Результат интеллектуальной деятельности: СПОСОБ ФУНКЦИОНИРОВАНИЯ ДЛЯ МНОГОКЛЕТЬЕВОГО ПРОКАТНОГО СТАНА С ОПРЕДЕЛЕНИЕМ ТОЛЩИНЫ ПОЛОСЫ НА ОСНОВЕ УРАВНЕНИЯ НЕПРЕРЫВНОСТИ
Вид РИД
Изобретение
Изобретение относится к способу функционирования для многоклетьевого прокатного стана,
- причем полоса подается в одну из прокатных клетей (рассматриваемую прокатную клеть) прокатного стана с известной входной толщиной и выходит из рассматриваемой прокатной клети с толщиной полосы,
- причем определяются параметры измерения, которые характерны относительно рассматриваемой прокатной клети для скорости полосы со стороны впуска и скорости полосы со стороны выпуска,
- причем на основе определенных параметров измерения относительно рассматриваемой прокатной клети определяются скорость полосы со стороны впуска и скорость полосы со стороны выпуска,
- причем относительно рассматриваемой прокатной клети на основе входной толщины, скорости полосы со стороны впуска и скорости полосы со стороны выпуска определяется толщина полосы,
- причем с учетом определенной толщины полосы принимаются другие меры.
Предложенное изобретение относится, кроме того, к компьютерной программе, которая включает в себя машинный код, который непосредственно исполняется управляющим устройством для многоклетьевого прокатного стана, причем выполнение машинного кода управляющим устройством вызывает то, что управляющее устройство управляет прокатным станом согласно такому способу функционирования. Также настоящее изобретение относится к носителю данных с подобной компьютерной программой, сохраненной в машиночитаемой форме на носителе данных.
Кроме того, настоящее изобретение относится к управляющему устройству для многоклетьевого прокатного стана, причем управляющее устройство выполнено таким образом, что оно управляет прокатным станом согласно способу функционирования вышеописанного типа.
Наконец, предложенное изобретение относится к прокатному стану,
- причем прокатный стан имеет несколько прокатных клетей, проходимых полосой одна за другой,
- причем прокатный стан может содержать расположенное непосредственно перед одной из прокатных клетей прокатного стана (рассматриваемой прокатной клетью) переднее устройство измерения толщины, или рассматриваемая прокатная клеть может быть первой прокатной клетью прокатного стана,
- причем прокатный стан имеет управляющее устройство вышеописанного типа,
- причем управляющее устройство, прокатные клети и, если имеется, устройство измерения толщины связаны друг с другом информационно-технически.
Вышеописанные предметы широко известны. Исключительно для примера можно сослаться на JP 04-158912 A и JP 06-210338 A.
Из DE 3303829 А1 известен способ функционирования для многоклетьевого прокатного стана, при котором, в числе прочего, определяется опережение полосы в очаге деформации прокатной клети. Для определения опережения, в том числе, необходимы толщина полосы со стороны входа и толщина полосы со стороны выхода.
В случае многоклетьевых прокатных станов холодной прокатки толщина полосы, т.е. толщина, с которой полоса выходит соответственно из одной из прокатных клетей, как правило, измеряется только за первой и за последней прокатной клетью. За остальными прокатными клетями прокатного стана (промежуточными прокатными клетями) не осуществляется никакое подобное измерение толщины полосы. Поэтому может произойти, что вследствие прокатки в промежуточных прокатных клетях возникают ошибки толщины полосы, которые замечаются только за последней прокатной клетью. На основе замеченной ошибки толщины полосы, согласно уровню техники, определяется команда установки для последней или предпоследней прокатной клети прокатного стана и выдается на соответствующую прокатную клеть. Однако посредством этого способа действий могут корректироваться возникающие ошибки толщины полосы только с относительно большим временем запаздывания. Это справедливо, в частности, в том случае, когда команда установки определяется для предпоследней прокатной клети прокатного стана. Кроме того, осуществляется только поздняя коррекция возникающей ошибки толщины полосы. Также коррекция ошибки толщины полосы не всегда возможна в полном объеме.
Было бы предпочтительным, если для каждой прокатной клети была бы известна толщина полосы, с которой полоса выходит из соответствующей прокатной клети. В этом случае можно было бы немедленно корректировать возникающие ошибки толщины полосы или принимать другие меры.
Можно с этой целью после каждой прокатной клети разместить устройство измерения толщины. Однако устройства измерения толщины полосы являются дорогостоящими и поэтому на практике не используются.
Кроме того, также можно для каждой промежуточной прокатной клети определять усилие прокатки, с которым осуществляется прокатка полосы в промежуточной прокатной клети, и на основе установленного очага деформации этой промежуточной прокатной клети и соответствующего усилия прокатки в соединении с коэффициентом упругости соответствующей промежуточной прокатной клети можно определить, в какой степени пружинит рассматриваемая прокатная клеть, и, таким образом, определить эффективный очаг деформации и, тем самым, толщину полосы. Этот способ, однако, является неточным. Он поэтому не применяется на практике.
Задача предложенного изобретения состоит в том, чтобы создать возможности, посредством которых простым, надежным и точным способом можно определять толщину полосы, выходящей из рассматриваемой прокатной клети, не требуя для этого устройства измерения толщины, размещенного за соответствующей прокатной клетью.
Эта задача в аспекте способа решается способом функционирования с признаками пункта 1 формулы изобретения. Предпочтительные выполнения способа функционирования представлены в зависимых пунктах 2-10 формулы изобретения.
В соответствии с изобретением способ функционирования вышеназванного типа выполняется таким образом,
- что измеренным параметром для скорости полосы со стороны впуска является окружная скорость валков прокатной клети, непосредственно предшествующей рассматриваемой прокатной клети, и/или измеренным параметром для скорости полосы со стороны выпуска является окружная скорость валков рассматриваемой прокатной клети,
- что опережение полосы в соответствующей прокатной клети моделируется, и
- что соответствующая скорость полосы определяется на основе соответствующей окружной скорости валков и опережения полосы в соответствующей прокатной клети.
Требуемое согласно уровню техники устройство измерения толщины, таким образом, реализуется косвенным образом с помощью вычислений. Применяется, так сказать, «программный сенсор».
В предпочтительном выполнении предложенного изобретения полоса состоит из следующих друг за другом участков, причем с каждым участком в каждый момент времени сопоставлена соответствующая толщина участка. Участки отслеживаются при прохождении прокатных клетей. Толщина участка для каждого участка соответствует перед входом в рассматриваемую прокатную клеть входной толщине, а после выхода из рассматриваемой прокатной клети - толщине полосы. За счет такого способа действий возможна улучшенная динамика при отработке ошибок толщины полосы.
Является возможным, что входная толщина измеряется посредством расположенного перед рассматриваемой прокатной клетью переднего устройства измерения толщины. В частности, в случае многоклетьевых прокатных станов согласно уровню техники, переднее устройство измерения толщины часто размещается между первой и второй прокатной клетью прокатного стана. Такое выполнение может также сохраняться и в рамках предложенного изобретения. В принципе, размещение переднего устройства измерения толщины, если оно требуется, является свободно выбираемым. Оно может, например, также размещаться перед первой прокатной клетью прокатного стана.
