Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА МАЛОГАБАРИТНЫЕ ИЗДЕЛИЯ
Вид РИД
Изобретение
Изобретение относится к области порошковой металлургии и, в частности, к устройствам для нанесения металлопокрытий методом химического осаждения металлов из газовой фазы, преимущественно разложением карбонилов металлов покрытия в условиях термоциклирования покрываемых изделий. Устройство может быть использовано для нанесения защитных и упрочняющих покрытий на различные малогабаритные изделия, нанесения покрытий на абразивные порошки, режущие элементы типа пластин для напайки их на корпус и т.п.
Известны устройства для металлизации порошков, микросфер, содержащие вертикальный реактор, состоящий из двух герметичных камер, выполненных в виде усеченных конусов и соединенных между собой меньшими основаниями переходной вставкой (SU №774798, кл. B22F 1/02, 1978 г., RU №2307004, кл. B22F 1/00, 2005 г.). Реактор имеет возможность поворотов вокруг горизонтальной оси, при этом помещенные в одну из камер порошки или микросферы пересыпаются в другую камеру, проходя переходную вставку, в которой на изделия подаются пары легколетучего соединения металла покрытия. Недостаток устройств заключается в том, что они содержат сильно сужающийся участок: в первом устройстве - это вся переходная вставка, во втором устройстве - узкая горловина конусов и переходной зоны, в которой размещен ворошитель. Сужающие участки являются препятствием для нанесения покрытий на изделия, форма которых отличается от шаровидной, а также на изделия более крупных размеров, чем порошки.
Известны устройства, содержащие вертикальный цилиндрический реактор с обогревателем, на внутренних стенках которого выполнены винтовые канавки, являющиеся лотками для приема и перемещения покрываемых порошков из нижней зоны реактора в верхнюю (SU №1502190, кл. B22F 1/02, 1987 г., SU №1600928, кл. B22F 1/02, 1988 г.). Реактор снабжен виброустройством, которое способствует перемещению покрываемых порошков по винтовым канавкам. При транспортировании порошков происходит их металлизация. Из верхней зоны реактора порошки попадают в холодильник и на выгрузку. Недостаток устройств заключается в том, что в нем не предусмотрен автоматический возврат порошков в реактор для повторного нанесения покрытия, для того, чтобы получить покрытие необходимой толщины. Аналогичное устройство описано в патенте US №3429295, кл. С23С 13/00, 1969 г. Устройство содержит вертикальный конический реактор, внутренние стенки которого выполнены с шероховатостью, способствующей подъему покрываемых порошков вверх по шероховатым стенкам реактора при его вращении. В устройстве предусмотрена система для возврата покрываемых порошков в реакционную камеру, чтобы иметь возможность многократного нанесения покрытия, пока его толщина не достигнет необходимой величины. Недостаток устройства заключается в том, что оно предназначено для нанесения покрытия на частицы правильной формы размером не более 200 меш. И не может быть использовано для изделий другой формы больших размеров.
Наиболее близким является устройство для нанесения защитных покрытий на малогабаритные изделия, такие как винты, гайки, шайбы, шплинты и т.п., содержащее цилиндрический реактор, на одном конце которого установлена крышка с патрубком для вывода продуктов реакции и нагреватель, а на другом конце установлен термостатический кожух с патрубком для ввода в реактор газообразного материала покрытия, выполняющий функции второй крышки реактора. Внутри реактора вдоль образующей цилиндра установлена рифленая линейка, концы которой жестко связаны с внутренней поверхностью реактора пайкой для предупреждения ее смещения (RU №2072180, кл. С23С 16/16, 1996 г.). Реактор установлен на оси с возможностью качания в вертикальной плоскости. Недостаток устройства заключается в следующем. Покрываемые металлом изделия могут иметь различную форму и размеры. Для металлизации различных изделий в реакторе устанавливают рифленые линейки, которые отличаются шагом рифлений, величиной ступени, получаемой на линейке в результате рифления и т.п. Замена рифленой линейки, которая соединена с реактором пайкой, практически невозможна. Поэтому для каждой группы изделий необходимо иметь свой реактор с линейкой. По мере использования реактора внутри на его стенках и на рифленой линейке нарастает слой металла, который уменьшает внутренний диаметр реактора и, соответственно, объем реакционной зоны. Для чистки линейки и реактора линейку необходимо вынимать из реактора, что, как указывалось выше, практически сделать невозможно. Поэтому, при достаточно большой зарощенности реактора и линейки, необходимо в установке использовать новый реактор с линейкой.
