Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Группа изобретений относится к области ракетного машиностроения, в частности к производству разъемных корпусов из композитов ракетных двигателей твердого топлива, соединяемых по резьбе после заполнения их топливом.
Известен способ изготовления корпуса и корпус в виде кокона по патенту RU №2144644 от 14.05.1998 г., МПК7 F17C 1/00, B21D 51/24. Корпус разрезают перпендикулярно продольной оси, потом соединяют.
Известен корпус из полимерных композиционных материалов и способ намотки кокона по патенту США №3258379 от 26.06.61 г. НКИ 156-175.
Известен корпус из полимерных композиционных материалов и способ намотки многослойной силовой оболочки по патенту Франции №2088342 от 30.04.71 г. МПК В29С 27/00.
Известен корпус в виде кокона по патенту RU №2049289 от 16.10.1992 г., МПК7 F17C 1/00.
Известен корпус из полимерных композиционных материалов по патенту RU №2266459 от 05.12.2003 г., МПК7 F16L 13/10.
Известен корпус ракетного двигателя из композиционных материалов по патенту RU №2339830 от 30.01.2007 г., МПК7 F02K 9/34.
Известен корпус ракетного двигателя из композиционных материалов типа «Кокон» по патенту RU №232050 от 01.06.2006 г., МПК7 F02K 9/34.
Известен ракетный двигатель твердого топлива, выполненный из композиционного материала по патенту RU №2117808 от 10.04.97, МПК7 F02K 9/08.
Известные устройства и известный способ определяют общий уровень техники и не являются особо релевантными, поэтому предлагаемыми решениями устраняются недостатки общего известного уровня техники.
Недостатками общего известного уровня техники для способа является низкая технологичность изготовления корпуса, в частности низкая технологичность и качество резьбы для соединения частей корпуса. При использовании металлической резьбовой втулки с наружной резьбой недостатком является низкая технологичность ее вматывания, а также низкая надежность работы в условиях высокого внутреннего давления из-за концентратора напряжений на границе композита с металлом. При нарезании резьбы непосредственно на силовой оболочке недостатком является низкая технологичность мехобработки композита на основе арамидных волокон, пропитанных эпоксидным связующим. Волокна не перерезаются, а разрываются и разлохмачиваются с большим количеством ворсов, которые приводят к заклиниванию в соединяемых по резьбе деталях. При нарезании резьбы на подмоте стеклопластиковым жгутом недостатком является низкая надежность ее работы, так как основной вид ее нагружения, при отсутствии волокон арамида частично радиального направления - межслоевой срез, то есть практически срез по низкопрочному связующему, даже когда шаг намотки совпадает с шагом резьбы, и гребни резьбы выполнены из непрерывных стекловолокон. При нарезании резьбы после проминания канавок в спиральном арамидном слое намоткой стекложгута с шагом, равным шагу резьбы, недостатками являются низкая технологичность из-за избыточного количества ворсов при попадании режущего инструмента между канавками проминания и низкая надежность работы резьбы из-за отсутствия ворсов при попадании режущего инструмента в канавки. Нарезание резьбы с попаданием в зону образования оптимального количества ворсов, необходимых для армирования клеевого соединения резьбы при сборке корпуса, практически невозможно. При про-минании канавок в спиральном арамидном слое намоткой стекложгута недостатком является низкая эффективность проминания из-за раскладки пропитанного жгута в ленту. При использовании сухого жгута недостатком является (хотя и в значительно меньшей степени) также раскладка нескрученного жгута (ровинга) и низкое контактное давление из-за низкого усилия натяжения жгута. Низкая эффективность проминания обусловлена еще и высокой плотностью завершающего арамидного спирального слоя из-за высокого контактного давления при намотке его волокон с углом, превышающим минимально возможный по условию близкого к геодезическому расположению их на оправке, так как контактное давление пропорционально Sin2φ, где φ - угол намотки жгутов спирального слоя, и усилию натяжения, то есть низкая эффективность проминания обусловлена еще и низкой разностью оптимального натяжения спиральных жгутов арамидного слоя и натяжения проминающего жгута (см стр.203 книги «Технология ракетных аэродинамических конструкций из полимерных композиционных материалов», Буланов И.М., Воробей В.В., 1998 г., Москва, изд. МГТУ им. Баумана). Также недостатком является неудовлетворительная форма промятых канавок арамидного слоя из-за неоптимального соотношения размера сечения и шага намотки проминающего жгута. Кроме того, недостатком способа является неудовлетворительное качество низкоэластичного клеевого соединения резьбы корпуса из-за неудовлетворительной пропитки клеем с высокой реологической вязкостью арамидных ворсов, а также неравномерное нагружение витков резьбы.
Недостатками общего известного уровня техники для устройства является низкая надежность его работы в условиях высокого внутреннего давления из-за низкой надежности работы резьбы кокона на срез, при отсутствии в зоне среза, совпадающего с внутренним диаметром резьбы, армирующих волокон частично радиального направления, и при отсутствии связи клеевого соединения резьбы с силовой оболочкой кокона, также недостатком является низкое качество витков резьбы из-за отсутствия монолитности их армирующих волокон на всем их протяжении, а также недостатком является низкая технологичность расположения арамидных волокон в зоне среза резьбы в частично радиальном направлении путем проминания этих волокон намоткой стекложгута из-за высокой плотности арамидных волокон при спиральной намотке арамидных волокон с углом, превышающим минимально возможный по условию расположения их на оправке близкого к геодезическому. Кроме того, недостатком является низкая надежность работы резьбового соединения из-за неравномерного нагружения витков резьбы при низкой эластичности его клеевой фиксации.