В качестве альтернативы измерению входной толщины посредством устройства измерения толщины является возможным, что непосредственно перед рассматриваемой прокатной клетью расположена прокатная клеть и что для прокатной клети, расположенной непосредственно перед рассматриваемой прокатной клетью, с помощью вышеописанного способа функционирования определяется толщина полосы.
Другие меры могут, например, включать в себя регистрацию полученной толщины полосы. В качестве альтернативы или дополнительно, может определяться исполнительная команда для рассматриваемой прокатной клети и/или по меньшей мере одной прокатной клети, отличающейся от рассматриваемой прокатной клети.
Как уже упоминалось, в случае многоклетьевых прокатных станов, согласно уровню техники, заднее устройство измерения толщины часто размещается за последней прокатной клетью прокатного стана. Такое выполнение может также сохраняться в рамках предложенного изобретения. Для каждой прокатной клети прокатного стана, за которой размещено заднее устройства измерения толщины, является возможным,
- что посредством заднего устройства измерения толщины определяется выходная толщина полосы, и
- что дополнительные меры включают в себя сравнение толщины полосы, определенной для рассматриваемой прокатной клети, с измеренной выходной толщиной.
Например, является возможным, что по отношению к по меньшей мере одной из рассматриваемых прокатных клетей определяются скорость полосы со стороны впуска и/или скорость полосы со стороны выпуска на основе определенных измеренных параметров с применением некоторого способа определения. В этом случае способ определения может быть адаптирован, например, на основе сравнения.
В качестве альтернативы или дополнительно, является возможным, что в случае очень сильного отклонения определенной толщины полосы от измеренной выходной толщины выдается сообщение об ошибке. Также является возможным проведение проверок на достоверность.
В программно-техническом аспекте задача решается компьютерной программой, причем компьютерная программа включает в себя машинный код, который может непосредственно исполняться управляющим устройством для многоклетьевого прокатного стана, причем выполнение машинного кода управляющим устройством вызывает то, что управляющее устройство управляет прокатным станом согласно изложенному выше способу функционирования. Также указанная задача в программно-техническом аспекте решается носителем данных, на котором сохранена подобная компьютерная программа в машиночитаемой форме.
В техническом аспекте устройства указанная задача решается управляющим устройством для многоклетьевого прокатного стана, причем управляющее устройство выполнено таким образом, что оно управляет прокатным станом согласно способу функционирования вышеописанного типа. При этом управляющее устройство может быть выполнено как программируемое управляющее устройство, которое в процессе функционирования выполняет компьютерную программу вышеописанного типа.
В техническом аспекте установки указанная задача решается прокатным станом,
- причем прокатный стан содержит несколько прокатных клетей, последовательно проходимых полосой,
- причем прокатный стан содержит для по меньшей мере одной из прокатных клетей (рассматриваемой прокатной клети) прокатного стана устройства определения, посредством которых могут определяться измеренные параметры, которые по отношению к рассматриваемой прокатной клети являются характерными для скорости полосы со стороны впуска и скорости полосы со стороны выпуска,
- причем по меньшей мере одним из измеренных параметров является окружная скорость валков рассматриваемой прокатной клети или окружная скорость валков прокатной клети, непосредственно предшествующей рассматриваемой прокатной клети,
- причем прокатный стан имеет либо переднее устройство измерения толщины, размещенное непосредственно перед рассматриваемой прокатной клетью, посредством которого может измеряться входная толщина для рассматриваемой прокатной клети, либо имеет устройство определения, посредством которого для рассматриваемой прокатной клети может определяться входная толщина на основе поданного от устройства определения параметра, относящегося к прокатной клети, непосредственно предшествующей рассматриваемой прокатной клети, или рассматриваемая прокатная клеть является первой прокатной клетью прокатного стана,
- причем прокатный стан имеет управляющее устройство вышеописанного типа,
- причем управляющее устройство, прокатные клети, устройства определения и, если имеются, устройство измерения толщины и устройство определения связаны друг с другом информационно-технически.
Другие преимущества и особенности вытекают из последующего описания примеров выполнения в связи с чертежами, на которых показано следующее:
фиг.1 - схематичная структура многоклетьевого прокатного стана,
фиг.2-5 - блок-схемы способа,
фиг.6 - участок многоклетьевого прокатного стана,
фиг.7 - полоса, проходящая над валком.
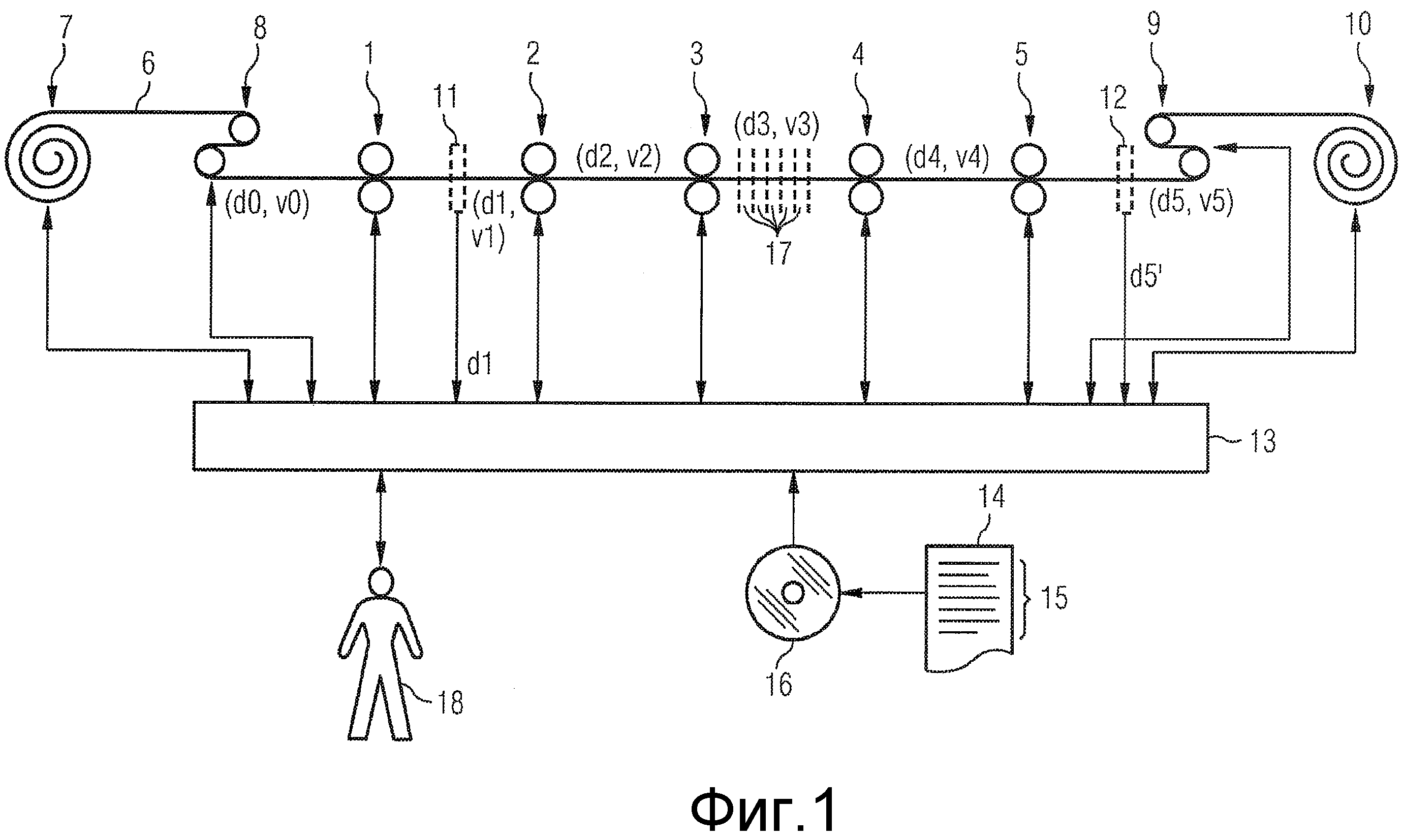
Согласно фиг.1, многоклетьевой прокатный стан содержит несколько прокатных клетей 1-5. Через прокатные клети 1-5 последовательно проходит полоса 6. При этом на чертеже изображены пять прокатных клетей 1-5. Однако, в качестве альтернативы, прокатных клетей 1-5 могло бы быть больше или меньше, например, 3, 4, 6, 7,… прокатных клетей. Кроме того, прокатный стан на фиг.1 выполнен как прокатный стан холодной прокатки (стан с последовательным расположением клетей). Это выполнение представляет типовой случай. Однако, как исключение, предложенное изобретение также может применяться в прокатном стане горячей прокатки.