Технической задачей является создание устройства, которое может быть многократно использовано для нанесения покрытий на малогабаритные изделия различной формы за счет возможности быстрой и легкой замены рифленой линейки.
Техническая задача решается тем, что в устройстве для нанесения покрытий на малогабаритные изделия, содержащем выполненный с возможностью качания в вертикальной плоскости цилиндрический реактор, на одном конце которого установлена крышка с патрубком и нагреватель, а на другом конце - термостатический кожух с патрубком, и рифленую линейку, расположенную внутри реактора вдоль образующей цилиндра, рифленая линейка по концам снабжена плоской пластинчатой пружиной изгиба, жестко соединенной с линейкой по меньшей мере одноточечным контактом.
Сущность изобретения заключается в том, что линейка удерживается внутри корпуса реактора за счет упругости концевых консольных участков, которые стремятся распрямиться и с силой прижимаются к внутренней поверхности цилиндра, удерживая линейку.
Устройство для нанесения покрытий на малогабаритные изделия поясняется чертежами.
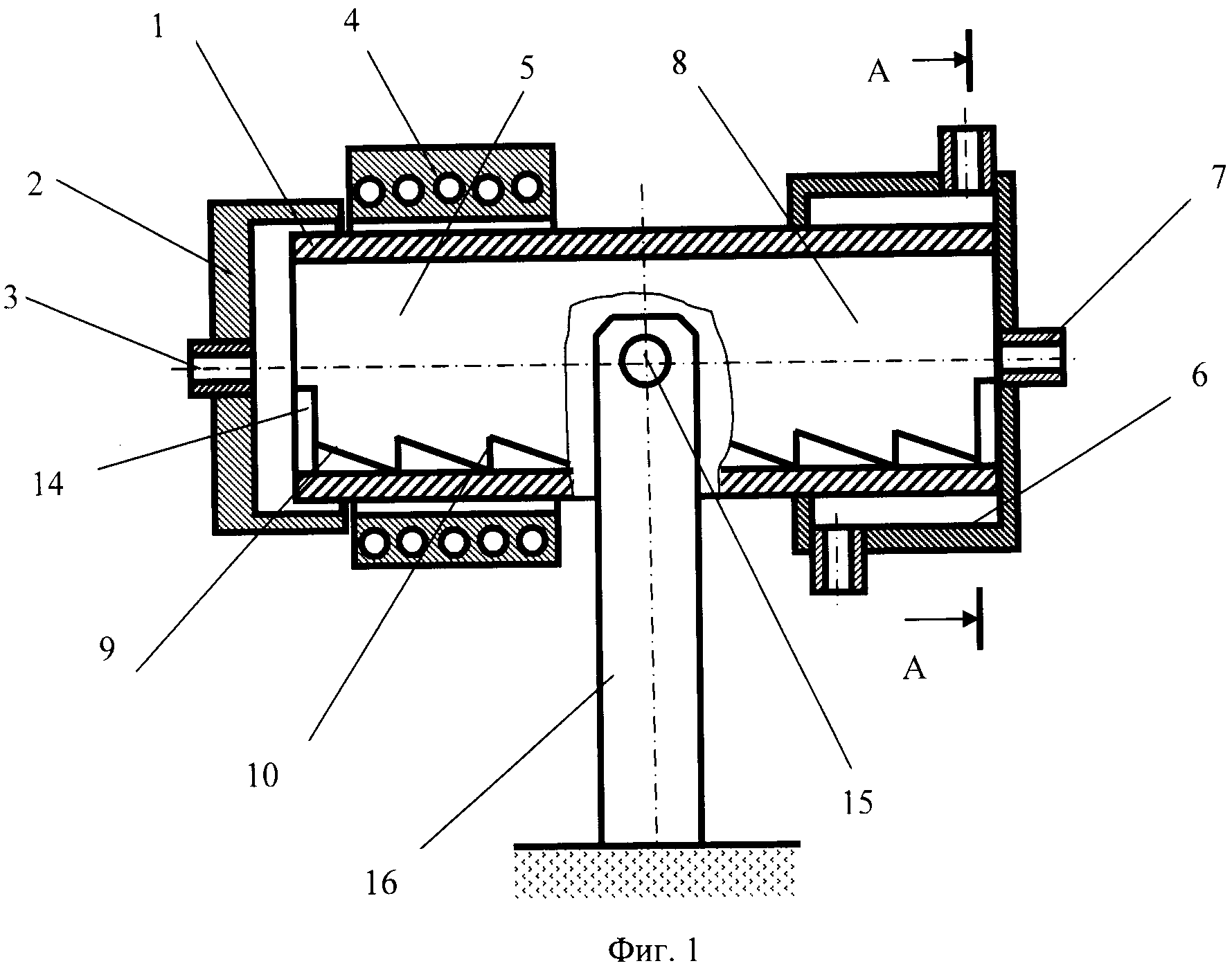
На фиг.1 показан реактор в положении загрузки изделий.
