Результат интеллектуальной деятельности: СПОСОБ РЕГУЛИРОВАНИЯ УРОВНЯ РАСПЛАВА КРИСТАЛЛИЗАТОРА НЕПРЕРЫВНОГО ЛИТЬЯ
Вид РИД
Изобретение
Изобретение относится к способу регулирования уровня расплава кристаллизатора непрерывного литья, в котором
- подвод жидкого металла в кристаллизатор непрерывного литья регулируют с помощью закрывающего устройства, и частично затвердевшую металлическую заготовку вытягивают из кристаллизатора непрерывного литья с помощью вытягивающего устройства,
- измеренное фактическое значение уровня расплава подают в регулятор уровня расплава, который на основании фактического значения и соответствующего заданного значения определяет заданное положение для закрывающего устройства,
- измеренное фактическое значение уровня расплава подают в компенсатор помеховых величин,
- в компенсатор помеховых величин подают дополнительно заданное положение закрывающего устройства, исправленное на значение компенсации помеховых величин заданное положение для закрывающего устройства, фактическое положение закрывающего устройства или исправленное на значение компенсации помеховых величин фактическое положение закрывающего устройства,
- компенсатор помеховых величин определяет на основании введенных в него значений значение компенсации помеховых величин,
- в закрывающее устройство подают исправленное на значение компенсации помеховых величин заданное положение,
- компенсатор помеховых величин содержит модель кристаллизатора непрерывного литья, с помощью которой компенсатор помеховых величин на основании входного значения модели определяет ожидаемое значение уровня расплава,
- компенсатор помеховых величин содержит несколько компенсаторов колебаний, с помощью которых компенсатор помеховых величин на основании разницы фактического значения и ожидаемого значения определяет долю частотной помехи относительно соответствующей помеховой частоты,
- сумма долей частотных помех соответствует значению компенсации помеховых величин.
Такой способ регулирования известен, например, из US 5921313 А. В известном способе регулирования имеется лишь один единственный компенсатор колебаний. В этом случае сумма долей частотных помех идентична с одной единственной определяемой долей частотных помех.
Кроме того, данное изобретение относится к компьютерной программе, которая содержит машинный код, который предназначен для непосредственного выполнения управляющим устройством для установки непрерывного литья и выполнение которого управляющим устройством приводит к тому, что управляющее устройство регулирует уровня расплава кристаллизатора непрерывного литья в соответствии с указанным способом регулирования.
Кроме того, данное изобретение относится к управляющему устройству для установки непрерывного литья, которое выполнено так, что оно во время работы выполняет указанный способ регулирования.
Наконец, данное изобретение относится к установке непрерывного литья, управление которой осуществляется с помощью указанного управляющего устройства.
При непрерывном литье отливаемую заготовку вытягивают из кристаллизатора непрерывного литья, в то время как сердечник заготовки еще жидкий. После выхода заготовки из кристаллизатора непрерывного литья, заготовку для опоры оболочки от металлостатического давления сердечника направляют по роликовым парам и поддерживают. Опора предотвращает, среди прочего, распучивание заготовки на широкой стороне заготовки. Расстояние между роликами, на которые опирается в одном и том же месте на обеих сторонах заготовка, должно соответствовать желаемой толщине заготовки.
Отлитую заготовку после выхода из кристаллизатора непрерывного литья активно и/или пассивно охлаждают. На основании охлаждения уменьшается толщина заготовки. Поэтому расстояние между роликами, которые поддерживают отлитую заготовку в одном и том же месте с обеих сторон, должно иметь правильное значение. До точки сквозного затвердевания, называемой также нижним концом жидкой фазы в заготовке, отлитая заготовка не полностью затвердела. Таким образом, еще имеется жидкий сердечник. Поэтому неравномерное воздействие на заготовку при прохождении через роликовые пары сказывается на уровне расплава. Однако, колебания уровня расплава по различным причинам, например, из-за опасности втягивания порошкообразного флюса в поверхность заготовки, следует по возможности предотвращать.
За счет возникающих в кристаллизаторе непрерывного литья колебаний толщины оболочки может возникать при прохождении роликовых пар так называемое не стационарное вспучивание. Причиной вспучивания является прохождение места с искаженной толщиной оболочки последовательно через различные роликовые пары и циклические изменения вследствие этого уровня расплава. Поскольку роликовые пары, при рассматривании в направлении транспортировки заготовки, как правило, имеют постоянное расстояние друг от друга, и скорость вытягивания, с которой заготовку вытягивают из кристаллизатора непрерывного литья, является постоянной, то не стационарное вспучивание приводит к периодическим изменениям уровня расплава. Таким образом, в уровне расплава образуются колебания постоянной частоты.
Известный из US 5921313 А способ регулирования служит цели устранения таких колебаний уровня расплава. Известный способ регулирования уже работает достаточно хорошо. В частности, можно регулировать уровень расплава с точностью до нескольких миллиметров.
Из статьи ”Suppression of Periodic Disturbances in Continuous Casting using Internal Model Predictor” (Подавление периодических помех при непрерывном литье с использованием внутренней модели предсказания), C. Furtmueller and E. Gruenbacher, IEEE International Conference on Control Application, Мюнхен, Германия, 4-6 октября 2006, стр.1764-1769, известен способ регулирования уровня расплава кристаллизатора непрерывного литья, в котором подачу жидкого металла в кристаллизатор непрерывного литья регулируют с помощью закрывающего устройства, и частично затвердевшую металлическую заготовку вытягивают из кристаллизатора непрерывного литья с помощью вытягивающего устройства. Измеренное фактическое значение уровня расплава подают в регулятор уровня расплава, который на основании фактического значения и соответствующего заданного значения определяет заданное положение для закрывающего устройства. Токи электродвигателей приводов вытягивающего устройства подвергают частотному анализу. На основании доли основной частоты и ее гармонических частот определяют значение компенсации помеховых величин, которое накладывается на выходной сигнал регулятора уровня расплава. Управление закрывающим устройством осуществляется в соответствии с исправленным так выходным сигналом регулятора уровня расплава.
Задачей данного изобретения является создание возможностей достижения еще более точного регулирования.
Задача решена с помощью способа регулирования с признаками пункта 1 формулы изобретения. Предпочтительные варианты выполнения способа регулирования, согласно изобретению, являются предметом зависимых пунктов 2-9 формулы изобретения.
Согласно изобретению, предусмотрено выполнение способа регулирования указанного в начале вида тем, что
- входное значение модели определяют из соотношения
i=p'+z',
где p' является не исправленным заданным или фактическим положением закрывающего устройства, и z' является значением компенсации скачков, и
- компенсатор помеховых величин содержит определитель скачков, с помощью которого компенсатор помеховых величин определяет значение компенсации скачков посредством интеграции разницы фактического значения и ожидаемого значения.
