляют резку листа гидроабразивной струей. Заданную форму листового изделия получают согласованным перемещением портала по основанию и гидрорезака по порталу (см. патент РФ №2019390, кл. B26F 3/00, B23D 31/00, 1994 г.) - наиболее близкий аналог.
В результате анализа известного решения необходимо отметить, что конструкция металлической решетки с ее рабочими участками в виде ножей малопригодна в устройстве для струимой гидроабразивной резки металлов, поскольку металлические ножи или штыри быстро разрушаются отработанной (после выхода из раскраиваемого материала) гидроабразивной струей, что приводит к снижению точности реза и срока эксплуатации оборудования. Все это, в конечном счете, приводит к повышению трудозатрат на обслуживание и ремонт устройства.
Техническим результатом настоящего изобретения является повышение точности резки и срока эксплуатации установки.
Указанный результат обеспечивается тем, что в установке гидроабразивной резки, включающей основание с направляющими, на которых с возможностью возвратно-поступательного перемещения установлен портал с направляющими, на направляющих портала с возможностью возвратно-поступательного перемещения смонтирована струйная головка, в основании имеется ванна, в которой размещена рама, на раме вертикально закреплены стойки с опорными элементами, предназначенными для размещения на них подлежащего резке листа, новым является то, что решетка установлена в ванной с возможностью перемещения в горизонтальной плоскости, стойки выполнены полыми, полости стоек связаны с магистралью подачи рабочей среды, опорные элементы стоек выполнены в виде втулок с осевыми отверстиями, установленных в стойках с возможностью осевого перемещения.