Согласно фиг.1, перед первой прокатной клетью 1 размещены разматыватель 7 и передний S-комплект 8 роликов. За последней прокатной клетью 5 размещены задний S-комплект 9 роликов и наматыватель 10. Наличие разматывателя и наматывателя (моталок) 7, 10 и S-комплектов 8, 9 роликов является обычным, но необязательно необходимым.
Наконец, между первой и второй прокатными клетями 1, 2 прокатного стана размещено переднее устройство 11 измерения толщины. Кроме того, за последней прокатной клетью 5 размещено заднее устройство 12 измерения толщины. Также наличие устройств 11, 12 измерения толщины является обычным, но в рамках настоящего изобретения необязательно необходимым.
Прокатные клети 1-5, моталки 7, 10, S-комплекты 8, 9 роликов и устройства 11, 12 измерения толщины связаны с управляющим устройством 13 для многоклетьевого прокатного стана информационно-технически. Управляющее устройство 13 выполнено таким образом, что оно управляет прокатным станом согласно способу функционирования, которое далее описывается детально со ссылками на фиг.2-7.
Управляющее устройство 13, как правило, выполнено как программируемое управляющее устройство 13, которое в процессе функционирования исполняет компьютерную программу 14. Компьютерная программа 14 включает в себя машинный код 15, который может непосредственно исполняться управляющим устройством 13. Исполнение машинного кода 15 обуславливает в этом случае то, что управляющее устройство 13 управляет прокатным станом в соответствии с заявленным способом функционирования.
При этом компьютерная программа 14 может уже при изготовлении управляющего устройства 13 загружаться в управляющее устройство 13. В качестве альтернативы также возможно, что компьютерная программа 14 вводится в управляющее устройство 13 через соединение между компьютерами. Соединение между компьютерами на фиг.1 не показано. Оно может быть выполнено, например, как соединение с локальной сетью (LAN) или с Интернетом. Также в качестве альтернативы возможно, что компьютерная программа 14 сохраняется на носителе 16 данных в машиночитаемой форме и вводится в управляющее устройство 13 посредством носителя 16 данных. Выполнение носителя 16 данных может быть любой формы. Например, возможно, что носитель 16 данных выполнен как USB-карта флэш-памяти стандарта MemoryStick или как карта памяти. На фиг.1 показано выполнение носителя 16 данных как CD-ROM (компакт-диск только для чтения).
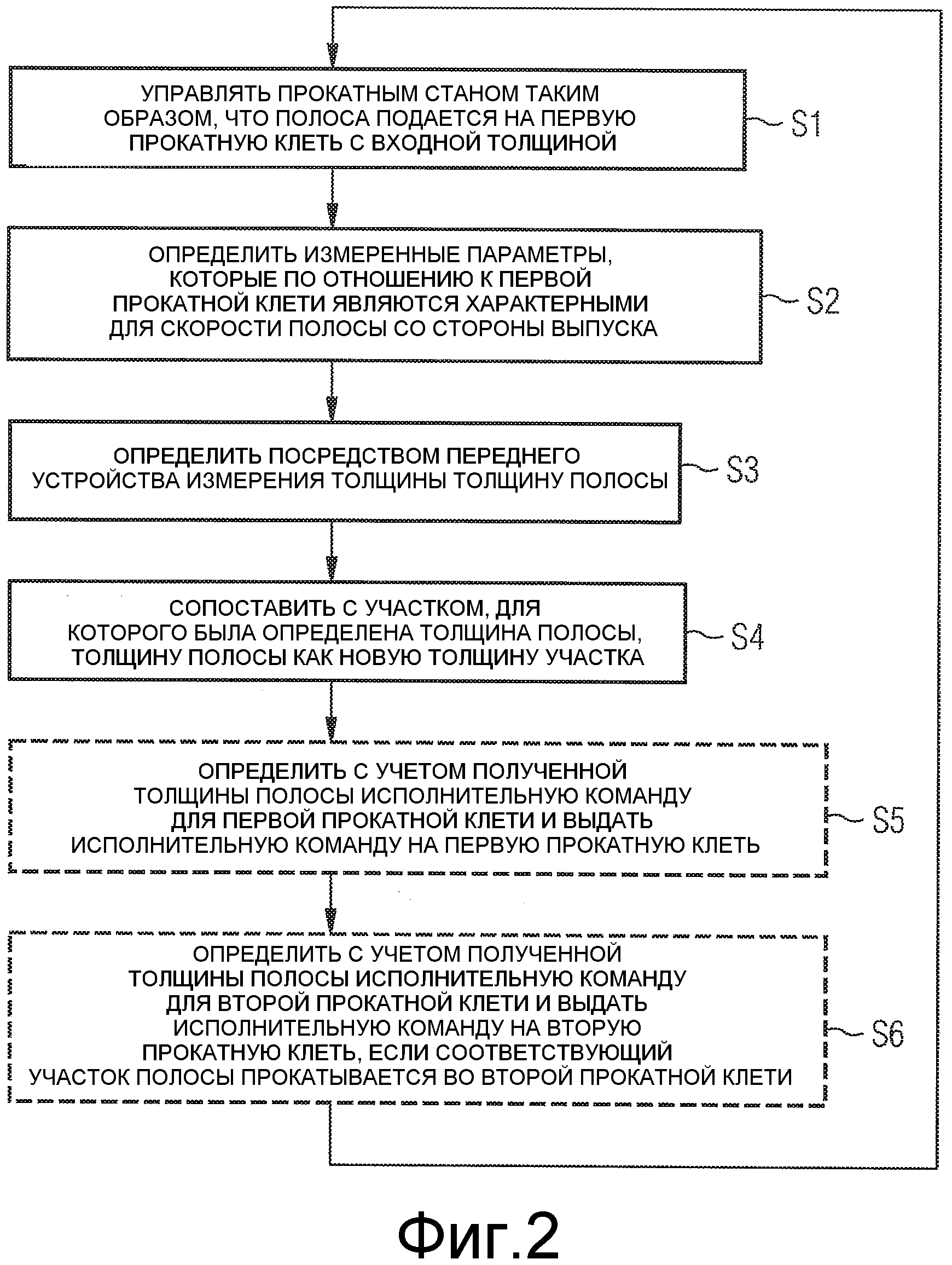
Первая прокатная клеть 1 в рамках в настоящее время предпочтительного выполнения предложенного изобретения функционирует не в соответствии с предусмотренным изобретением способом, а обычным образом. Функционирование первой прокатной клети далее поясняется более подробно со ссылкой на фиг. 2.