На фиг.2 показано сечение по А-А реактора.
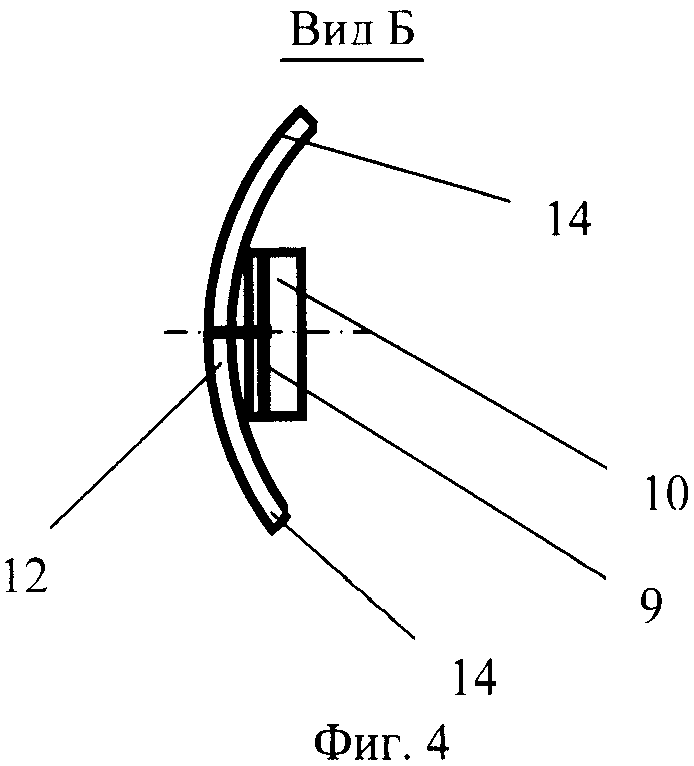
На фиг.3 условно показана рифленая линейка, на концах которой закреплены плоские пластинчатые пружины изгиба.
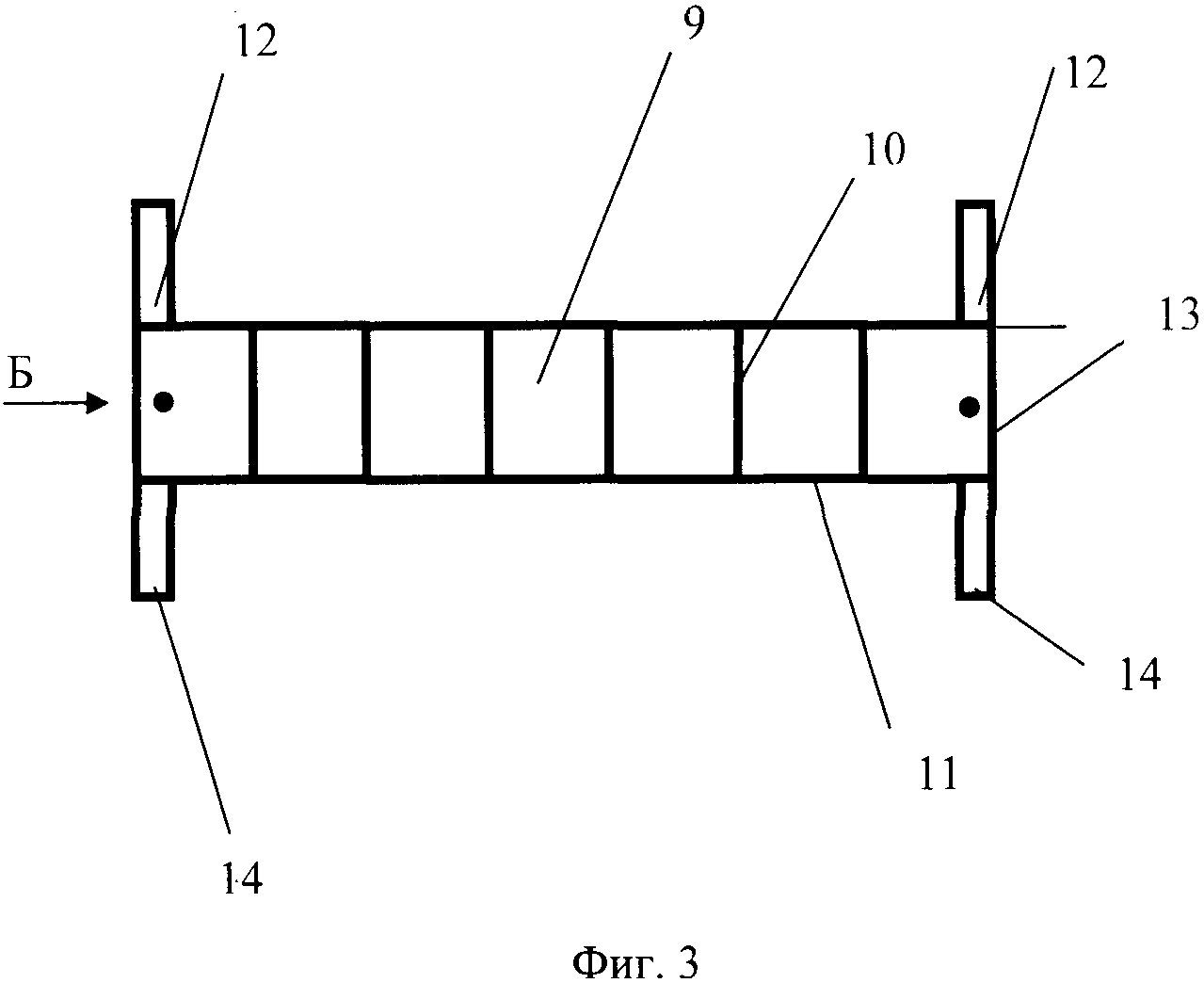
На фиг.4 показан вид Б на линейку.
Устройство содержит реактор, корпус 1 которого имеет форму цилиндра. На одном конце корпуса реактора установлена крышка 2 с патрубком 3. На этом же конце с наружной стороны корпуса реактора размещен нагреватель 4, который образует горячую зону реактора 5. На другом конце корпуса установлен термостатирующий кожух 6, с патрубком 7, который выполняет роль крышки реактора для образования замкнутого реакционного объема. Термостатирующий кожух образует холодную зону реактора 8, для чего в кожух подают, например, холодную воду. Внутри корпуса реактора вдоль образующей цилиндра установлена рифленая линейка 9. Линейка выполнена из цельного куска металла таким образом, что нижняя поверхность выполнена по кривой, прилегающей к внутренней поверхности реактора, а верхняя часть со ступенями 10. Линейка представляет собой прямоугольную пластину, изогнутую в поперечном направлении таким образом, что на ней образуются ступени 10. Линейка установлена в реакторе длинной стороной 11 вдоль образующей цилиндра корпуса реактора. К каждому концу линейки жестко присоединена плоская пластинчатая пружина изгиба 12. Пластинчатые пружины установлены поперек линейки, при этом их концы выступают за пределы узкой стороны 13 линейки и представляют собой концевые консольные участки 14. Предпочтительно плоская пружина присоединена к линейке по центру. Линейка в реакторе установлена так, что ступени 10 были направлены в сторону горячей зоны 5 реактора. Корпус реактора 1 установлен на оси вращения 15, стойки 16 с возможность качания в вертикальной плоскости.
Для установки рифленой линейки внутрь корпуса реактора консольные участки 14 пластинчатой пружины 12 сжимают и линейку вводят внутрь цилиндрического корпуса реактора 1. После этого консольные участки пружины отпускают, и ее концы стремятся распрямиться и с силой прижимаются к стенкам цилиндра. При этом линейка фиксируется без опасения ее смещения во время работы устройства. Для разборки реактора концевые консольные участки пластинчатой пружины сжимаются и рифленую линейку вынимают из реактора.
Устройство работает следующим образом.
