Результат интеллектуальной деятельности: СДВОЕННЫЕ КРОМКООБРЕЗНЫЕ НОЖНИЦЫ
Вид РИД
Изобретение
Изобретение относится к сдвоенным кромкообрезным ножницам с неподвижным нижним ножом и приводимым в движение поднимаемым и опускаемым верхним ножом, причем верхний нож установлен на салазках верхнего ножа, направляемых посредством суппорта, причем для направления суппорта на нем предусмотрены первый и второй эксцентриковые валы.
Сдвоенные кромкообрезные ножницы обычно используются для обрезки кромок металлических листов до их окончательной ширины. Обычно сдвоенные кромкообрезные ножницы приводятся в действие с помощью коленчатых валов, главное движение резания которых, однако, не является произвольно регулируемым. Суппорт салазок верхнего ножа в верхней и нижней областях закрепляется на соответствующих эксцентриковых валах. В нижней области эксцентриковый вал обычно установлен с помощью направляющей детали. С помощью эксцентрикового вала, предусмотренного в верхней области, направляющие салазок верхнего ножа могут регулироваться по высоте. Соединение эксцентрикового вала в нижней области посредством направляющей детали реализует горизонтальную регулировку суппорта. Если суппорт верхнего ножа в нижней области с помощью направляющей детали регулируется отдельно от верхней области, то это может привести к нежелательному перекашиванию салазок верхнего ножа.
Поэтому в основу изобретения положена задача создания таких сдвоенных кромкообрезных ножниц, у которых перекашивание салазок верхнего ножа может быть предотвращено.
Эта задача решается согласно изобретению с помощью признаков пункта 1 формулы изобретения. Предпочтительные варианты выполнения изобретения приведены в зависимых пунктах формулы изобретения.
Сдвоенные кромкообрезные ножницы согласно изобретению содержат неподвижный нижний нож и приводимый в движение поднимаемый и опускаемый верхний нож, причем верхний нож установлен на салазках верхнего ножа, направляемых посредством суппорта, причем для направления суппорта на нем предусмотрены первый и второй эксцентриковые валы.
Вследствие того, что согласно изобретению на одном из эксцентриковых валов не предусмотрено никакой направляющей детали, а эксцентриковые валы теперь соединены друг с другом синхронизирующим средством, так что они перемещаются (могут перемещаться) синхронно друг другу, обеспечена параллельная регулировка салазок верхнего ножа, соответственно, суппорта верхнего ножа, в поперечном или горизонтальном направлениях, что обеспечивает установку соответствующего зазора между ножами для обрезки кромок металлического листа. В результате перекашивание салазок, соответственно, суппорта верхнего ножа предотвращается.
Согласно предпочтительному варианту выполнения изобретения синхронизирующее средство выполнено в виде жесткой тяги. Вследствие того, что синхронизирующее средство выполнено в виде жесткой, несгибаемой тяги, возможно точное параллельное направление, или передвижение, первого и второго эксцентриковых валов, причем давление, оказываемое на оба эксцентриковых вала жестким синхронизирующим средством, одновременно равномерно распределяется на оба эксцентриковых вала.
Кроме того, предпочтительно, синхронизирующее средство установлено на первом и втором эксцентриковых валах с возможностью вращения. Благодаря установке синхронизирующего средства на обоих эксцентриковых валах с возможностью вращения синхронизирующее средство может следовать движениям эксцентриковых валов и целенаправленно настраивать их друг на друга, а также передавать движение одного эксцентрикового вала на соответствующий другой.
Первый эксцентриковый вал, предпочтительно, установлен на первом конце суппорта, а второй эксцентриковый вал, предпочтительно, на втором конце суппорта, противоположном первому. При этом первый и второй эксцентриковые валы, предпочтительно, расположены на первом и втором концах в направлении резания верхнего ножа. Благодаря тому, что на каждом из концов предусмотрен эксцентриковый вал, возможно равномерное направление и движение суппорт, соответственно, верхнего ножа, в направлении резания, благодаря чему достигается особенно оптимальная параллельная регулировка суппорта в поперечном или горизонтальном направлениях в направления резания. Тем самым в результате вертикального направления и выставления салазок верхнего ножа достигается улучшение качества реза во всем диапазоне регулировки зазора между ножами.
