Результат интеллектуальной деятельности: СПОСОБ РАЗДЕЛЕНИЯ ПРУТКА НА ДЛИННОМЕРНЫЕ ЗАГОТОВКИ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и может быть использовано, в частности, для разделения прутка на длинномерные заготовки.
Известен способ резки проволоки на мерные заготовки, заключающийся в подаче материала до упора и резке его на мерные заготовки вращающимися навстречу друг другу подвижными ножами (авторское свидетельство СССР 716683, М.кл. 2 B21F 11/00).
Использование данного способа позволяет повысить производительность резки благодаря одновременной отрезке двух мерных заготовок. Однако получаемые заготовки имеют пониженное качество вследствие неизбежного образования дефектов в виде утяжин и смятий концевых участков заготовки, а также возникновения заусенцев на торцевых кромках мерной заготовки (Ковка и штамповка. Справочник в 4-х т. Т.1. Под ред. Е.И.Семенова. М.: Машиностроение. 1985. - с.171).
Известен способ разделения прутка на длинномерные заготовки, заключающийся в подаче прутка до совмещения плоскости разделения с плоскостью внедрения клинового инструмента, выполненного в виде ролика с V-образной рабочей кромкой, сообщении клиновому инструменту вращательного движения и приложении к нему деформирующего усилия, формировании V-образной канавки в плоскости разделения прутка, приложении нажимного усилия к консольному концу мерной заготовки и отделении ее от прутка разрушением металла по плоскости надреза. Полученные этим способом длинномерные заготовки имеют торцевые фаски, что повышает их качество. Это техническое решение является наиболее близким по совокупности существенных признаков и принято в качестве прототипа (Ковка и штамповка. Справочник в 4-х т. Т.1. Под ред. Е.И.Семенова. М.: Машиностроение. 1985. - С.165).
Основным недостатком описанного способа разделения прутка на длинномерные заготовки является пониженное качество мерных заготовок, обусловленное большой шероховатостью ее торцевых поверхностей, так как отделение мерной заготовки осуществляют путем ее отрыва от прутка с разрушением металла по плоскости надреза (Ковка и штамповка. Справочник в 4-х т. Т.1. Под ред. Е.И. Семенова. М.: Машиностроение. 1985. - С.165).
В основу изобретения поставлена задача повышения качества длинномерных заготовок.
Для решения поставленной задачи в способе разделения прутка на длинномерные заготовки, заключающемся в подаче прутка до совмещения плоскости разделения с плоскостью внедрения клинового инструмента, выполненного в виде ролика с V-образной рабочей кромкой, сообщении клиновому инструменту вращательного движения и приложении к нему деформирующего усилия, формировании V-образной канавки в плоскости разделения прутка, приложении нажимного усилия к консольному концу длинномерной заготовки и отделении ее от прутка, согласно изобретению приложение нажимного усилия к консольному концу длинномерной заготовки осуществляют одновременно с приложением деформирующего усилия к клиновому инструменту, при этом нажимное усилие к консольному концу длинномерной заготовки и деформирующее усилие к клиновому инструменту прикладывают односторонне относительно оси прутка в общей продольной радиальной плоскости, имеющей возможность вращательного движения вокруг продольной оси прутка, а величины периодически чередующих напряжений растяжения и сжатия в плоскости разделения прутка устанавливают в диапазоне от величины предела упругости металла на момент внедрения клинового инструмента до величины не менее значения предела текучести металла на сдвиг к моменту отделения мерной заготовки от прутка.
Одновременным односторонним приложением нажимного и деформирующего усилий с размещением их в общей продольной радиальной плоскости, имеющей возможность вращательного движения вокруг продольной оси прутка, в предлагаемом способе разделения прутка на длинномерные заготовки создают круговой знакопеременный изгибающий момент, а величины периодически чередующихся напряжений растяжения и сжатия в плоскости разделения прутка устанавливают в диапазоне изменения от величины предела упругости металла на момент внедрения клинового инструмента до величины не менее значения предела текучести металла на сдвиг к моменту отделения мерной заготовки от прутка, чем вызывают внутризеренную сдвиговою деформацию с образованием поверхности усталостного разрушения металла в этой плоскости к моменту отделения мерной заготовки от прутка (Напряжение, деформации, разрушение. Колмогоров В.Л. Изд-во «Металлургия», 1970, с.56-60). В результате получают мерные заготовки с гладкими торцевыми поверхностями и торцевыми фасками, что обеспечивает высокое качество длинномерных заготовок.