Согласно фиг.2, управляющее устройство 13 на этапе S1 управляет прокатным станом таким образом, что полоса 6 подается в первую прокатную клеть 1 с входной толщиной d0. Входная толщина d0 может при этом быть известной, например, потому, что перед первой прокатной клетью 1 может располагаться другое устройство измерения толщины, или потому, что толщина намотанной на разматыватель 7 полосы 6 известна заранее. Однако не требуется обязательным образом, чтобы входная толщина d0 полосы, входящей в первую прокатную клеть 1, была известной.
На этапе S2 определяются измеренные параметры, которые являются характерными по отношению к первой прокатной клети 1 для скорости v1 полосы 6 со стороны выпуска. Кроме того, на этапе S3 с помощью переднего устройства 11 измерения толщины измеряется толщина d1 полосы, то есть толщина d1, с которой полоса 6 выходит из первой прокатной клети 1.
Как схематично указано на фиг.1, полоса 6 состоит из следующих друг за другом участков 17. С каждым из участков 17 в каждый момент времени сопоставлена соответствующая толщина d участка. Участки 17 отслеживаются при прохождении прокатного стана. При этом отслеживание в общем случае известно специалистам. Поэтому управляющее устройство 13 на этапе S4 соотносится с каждым участком 17, для которого посредством переднего устройства 11 измерения толщины была соответственно определена толщина d1 полосы, толщина d1 полосы в качестве новой толщины d участка.
На этапе S5 управляющее устройство 13 определяет для первой прокатной клети 1 исполнительную команду. Исполнительная команда определяется при этом с учетом определенной толщины d1 полосы. Определенная исполнительная команда выдается непосредственно после определения на первую прокатную клеть 1.
Этап S5 является лишь факультативным и поэтому на фиг.2 показан только пунктиром, так как является возможным, что в качестве альтернативы или дополнительно к этапу S5 имеется этап S6. Однако, так как этап S6 также является лишь факультативным, то и этап S6 фиг.2 показан только пунктиром.
На этапе S6 управляющее устройство 13 определяет исполнительную команду для второй прокатной клети 2 (или одной из последующих прокатных клетей 3-5), а именно, также с учетом толщины d1 полосы, определенной со стороны выхода первой прокатной клети 1. Выдача исполнительной команды на вторую прокатную клеть 2 (или соответствующую последующую прокатную клеть 3-5) осуществляется, однако, предпочтительно не непосредственно после определения исполнительной команды, а только тогда, когда соответствующий участок 17 полосы 6 прокатывается во второй прокатной клети 2 (или соответствующей последующей прокатной клети 3-5). Соответствующий момент времени может без труда определяться на основе отслеживания траектории участка 17.
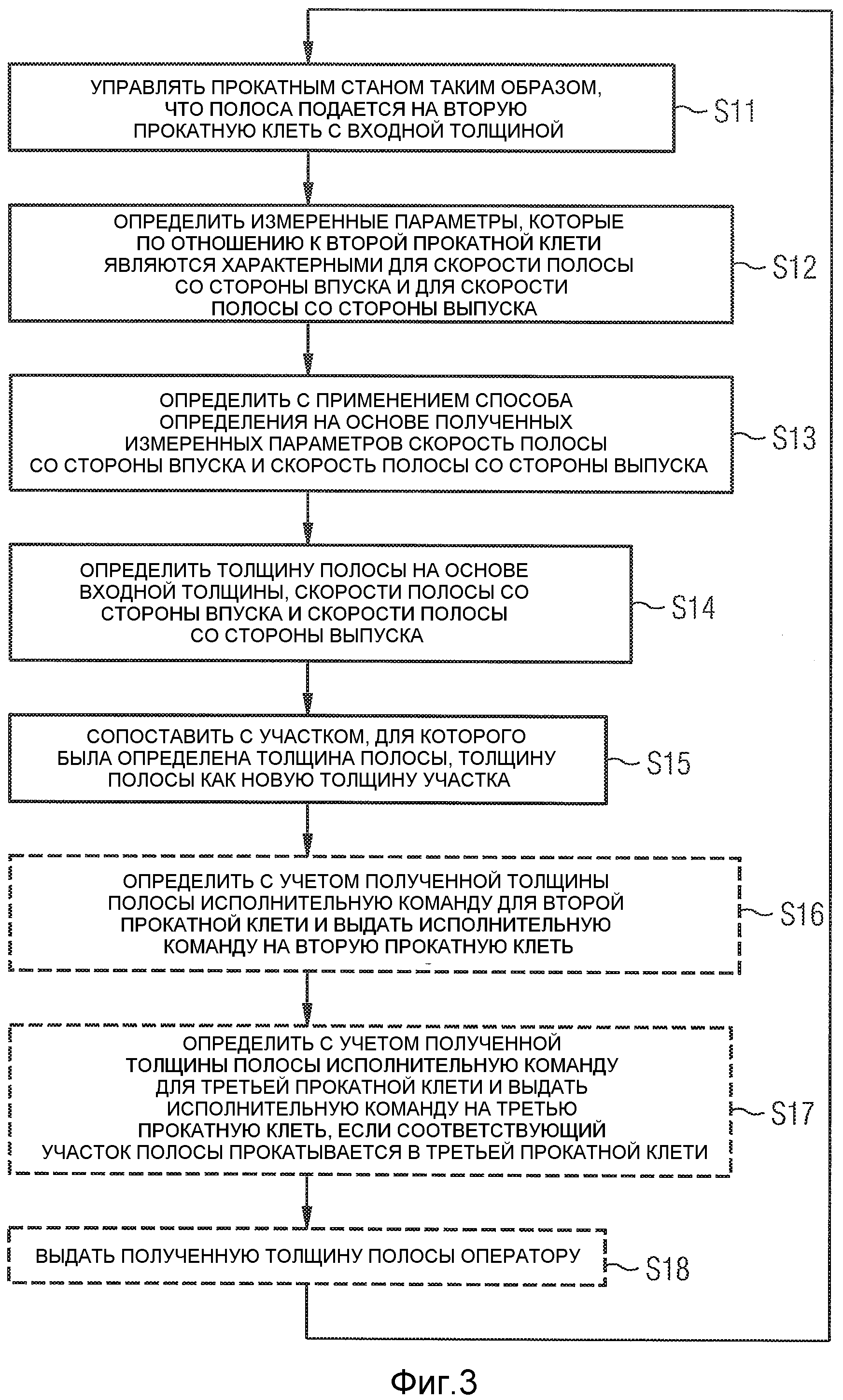
В противоположность первой прокатной клети 1, вторая, третья и четвертая прокатные клети управляются новым соответствующим изобретению способом. Этот способ действий будет описан ниже со ссылкой на фиг.3 для второй прокатной клети 2 более подробно. Для третьей и четвертой прокатной клети 3, 4 справедливы аналогичные положения.