Кроме того, первый и второй эксцентриковые валы, предпочтительно, установлены в направлении резания верхнего ножа вдоль суппорта последовательно со смещением относительно друг друга. Благодаря тому, что первый и второй эксцентриковые валы в направлении резания верхнего ножа вдоль суппорта установлены последовательно со смещением относительно друг друга, может быть достигнута оптимальная регулировка суппорта. В результате возможные перекашивания компенсируются лучше. При этом смещение относительно друг друга означает, что первый и второй эксцентриковые валы установлены на суппорте таким образом, что первый эксцентриковый вал, предпочтительно, имеет меньший зазор относительно салазок верхнего ножа, чем второй эксцентриковый вал относительно салазок верхнего ножа.
Кроме того, изобретение относится к кромкообрезной линии, содержащей выполненные вышеописанным образом и усовершенствованные сдвоенные кромкообрезные ножницы.
Ниже изобретение более подробно поясняется на основе предпочтительного варианта выполнения со ссылкой на приложенные чертежи. При этом
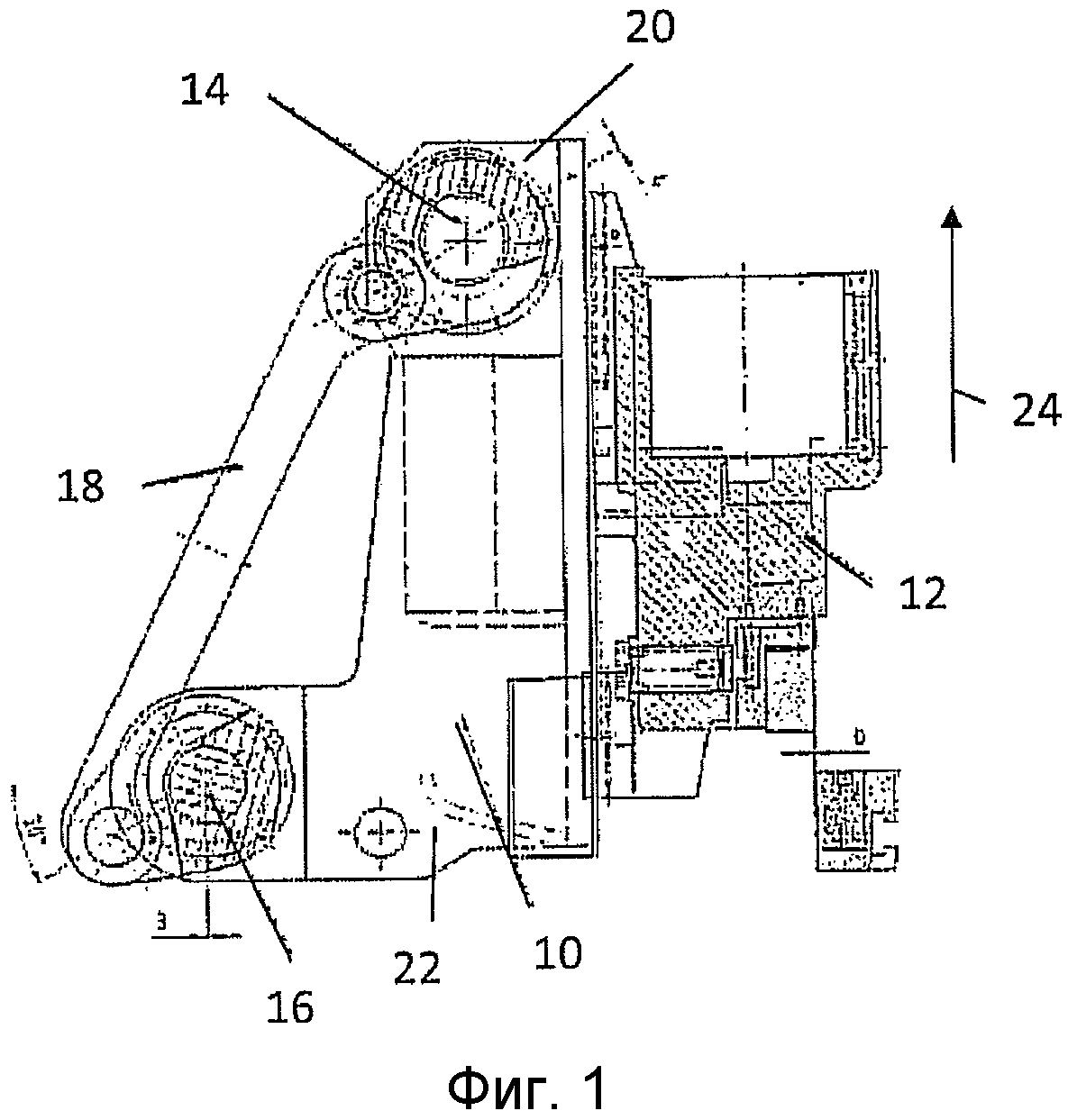
фиг.1 изображает разрез сдвоенных кромкообрезных ножниц согласно изобретению в первом положении;
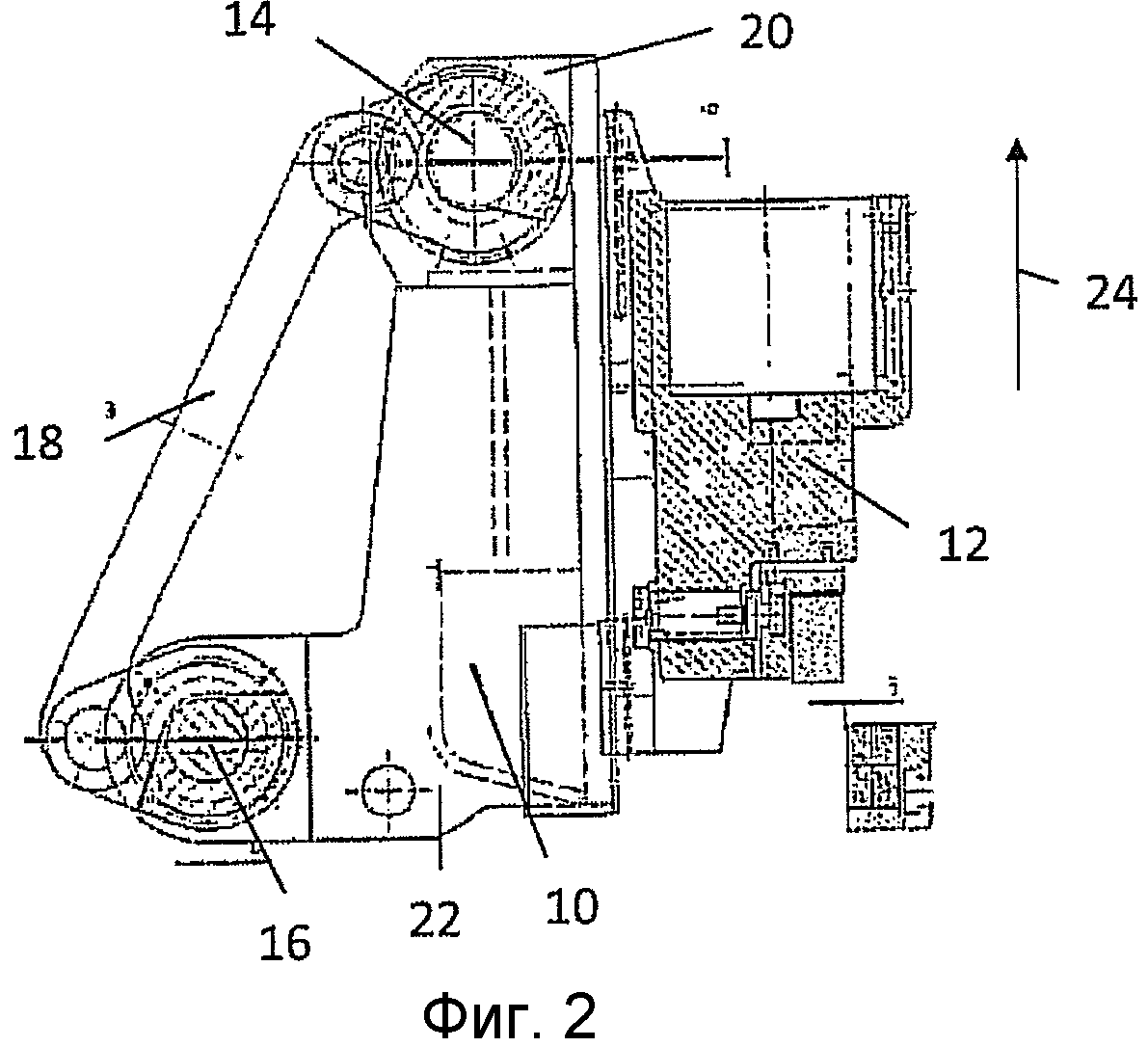
фиг.2 - разрез сдвоенных кромкообрезных ножниц согласно изобретению во втором положении;
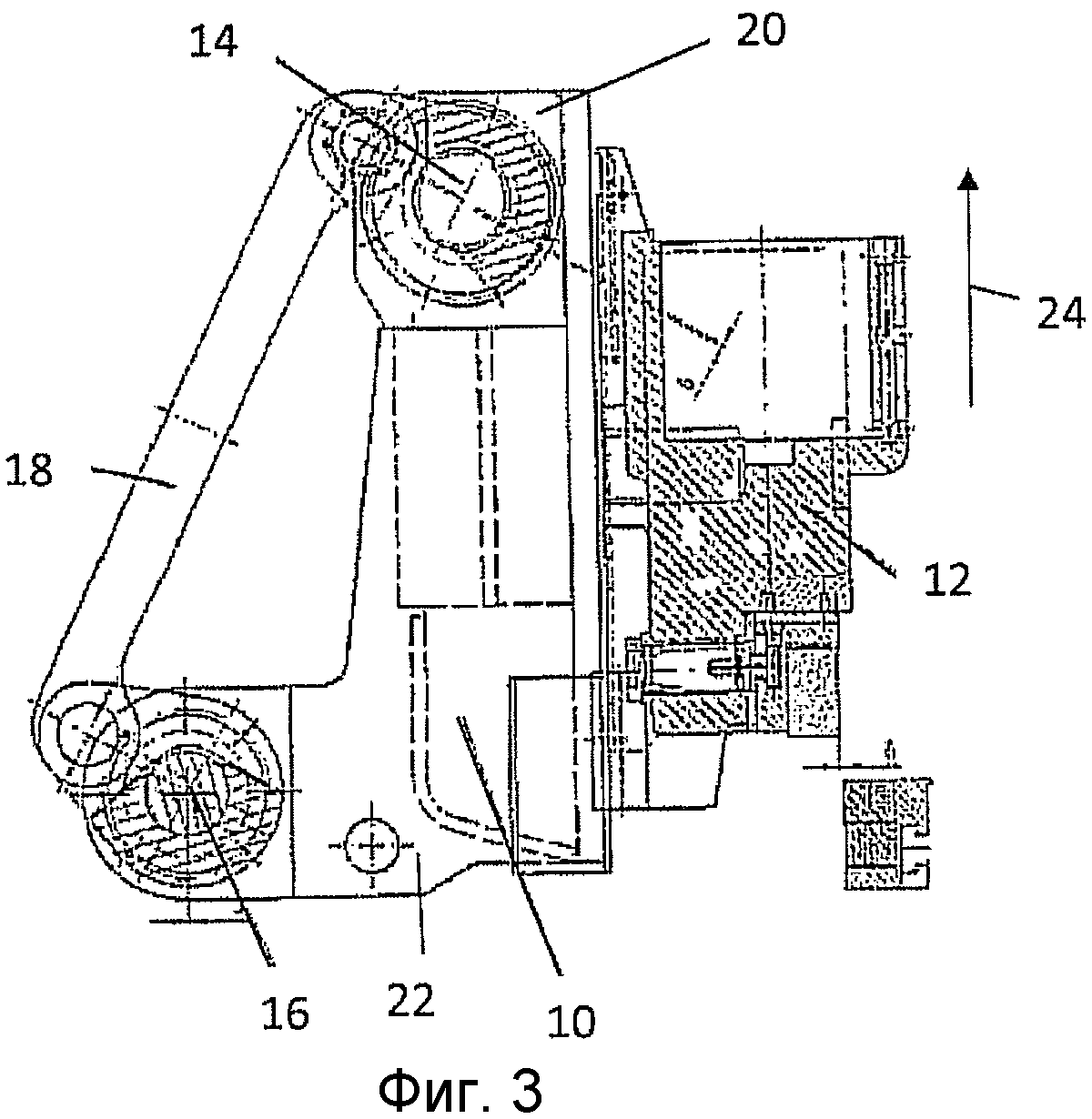
фиг.3 - разрез сдвоенных кромкообрезных ножниц согласно изобретению в третьем положении.