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка и создание высокотехнологичных корпусов ракетных двигателей высокого качества с повышенной надежностью работы в условиях высокого внутреннего давления.
Технический результат для способа, который может быть достигнут при решении поставленной задачи, заключается в следующем:
- в повышении технологичности корпуса за счет исключения вматывания металлической резьбовой втулки с наружной резьбой, а также в повышении надежности работы корпуса в условиях высокого внутреннего давления за счет исключения концентратора напряжений на границе композита с металлом;
- в повышении технологичности нарезания резьбы непосредственно на силовой оболочке за счет повышения технологичности мехобработки композита на основе арамидных волокон, пропитанных эпоксидным связующим (при которой волокна не перерезаются, а разрываются и разлохмачиваются с большим количеством ворсов, которые приводят к заклиниванию в соединяемых по резьбе деталях), так как мехобработку резьбы осуществляют не на всю ее глубину и с оптимальным количеством ворсов;
- в повышении технологичности мехобработки композита на основе арамидных волокон, пропитанных эпоксидным связующим, а также в повышении надежности работы за счет образования локальных зон с оптимальным количеством ворсов, необходимых для армирования клеевого соединения резьбы при сборке корпуса, равномерно распределенных по всему резьбовому соединению;
- в повышении технологичности нарезания резьбы за счет повышения эффективности проминания с исключением раскладки пропитанного жгута в ленту и уменьшением раскладки нескрученного жгута при повышении контактного давления, а также за счет оптимизации формы промятых канавок арамидного слоя оптимизацией соотношения размера сечения и шага намотки проминающего жгута;
- в повышении технологичности нарезания резьбы и ее качества, а также надежности ее работы, так как витки резьбы выполнены из непрерывных волокон, скрепленных с силовой оболочкой в локальных зонах высокопрочными арамидными волокнами частично радиального направления, а также с материалом клеевого соединения с оптимальным количеством разлохмаченных арамидных волокон;
- в повышении технологичности нарезания резьбы за счет повышения эффективности проминания с уменьшением степени раскладки жгута в ленту;
- в повышении эффективности проминания завершающего арамидного спирального слоя оптимизацией его плотности за счет снижения контактного давления при намотке его волокон с минимальным углом по условию близкого к геодезическому расположению их на оправке;
- в повышении качества клеевого соединения за счет его армирования ворсами арамидных волокон при их пропитке клеем с низкой реологической вязкостью, а также в повышении надежности работы за счет более равномерного нагружения витков резьбы.
Технический результат для устройства, который может быть достигнут при решении поставленной задачи, заключается в следующем:
- в повышении надежности работы в условиях высокого внутреннего давления за счет повышения надежности работы резьбы кокона на срез, при наличии в зоне среза, совпадающего с внутренним диаметром резьбы, армирующих волокон частично радиального направления (на боковых поверхностях промятых канавок), а также в повышении качества витков резьбы благодаря монолитности их армирующих волокон на всем их протяжении;
- в повышении надежности работы резьбы кокона на срез за счет связи клеевого соединения резьбы с силовой оболочкой кокона;
- в повышении технологичности расположения арамидных волокон в зоне среза резьбы в частично радиальном направлении путем проминания этих волокон намоткой стекложгута благодаря оптимальной плотности арамидных волокон при спиральной намотке арамидных волокон с минимально возможным углом по условию близкого к геодезическому расположению их на оправке;
- в повышении надежности работы резьбового соединения за счет равномерного нагружения витков резьбы при высокой эластичности его клеевой фиксации.
Поставленная задача с достижением технического результата решается тем, что способ изготовления корпуса ракетного двигателя из полимерных композиционных материалов, при котором наматывают силовую оболочку в виде кокона спирально-кольцевой намоткой из жгутов арамидных волокон, перед задним удаляемым днищем на цилиндрической части нарезают резьбу для соединения с сопловым блоком двигателя, при этом намотку кокона завершают двойным спиральным слоем наружным диаметром, превышающим внутренний диаметр резьбы и не превышающим средний диаметр резьбы, а в зоне нарезаемой впоследствии резьбы в арамидных волокнах проминают винтовую канавку с шагом, равным (1,4-1,6) шага резьбы кокона намоткой с максимальной силой натяжения сухого, предварительно скрученного, стекложгута диаметром сечения, превышающим четверть шага его намотки и не превышающим половину шага, затем поверх сухого стекложгута наматывают сплошные слои пропитанного стекложгута с шагом, равным шагу резьбы, до наружного диаметра, превышающего наружный диаметр резьбы, причем намотку стекложгутов осуществляют с направлением, совпадающим с направлением резьбы кокона. Скрутку сухого жгута выполняют из расчета (8±2) оборота на один метр. Намотку завершающего двойного спирального слоя осуществляют с минимальным углом намотки. Намотку арамидными и стекложгутами осуществляют с применением эпоксидного связующего, а резьбовое соединение корпуса и соплового блока осуществляют на эластичном клее, например, на основе полиуретана.