Согласно фиг.3, управляющее устройство 13 управляет прокатным станом таким образом, что полоса 6 подается во вторую прокатную клеть 2 и выходит из второй прокатной клети 2. При этом, в отличие от способа действий для первой прокатной клети 1, входная толщина d1, с которой полоса 6 входит в рассматриваемую прокатную клеть 2, известна. Для второй прокатной клети 2 это видно сразу же и очевидным образом, так как входная толщина d1 соответствует толщине d1, которая была определена посредством переднего устройства 11 измерения толщины.
На этапе S12 определяются измеренные параметры, которые по отношению ко второй прокатной клети 2 являются характерными для скорости v1 полосы 6 со стороны впуска и скорости v2 полосы 6 со стороны выпуска. Возможные измеренные параметры более подробно поясняются далее в связи с фиг.6.
На этапе S13 управляющее устройство 13 определяет, на основе определенных на этапе S12 измеренных параметров (а именно, текущих измеренных параметров) по отношению ко второй прокатной клети 2, скорость v1 полосы 6 со стороны впуска и скорость v2 полосы 6 со стороны выпуска.
На этапе S14 управляющее устройство 13 определяет, по отношению к второй прокатной клети 2, на основе входной толщины d1, скорости v1 полосы 6 со стороны впуска и скорости v2 полосы 6 со стороны выпуска, толщину d2 полосы, то есть толщину d2 полосы, с которой полоса 6 выходит из второй прокатной клети 2. При этом определение осуществляется на основе уравнения непрерывности, то есть на основе соотношения
Определение толщины d2 полосы со стороны выпуска осуществляется, разумеется, для прокатываемого в данный момент времени участка 17 полосы 6.
Затем на этапе S15 определенная на этапе S14 толщина d2 полосы сопоставляется с соответствующим участком 17 как его новая толщина d участка. На основе такого способа действий толщина d участка для каждого участка 17 перед входом во вторую прокатную клеть 2 соответствует входной толщине d1, а после выхода из второй прокатной клети 2 - толщине d2 полосы.
Затем с учетом определенной толщины d2 полосы принимаются дополнительные меры. При этом дополнительные меры включают в себя, как правило, по меньшей мере один из этапов S16, S17 и S18. Так как каждый отдельный (если только не все вместе) из этапов S16, S17 и S18 является факультативным, этапы S16, S17 и S18 показаны на фиг.3 пунктиром.
На этапе S16 управляющее устройство 13 определяет исполнительную команду для второй прокатной клети 2. Определение исполнительной команды осуществляется при этом с учетом определенной на этапе S14 толщины d2 полосы. Определенная исполнительная команда непосредственно после определения выдается на вторую прокатную клеть 2.
На этапе S17 управляющее устройство 13 определяет исполнительную команду для третьей прокатной клети 3 (или последующей прокатной клети 4, 5). Определение исполнительной команды для третьей прокатной клети 3 (или последующей прокатной клети 4, 5) осуществляется при этом также с учетом толщины d2 полосы, с которой полоса 6 выходит из второй прокатной клети 2. Однако исполнительная команда для третьей прокатной клети 3 (или соответствующей последующей прокатной клети 4, 5) предпочтительно выдается не сразу на третью прокатную клеть 3 (или соответствующую последующую прокатную клеть 4, 5), а только тогда, когда соответствующий участок 17 входит в третью прокатную клеть 3 (или соответствующую последующую прокатную клеть 4, 5).
Этапы S16 и S17 соответствуют по содержанию этапам S5 и S6 по фиг.2. Поэтому соответствующие выводы справедливы для этапов S5 и S6, что также оба этапа S16 и S17 могут иметь место.
На этапе S18 определенная толщина d2 полосы индицируется для оператора 18, например, с помощью устройства отображения.
Как уже упомянуто, для третьей и четвертой прокатной клети 3, 4 справедливы аналогичные выводы. Единственная существенная разница состоит в том, что в случае второй прокатной клети 2 входная толщина d1 является измеренным параметром, а в случае третьей и четвертой прокатных клетей 3, 4, соответствующие входные толщины d2, d3 участка определяются на основе способа действий, поясненного выше в связи с фиг. 2, применительно к непосредственно предыдущей прокатной клети 2 или 3.
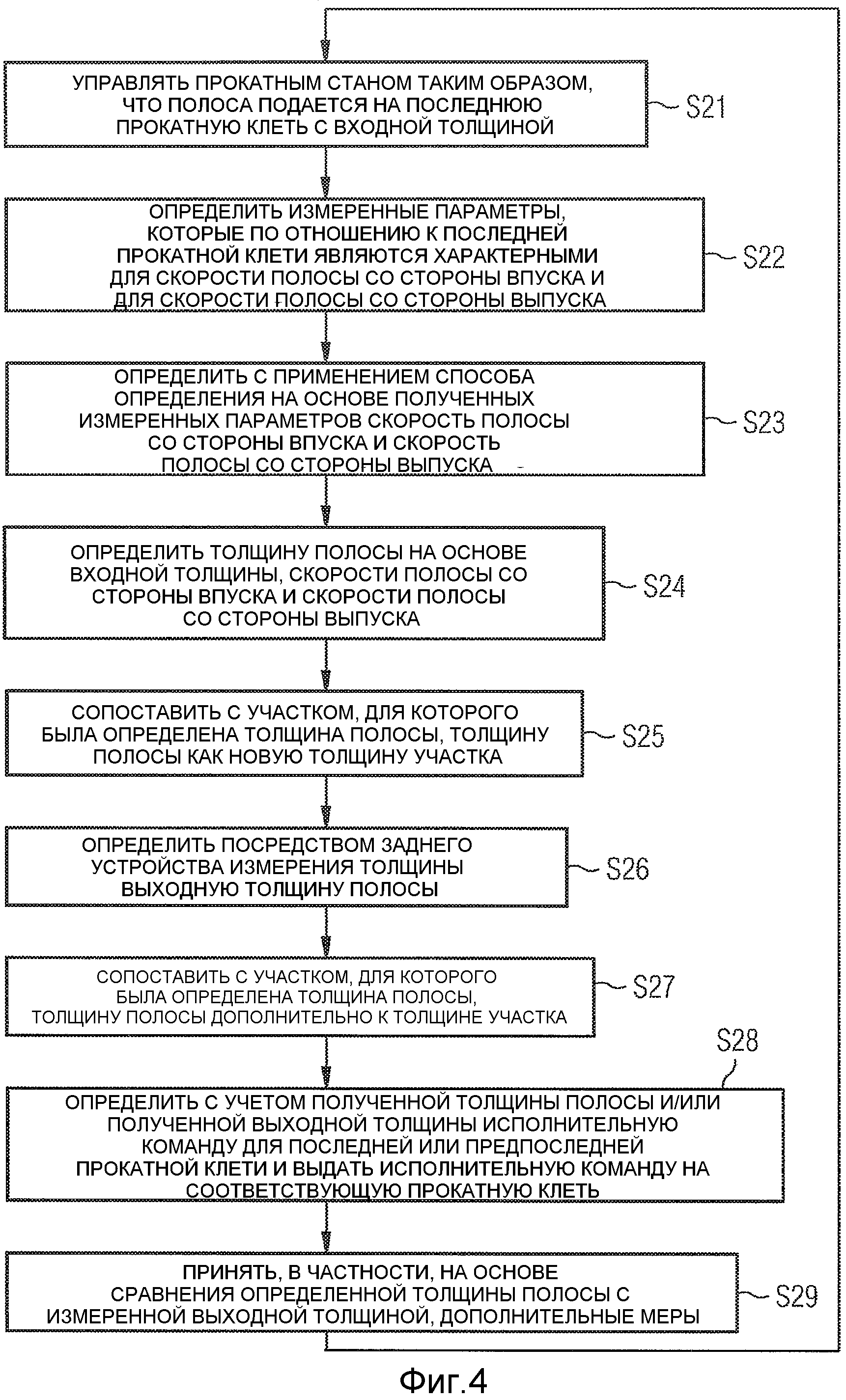
Также для последней прокатной клети 5 прокатного стана его входная толщина d4 определяется согласно способу, объясненному выше в связи с фиг.3. Кроме того, также последняя прокатная клеть 5 функционирует в соответствии со способом согласно изобретению. Однако она отличается от вышеописанного со ссылкой на фиг.3 способа действий. Способ действий для последней прокатной клети 5 описан более подробно ниже со ссылкой на фиг.4. Однако, поскольку способ действий по фиг.4 на большом протяжении совпадает с показанным на фиг.2 и 3, насколько возможно, будут даваться ссылки на ранее приведенные объяснения.