На фиг.1-3 изображены сдвоенные кромкообрезные ножницы согласно изобретению в разных положениях. Сдвоенные кромкообрезные ножницы содержат здесь не показанные неподвижный нижний и приводимый в движение поднимаемый и опускаемый верхний ножи, причем верхний нож установлен на салазках 12 верхнего ножа, направляемых посредством суппорта 10. Для направления суппорта 10 на нем предусмотрены первый 14 и второй эксцентриковый вал 16, причем первый и второй эксцентриковые валы 14, 16 соединены друг с другом посредством синхронизирующего средства 18. Благодаря этому первый 14 и второй эксцентриковый вал 16 могут совершать движение синхронно друг другу и осуществлять тем самым параллельную регулировку салазок 12 верхнего ножа в горизонтальном или поперечном направлениях для установки зазора между ножами, в частности, зазора верхнего ножа.
Синхронизирующее средство 18 выполнено в виде жесткой тяги, установленной с возможностью вращения на первом 14 и на втором эксцентриковом валу 16, что на фиг.1-3 видно на показанных здесь разных положениях поворота эксцентриковых валов 14, 16, соответственно, синхронизирующего средства 18.
Первый эксцентриковый вал 14 установлен на первом конце 20 суппорта 10, а второй эксцентриковый вал 16 - на втором конце 22 суппорта 10, противоположном первому концу 20. При этом первый эксцентриковый вал 14 и второй эксцентриковый вал 16 установлены в направлении 24 резания верхнего ножа вдоль суппорта 10 последовательно со смещением относительно друг друга, причем зазор первого эксцентрикового вала 14 относительно салазок 12 верхнего ножа в поперечном или горизонтальном направлениях меньше зазора второго эксцентрикового вала 16 относительно салазок 12 верхнего ножа в поперечном или горизонтальном направлениях.
Устройство и способ горизонтального литья металлической полосы
Устройство для манипулирования и/или транспортировки валков прокатной клети
Регулирование боковых направляющих металлической полосы
Блок охлаждения инжектора для удерживания по меньшей мере одного инжектора
Утилизация энергии в стане горячей прокатки полосы посредством преобразования тепла охлаждения установки непрерывного литья, а также остаточного тепла слябов или рулонов в электрическую энергию или другое использование улавливаемого тепла технологического процесса
Стан горячей прокатки и способ горячей прокатки металлической ленты или металлического листа
Способ прокатки полосового проката, в частности металлической полосы
Держатель для рулона металла и устройства, снабженные таким держателем
Обжимной прокатный стан с приводным блоком
Инструмент для спайки и разрезания кровеносных сосудов
Коробка передач для установки непрерывного литья с теплозащитой
Прокатная клеть с 4-, 6- или 18-hs-валковым модульным выполнением
Способ и устройство для управления затвердеванием непрерывной заготовки в установке для непрерывного литья при запуске процесса литья
Способ и устройство для непрерывного литья сляба
Устройство и способ горизонтального литья металлической полосы
Устройство для манипулирования и/или транспортировки валков прокатной клети
Регулирование боковых направляющих металлической полосы
Блок охлаждения инжектора для удерживания по меньшей мере одного инжектора
Утилизация энергии в стане горячей прокатки полосы посредством преобразования тепла охлаждения установки непрерывного литья, а также остаточного тепла слябов или рулонов в электрическую энергию или другое использование улавливаемого тепла технологического процесса
Стан горячей прокатки и способ горячей прокатки металлической ленты или металлического листа