В одном предпочтительном варианте выполнения данного изобретения предусмотрено, что
- модель кристаллизатора непрерывного литья состоит из последовательного включения интегратора модели со звеном задержки модели, каждый компенсатор колебаний состоит из последовательного включения двух интеграторов колебаний и определитель скачков состоит из интегратора скачков,
- в качестве соответствующей входной величины подают
- в интегратор модели значение m=Vi+h1e,
- в звено задержки модели значение m'=I+h2e,
- в передний интегратор колебаний соответствующего компенсатора колебаний значение s1=h3e-S2,
- в задний интегратор колебаний соответствующего компенсатора колебаний значение s2=h4e+S1 и
- в интегратор скачков значение s3=h5e,
при этом
- V является коэффициентом усиления,
- i - входным значением модели,
- e - разницей фактического значения и ожидаемого значения,
- I - выходным сигналом интегратора модели,
- S1 - выходным сигналом соответствующего переднего интегратора колебаний,
S2 - выходным сигналом соответствующего заднего интегратора колебаний,
h1 и h2 - коэффициентами согласования модели,
h3 и h4 - специфичными для соответствующего компенсатора колебаний коэффициентами согласования колебаний и
h5 - коэффициент согласования скачков.
Различные коэффициенты согласования можно определять по потребности. В испытаниях были достигнуты хорошие результаты за счет того, что коэффициенты согласования определяли так, что полюса определяемой с помощью модели кристаллизатора непрерывного литья передаточной функции отвечали следующим условиям:
- для каждой помеховой частоты получается пара комплексно-сопряженных полюсов, действительные части которых меньше нуля, а мнимые части которых равны задаваемой соответствующей помеховой частотой круговой помеховой частоте,
- получаются три реальных полюса, которые меньше нуля.
Кроме того, в одном предпочтительном варианте выполнения предусмотрено, что коэффициенты согласования определены так, что действительные части комплексно-сопряженных полюсов лежат относительно соответствующей круговой помеховой частоты между -0,3 и -0,1. В частности, необходимо стремиться к значению примерно -0,2. С такими значениями в испытаниях были достигнуты хорошие свойства демпфирования.
Предпочтительно, коэффициенты согласования определены так, что все реальные полюса меньше -2,0. В этом случае способ регулирования работает надежно и стабильно даже тогда, когда модель кристаллизатора непрерывного литья не очень точно моделирует реальные кристаллизаторы непрерывного литья.