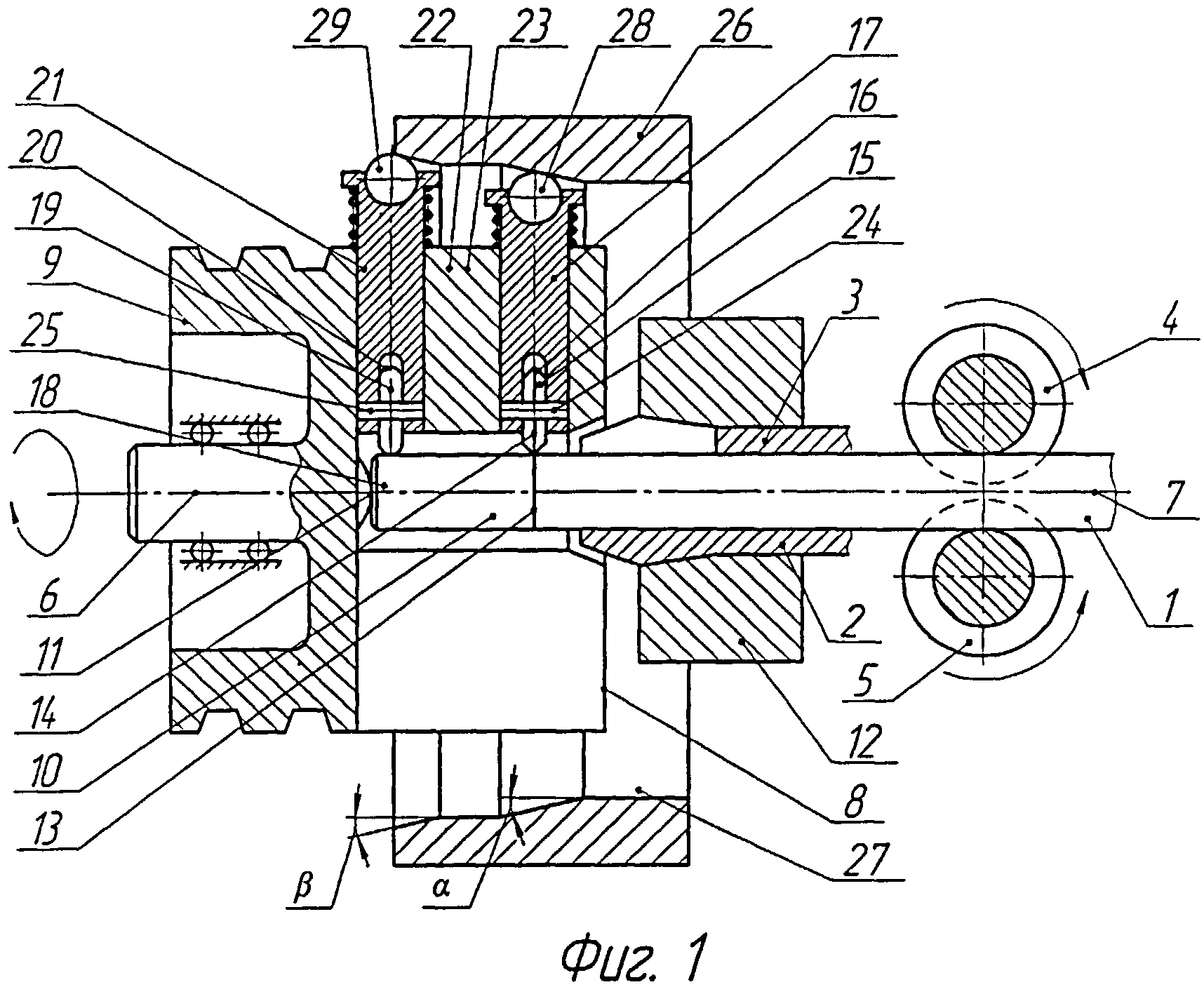
Предложенное изобретение поясняется чертежами, где на фиг.1 показан момент начала процесса разделения прутка на длинномерные заготовки, на фиг.2 - момент отделения длинномерной заготовки от прутка.
