Результат интеллектуальной деятельности: ОХЛАЖДАЕМАЯ РАБОЧАЯ ЛОПАТКА ГАЗОВОЙ ТУРБИНЫ
Вид РИД
Изобретение
Предлагаемое изобретение относится к газотурбостроению, а именно к производству рабочих лопаток турбины газотурбинных двигателей (ГТД). Стремление повысить КПД рабочего цикла двигателя заставляет повышать температуру рабочего тела на входе в газовую турбину. В настоящее время достигнутый уровень температуры продуктов сгорания углеводородных топлив доведен до значения, значительно превышающего на статических режимах работы ГТД пределы работоспособности существующих жаропрочных сплавов, из которых изготовляются рабочие лопатки ГТД, что заставило применять лопатки, охлаждаемые изнутри отобранным от компрессора ГТД потоком воздуха. Отбор части воздуха (рабочего тела ГТД) на охлаждение рабочих лопаток снижает мощность газовой турбины, что заставляет постоянно совершенствовать эффективность теплосъема за счет изменения конструкции лопаток.
Известна охлаждаемая рабочая лопатка газовой турбины, литая из жаропрочного сплава, выполненная с внутренним поворотным трактом охлаждения пера (патент США №4786233 А, 22.11.1988, F01D 5/18).
Недостатком известной конструкции являются ее высокие масса и габариты, обусловленные необходимостью размещения внутри объема литого пера рабочей лопатки каналов тракта охлаждения сложной формы, и сложная технология изготовления и контроля стабильности производства. Как следствие, эффективность конвективного теплосъема невысока, -Ѳ<0,4.
Известна охлаждаемая рабочая лопатка газовой турбины, выполненная с литой полой оболочкой пера и вставленного в него через отверстие в хвостовике полого дефлектора, обеспечивающего подачу в перо по всей его длине охлаждающего воздуха с малыми потерями давления (АС СССР №208383 А1, 01.01.1968, F01D 5/18). Организованное распределение воздуха по внутренней поверхности несущей оболочки пера в конструкции обеспечивается комплексом отверстий в полом дефлекторе.
Недостатком известной конструкции является ограниченная возможность введения вставного дефлектора в полую оболочку рабочей лопатки существенной кривизны и опасность разрушения дефлектора вследствие его износа в процессе эксплуатации при отсутствии связи с оболочкой пера.
В качестве прототипа выбрана известная охлаждаемая рабочая лопатка газовой турбины, содержащая хвостовик и перо, снабженные внутренним трактом охлаждения в виде продольного канала от хвостовика к торцу пера и связанного с этим каналом комплекса поперечных каналов пера, ориентированных в направлении его выходной кромки (Патент РФ №2331773 С2, 20.08.2008, F01D 5/18). С целью увеличения эффективности конвективного теплосъема с охлаждаемой поверхности пера рабочей лопатки в данном решении применяются дефлекторы, встроенные в конструкцию лопатки на стадии изготовления секций составной рабочей лопатки.
Недостатком данного конструктивного решения является увеличение сложности производства узла и затрудненный контроль полости продольного канала подачи охлаждающего воздуха к входной кромке пера рабочей лопатки, снижающий надежность.
Техническим результатом заявленного изобретения является упрощение конструкции и технологии изготовления охлаждаемой рабочей лопатки, повышение рабочих характеристик и надежности, снижение массогабаритных характеристик.
Поставленная задача достигается тем, что охлаждаемая рабочая лопатка газовой турбины содержит хвостовик и перо, снабженные внутренним трактом охлаждения в виде продольного канала от хвостовика к торцу пера и связанного с этим каналом комплекса поперечных каналов пера, ориентированных в направлении его выходной кромки, при этом перо образовано центральным стержнем, имеющим наружный рельеф в виде поперечных канавок, и накладными пластинчатыми элементами, соединенными с центральным стержнем таким образом, что формируют одной своей стороной наружную поверхность пера рабочей лопатки, а другой своей стороной совместно с наружным рельефом центрального стержня - конфигурацию каналов внутреннего тракта охлаждения пера лопатки.