Сущность изобретения поясняется графическими материалами, на которых:
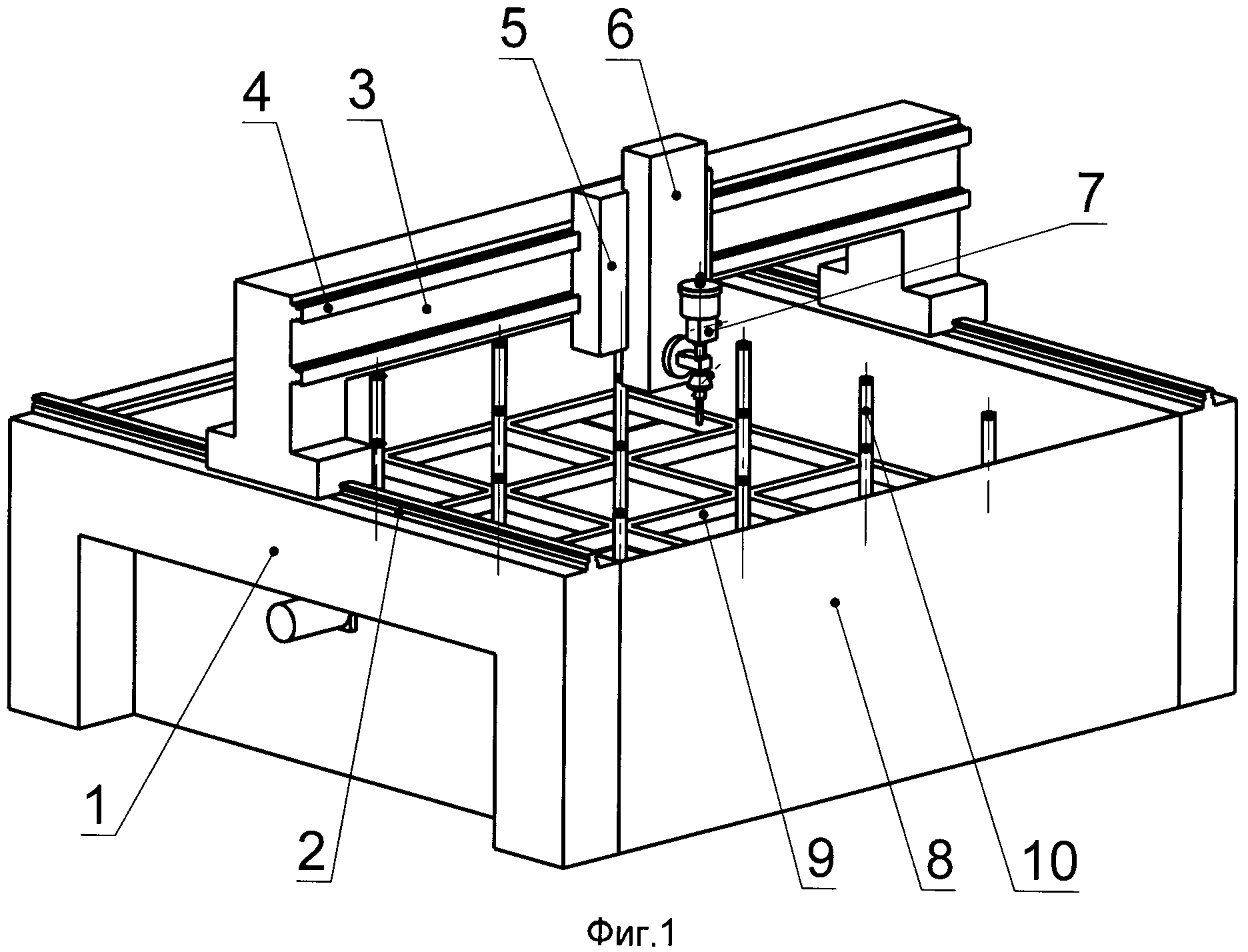
- на фиг.1 - установка гидроабразивной резки, общий вид;
- на фиг.2 - установка, вид спереди;
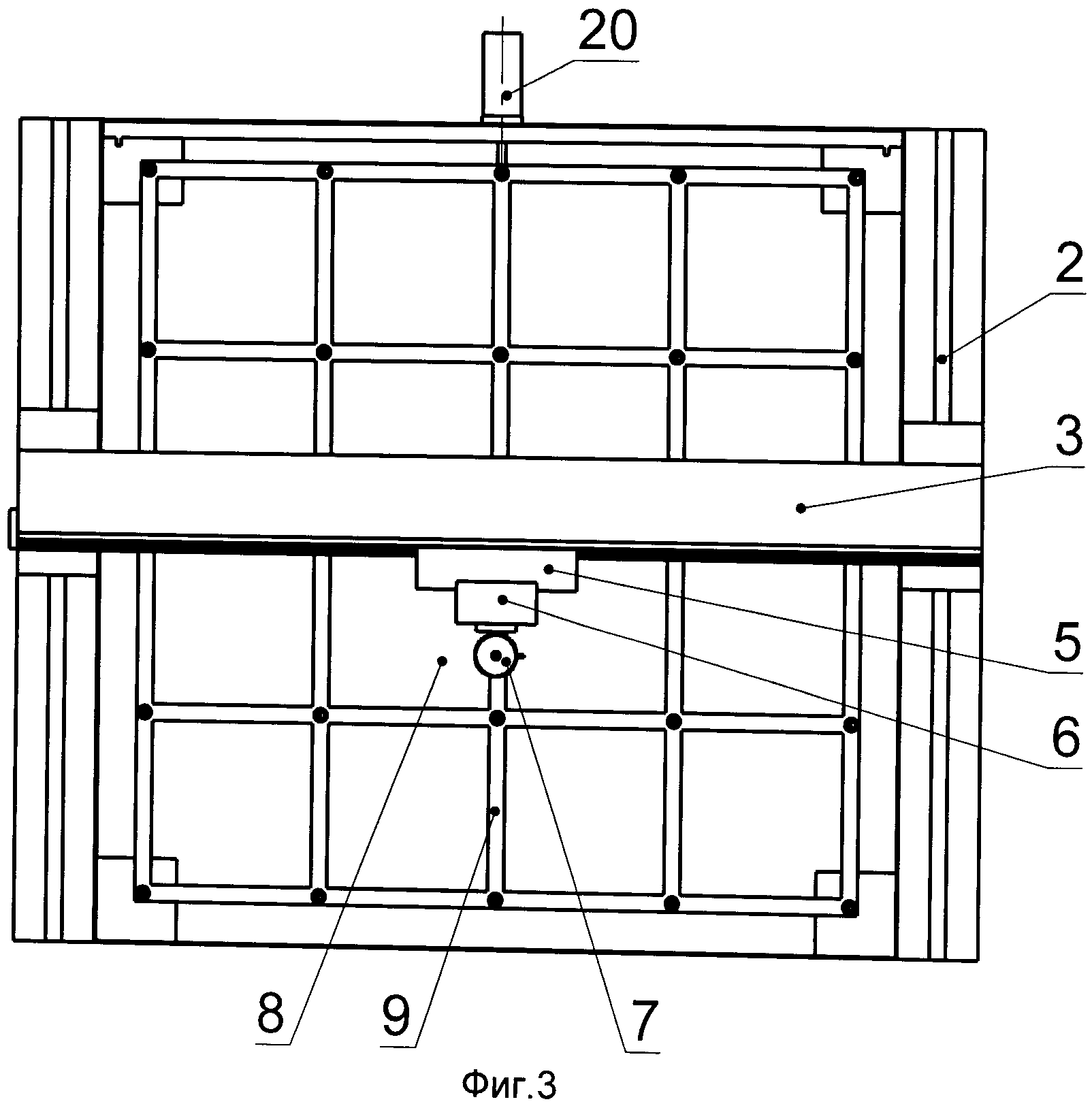
- на фиг.3 - установка, вид сверху;
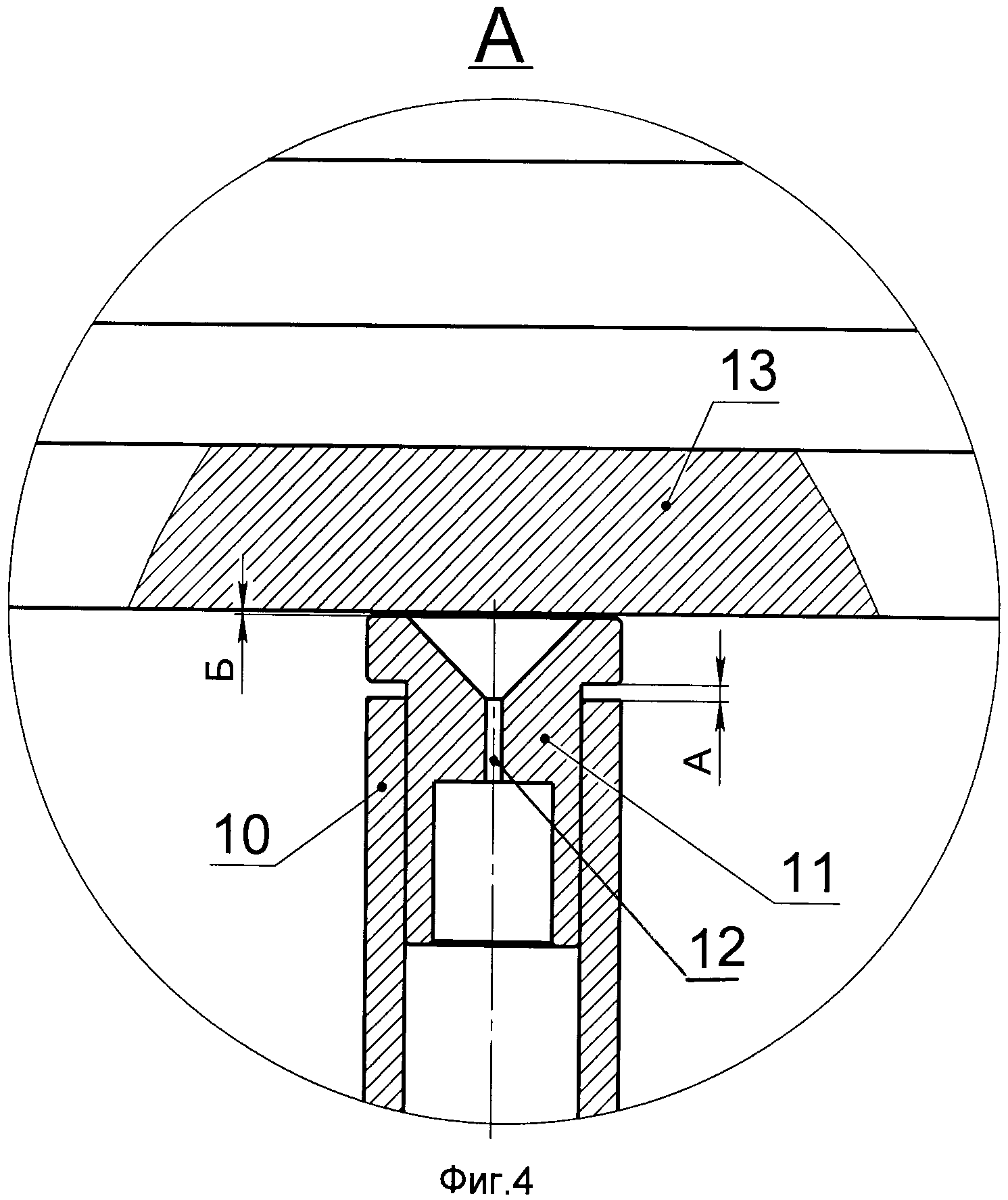
- на фиг.4 - место A на фиг.2;
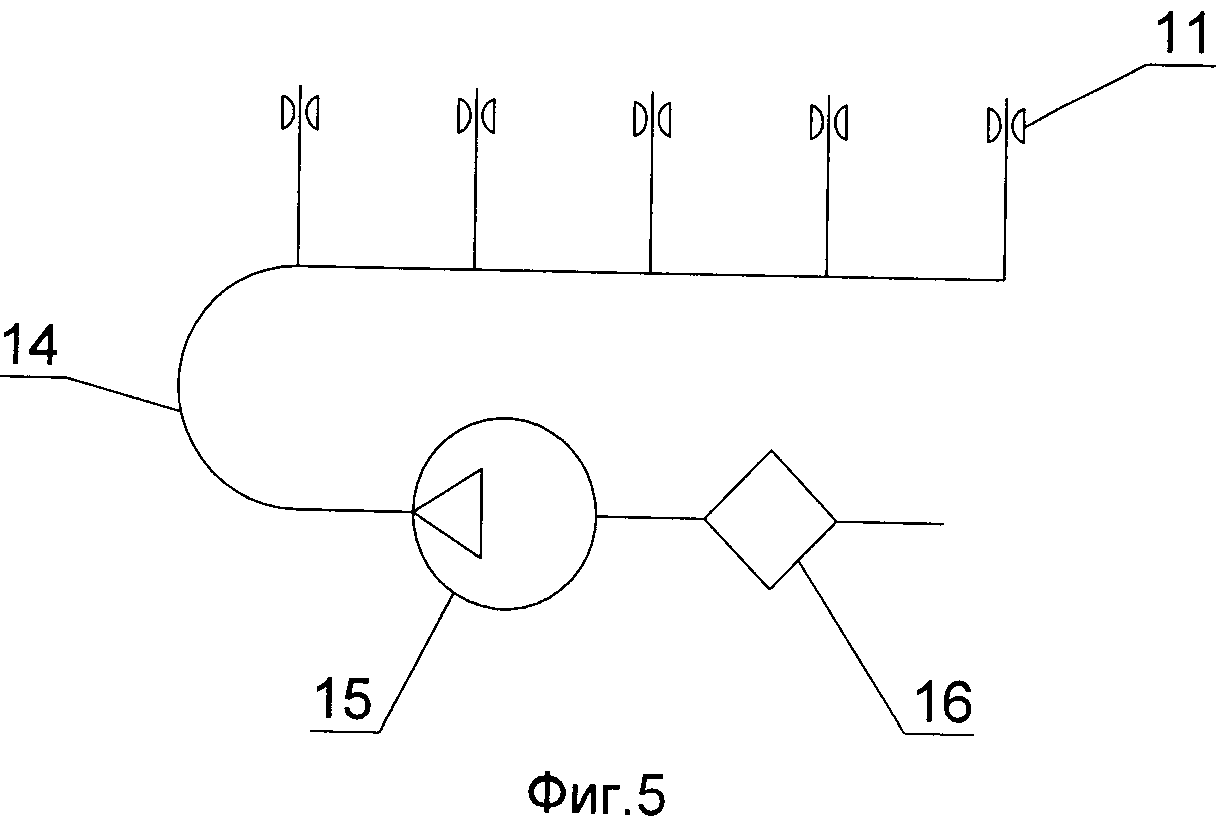
- на фиг.5 - гидравлическая схема подачи жидкости в полости стоек.
Установка гидроабразивной резки содержит основание 1 с продольными направляющими 2, на которых с возможностью возвратно-поступательного перемещения посредством привода (не показан) установлен портал 3 с поперечными направляющими 4, па поперечных направляющих с возможностью возвратно-поступательного перемещения посредством привода (не показан) смонтирована каретка 5, несущая приводной суппорт 6, предназначенный для установки инструментальной (струйной) головки 7. В основании 1 имеется ванна 8. В ванне размещена с возможностью перемещения в горизонтальной плоскости рама 9, на которой вертикально закреплены полые стойки 10. В верхней части стоек установлены с возможностью осевого перемещения плавающие гидростатические опорные элементы - втулки 11, имеющие осевые отверстия 12. На втулках 11 имеются поверхности, предназначенные для укладки подлежащей резке заготовки (раскраиваемого листа) 13. Полости стоек 10 магистралью 14 связаны с емкостью для жидкости (позицией не обозначена), из которой жидкость посредством насоса 15 через фильтр 16 имеет возможность подачи в полости стоек и в отверстия 12 втулок 11.