Способ разделения прутка на длинномерные заготовки заключается в том, что подают пруток до совмещения плоскости разделения с плоскостью внедрения клинового инструмента, выполненного в виде ролика с V-образной рабочей кромкой, сообщают клиновому инструменту вращательное движение и прикладывают к нему деформирующее усилие одновременно с приложением нажимного усилия к консольному концу длинномерной заготовки. Нажимное усилие к консольному концу длинномерной заготовки и деформирующее усилие к клиновому инструменту прикладывают односторонне относительно оси прутка в общей продольной радиальной плоскости, имеющей возможность вращательного движения вокруг продольной оси прутка. Величины периодически чередующихся напряжений растяжения и сжатия в плоскости разделения прутка устанавливают в диапазоне от величины предела упругости металла на момент внедрения клинового инструмента до величины не менее значения предела текучести металла на сдвиг к моменту его разрушения в плоскости разделения. Формируют V-образную канавку в плоскости разделения прутка и отделяют длинномерную заготовку от прутка.
Способ разделения прутка на длинномерные заготовки реализуют следующим образом. Пруток 1 через направляющую втулку, например разрезную цангу 2 цангового патрона 3, роликами 4 и 5 подают во вращающийся вокруг оси 6, совпадающей с продольной осью 7 прутка 1, ротор 8, жестко связанный с приводным элементом 9, на длину мерной заготовки 10 до пружинного упора 11, и зажимают, например, в цанговом патроне 3 путем перемещения втулки 12 по разрезной цанге 2. При этом плоскость 13 разделения прутка 1 совмещают с плоскостью 14 внедрения клинового инструмента, выполненного в виде ролика 15 с V-образной рабочей кромкой 16, установленного в державке 17, а консольный конец 18 мерной заготовки 10 располагают напротив нажимного ролика 19 с округленной рабочей поверхностью 20, установленного в державке 21. Державки 17 и 21 размещают в стенке 22 ротора 8 односторонне относительно оси 6 вращения ротора 8 с возможностью радиального их перемещения в плоскости 23, включающей продольные оси 24 и 25 соответственно роликов 15 и 19 и продольную ось 7 прутка 1 (фиг.1).
Затем перемещают нажимную обойму 26 с рабочей поверхностью 27, выполненной со скосами α и β, воздействующими на установленные в державки 17 и 21 нажимные шарики 28 и 29, центры которых размещают в плоскости 23 (фиг.1), создавая посредством радиального перемещения державок 17 и 21 деформирующее и нажимное усилия соответственно на роликах 15 и 19.
С момента одностороннего приложения деформирующего и нажимного усилий, размещенных в одной радиальной плоскости 23, имеющей возможность вращательного движения вокруг продольной оси 7 прутка 1, в плоскости 13 разделения прутка 1 посредством ролика 15 формируют V-образную канавку 30, а нажимным роликом 19 путем отклонения консольного конца 18 мерной заготовки 10 в этой плоскости создают круговой знакопеременный изгибающий момент, с периодически чередующимися напряжениями растяжения и сжатия вызывают внутризеренную сдвиговую деформацию в плоскости 13 разделения прутка 1, что обуславливает образование гладких торцевых поверхностей мерной заготовки 10, перпендикулярных ее продольной оси 31 (фиг.2), при этом величину напряжений устанавливают в диапазоне изменения от величины предела упругости металла в момент начала внедрения ролика 15 в плоскость 13 разделения прутка 1 до величины не менее предела прочности металла на сдвиг к моменту его разрушения в плоскости 13 разделения и отделения мерной заготовки 10 от прутка 1. Отделенная от прутка 1 длинномерная заготовка 10 удаляется из ротора 8 через окно 32, выполненное в его стенке 22 (фиг.2).
Пример. Получена партия длинномерных заготовок диаметром d=24 мм длиной l=52 мм, с торцевыми фасками 2×45°. Материал сталь 30; предел прочности стали 30 σв=500 МПа; предел текучести σm=300 МПа (Ковка и штамповка. Справочник в 4-х т. Т.1. Под ред. Е.И. Семенова. М.: Машиностроение. 1985. - С.13, табл.7).
Расчет технологических параметров процесса осуществляют в следующем порядке.