Отличительными признаками для способа являются следующие признаки:
- на цилиндрической части нарезают резьбу для соединения с сопловым блоком двигателя - признаки существенные, предусматривают наличие новых операций, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности корпуса за счет исключения вматывания металлической резьбовой втулки с наружной резьбой, а также в повышении надежности работы корпуса в условиях высокого внутреннего давления за счет исключения концентратора напряжений на границе композита с металлом;
- намотку кокона завершают двойным спиральным слоем наружным диаметром, превышающим внутренний диаметр резьбы и не превышающим средний диаметр резьбы, а в зоне нарезаемой впоследствии резьбы в арамидных волокнах проминают винтовую канавку - признаки существенные, предусматривают наличие новых операций, новую последовательность и новое исполнение операций, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности нарезания резьбы непосредственно на силовой оболочке за счет повышения технологичности мехобработки композита на основе арамидных волокон, пропитанных эпоксидным связующим (при которой волокна не перерезаются, а разрываются и разлохмачиваются с большим количеством ворсов, которые приводят к заклиниванию в соединяемых по резьбе деталях), так как мехобработку резьбы осуществляют не на всю ее глубину и с оптимальным количеством ворсов;
- канавку проминают с шагом, равным (1,4-1,6) шага резьбы кокона - признаки существенные, предусматривают новые параметры операций, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности мехобработки композита на основе арамидных волокон, пропитанных эпоксидным связующим, а также в повышении надежности работы за счет образования локальных зон с оптимальным количеством ворсов, необходимых для армирования клеевого соединения резьбы при сборке корпуса, равномерно распределенных по всему резьбовому соединению;
- канавку проминают намоткой с максимальной силой натяжения сухого, предварительно скрученного, стекложгута диаметром сечения, превышающим четверть шага его намотки и не превышающим половину шага - признаки существенные, предусматривают наличие новых операций, новую последовательность и новое исполнение операций, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности нарезания резьбы за счет повышения эффективности проминания с исключением раскладки пропитанного жгута в ленту и уменьшением раскладки нескрученного жгута при повышении контактного давления, а также за счет оптимизации формы промятых канавок арамидного слоя оптимизацией соотношения размера сечения и шага намотки проминающего жгута;
- поверх сухого стекложгута наматывают сплошные слои пропитанного стекложгута с шагом, равным шагу резьбы, до наружного диаметра, превышающего наружный диаметр резьбы, причем намотку стекложгутов осуществляют с направлением, совпадающим с направлением резьбы кокона - признаки существенные, предусматривают наличие новых операций, новую последовательность и новое исполнение операций, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности нарезания резьбы и ее качества, а также надежности ее работы, так как витки резьбы, в этом случае, выполнены из непрерывных волокон, скрепленных с силовой оболочкой в локальных зонах высокопрочными арамидными волокнами частично радиального направления, а также с материалом клеевого соединения с оптимальным количеством разлохмаченных арамидных волокон;
- скрутку сухого жгута выполняют из расчета (8±2) оборота на один метр - признаки существенные, предусматривают изменение параметров операций, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности нарезания резьбы за счет повышения эффективности проминания с уменьшением степени раскладки жгута в ленту;
- намотку завершающего двойного спирального слоя осуществляют с минимальным углом намотки - признаки существенные, предусматривают изменение параметров операций, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении эффективности проминания завершающего арамидного спирального слоя оптимизацией его плотности за счет снижения контактного давления при намотке его волокон с минимальным углом по условию близкого к геодезическому расположению их на оправке;
- намотку арамидными и стекложгутами осуществляют с применением эпоксидного связующего, а резьбовое соединение корпуса и соплового блока осуществляют на эластичном клее, например, на основе полиуретана - признаки существенные, предусматривают новое исполнение операций, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении качества клеевого соединения за счет его армирования ворсами арамидных волокон при их пропитке клеем с низкой реологической вязкостью, а также в повышении надежности работы за счет более равномерного нагружения витков резьбы.
Поставленная задача с достижением технического результата для устройства решается тем, что корпус ракетного двигателя из полимерных композиционных материалов, содержащий силовую оболочку в виде кокона без заднего днища, выполненного спирально-кольцевой намоткой из арамидных жгутов, пропитанных эпоксидным связующим, и сопловой блок, скрепленный с силовой оболочкой резьбовым соединением, при этом наружный арамидный слой кокона выполнен двойным спиральным, витки резьбы кокона выполнены преимущественно из непрерывных, пропитанных эпоксидным связующим, стекловолокон, снабженных в зоне над внутренним диаметром резьбы расположенными в различных направлениях отрезками волокон арамида и стекловолокон, образованными проминанием не совпадающих с шагом резьбы канавок в арамидном слое намотанным стекложгутом с последующей нарезкой резьбы с частичным перерезанием этих волокон, а резьбовое соединение зафиксировано эластичным клеем, армированным ворсами арамидных волокон, образованными при упомянутом их перерезании. Наружный спиральный слой кокона выполнен с минимальным углом намотки. Эластичный клей выполнен на основе полиуретана, например СКУ-ПФЛ.