Кроме того, особенно хорошие результаты достигаются, когда коэффициенты согласования определены так, что реальные полюса являются попарно отличными друг от друга.
Обе названные последними меры (реальные полюса меньше -2,0 и попарно отличаются друг от друга) можно, естественно, комбинировать друг с другом. Оптимальные результаты достигались, когда реальные полюса лежат при -3,0, -4,0 и -5,0, каждый раз +/-0,5.
Предпочтительно, количество компенсаторов колебаний больше единицы. За счет этого можно компенсировать больше одного колебания вспучивания.
Кроме того, предпочтительно, что в компенсатор помеховых величин подают заданное положение для закрывающего устройства или исправленное на значение компенсации помеховых величин заданное положение для закрывающего устройства, а не фактическое положение закрывающего устройства или исправленное на значение компенсации помеховых величин фактическое положение закрывающего устройства. Это приводит к лучшим результатам.
Кроме того, задача изобретения решена с помощью компьютерной программы указанного в начале вида, при этом выполнение компьютерной программы приводит к тому, что управляющее устройство регулирует уровень расплава кристаллизатора непрерывного литья в соответствии со способом регулирования, согласно изобретению. Компьютерная программа может быть записана, например, на носителе данных в читаемом машиной виде.
Кроме того, задача решена с помощью управляющего устройства для установки непрерывного литья, которое выполнено так, что оно выполняет при работе способ регулирования, согласно изобретению. Наконец, задача решена с помощью установки непрерывного литья, управление которой осуществляется с помощью управляющего устройства, согласно изобретению.
Другие преимущества и подробности следуют из приведенного ниже описания примеров выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
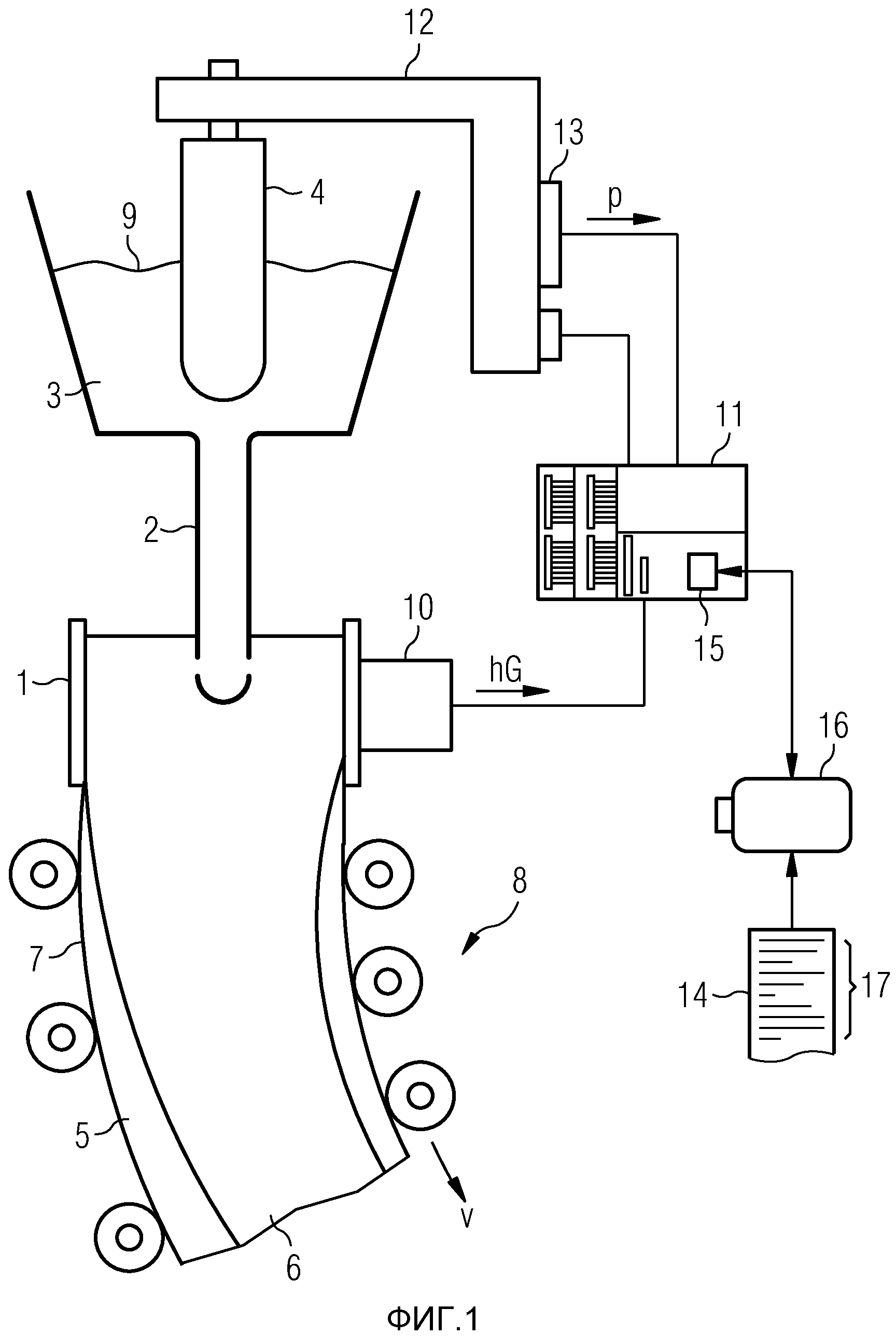
фиг.1 - установка непрерывного литья;
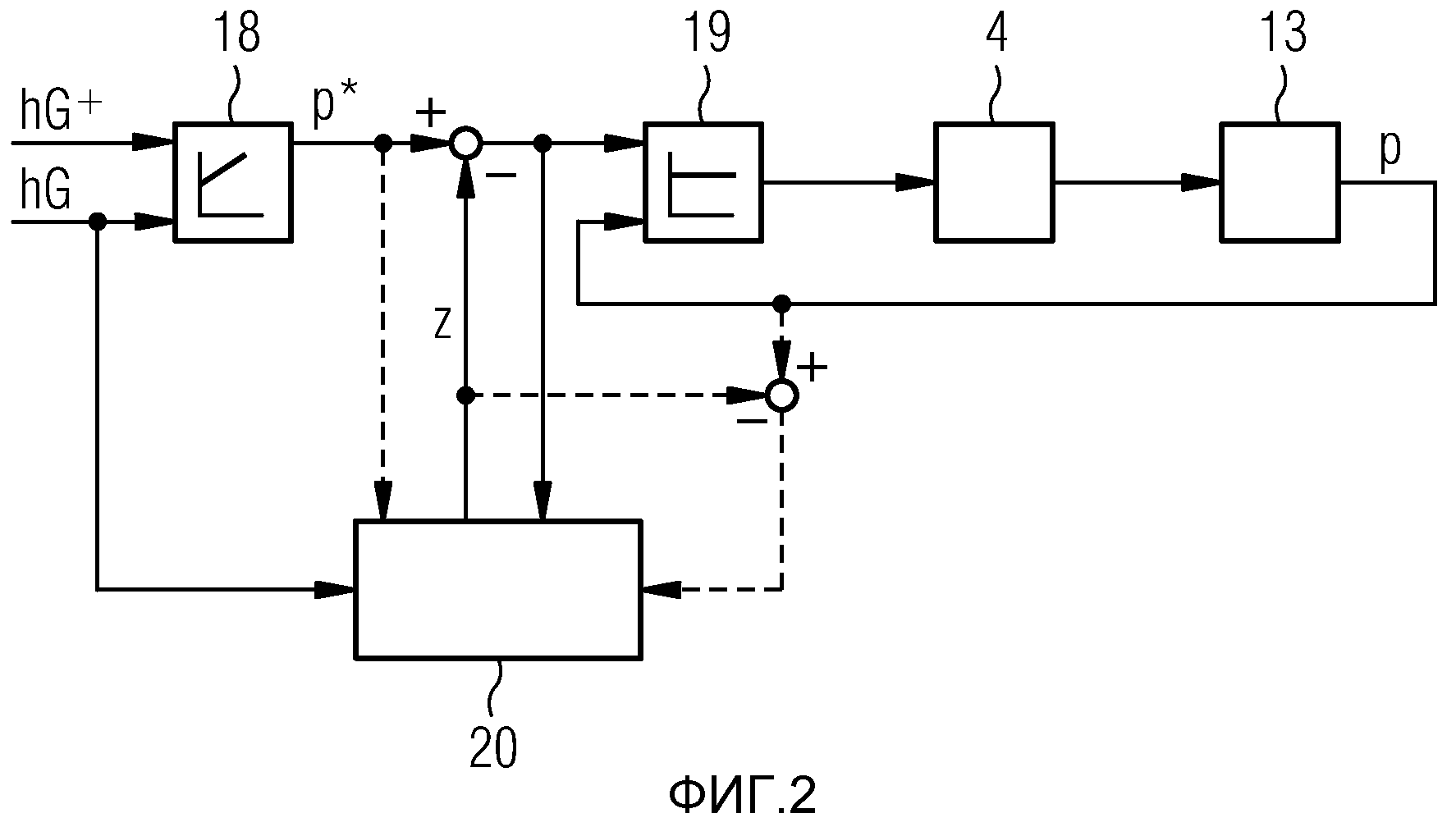
фиг.2 - блок-схема системы регулирования;
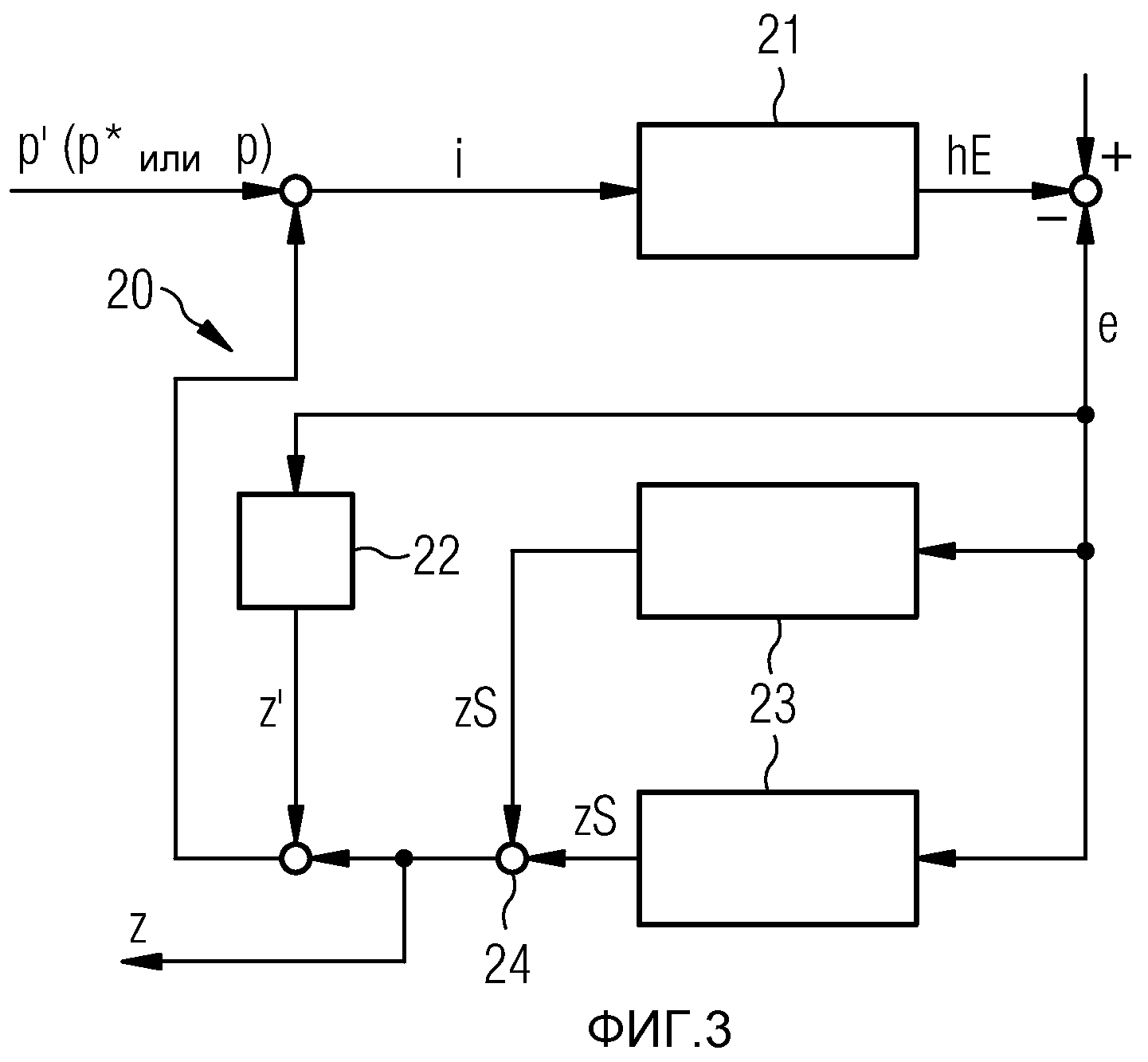
фиг.3 - внутренняя структура компенсатора помеховых величин;
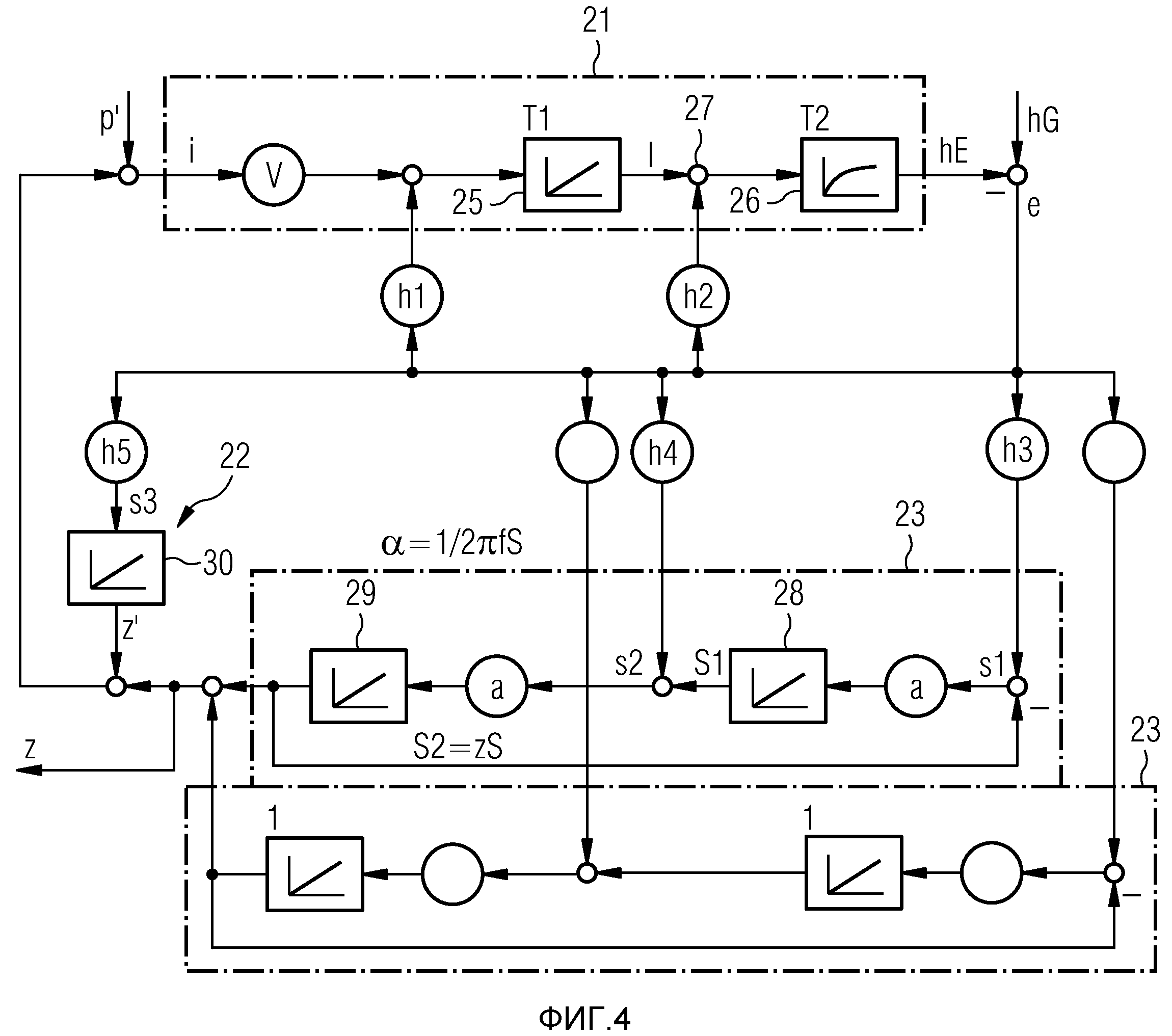
фиг.4 - возможное выполнение компенсатора помеховых величин, согласно фиг.3;
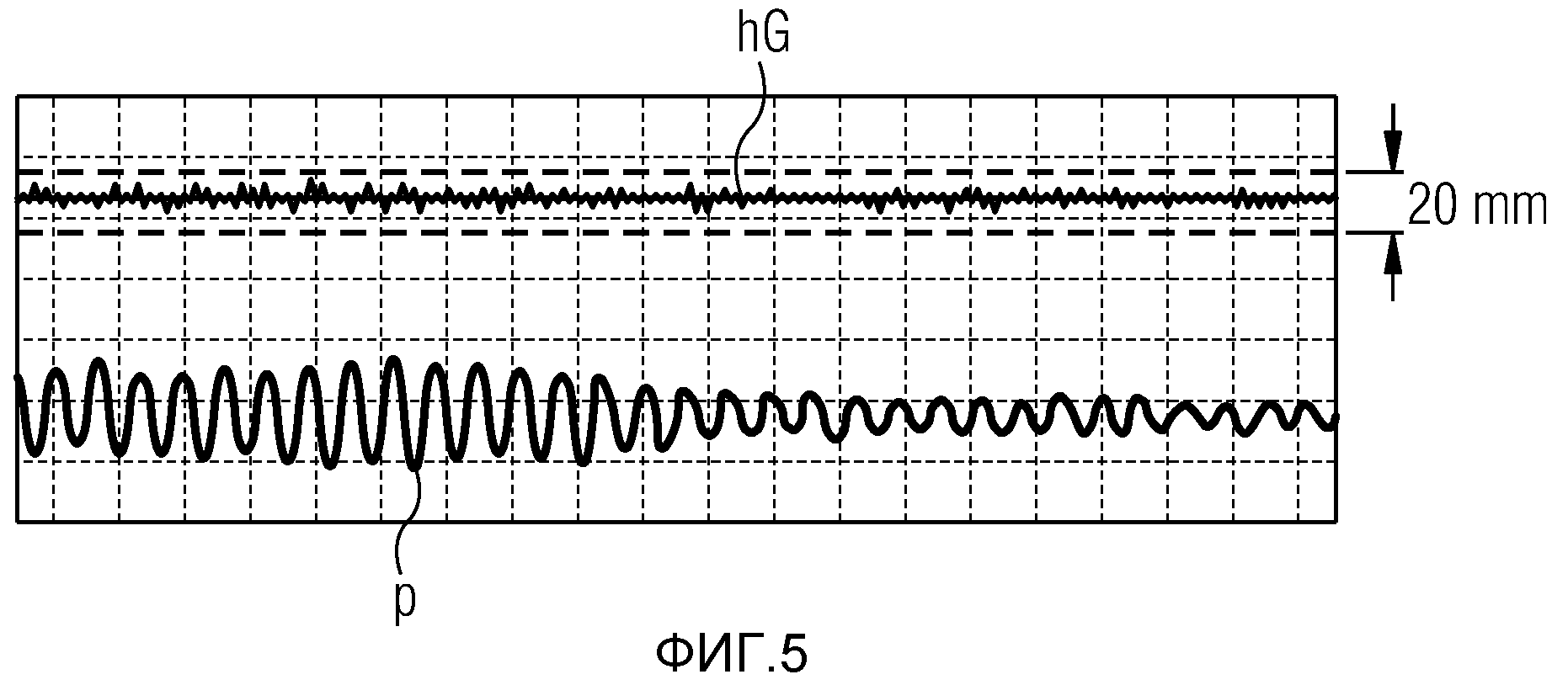
фиг.5 - ход изменения во времени фактического значения уровня расплава и положения закрывания при применении способа регулирования, согласно изобретению; и
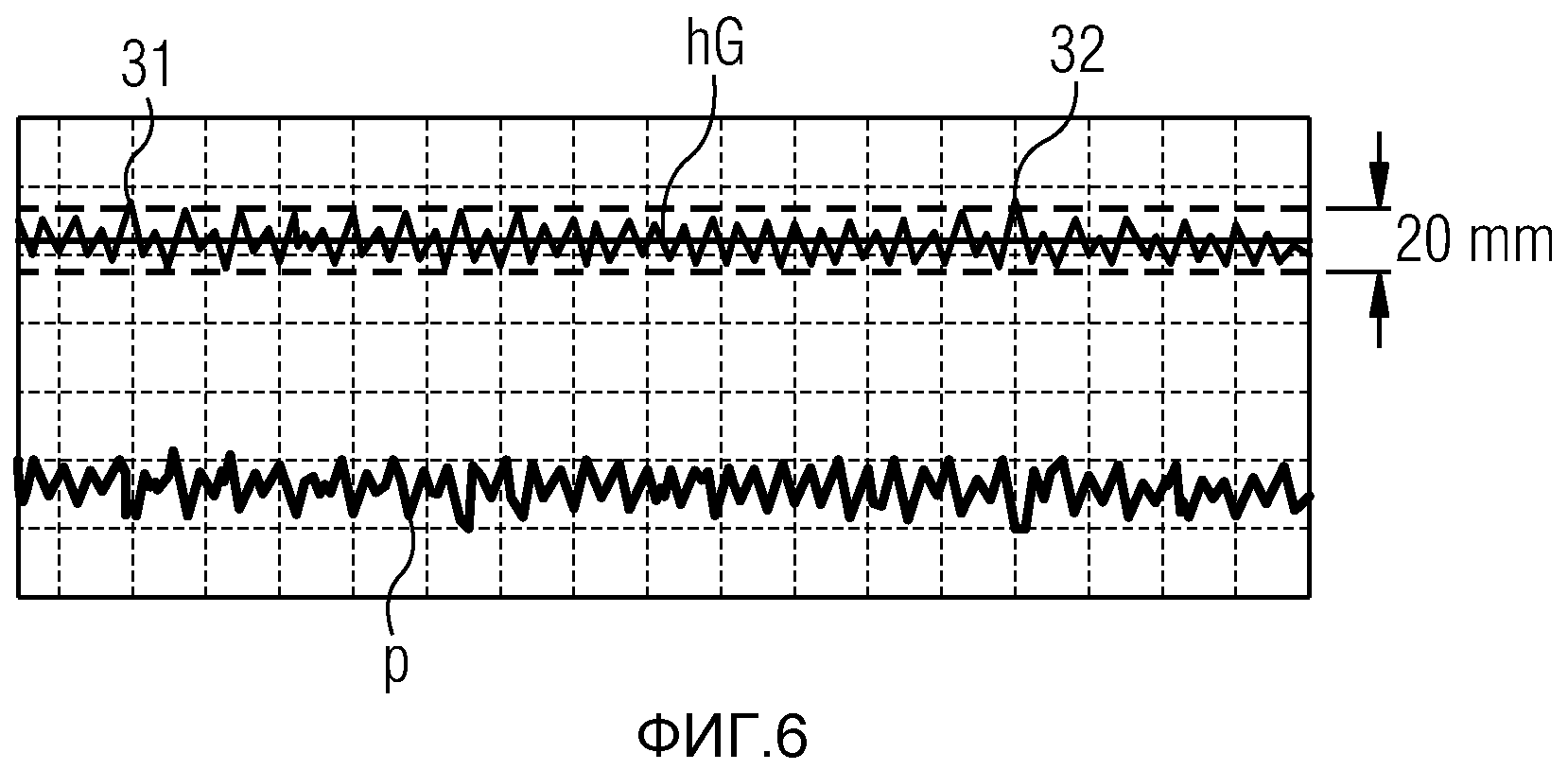
фиг.6 - соответствующее величины при применении способа регулирования, согласно уровню техники.