Рама снизу имеет опорные элементы 17, опирающиеся на выступ 18, образованный во внутренней поверхности ванны 8. Необходимо отметить, что рама имеет размеры несколько меньше, чем размеры внутреннего контура ванны 8. Это позволяет раме совершать перемещения по выступу в пределах зазора, образованного решеткой и внутренними поверхностями стенок ванны.
Положение листа 13 на позиции его раскроя определяется ограничителями 19.
Перемещение решетки осуществляется посредством приводов 20 и 21.
Установка оснащена системой ЧПУ, управляемой приводами перемещения портала 3, каретки 5, суппорта 6, приводами 20, 21.
Установка гидроабразивной резки работает следующим образом.
На опорную поверхность гидростатических втулок 11, вставленных в стойки 10 подвижной рамы 9, укладывают подлежащий раскрою лист 13. В ванну 8 наливают необходимое количество воды. Включают гидравлический насос 15, который всасывает воду из ванны 8, проходящую через фильтр 16. Вода, подаваемая насосом 15, поступает по магистрали 14 к полостям стоек 10 и через полости - к гидростатическим втулкам 11, которые приподнимаются над стойками 10 на зазор А, тем самым компенсируя возможные неровности раскраиваемого листа 13. Из-за избыточного давления жидкости, проходящей под давлением через отверстия 12 втулок 11, подлежащий раскрою лист 13 приподнимается над поверхностью гидростатических втулок 11 на зазор Б, что позволяет с минимальным трением перемещать раму 9 под раскраиваемым листом 13, не сдвигая его. Включают подачу гидроабразива через струйную головку 7, которым и осуществляется раскрой листа. Перемещениям раскраиваемого листа в горизонтальных направлениях препятствуют ограничители 19. Раскрой листа осуществляется по заданной программе согласованной работой приводов портала, каретки, суппорта. В момент, когда режущая головка 7 приближается к гидростатической втулке 11 и существует вероятность совпадения их координат, а следовательно, повреждения втулки абразивной струей, системой ЧПУ дается соответствующая команда на приводы 20 и 21, и подвижная рама 9 посредством опор 17 перемещается по выступу 18 ванны на необходимое расстояние, тем самым предотвращая попадание гидроабразивной струи на гидростатическую втулку 11.
После окончания резки отключают подачу гидроабразива и снимают раскроенный лист с решетки.