Положительный эффект достигается за счет разделения конструкции узла охлаждаемой рабочей лопатки на стадии изготовления на секции: стержень (несущая часть пера) с хвостовиком и накладные пластинчатые элементы оболочки пера. Конфигурация всех каналов внутреннего тракта движения охлаждающего воздуха в лопатке определяется формированием заданного рельефа внешней поверхности стержневой части пера и преобразуется в готовый тракт охлаждения после прикрепления к ней накладных пластинчатых элементов оболочки заданной формы. В сборе составные части образуют готовый узел охлаждаемой рабочей лопатки заданной конфигурации, полностью контролируемый на всех стадиях его изготовления.
Техническая сущность предлагаемого устройства поясняется чертежами.
На фиг.1 изображен продольный разрез охлаждаемой рабочей лопатки со стороны ее корытца.
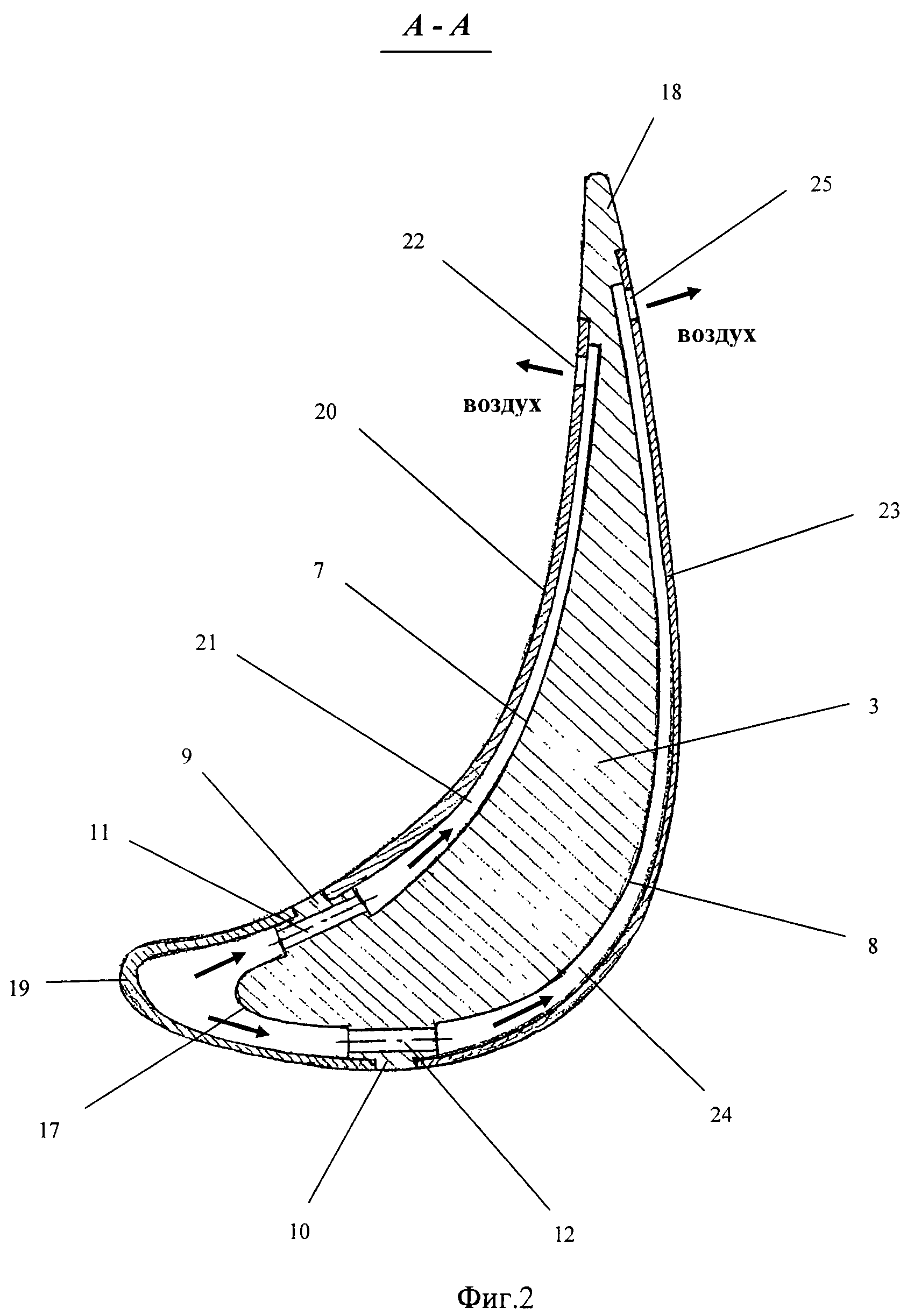
На фиг.2 изображено поперечное сечение А-А пера охлаждаемой рабочей лопатки в компоновке узловой сборки.