Как показано на фиг.1, установка непрерывного литья имеет кристаллизатор 1 непрерывного литья. В кристаллизатор 1 непрерывного литья наливают через погружную трубу 2 жидкий металл 3, например, сталь или алюминий. Подачу жидкого металла 3 в кристаллизатор 1 непрерывного литья регулируют с помощью закрывающего устройства 4. На фиг.1 показано выполнение закрывающего устройства 4 в виде закрывающей пробки. В этом случае положение закрывающего устройства 4 соответствует положению хода закрывающей пробки. В качестве альтернативного решения, закрывающее устройство 4 может быть выполнено в виде заслонки. В этом случае положение закрывания соответствует положению заслонки.
Находящийся в кристаллизаторе жидкий металл 3 охлаждается с помощью охлаждающих устройств, так что образуется оболочка 5 заготовки. Однако сердечник 6 металлической заготовки 7 еще жидкий. Он затвердевает лишь позже. Охлаждающие устройства на фиг.1 не изображены. Частично затвердевшая металлическая заготовка 7 (затвердевшая оболочка 5 заготовки, жидкий сердечник 6) вытягивают из кристаллизатора 1 непрерывного литья с помощью вытягивающего устройства 8.
Уровень 9 расплава жидкого металла 3 в кристаллизаторе 1 непрерывного литья необходимо удерживать возможно более постоянным. Скорость v вытягивания, с которой частично затвердевшая металлическая заготовка 7 вытягивается из кристаллизатора 1 непрерывного литья, как правило, постоянна. Поэтому, как в уровне техники, так и в данном изобретении, регулируют положение закрывающего устройства 4, с целью установки подачи жидкого металла 3 в кристаллизатор 1 непрерывного литья так, что уровень 9 расплава удерживается возможно более постоянным.
С помощью соответствующего измерительного устройства 10 (само по себе известного) измеряют фактическое значение hG уровня 9 расплава. Фактическое значение уровня hG расплава подают в управляющее устройство 11 для установки непрерывного литья. Управляющее устройство 11 определяет в соответствии со способом регулирования, подробное пояснение которого будет приведено ниже, заданное положение p*, которое должно принимать закрывающее устройство 4. Затем управляющее устройство 11 выполняет соответствующее управление закрывающим устройством 4. Как правило, управляющее устройство 11 выдает соответствующий управляющий сигнал в перестановочное устройство 12 для закрывающего устройства 4. Перестановочное устройство 12 может быть, например, блоком гидравлического цилиндра.
Кроме того, с помощью соответствующего измерительного устройства 13 (само по себе известного) измеряют фактическое положение р закрывающего устройства 4 и подают в управляющее устройство 11. Обычно, за этим следует регулирование (closed loop control) положения закрывания. В качестве альтернативного решения, возможно также чистое управление (open loop control).
Управляющее устройство 11 выполнено так, что оно при работе выполняет способ регулирования, согласно изобретению. Как правило, принцип действия управляющего устройства 11 определяется компьютерной программой 14, с помощью которой программируется управляющее устройство 11. Для этой цели компьютерная программа 14 записана внутри управляющего устройства 11 на носителе 15 данных, например, флэш-ППЗУ. Запись осуществляется, естественно, в читаемом машиной виде.
Компьютерную программу 14 можно вводить в управляющее устройство 11 с помощью мобильного носителя 16 данных, например, карты памяти USB (изображена) или карты памяти SD (не изображена). На мобильном носителе 16 данных компьютерная программа 14 записана, естественно, в читаемом машиной виде. В качестве альтернативного решения, компьютерную программу 14 можно вводить в управляющее устройство через соединение с вычислительной сетью или с помощью устройства программирования.
Компьютерная программа 14 содержит машинный код 17, который предназначен для непосредственного выполнения управляющим устройством 11. Выполнение машинного кода 17 управляющим устройством приводит к тому, что управляющее устройство 11 регулирует уровень 9 расплава кристаллизатора 1 непрерывного литья в соответствии со способом регулирования, согласно изобретению. Ниже приводится более подробное пояснение этого способа регулирования со ссылками на фиг.2 и 3.
На фиг.2 показан выполняемый управляющим устройством 11 способ регулирования. Работа системы регулирования, согласно фиг.2, обеспечивает выполнение способа регулирования, согласно изобретению, уровня 9 расплава кристаллизатора 1 непрерывного литья.
Как показано на фиг.2, система регулирования имеет регулятор 18 уровня расплава. Регулятор 18 уровня расплава определяет на основании заданного значения hG* уровня 9 расплава и с помощью измеренного с помощью измерительного устройства 10 фактического значения hG уровня 9 расплава в соответствии с характеристикой регулирования заданное положение p* для закрывающего устройства 4. Характеристика регулирования регулятора 18 уровня расплава является, как показано на фиг.2, пропорционально-интегральной. Однако в качестве альтернативного решения возможны другие характеристики регулирования, например, PID, PT1, PT2 и т.д.
Заданное положение p* для закрывающего устройства 4 подается в закрывающее устройство 4. Однако перед этим заданное положение p* подвергается исправлению на значение z компенсации помеховых величин.
Как указывалось выше, установка закрывающего устройства 4 происходит обычно с регулированием. В этом случае, который показан на фиг.2, в регулятор 19 положения подают исправленное заданное положение, т.е. значение
p*-z,
в который также подают дополнительно фактическое положение p закрывающего устройства 4. Регулятор 19 положения может быть выполнен, например, в виде Р-регулятора.
Фактическое положение p закрывающего устройства 4 воздействует на основании устанавливаемого с его помощью притока жидкого металла 3 на действительный уровень 9 расплава. Фактическое значение hG уровня 9 расплава измеряют и, как указывалось выше, подают в регулятор 18 уровня расплава.
На кристаллизатор 1 непрерывного литья могут воздействовать помеховые величины, которые могут оказывать влияние на уровень 9 расплава. Для компенсации помеховых величин предусмотрен компенсатор 20 помеховых величин. В компенсатор 20 помеховых величин подают измеренное значение hG уровня 9 расплава, а также другие величины.