Согласно фиг.4, управляющее устройство 13 выполняет этапы S21-S25. Этапы S21-S25 соответствуют, за исключением того обстоятельства, что они относятся к последней прокатной клети 5, этапам S11-S15 по фиг.3, так что можно ссылаться на приведенные там выводы.
Кроме того, управляющее устройство 13 выполняет этапы S26 и S27. Этапы S26 и S27 соответствуют, за исключением того обстоятельства, что они относятся к последней прокатной клети 5, и определенная толщина d' в отличие от толщины d5 полосы обозначена как выходная толщина d5', этапам S3 и S4 по фиг.2, так что можно ссылаться на приведенные там выводы.
Кроме того, управляющее устройство 13 выполняет этап S28. На этапе S28 управляющее устройство 13 определяет исполнительную команду для последней прокатной клети 5 и/или для предпоследней прокатной клети 4. Исполнительная команда непосредственно после определения выдается на соответствующую прокатную клеть 5 или 4. Этап S28 соответствует с самого начала этапу S5 по фиг.2 или этапу S16 по фиг.3, так что можно ссылаться на приведенные там выводы. Определение исполнительной команды может, однако, осуществляться с учетом толщины d5 полосы, определенной на этапе S24, или с учетом конечной толщины d5' полосы, определенной на этапе S26 (или комбинации обеих толщин d5, d5'). Предпочтительным здесь является определение с учетом полученной конечной толщины d5'.
Наконец, управляющее устройство 13 выполняет этап S29. На этапе S29 управляющее устройство 13 принимает дополнительные меры. Управляющее устройство 13 осуществляет дополнительные меры предпочтительно на основе сравнения толщины d5, определенной для последней прокатной клети 5 прокатного стана, с измеренной конечной толщиной d5'.
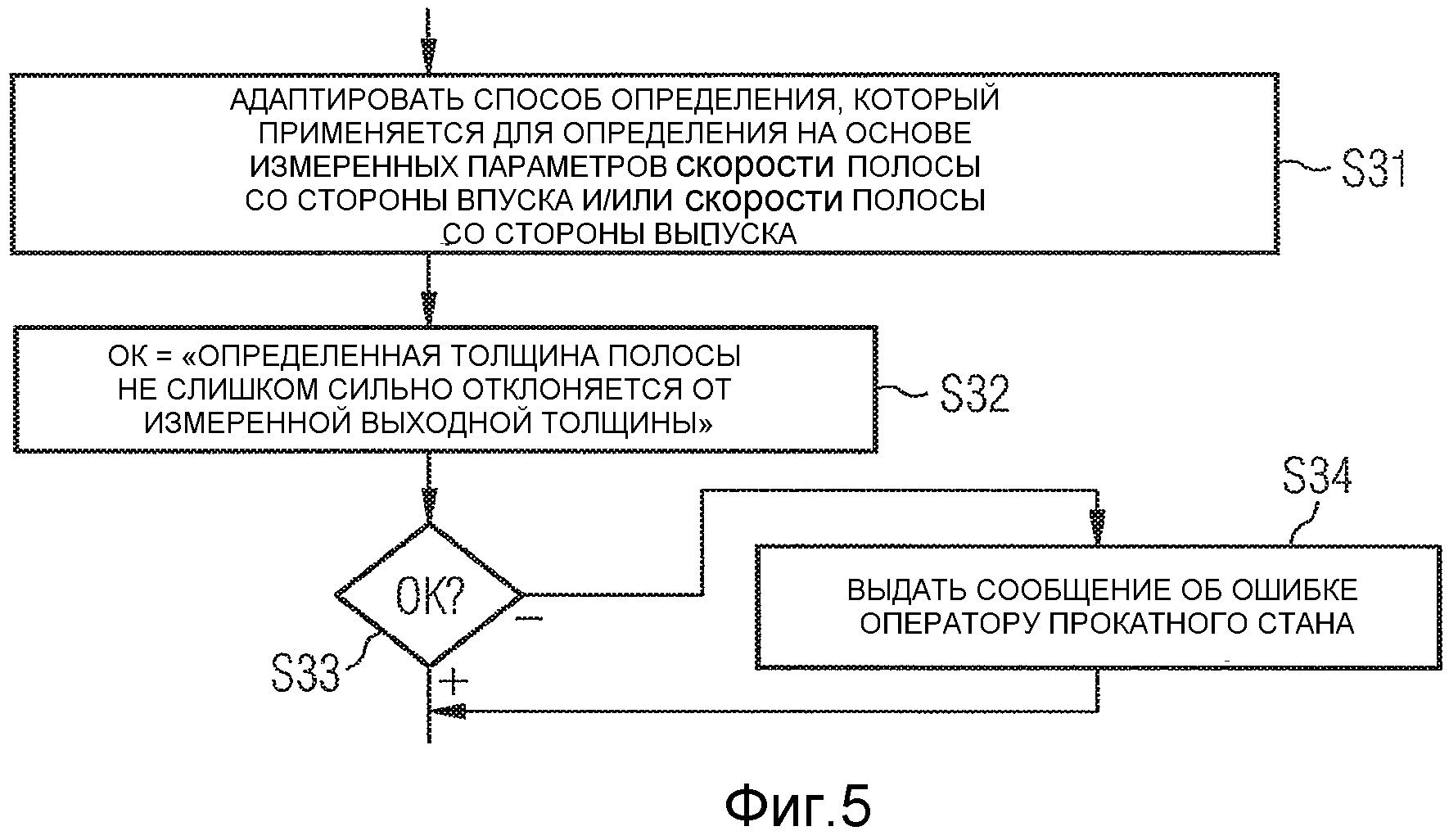
Дополнительные меры этапа S29 могут согласно фиг.5 включать в себя, например, этап S31. На этапе S31 управляющее устройство 13 адаптирует способ определения, который применяется, чтобы в рамках этапов S13 и S23 определить скорость v1-v4 полосы 6 со стороны впуска и/или скорость v2-v5 полосы 6 со стороны выпуска.