Охлаждаемая рабочая лопатка имеет основу в виде базовой секции в составе хвостовика 1 и центрального стержня 3 пера 2. Между хвостовиком 1 и верхним торцом 4 пера 2 со стороны входной кромки лопатки расположен продольный канал 5. В хвостовике 1 имеется сообщенное с каналом 5 отверстие 6 подачи внутрь лопатки потока охлаждающего воздуха. На обеих боковых поверхностях 7 и 8 стержня 3 по всей его длине имеются продольные выступы 9 и 10 с рядами поперечных отверстий 11 для подачи охлаждающего воздуха к боковой поверхности 7 стержня 3, соответствующей корытцу лопатки, и поперечных отверстий 12 для подачи охлаждающего воздуха к боковой поверхности 8, соответствующей спинке лопатки. На боковых поверхностях 7 и 8 против рядов отверстий 11 и 12 расположены комплексы поперечных гребней 13, 14 и канавок 15, 16, направленных от передней части 17 стержня 3 к его задней части 18, формирующей выходную кромку лопатки.
На центральном стержне 3 закреплен накладной пластинчатый элемент 19. Одна из поверхностей пластинчатого элемента 19 соответствует расчетной конфигурации области входной кромки лопатки, а другая образует совместно с передней частью 17 стержня 3 расчетное проходное сечение продольного канала 5 подачи охлаждающего воздуха от отверстия 6 хвостовика 1 к области входной кромки лопатки вдоль пера 2 вплоть до верхнего его торца 4.
К боковой поверхности 7 стержня 3 между продольным выступом 9 и задней частью 18 стержня прикреплен накладной пластинчатый элемент 20, одна из поверхностей которого формирует расчетную конфигурацию корытца лопатки, а другая образует совместно с комплексом поперечных гребней 13 и канавок 15, расположенных на боковой поверхности 7, совокупность ряда проходных сечений каналов 21 охлаждения корытца лопатки. Для выхода воздуха из концевых частей каналов 21 в проточную часть турбины пластинчатый элемент 20 имеет ряд отверстий 22.
К боковой поверхности 8 стержня 3 между продольным выступом 10 и задней частью 18 стержня 3 прикреплен накладной пластинчатый элемент 23, одна из поверхностей которого формирует расчетную конфигурацию спинки лопатки, а другая образует совместно с комплексом поперечных гребней 14 и канавок 16, расположенных на боковой поверхности 8, совокупность ряда проходных сечений каналов 24 охлаждения спинки лопатки. Для выхода воздуха из концевых частей каналов 24 в проточную часть турбины пластинчатый элемент 23 имеет ряд отверстий 25.