Как показано на фиг.2, в компенсатор 20 помеховых величин подают в качестве дополнительной величины исправленное на значение z компенсации помеховых величин заданное положение p* закрывающего устройства 4. В качестве альтернативного решения, в компенсатор 20 помеховых величин можно подавать не исправленное заданное положение p*. Это альтернативное решение показано на фиг.2. Его равноценность реализованному решению очевидна, поскольку значение z компенсации помеховых величин компенсатор 20 помеховых величин определяет, как показано на фиг.2, на основе подаваемых в него значений. Поэтому исправленное значение положения, т.е. значение p* - z можно просто определять также внутри компенсатора 20 помеховых величин.
Определение значения z компенсации помеховых величин с применением (среди прочего) исправленного или не исправленного заданного положения p* - z соответственно, p* закрывающего устройства 4 является предпочтительным в рамках данного изобретения. В качестве альтернативного решения, можно подавать в компенсатор 20 помеховых величин фактическое положение p или исправленное на значение z компенсации помеховых величин фактическое положение p - z закрывающего устройства 4. Эта альтернатива также показана на фиг.2 штриховыми линиями.
Ниже приводится более подробное пояснение выполнения и принципа действия компенсатора 20 помеховых величин со ссылками на фиг.3.
Как показано на фиг.3, компенсатор 20 помеховых величин содержит, среди прочего, модель 21 кристаллизатора 1 непрерывного литья. С помощью модели 21 компенсатор 20 помеховых величин определяет ожидаемое значение hE уровня 9 расплава. Для этой цели в модель 21 подают входное значение i модели, которое определяется соотношением
i=p'+z',
где p' является не исправленным заданным положением p* закрывающего устройства 4, т.е. выходным сигналом регулятора 18 уровня расплава. Если в компенсатор 20 помеховых величин подавать вместо заданного положения p* фактическое положение p закрывающего устройства 4, то в указанном выше соотношении необходимо применять вместо значения p* значение p. z' является значением компенсации скачков.
Значение z' компенсации скачков определяет компенсатор 20 помеховых величин с помощью определителя 22 скачков, который также является составной частью компенсатора 20 помеховых величин. Определение значения z' компенсации скачков происходит, как показано на фиг.3, на основе разницы е фактического значения hG и ожидаемого значения hE уровня 9 расплава, называемой в последующем применительно к фиг.3 лишь коротко разницей е.
Как показано на фиг.3, компенсатор 20 помеховых величин содержит дополнительно несколько компенсаторов 23 колебаний. С помощью компенсаторов 23 колебаний, компенсатор 20 помеховых величин определяет относительно соответствующей помеховой частоты fS долю zS помех, называемую в дальнейшем долей zS частотных помех. Определение осуществляется на основе разницы е.
Количество компенсаторов 23 колебаний составляет минимально единицу. В этом случае компенсируется лишь одна единственная доля zS частотных помех. В качестве альтернативного решения, количество компенсаторов 23 колебаний может быть больше единицы. В этом случае каждый компенсатор 23 колебаний определяет на собственной помеховой частоте fS соответствующую долю zS частотных помех. На фиг.3 показаны два компенсатора 23 колебаний. Однако возможно также выполнение с тремя, четырьмя, пятью и т.д. компенсаторами 23 колебаний.
Выходные сигналы zS компенсаторов 23 колебаний суммируются в узловой точке 24, в результате чего получают значение z компенсации помеховых величин. В случае лишь одного единственного компенсатора 23 колебаний суммирование, естественно, не требуется, поскольку в этом случае сумма идентична единственному слагаемому.
В одном предпочтительном варианте выполнения компенсатора 20 помеховых величин, показанном на фиг.4, модель 21 кристаллизатора 1 непрерывного литья состоит из интегратора 25 и звена 26 задержки, которые включены, как показано на фиг.4, последовательно. Поскольку интегратор 25 и звено 26 задержки являются составляющими частями модели 21 кристаллизатора 1 непрерывного литья, то они называются в последующем с добавлением слова «модели». Таким образом, они называются интегратор 25 модели и звено 26 задержки модели. Однако добавка «модели» служит лишь для обозначения их принадлежности. Другого значения добавка «модели» не имеет.
Интегратор 25 модели имеет постоянную времени интегрирования Т1, звено 26 задержки модели имеет постоянную времени задержки Т2. Постоянные Т1, Т2 времени заданы так, что они возможно более реалистично отражают реальный кристаллизатор 1 непрерывного литья.
В интегратор 25 модели в качестве входного сигнала m подают значение
m=V·i+h1·e,
где V является коэффициентом усиления, i - уже упомянутым входным значением модели, е - также уже упомянутой разницей, h1 является коэффициентом согласования.
Интегратор 25 модели выдает выходной сигнал I. Выходной сигнал I исправляется в узловой точке 27 на значение
h2·e,
а затем подается в звено 26 задержки модели в качестве его входного сигнала. h2 является другим коэффициентом согласования.
Подаваемые в узловую точку значения I, h2·e суммируются в узловой точке 27. Это обеспечивается тем, что оба входных сигнала I, h2·e узловой точки 27 не снабжаются на стороне входа узловой точки 27 отрицательным знаком.
Коэффициенты согласования h1 и h2 относятся к модели 21 кристаллизатора 1 непрерывного литья. Поэтому они называются в последующем коэффициентами h1, h2 согласования модели.
Компенсаторы 23 колебаний выполнены в принципе аналогично друг другу. Поэтому ниже приводится подробное описание лишь одного из компенсаторов 23 колебаний, а именно, верхнего на фиг.4 компенсатора 23 колебаний. Однако приведенные ниже выкладки справедливы аналогичным образом для других компенсаторов 23 колебаний.
Как показано на фиг.4, верхний компенсатор 23 колебаний состоит из двух интеграторов 28, 29, которые включены последовательно. Оба интегратора 28, 29 называются в последующем интеграторами 28, 29 колебаний, поскольку они является соответствующими составляющими частями компенсатора 23 колебаний. Добавка «колебаний» служит лишь для обозначения принадлежности обоих интеграторов 28, 29 к соответствующему компенсатору 23 колебаний. Другого значения добавка «колебаний» не имеет.
Интеграторы 28, 29 колебаний имеют постоянную времени интегрирования а. Постоянная времени интегрирования получается из соотношения
где fS является соответствующей подлежащей компенсации помеховой частотой. Помеховая частота fS должна быть известной заранее.
В передний интегратор 28 колебаний подается, как показано на фиг.4, в качестве входной величины s1 значение
s1=h3·e-S2
В задний интегратор 29 колебаний подается в качестве входной величины s2 значение
s2=h4·e+S1,
где S1 и S2 являются выходными сигналами переднего и заднего интегратора 28, 29 колебаний, h3 и h4 являются коэффициентами согласования. На основании их принадлежности к соответствующему компенсатору 23 колебаний они называются в последующем коэффициентами h3, h4 согласования колебаний.