В качестве альтернативы или дополнительно к этапу S31, согласно фиг.5 могут иметься этапы S32 и S34. На этапе S32 управляющее устройство 13 определяет значение логической переменной ОК. При этом логическая переменная принимает значение «верно» только тогда, когда полученная толщина d5 полосы не сильно отклоняется от измеренной выходной толщины d5'. В противном случае логическая переменная ОК принимает значение «неверно».
На этапе S33 управляющее устройство 13 проверяет значение логической переменной ОК. В зависимости от результата проверки управляющее устройство 13 выполняет этап S34, на котором оно выдает сообщение об ошибке оператору 18 прокатного стана.
Этапы S32-S34 соответствуют, таким образом, проверке достоверности, так что является возможным обнаружить дефект. При этом дефект может иметь место, например, в одном из устройств 11, 12 измерения толщины или в одном из измерительных устройств, которые определяют измеренные параметры, которые являются характерными для скорости v1-v4 полосы 6 со стороны впуска или скорости v2-v5 полосы 6 со стороны выпуска.
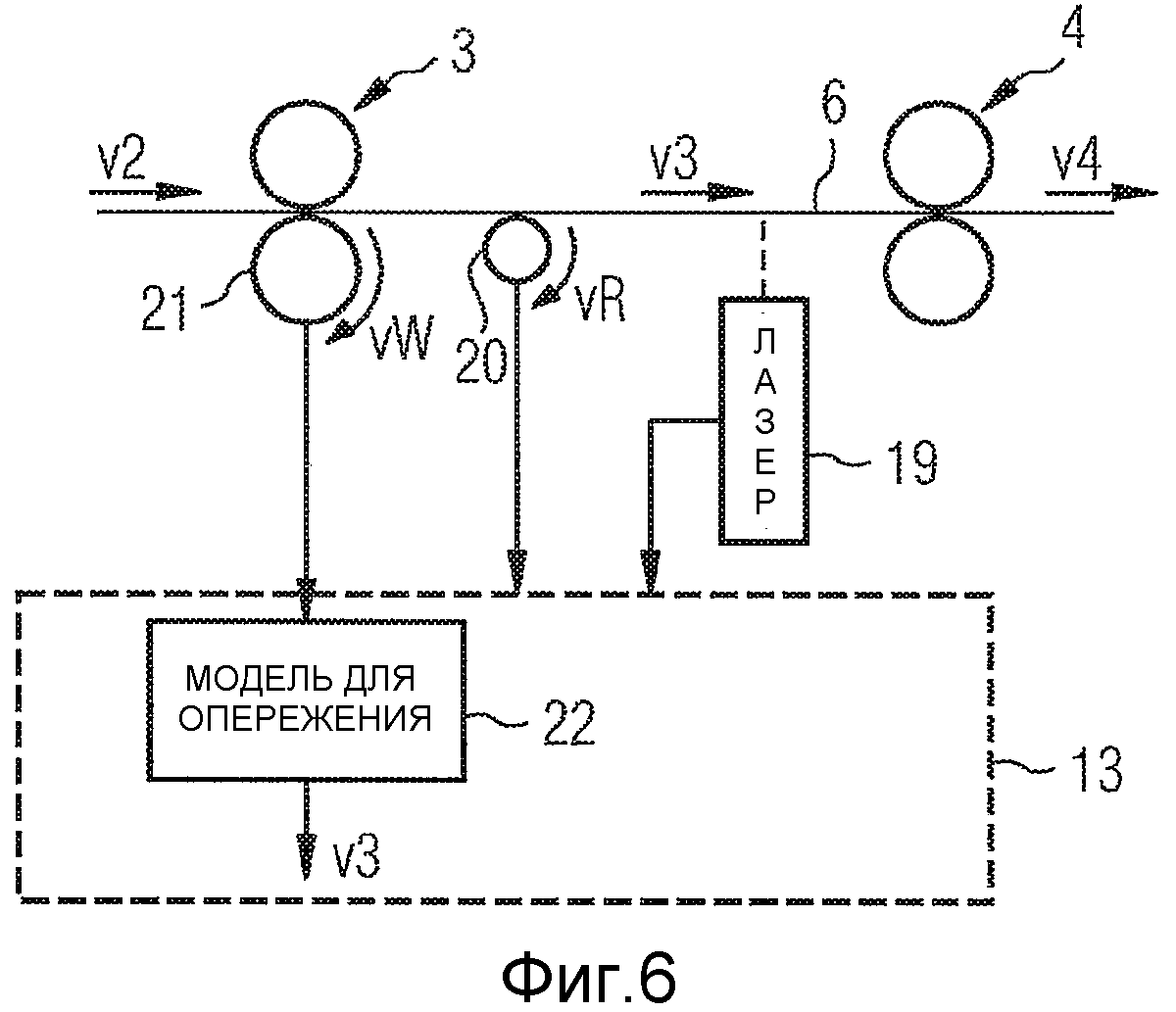
В связи с фиг.6 далее поясняются различные способы действий для определения скоростей v0-v5 полосы 6. Способы действий при этом могут использоваться альтернативным образом. В частности, является достаточным на каждую из определяемых скоростей v0-v5 применять один из описанных далее в связи с фиг.6 способов действий. Кроме того, является обычным и принятым, как правило, что все скорости v0-v5 определяются одинаковым образом. Кроме того, является возможным для каждой отдельной скорости v0 - v5 применять соответствующий, особенно подходящий способ действий. Поэтому, в частности, для (по меньшей мере) одной из прокатных клетей 1-5 скорость v0-v4 полосы 6 со стороны впуска можно определять иначе, чем скорость v1-v5 полосы 6 со стороны выпуска.
Возможные способы действий объясняются далее в связи с фиг.6 на основе участка прокатного стана, который ограничен посредством двух ограничивающих участков прокатных клетей 1-5, в данном случае прокатных клетей 3 и 4. Выводы относительно фиг.6 без труда могут быть перенесены на другие прокатные клети 1, 2 и 5 прокатного стана.
Согласно фиг.6, например, можно предусмотреть выполненное в виде лазера измерительное устройство 19. В этом случае имеет место то, что соответствующая скорость v0-v5 полосы определяется посредством способа лазерного измерения. Кроме того, в этом случае определенная измеренная величина соответствует непосредственно соответствующей скорости v0-v5 полосы 6.
В качестве альтернативы возможно, что в качестве измерительного устройства предусмотрен ролик 20, для которого определяется его окружная скорость vR. Ролик 20 в этом случае устанавливается на полосу 6 и перемещается вместе с полосой 6. Типичными примерами подходящих роликов 20 являются ролики одного из S-комплектов 8, 9 роликов петлевого подъемника, роликов измерения тяги или роликов прибора измерения плоскостности.
Также при выполнении измерительного устройства как ролика 20 соответствующий измеренный параметр vR непосредственно соответствует, как правило, соответствующей скорости v0-v5 полосы 6.
Вновь в качестве альтернативы возможно, что измерительное устройство по отношению к месту, которому должна соответствовать соответствующая скорость v0-v5, выполнено как валки 21 предшествующей прокатной клети 3, и что измеренный параметр соответствует окружной скорости vW соответствующих валков 21. В этом случае окружная скорость vW валков 21 подается на модель 22, в которой моделируется опережение полосы 6 в соответствующей прокатной клети 3. При этом модель 22 реализуется, как правило, в управляющем устройстве 13. Модель 22 определяет в этом случае соответствующую скорость v0-v5 полосы 6 на основе соответствующей окружной скорости vW валков и опережения полосы 6 в соответствующей прокатной клети 1-5.