Использование предлагаемой установки позволяет повысить точность реза за счет исключения повреждений опорных поверхностей втулок, повысить их долговечность, тем самым снизив расходы на эксплуатацию и обслуживание.
Установка гидроабразивной резки, содержащая основание с продольными направляющими, на которых с возможностью возвратно-поступательного перемещения установлен портал с поперечными направляющими, на поперечных направляющих портала с возможностью возвратно-поступательного перемещения смонтирована струйная головка, при этом в основании выполнена ванна, в которой размещена решетка в виде рамы, на которой вертикально закреплены стойки с опорными элементами, предназначенными для размещения на них подлежащего резке листа, отличающаяся тем, что решетка установлена в ванной с возможностью перемещения в горизонтальной плоскости, стойки выполнены полыми, а их полости связаны с магистралью подачи рабочей среды, причем опорные элементы стоек выполнены в виде втулок с осевыми отверстиями, установленных в стойках с возможностью осевого перемещения.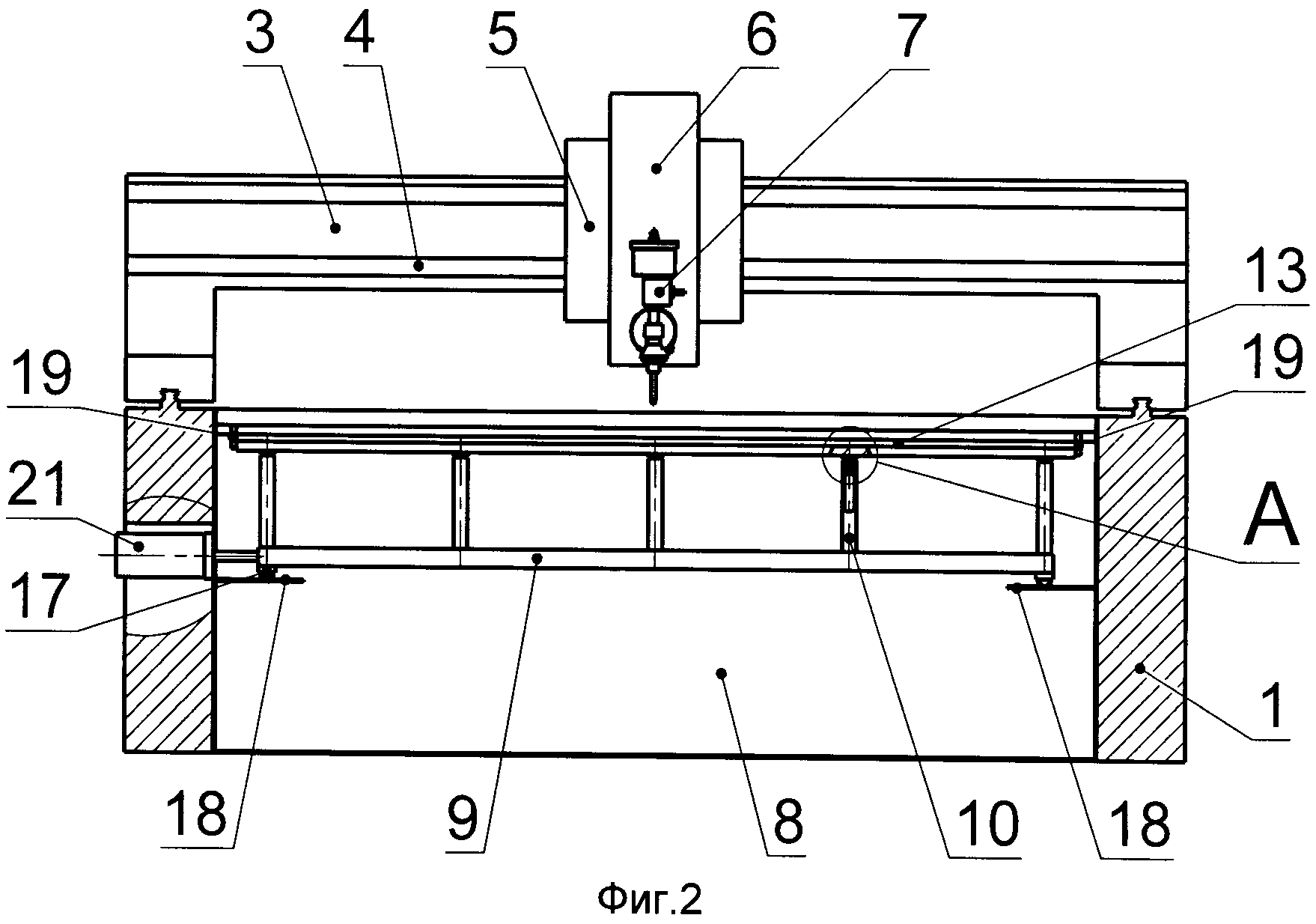
Устройство для получения изделий послойным лазерным спеканием порошков
Способ изготовления оребренных обечаек
Устройство для ультразвукового контроля изделий
Способ определения статического дисбаланса ротора на балансировочных ножах
Способ определения массы и положения центра масс изделия и устройство для его осуществления
Способ пайки
Стенд контроля осевой нагрузки узла шарикоподшипниковых опор роторов силовых гироскопов и двигателей-маховиков
Способ гибки труб и станок для осуществления способа
Установка для лазерно-дуговой сварки деталей
Способ электронно-лучевой сварки разнородных металлов
Устройство для получения изделий послойным лазерным спеканием порошков
Способ изготовления оребренных обечаек
Устройство для ультразвукового контроля изделий
Способ определения статического дисбаланса ротора на балансировочных ножах
Способ определения массы и положения центра масс изделия и устройство для его осуществления
Способ пайки
Стенд контроля осевой нагрузки узла шарикоподшипниковых опор роторов силовых гироскопов и двигателей-маховиков
Способ гибки труб и станок для осуществления способа
Установка для лазерно-дуговой сварки деталей
Способ электронно-лучевой сварки разнородных металлов