Определитель 22 скачков состоит из одного единственного интегратора 30, называемого в последующем на основании своей принадлежности к определителю 22 скачков интегратором 30 скачков. В него подается значение s3=h5·e, где h5 является коэффициентом согласования, называемым в последующем коэффициентом согласования скачков.
Как указывалось выше, могут быть предусмотрены несколько компенсаторов 23 колебаний. В этом случае коэффициенты h3, h4 согласования колебаний отдельных компенсаторов 23 колебаний не зависят друг от друга. Кроме того, постоянные а времени интегрирования всех компенсаторов 23 колебаний отличаются друг от друга.
Для определения коэффициентов h1-h5 согласования, т.е. коэффициентов h1, h2 согласования модели, коэффициента h5 согласования скачков и для каждого компенсатора 23 колебаний обоих соответствующих коэффициентов h3, h4 согласования колебаний, сначала предпочтительно определяют передаточную функцию показанной на фиг.4 системы. Передаточная функция является дробнорациональной функцией оператора Лапласа, т.е. функцией, которая может быть представлена в виде частного числителя и знаменателя, при этом как числитель, так и знаменатель являются полиномами оператора Лапласа. Как полином числителя, так и полином знаменателя содержат в своих коэффициентах коэффициенты согласования h1-h5.
Затем для полинома знаменателя задают его желаемые нулевые точки, т.е. желаемые полюса передаточной функции. Это приводит к системе уравнений, в которой неизвестны лишь коэффициенты согласования h1-h5. Уравнения системы уравнений являются независимыми друг от друга. Их количество соответствует количеству коэффициентов h1-h5 согласования. Поэтому на основании системы уравнений можно однозначно определять коэффициенты h1-h5 согласования.
Предпочтительно, желаемые полюса задают следующим образом:
Для каждой подлежащей компенсации помеховой частоты fS задают пару комплексно-сопряженных полюсов. Мнимые доли соответствующей пары полюсов равны +/-2πfS, где, как указывалось выше, fS является подлежащей компенсации помеховой частотой. Таким образом, мнимые доли равны (по величине) соответствующей подлежащей компенсации круговой частоте ωS. Действительные части соответствующей пары полюсов меньше нуля.
Три других полюса являются предпочтительно все реальными и меньше нуля, т.е. отрицательными.
Когда постоянные T1, T2 времени модели хорошо моделируют реальный кристаллизатор 1 непрерывного литья, то действительные части комплексно-сопряженных полюсов и реальные полюса могут изменяться в широких пределах, без оказания отрицательного влияния на качество способа регулирования. Однако правильные постоянные Т1, Т2 времени модели можно часто оценивать лишь приблизительно. Тем не менее, обеспечивается хорошее качество регулирования, когда действительные части комплексно-сопряженных полюсов и реальные полюса отвечают определенным критериям.
Стабильность способа регулирования может быть достигнута, например, за счет того, что действительные части комплексно-сопряженных полюсов лежат между -0,1 и -0,3 соответствующей круговой частоты ωS. В ходе испытаний было установлено, что особенно предпочтительно, когда действительные части примерно равны -0,2 соответствующей круговой частота ωS.
Кроме того, предпочтительно, когда реальные полюса все меньше -2,0 или отличаются попарно друг от друга. Еще лучше, когда выполняются оба критерия. Особенно хорошие результаты достигались, когда один из реальных полюсов лежит при -3,0, -4,0 и -5,0 (соответственно, +/-0,5, предпочтительно +/-0,2).
На фиг.5 показан ход изменения фактического значения hG уровня 9 расплава и соответствующий ход изменения фактического положения р закрывающего устройства 4 реального кристаллизатора 1 непрерывного литья в зависимости от времени. При показанных на фиг.5 кривых уровень 9 расплава регулировали с помощью способа, согласно изобретению, при этом осуществлялась компенсация двух помеховых частот fS, и коэффициенты h1-h5 согласования были установлены на поясненные выше оптимальные значения. Можно видеть значительные изменения фактического положения р закрывающего устройства 4. Однако достигается, что уровень расплава остается очень стабильным. Колебания составляют лишь примерно +/-3 мм.
В противоположность этому, на фиг.6 показаны соответствующие кривые регулирования уровня расплава, согласно уровню техники. Очевидно, что уровень 9 расплава колеблется значительно сильней. Кратковременно, а именно, в точках 31 и 32 он даже выходит за изображенный диапазон допусков +/-10 мм.
Выше упоминалось, что подлежащие компенсации помеховые частоты fS должны быть известны заранее. Определение помеховых частот fS можно осуществлять, например, посредством оценки хода изменения фактического значения р уровня 9 расплава, показанного на фиг.6. Из него можно затем определять соответствующие помеховые частоты fS и тем самым также постоянные а времени интегрирования.
Приведенное выше описание служит исключительно для пояснения данного изобретения. В противоположность этому, объем защиты данного изобретения определяется исключительно прилагаемой формулой изобретения.
Устройство с теплозащитным экраном, камера сгорания и газовая турбина
Устройство и способ для создания сигнала местоположения
Подложка с керамическим покрытием, создающим термический барьер, с двумя керамическими слоями
Способ управления газопаротурбинной установкой с частотным преобразователем
Конфигурирование энергетического устройства автоматизации
Монокристаллическая сварка направленно упрочненных материалов
Способ эксплуатации электродуговой печи с по меньшей мере одним электродом, регулирующее и/или управляющее устройство, машиночитаемый программный код, носитель данных и электродуговая печь для осуществления способа
Регулировочное устройство направляющих лопаток осевого компрессора, система поворотных направляющих лопаток осевого компрессора и способ регулирования направляющих лопаток осевого компрессора
Установочное устройство
Завихритель, камера сгорания и газовая турбина с улучшенным завихрением
Способ функционирования охлаждающего участка для охлаждения прокатываемого материала с не связанным с температурой охлаждением до конечного значения энтальпии
Модульная тормозная система
Ограничение пикового отбора электроэнергии карьерными экскаваторами
Турбомашина с уравнительным поршнем против сдвига
Кольцевой диффузор для осевой турбинной машины, система для осевой турбинной машины, а также осевая турбинная машина
Система сжигания топлива газотурбинного двигателя
Обмотка и способ изготовления обмотки
Способ для определения момента времени переключения электрического переключающего прибора
Способ управления для использования резервирования в случае неисправности многофазного выпрямителя переменного тока с распределенными накопителями энергии
Способ контроля процесса плавки в электродуговой печи и устройство обработки сигналов, программный код и носитель данных для выполнения этого способа