Отличительными признаками для устройства являются следующие признаки:
- наружный арамидный слой кокона выполнен двойным спиральным, витки резьбы кокона выполнены преимущественно из непрерывных, пропитанных эпоксидным связующим, стекловолокон, снабженных в зоне над внутренним диаметром резьбы расположенными в различных направлениях отрезками волокон арамида и стекловолокон, образованными проминанием не совпадающих с шагом резьбы канавок в арамидном слое намотанным стекложгутом с последующей нарезкой резьбы с частичным перерезанием этих волокон - признаки существенные, предусматривают наличие новых элементов, новое их расположение, новое исполнение, применение нового материала, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы в условиях высокого внутреннего давления за счет повышения надежности работы резьбы кокона на срез, при наличии в зоне среза, совпадающего с внутренним диаметром резьбы, армирующих волокон частично радиального направления (на боковых поверхностях промятых канавок), а также на повышение качества витков резьбы благодаря монолитности их армирующих волокон на всем их протяжении;
- резьбовое соединение зафиксировано эластичным клеем, армированным ворсами арамидных волокон, образованными при упомянутом их перерезании - признаки существенные, предусматривают наличие новых элементов и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы резьбы кокона на срез за счет связи клеевого соединения резьбы с силовой оболочкой кокона;