При загрузке реактор занимает вертикальное положение крышкой вверх. Изделия, на поверхность которых наносят покрытие, засыпают в реакционную зону реактора. Реактор герметизируют и приводят в качательное движение в вертикальной плоскости, при котором внизу оказывается то горячая 5, то холодная 8 зоны реактора. При поворотах реактора детали внутри реактора свободно пересыпаются из холодной зону в горячую, а затем из горячей зоны в холодную. Ступени рифленой линейки обеспечивают перемешивание изделий и свободное их пересыпание из горячей зоны в холодную и препятствуют просыпанию прилегающего к ним слоя изделий в холодную зону. Для нанесения покрытия через патрубок 7 внутрь реактора подают потоком газа-носителя пары легко разлагаемого соединения металла покрытия, например, карбонила. В холодной зоне пары соединения металла осаждаются на поверхности изделия, в горячей зоне происходит разложение паров соединения металла с образованием на поверхности изделия металлического покрытия. Процесс осуществляется при многократном перемещении изделий из одной термической зоны в другую для получения покрытия необходимой величины. Продукты реакции выводятся из реакционной зоны через патрубок 3.
По мере заращивания реакционного объема и рифленой линейки металлом линейку путем сжатия концевых консольных участков плоской пружины вынимают из реактора, рабочую зону и линейку подвергают чистке и линейку устанавливают вновь. Также меняется линейка при необходимости ее замены на другую, например, отличающуюся размерами гофр для перемещения деталей большего или меньшего размера или другой конфигурации.
Устройство для нанесения покрытий методом химического осаждения металлов из газовой фазы на малогабаритные изделия, содержащее выполненный с возможностью качания в вертикальной плоскости реактор с цилиндрическим корпусом, на одном конце которого установлена крышка с патрубком и нагреватель, а на другом конце - термостатирующий кожух с патрубком, внутри реактора установлена рифленая линейка длинной стороной вдоль образующей цилиндрического корпуса, отличающееся тем, что оно снабжено плоской пластинчатой пружиной изгиба, жестко соединенной с рифленой линейкой и выполненной с консольными концевыми участками, выступающими за пределы линейки по ее ширине с возможностью прижатия к внутренней поверхности цилиндрического корпуса.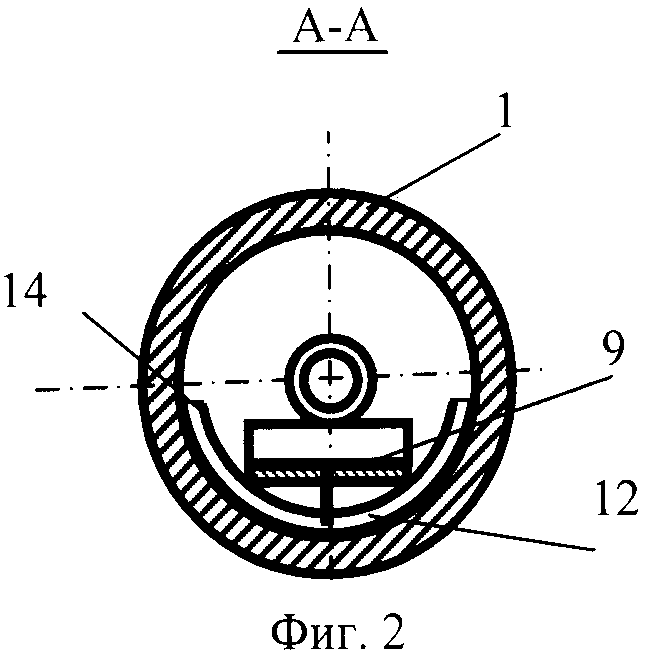
Способ дрессировки стальных отожженных полос
Способ производства броневых листов
Запирающая прокладка для многопуансонного устройства высокого давления и высоких температур
Способ получения композиционных материалов из кубического нитрида бора
Способ производства круглого сортового проката из автоматной стали
Способ производства гетерогенной листовой стали
Способ переработки молибденитовых концентратов
Способ производства тонкой горячекатаной листовой стали
Способ получения нанопорошка карбида кремния
Способ введения пластификатора и устройство для его осуществления
Устройство высокого давления и высоких температур
Способ формирования бидоменной структуры в пластинах монокристаллов
Способ дрессировки стальных отожженных полос
Способ производства броневых листов
Запирающая прокладка для многопуансонного устройства высокого давления и высоких температур
Способ получения композиционных материалов из кубического нитрида бора
Способ производства круглого сортового проката из автоматной стали
Способ производства гетерогенной листовой стали
Способ переработки молибденитовых концентратов
Способ производства тонкой горячекатаной листовой стали