Устройство работает следующим образом. На рабочем режиме ГТД через поверхность оболочки пера рабочей лопатки, включая накладные пластинчатые элементы 19, 20, 23, из потока газа входит разогревающий конструкцию поток тепла. Допустимый уровень температуры лопатки, в первую очередь - ее оболочки, обеспечивает путем конвективного теплообмена поток охлаждающего воздуха, проходящий через ее внутренний тракт охлаждения. Охлаждающий воздух через отверстие 7 хвостовика 1 поступает в продольный канал 6, ограниченный с внешней стороны пластинчатым элементом 19, и распространяется по высоте пера 2, охлаждая область входной кромки рабочей лопатки. Далее суммарный поток охлаждающего воздуха раздваивается. Часть воздуха из продольного канала 6 через отверстия 12 поступает в комплекс каналов 21, ограниченных с внешней стороны пластинчатым элементом 20, и, охладив область корытца лопатки, через отверстия 22 выбрасывается в проточную часть турбины. Оставшаяся часть охлаждающего воздуха из продольного канала 6 через отверстия 13 попадает в комплекс каналов 24, ограниченных с внешней стороны пластинчатым элементом 23, и, охладив область спинки лопатки, через отверстия 24 выбрасывается в проточную часть турбины.
Реализация предложенной конструкции только за счет оптимизации скорости потока охлаждающего воздуха в каналах тракта внутреннего охлаждения рабочей лопатки, расположенных эквидистантно оболочке, позволяет эффективно охлаждать малую массу тонкостенных пластинчатых элементов оболочки пера, непосредственно воспринимающих входящий тепловой поток. Данное обстоятельство позволяет снизить расход охлаждающего воздуха и повысить данные ГТД. Несущий центробежную нагрузку стержень, находящийся внутри охлаждаемой оболочки, будет иметь пониженную температуру материала, что позволяет дополнительно уменьшить массогабаритные характеристики узла. Раздельное изготовление конструктивно простых комплектующих деталей узла лопатки обеспечивает стабильность их изготовления и предельно облегчает доводочные работы. При этом предлагаемая конструкция открыта для возможности дополнительного форсирования режима работы ГТД путем введения известных конструктивных мероприятий, например, трансперации (организация защитных воздушных завес) и нанесении внешнего теплозащитного покрытия.