- наружный спиральный слой кокона выполнен с минимальным углом намотки - признаки существенные, предусматривают новое соотношение размеров, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности расположения арамидных волокон в зоне среза резьбы в частично радиальном направлении путем проминания этих волокон намоткой стекложгута благодаря оптимальной плотности арамидных волокон при спиральной намотке арамидных волокон с минимально возможным углом по условию близкого к геодезическому расположению их на оправке;
- эластичный клей выполнен на основе полиуретана, например СКУ-ПФЛ - признак существенный, предусматривает обоснованное применение нового материала, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности работы резьбового соединения за счет равномерного нагружения витков резьбы при высокой эластичности его клеевой фиксации.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технических результатов и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по повышению технологичности изготовления и надежности работы корпусов ракетных двигателей из полимерных композитов без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует об их соответствии критерию «изобретательский уровень».
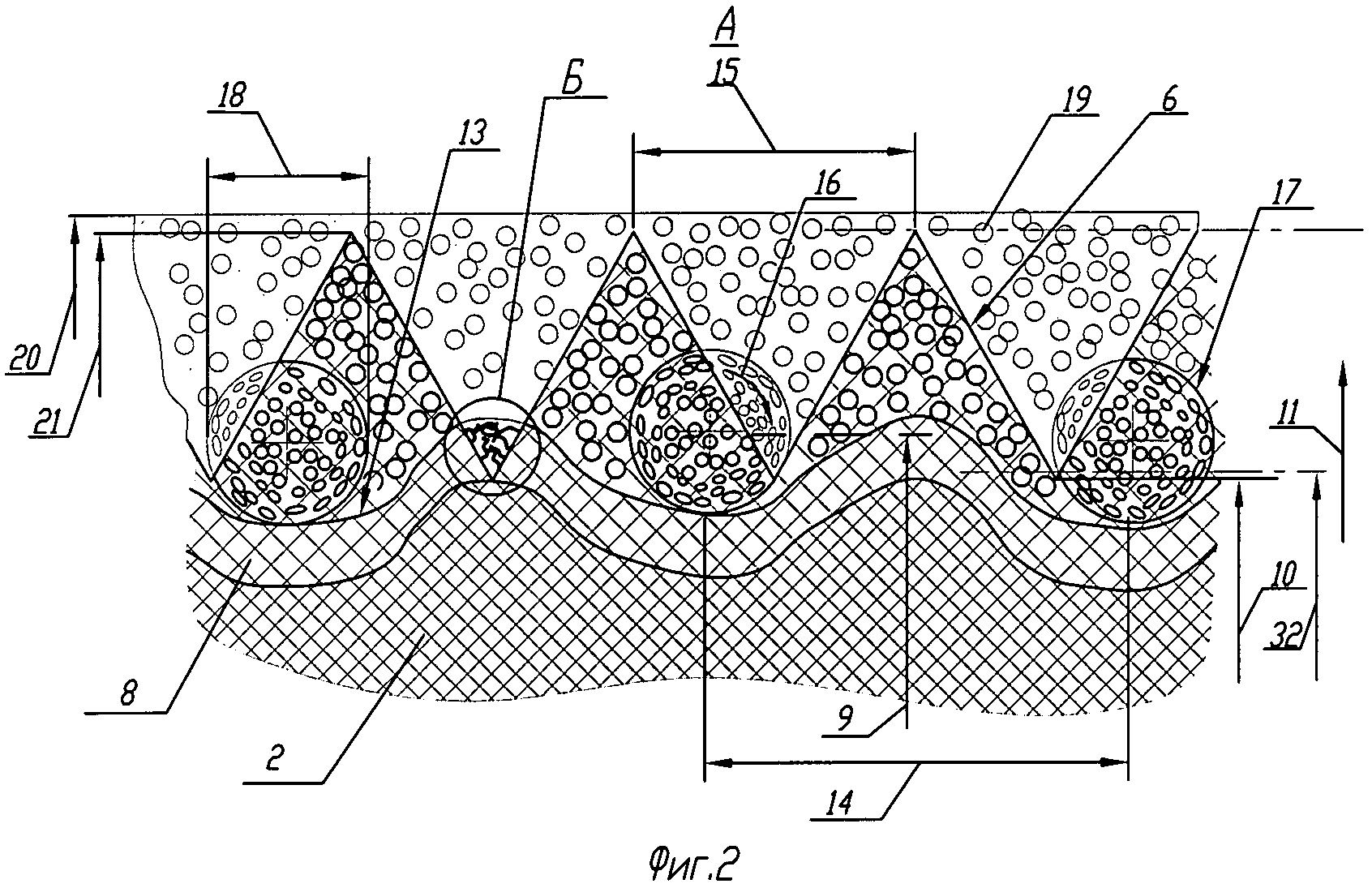
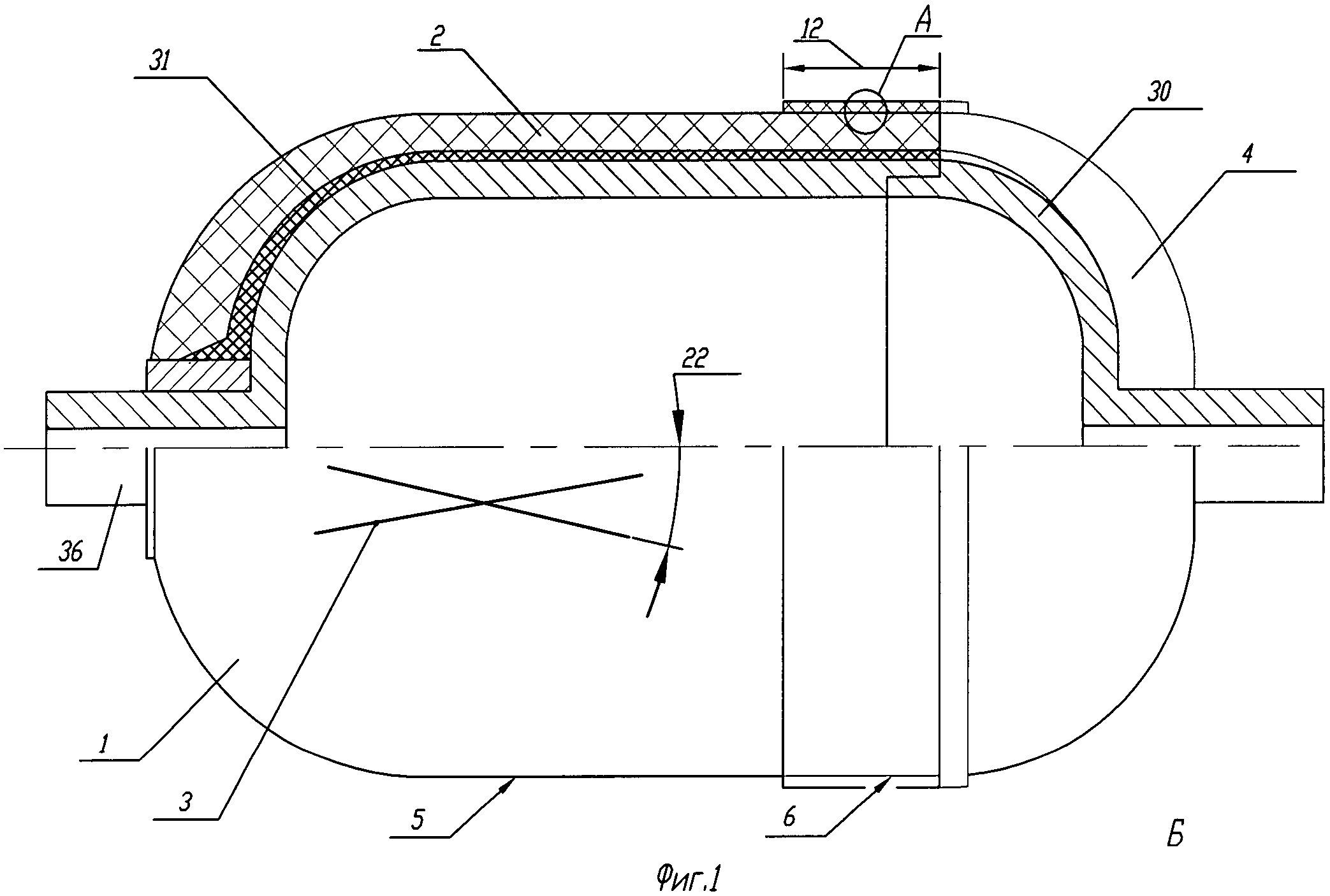
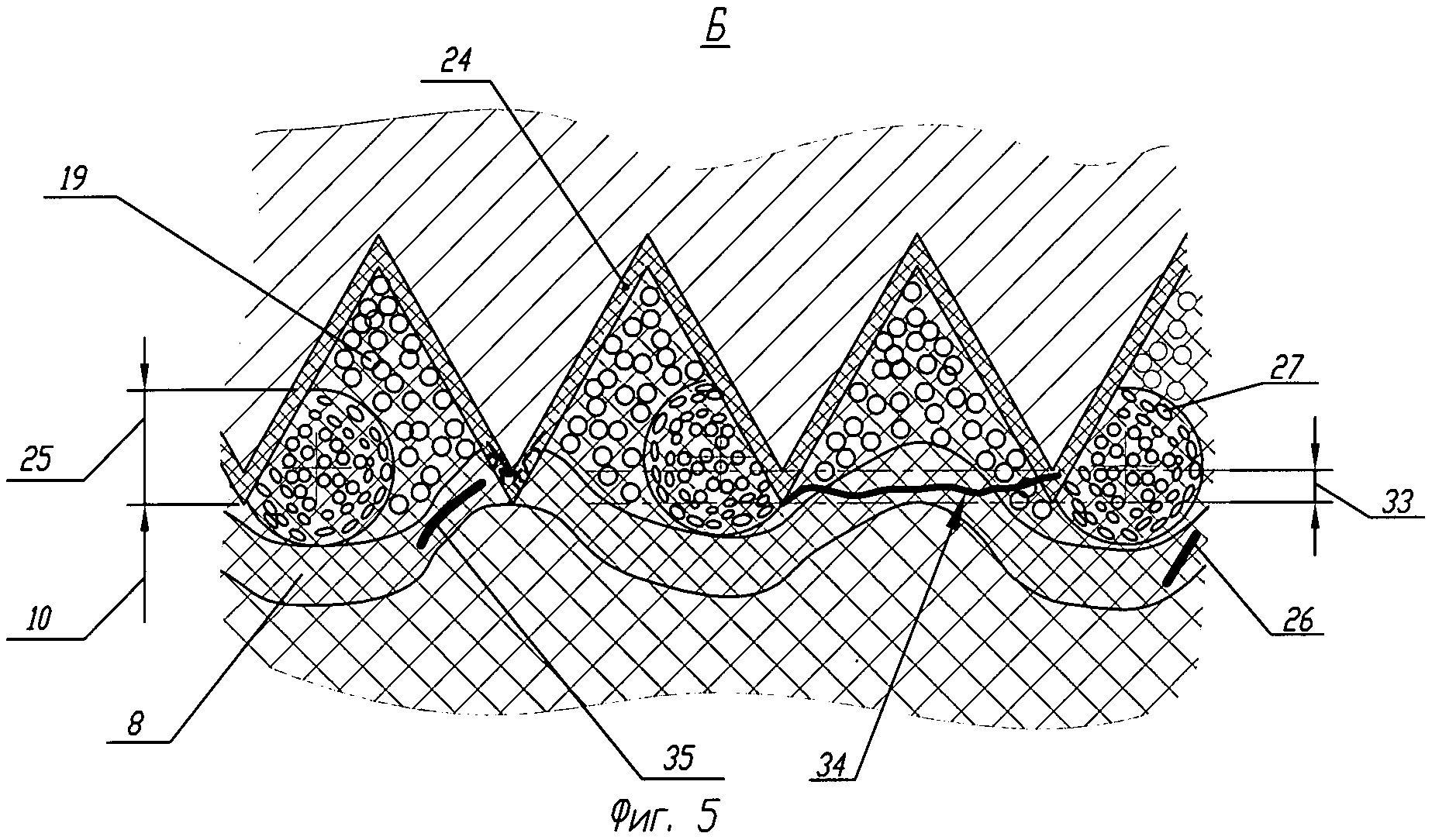
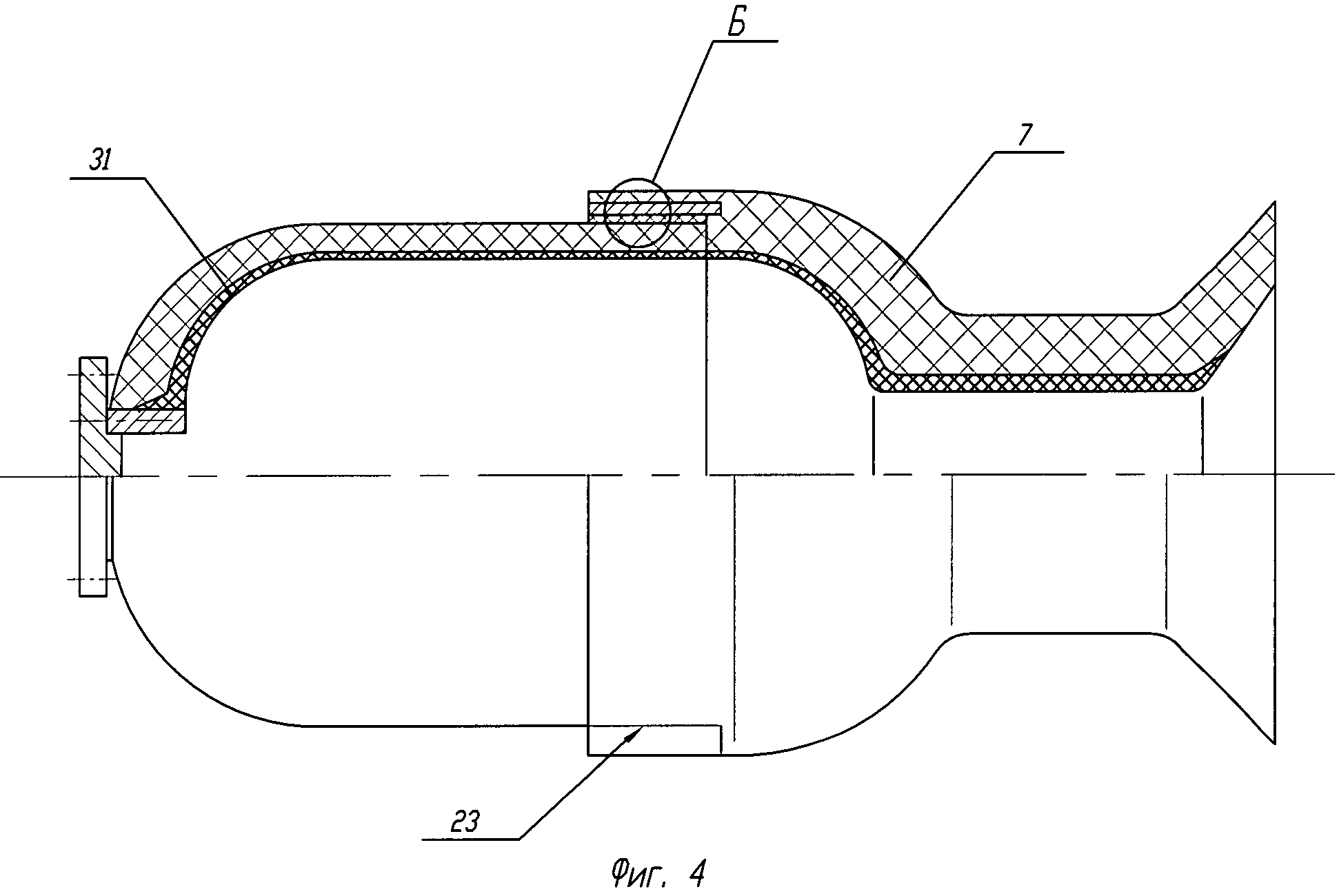
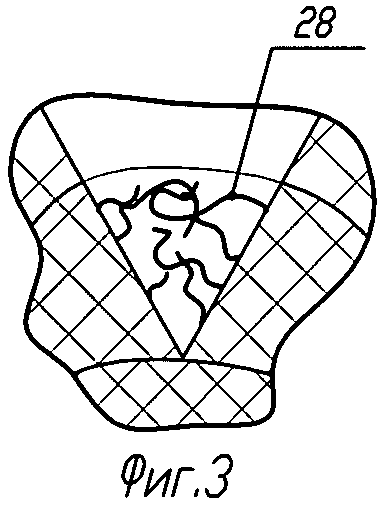