1. Определяют величину нажимного усилия из соотношений:


где Mизг - изгибающий момент в плоскости разделения прутка на мерные заготовки;
σy - предел упругости стали, МПа; принимают σy=σm (Политехнический словарь. Гл. ред. И.И. Артоболевский. - М.: Советская энциклопедия, 1977. - с.386);
 - момент сопротивления сечения, мм3,
- момент сопротивления сечения, мм3,
где dk - диаметр клиновой канавки; dk=d-2·h=24-2·2=20 мм;
h - 2 мм - глубина фаски;
Pн - нажимное усилие, кг.

2. Определяют величину отклонения консольной части мерной заготовки под действием нажимного усилия (Безухов Н.И. Теория упругости и пластичности. - М.: Госиздат. 1953. - с.150).
где f - величина отклонения консольной части мерной заготовки, мм; E=2·105 - модуль упругости стали, МПа;
 - момент инерции поперечного сечения в плоскости
- момент инерции поперечного сечения в плоскости
разделения прутка, мм4;
r - радиус заготовки, мм; r=0,5·d=0,5·34=17 мм;

3. Определяют количество циклов (оборотов ротора), необходимое для получения поверхности усталостного разрушения и отделения мерной заготовки от прутка.
Для этого по графику (Напряжение, деформации, разрушение. Колмогоров В.Л. Изд-во «Металлургия», 1970, с.59, рис.30) для стали 30 определяют суммарную степень деформации сдвига (ΛΣ), равную ΛΣ=6, а по значению по графику находят количество циклов (N), равное N=6.
4. Определяют угол (α) скоса нажимной обоймы 26 для радиального перемещения державки 17.
Принимают частоту вращения ротора 8 120 об/мин, продольную подачу (Sп) нажимной обоймы 26 Sп=4 мм/об. Тогда
tgα=h/Sn=2/4=0,5; α=27°.
Здесь h=2 мм - высота торцевой фаски (по условию).
5. Определяют угол (β) скоса нажимной обоймы 26 для радиального перемещения державки 21:
tgβ=f/Sn=0,2/4=0,05; β=3°.
При 6-цикловом процессе отделения мерной заготовки от прутка ход (L) перемещения нажимной обоймы 26 составил L=N·Sn=6·4=24 мм.
6. Определяют предел текучести металла на сдвиг по известной формуле
τS=0,58·σS,
где τS - предел текучести металла на сдвиг, МПа;
σS - сопротивление деформации, МПа;
для практических расчетов принимают σS≈σв. Тогда
τS=0,58·σв=0,58·500=290 МПа.
Полученные длинномерные заготовки имели торцевые фаски и гладкие торцевые поверхности, перпендикулярные продольной оси.
Таким образом, реализация предложенного способа позволяет существенно повысить качество длинномерных заготовок, получаемых из прутка.