В частности, в случае последнего названного способа действий измеренный параметр vW связан с соответствующей скоростью v1-v5 полосы 6 посредством масштабирующего коэффициента. Связывание посредством соответствующего масштабирующего коэффициента может, однако, хотя и в меньшем масштабе, быть целесообразным также для измеренных параметров vR, которые определяются посредством лазера 19 или ролика 20. Например, это будет пояснено ниже более подробно в связи с фиг.7 для ролика 20.
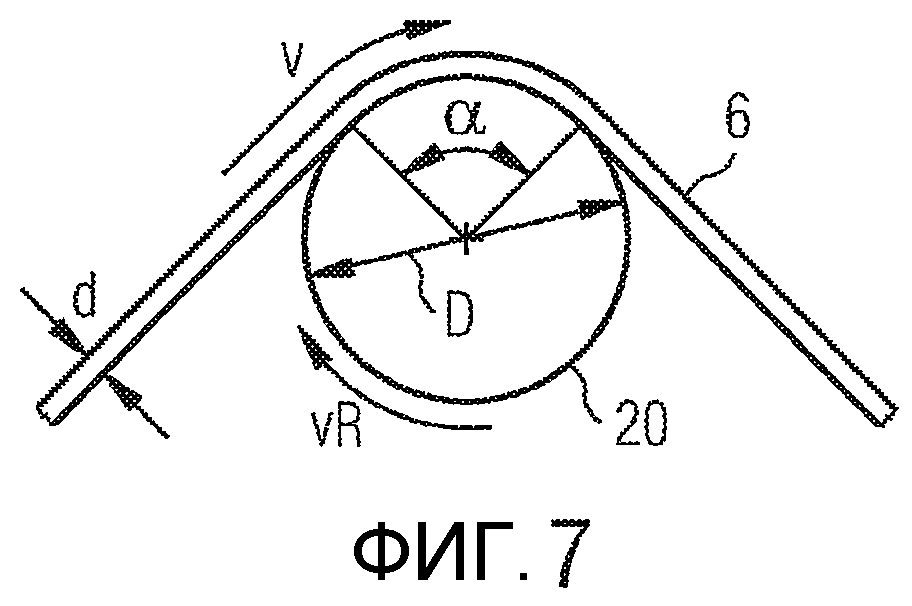
Согласно фиг.7, полоса 6 охватывает ролик 20 в пределах угла охвата α. Полоса 6 перемещается со скоростью v полосы. Ролик 20 имеет окружную скорость vR ролика. Скорость v полосы и окружная скорость vR ролика связаны соотношением:
При этом k является коэффициентом, который зависит от угла охвата α. Для малых углов охвата α коэффициент k имеет тенденцию изменения к нулю, для увеличивающегося угла охвата α он возрастает. Максимально коэффициент k может принимать значение, равное единице. d является локальной толщиной полосы, D - диаметр ролика 20.
Определенные измеренные параметры vR, vW должны, разумеется, подаваться на управляющее устройство 13. Независимо от определенных измеренных параметров vR, vW, соответствующее измерительное устройство 19-21 должно быть соответственно информационно-технически связано с управляющим устройством 13.
Выше было пояснено, что соответствующий изобретению способ функционирования (см. фиг.3) применяется по отношению к прокатным клетям 2, 3 и 4. Для последней прокатной клети 5 применялся модифицированный, соответствующий изобретению способ функционирования (см. фиг.4), для первой прокатной клети - обычный способ функционирования. Однако, в принципе, возможно, также первой и/или последней прокатными клетями 1, 5 управлять согласно тому же способу функционирования, что и поясненный выше в связи с фиг.3 для второй, третьей и четвертой прокатных клетей 2, 3 и 4. Например, можно переднее устройство 11 измерения толщины разместить перед первой прокатной клетью 1, и также скорость v0 полосы 6 со стороны впуска определять для первой прокатной клети 1. В качестве измеренного параметра для скорости v0 со стороны впуска для первой прокатной клети 1 подходит, в частности, окружная скорость vR роликов переднего S-комплекта 8 роликов. Аналогичным образом, можно не использовать заднее устройство 12 измерения толщины. В этом случае непосредственно определяется толщина d5 полосы, выходящей из последней прокатной клети 5, соответственно способу действий по фиг.3. Отсутствует только определение конечной толщины d5' (этапы S26 и S27) и принятие дополнительных мер (этап S29).
Предложенное изобретение имеет множество преимуществ. В частности, на основе соответствующего изобретению способа действий, при котором
- с одной стороны, из соотношения скорости скоростей v1 - v5 полосы 6 со стороны входа и выхода определяется текущее обжатие выпускного отверстия соответствующей рассматриваемой прокатной клети 2-5, и
- с другой стороны, определенная толщина d2-d5 полосы сопоставляется с прокатываемым участком 17, и соответствующий участок 17 отслеживается в пределах прокатного стана,
осуществляется значительно улучшенное управление прокатными клетями 1-5 и, таким образом, достигается предпочтительный результат функционирования. В особенности, может улучшаться выдерживание заданной точности изготовленной полосы 6. Это, в частности, справедливо для зоны медленного движения (например, при заправке полосы и выводе полосы 6 или при переключении между двумя полосами 6 при непрерывном режиме работы). В качестве побочного продукта могут дополнительно проверяться измерения толщины полосы путем сравнения определенных толщин d1-d5 измеренных толщин полосы или конечных толщин d1, d5' на достоверность.
Приведенное выше описание служит исключительно пояснению предложенного изобретения. Объем защиты предложенного изобретения должен определяться исключительно приложенной формулой изобретения.
Высокомощный выравнивающий шарнир с качающейся плитой
Способ и устройство для регулирования паротурбинной электростанции
Определение места неисправности в электрических сетях энергоснабжения с использованием принципа дистанционной защиты
Способ установки состояния прокатываемого материала, в частности, черновой полосы
Способ нанесения покрытия и антикоррозионное покрытие для компонентов турбин
Механизм переключения устройства защиты от тока утечки, а также система с устройством защиты от тока утечки и линейным защитным автоматом
Устройство для осаждения ферромагнитных частиц из суспензии
Устройство для управления установкой электродуговой печи
Определение времени тревожной сигнализации сигнализатора опасности
Способ функционирования компрессорного устройства и соответствующее компрессорное устройство
Высокомощный выравнивающий шарнир с качающейся плитой
Способ и устройство для регулирования паротурбинной электростанции
Определение места неисправности в электрических сетях энергоснабжения с использованием принципа дистанционной защиты
Способ выделения диоксида углерода из дымовых газов и соответствующее устройство
Способ установки состояния прокатываемого материала, в частности, черновой полосы
Способ нанесения покрытия и антикоррозионное покрытие для компонентов турбин
Механизм переключения устройства защиты от тока утечки, а также система с устройством защиты от тока утечки и линейным защитным автоматом
Устройство для осаждения ферромагнитных частиц из суспензии
Устройство для управления установкой электродуговой печи
Определение времени тревожной сигнализации сигнализатора опасности