Сущность изобретений поясняется чертежами, где на фиг.1 представлен общий вид способа изготовления корпуса, на фиг.2 - общий вид способа изготовления резьбы, на фиг.3 - сечение впадины резьбы, на фиг.4 - общий вид корпуса, на фиг.5 - сечение резьбового соединения.
Способ изготовления корпуса 1 ракетного двигателя из полимерных композиционных материалов, при котором наматывают силовую оболочку 2 в виде кокона спирально-кольцевой намоткой из жгутов арамидных волокон 3, перед задним удаляемым днищем 4 на цилиндрической части 5 нарезают резьбу 6 для соединения с сопловым блоком 7 двигателя, при этом намотку кокона завершают двойным спиральным слоем 8 наружным диаметром 9, превышающим внутренний диаметр 10 резьбы 6 и не превышающим средний диаметр 11 резьбы 6, а в зоне 12 нарезаемой впоследствии резьбы в арамидных волокнах проминают винтовую канавку 13 с шагом 14, равным (1,4-1,6) шага 15 резьбы 6 кокона намоткой с максимальной силой натяжения сухого, предварительно скрученного 16, стекложгута 17 диаметром 18 сечения, превышающим четверть шага 14 его намотки и не превышающим половину шага 14, затем поверх сухого стекложгута 17 наматывают сплошные слои 19 пропитанного стекложгута с шагом, равным шагу 15 резьбы 6, до наружного диаметра 20, превышающего наружный диаметр 21 резьбы 6, причем намотку стекложгутов 19 осуществляют с направлением, совпадающим с направлением резьбы кокона. Скрутку 16 сухого жгута 17 выполняют из расчета (8±2) оборота на один