Охлаждаемая рабочая лопатка газовой турбины, содержащая хвостовик и перо, выполненные с внутренним трактом охлаждения в виде продольного канала от хвостовика к торцу пера и связанным с этим каналом комплексом поперечных каналов, ориентированных в направлении выходной кромки пера, отличающаяся тем, что перо выполнено в виде центрального несущего стержня, имеющего наружный рельеф в виде поперечных канавок, и содержит накладные пластинчатые элементы, соединенные с центральным несущим стержнем таким образом, что формируют своей внешней стороной конфигурацию пера рабочей лопатки, а своей внутренней стороной - конфигурацию каналов внутреннего тракта охлаждения.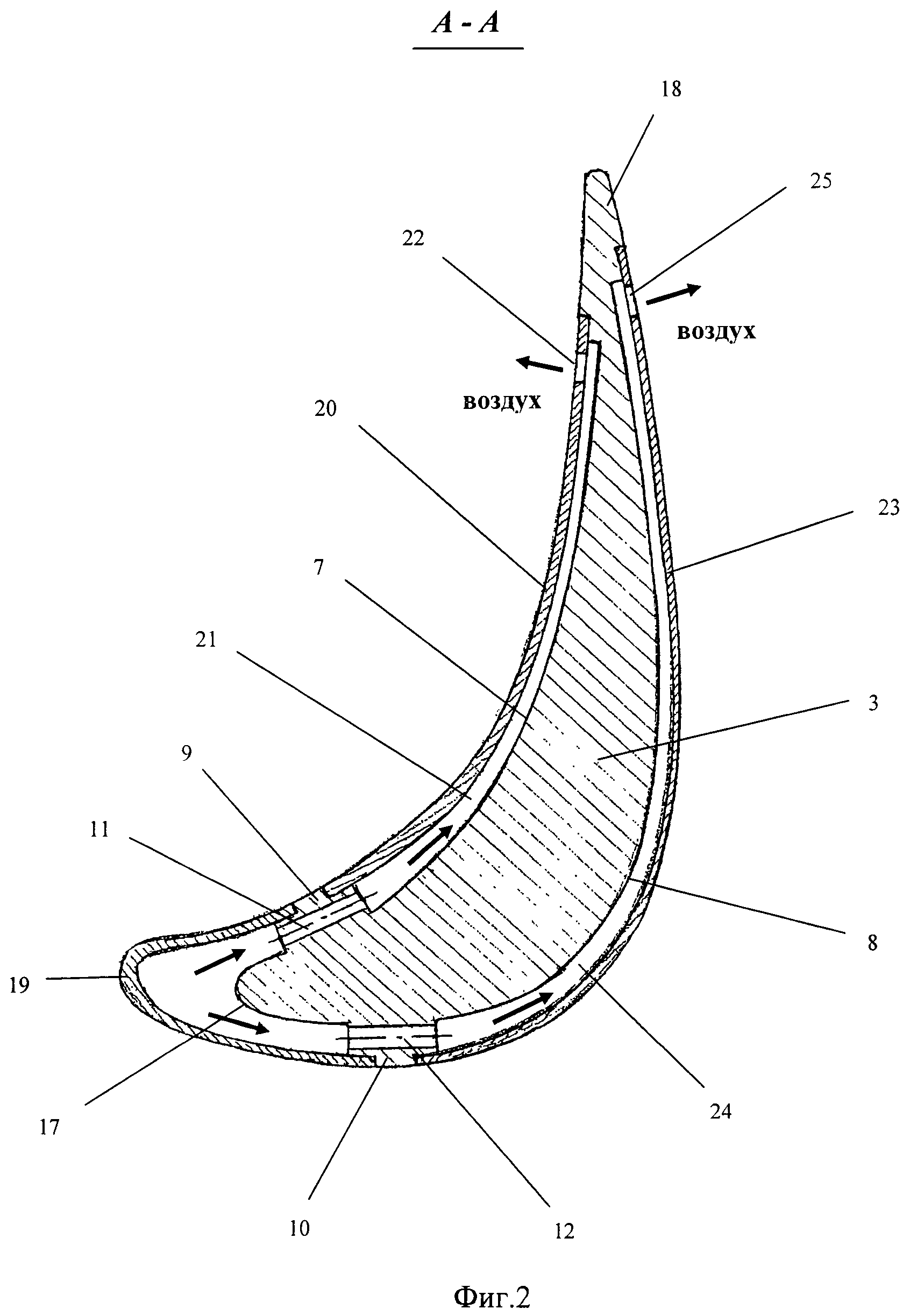
Способ обработки заготовки детали с пазами
Установка для снятия эвольвентных фасок
Установка маятникового типа для снятия заусенцев с внутренних пазов деталей типа колец
Способ изготовления щеточного уплотнения
Способ изготовления щеточного уплотнения
Установка для электронно-лучевой сварки
Способ радиационной дефектоскопии
Способ изготовления щеточного уплотнения роторов
Способ изготовления сварной тонкостенной конической обечайки с продольными гофрами
Способ диагностики положения направляющих аппаратов осевого компрессора
Способ обработки заготовки детали с пазами
Установка для снятия эвольвентных фасок
Установка маятникового типа для снятия заусенцев с внутренних пазов деталей типа колец
Способ изготовления щеточного уплотнения
Способ изготовления щеточного уплотнения
Установка для электронно-лучевой сварки
Способ радиационной дефектоскопии
Способ изготовления щеточного уплотнения роторов
Способ изготовления сварной тонкостенной конической обечайки с продольными гофрами
Способ диагностики положения направляющих аппаратов осевого компрессора