Способ разделения прутка на длинномерные заготовки, включающий подачу прутка до совмещения плоскости разделения с плоскостью внедрения клинового инструмента, выполненного в виде ролика с V-образной рабочей кромкой, сообщение клиновому инструменту вращательного движения и приложение к нему деформирующего усилия, формирование V-образной канавки в плоскости разделения прутка, приложение нажимного усилия к консольному концу длинномерной заготовки и отделение ее от прутка, отличающийся тем, что приложение нажимного усилия к консольному концу длинномерной заготовки осуществляют одновременно с приложением деформирующего усилия к клиновому инструменту, при этом нажимное усилие к консольному концу длинномерной заготовки и деформирующее усилие к клиновому инструменту прикладывают односторонне относительно оси прутка в общей продольной радиальной плоскости, имеющей возможность вращательного движения вокруг продольной оси прутка, а величины периодически чередующихся напряжений растяжения и сжатия в плоскости разделения прутка устанавливают в диапазоне от величины предела упругости металла на момент внедрения клинового инструмента до величины не менее значения предела текучести металла на сдвиг к моменту отделения длинномерной заготовки от прутка.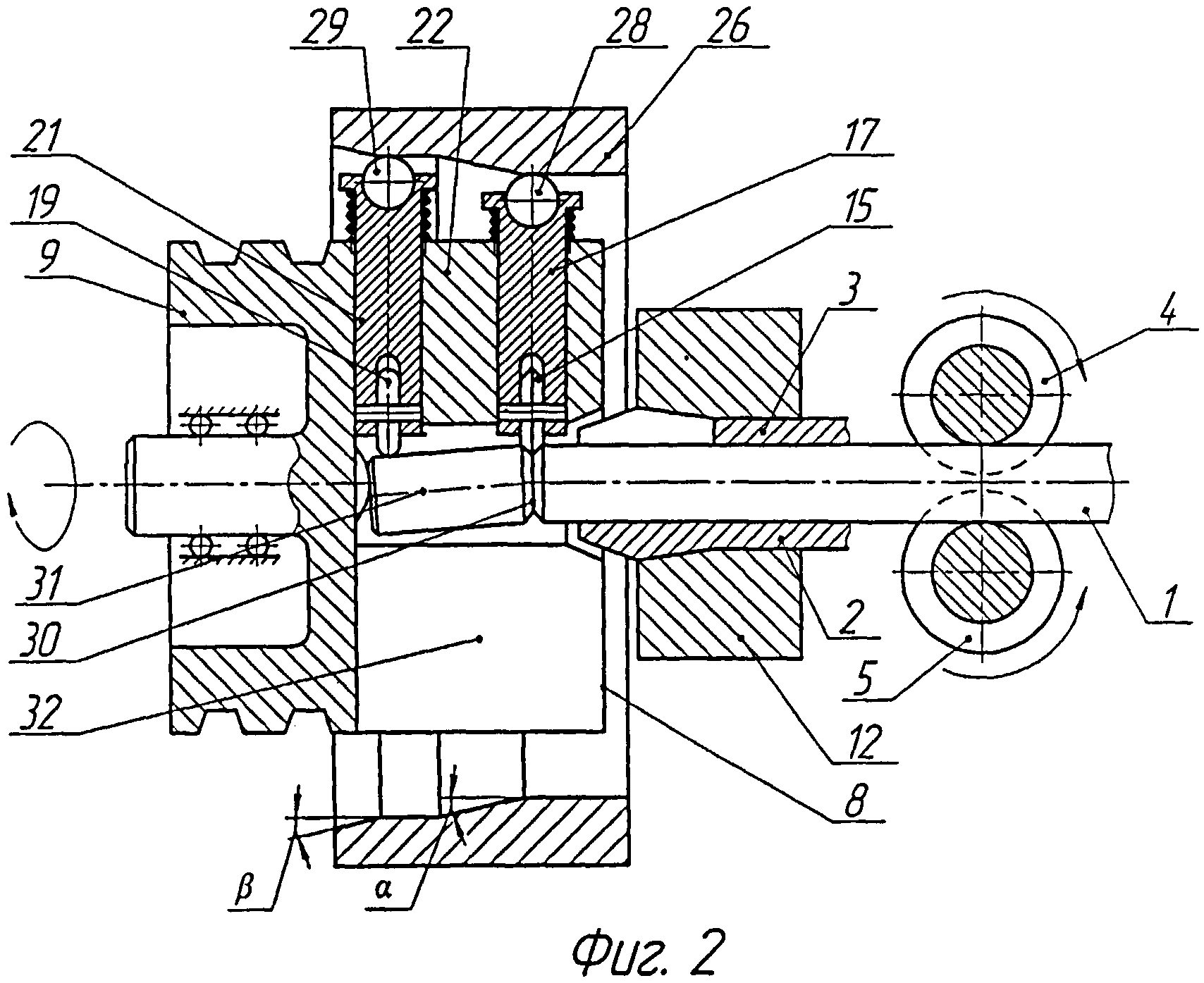
Способ получения поковок без штамповочных уклонов для деталей с кольцевыми элементами
Штамп для получения осесимметричных изделий без штамповочных уклонов
Штамп с горизонтальным разъемом матриц для штамповки поковок типа крестовин
Способ формирования сортового профиля в закрытых калибрах
Способ получения составной детали типа поковки тарельчатого клапана двигателя внутреннего сгорания
Способ получения составных стержневых деталей
Способ сборки металлических заготовок пластическим деформированием
Крестовая муфта
Реверсивный однофазный мостовой транзисторный преобразователь
Аналого-цифровой преобразователь с расширенным динамическим диапазоном
Двухрядный шариковый подшипник качения
Способ оценки перемещений зубов в процессе лечения
Сцепное устройство тягача
Способ индукционного упрочнения и восстановления деталей
Шихта для получения пористого проницаемого материала
Шихта для получения пористого проницаемого материала
Способ изготовления упрочненных стальных и чугунных деталей