метр. Намотку завершающего двойного спирального слоя 8 осуществляют с минимальным углом 22 намотки. Намотку арамидными 3 и стекложгутами 19 осуществляют с применением эпоксидного связующего, а резьбовое соединение 23 корпуса 1 и соплового блока 7 осуществляют на эластичном клее 24, например, на основе полиуретана.
Корпус 1 ракетного двигателя из полимерных композиционных материалов, содержащий силовую оболочку 2 в виде кокона без заднего днища 4, выполненного спирально-кольцевой намоткой из арамидных жгутов 3, пропитанных эпоксидным связующим, и сопловой блок 7, скрепленный с силовой оболочкой резьбовым соединением 23, при этом наружный арамидный слой 8 кокона выполнен двойным спиральным, витки резьбы 6 кокона выполнены преимущественно из непрерывных, пропитанных эпоксидным связующим, стекловолокон 19, снабженных в зоне 25 над внутренним диаметром 16 резьбы 6 расположенными в различных направлениях отрезками 26 волокон арамида и стекловолокон 27, образованными проминанием не совпадающих с шагом 15 резьбы канавок 13 в арамидном слое 8 намотанным стекложгутом 17 с последующей нарезкой резьбы 6 с частичным перерезанием этих волокон 26, 27, а резьбовое соединение 23 зафиксировано эластичным клеем 24, армированным ворсами 28 арамидных волокон, образованными при упомянутом их перерезании. Наружный спиральный слой 8 кокона выполнен с минимальным углом 22 намотки. Эластичный клей 24 выполнен на основе полиуретана, например СКУ-ПФЛ.
Пример конкретного исполнения способа заключается в том, что на разборную оправку 30 укладывают герметизирующий теплозащитный слой 31 и наматывают силовую оболочку 2. Завершающий арамидный спиральный слой 8 наматывают с оптимизацией его плотности за счет снижения контактного давления при намотке его волокон с минимальным углом 22 по условию близкого к геодезическому расположению их на оправке 30, а также при намотке с оптимальным натяжением (не максимальным). При этом проминающий жгут 17 наматывают с контактным давлением, значительно превышающим контактные давления предыдущих слоев за счет максимального его натяжения (близкого к предельному по условию разрыва) и угла 22 намотки, близкого к максимальному (90°). Проминающий жгут 17 наматывают сухим с последующей пропиткой его связующим волокон 19 стекложгута витков резьбы 6, и выполнен проминающий жгут 17 из скрученных 16 волокон 27, а после мехобработки резьбы 6, ее витки снабжены отрезками волокон 27 различного направления (в том числе и частично радиального).
Таким образом, наружная поверхность силовой оболочки 2 в зоне 12 резьбы приобретает гофрированную форму со средним диаметром 32 гофр (винтовой канавки 13), расположенным в зоне 33 среза 34 резьбы 6 при ее критической работе, повышая надежность работы резьбы за счет наличия в нижней части ее профиля арамидных волокон 35 частично радиального направления с пересечением ими зоны 33 среза 34. За счет несовпадения шагов резьбы 6 и винтовой канавки 13 волокна 35, при мехобработке резьбы 6, частично перерезаются с образованием отрезков частично радиального направления, равномерно расположенных по всей резьбе, а также с образованием ворсов 28, расположенных в локальных зонах также равномерно по всей резьбе.
При армировании клеевого соединения 24 арамидными ворсами 28, его прочность и связь с силовой оболочкой 2 значительно повышаются за счет пропитки ворсов 28 клеем с низкой реологической вязкостью, а также за счет дополнительного закрепления химической связью материала ворсов 28, содержащего в арамидной группировке NH-группы и клея 24, содержащего NCO-группы при приготовлении его на основе форполимера уретанового СКУ ПФЛ (см. патент RU 2414670 от 08.12.2008 МПК7 F41H 1/04).
Также пример конкретного исполнения способа заключается в том, что при намотке проминающим жгутом 17 его закрепляют на цапфе 36 оправки 30 и наматывают на цилиндрической части с оптимальным натяжением, при подходе к зоне 12 резьбы натяжение доводят до максимального. После термообработки участок жгута 17 до зоны 12 разматывают и удаляют.
Работает корпус 1 следующим образом. При работе его резьбы 6 на срез (сдвиг), зона 33 среза витков резьбы 6 расположена вблизи внутреннего диаметра 10 резьбы и среднего диаметра 32 канавок 13 и пересекает проминающие жгуты 17. Таким образом, зона 33 среза 34 снабжена отрезками арамидных волокон 35 частично радиального направления и отрезками скрученных 16 волокон 27 частично радиального направления, а также ворсами 28 арамидных волокон 35, армирующими клеевое соединение 24, дополнительно скрепленными с клеем химической связью, что значительно повышает надежность работы резьбы 6 на срез.
Таким образом, использование изобретений позволит создать высокотехнологичный корпус ракетного двигателя из полимерных композиционных материалов с повышенной надежностью его работы, что и подтверждает использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний образцов и фрагментов конструкций, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим, новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
Эпоксидное связующее для композиционных материалов
Пусковая труба ракетной пусковой установки
Намоточный станок
Швейная машина для послойной пришивки текстильных материалов цепным однониточным стежком при намотке на оправку
Способ изготовления изделий из композиционных волокнистых материалов с трансверсальным армированием нитью
Влагозащитный контейнер из полимерных композиционных материалов
Эпоксидное связующее для армированных пластиков
Неразъемное соединение
Способ теплового контроля надежности конструкций из полимерных композиционных материалов по анализу внутренних напряжений и устройство для его осуществления
Способ изготовления секций несущей решетки реверсера тяги самолета из полимерных композиционных материалов, оправка для осуществления способа изготовления секций несущей решетки реверсера тяги самолета из полимерных композиционных материалов, форма для заливки антиадгезионного эластичного материала разделительного слоя оправки для осуществления способа изготовления секций несущей решетки реверсера тяги самолета из полимерных композиционных материалов и секция несущей решетки реверсера тяги самолета из полимерных композиционных материалов
Эпоксидное связующее для композиционных материалов
Пусковая труба ракетной пусковой установки
Намоточный станок
Швейная машина для послойной пришивки текстильных материалов цепным однониточным стежком при намотке на оправку
Способ изготовления изделий из композиционных волокнистых материалов с трансверсальным армированием нитью
Влагозащитный контейнер из полимерных композиционных материалов
Эпоксидное связующее для армированных пластиков
Неразъемное соединение
Способ теплового контроля надежности конструкций из полимерных композиционных материалов по анализу внутренних напряжений и устройство для его осуществления
Способ изготовления секций несущей решетки реверсера тяги самолета из полимерных композиционных материалов, оправка для осуществления способа изготовления секций несущей решетки реверсера тяги самолета из полимерных композиционных материалов, форма для заливки антиадгезионного эластичного материала разделительного слоя оправки для осуществления способа изготовления секций несущей решетки реверсера тяги самолета из полимерных композиционных материалов и секция несущей решетки реверсера тяги самолета из полимерных композиционных материалов

