Результат интеллектуальной деятельности: СПОСОБ УПАКОВКИ БУНТОВ КАТАНКИ
Вид РИД
Изобретение
Изобретение относится к области методов упаковки штучных грузов и изделий, конкретнее - к области упаковки бунтов стальной катанки, предназначенной для транспортировки «на образующих бунта», прокатываемой на сортовых станах прокатных цехов металлургических заводов и/или комбинатов.
Известен способ упаковки бунтов сортовой стали (катанки), который представляет собой стягивание бунта радиальными обвязками, каждая из которых состоит из одной или двух ниток упаковочной катанки или проволоки, при этом обвязки располагаются равномерно по диаметру бунта [Упаковка, маркировка и документация экспортной металлопродукции. В/о «Промсырьеимпорт», СССР, Москва, 1977, стр.61, рис.736; ГОСТ 7566-94].
Однако этот известный способ обладает рядом недостатков:
1. При складировании и перевозке бунтов катанки «на образующих», вследствие соприкосновения бунта с поверхностью пола складов, днищами и бортами вагонов или автомашин, а также друг с другом, происходит травмирование витков катанки, расположенных по наружному диаметру бунта по всей ширине бунта. Так как технология формирования бунтов катанки на сортовых станах предусматривает смотку катанки «от торца до торца», при которой формируется ширина бунта, то повреждения наружных витков катанки будут с определенным шагом распределяться по всей длине катанки, смотанной в бунт, и могут привести к забраковке всего бунта.
2. При погрузке бунтов с помощью вилочных погрузчиков, мостовых кранов с использованием грузозахватных приспособлений в виде цепей, метрических тросов и других приспособлений, продеваемых (вставляемых) во внутренний диаметр бунта для его поднятия, происходит травмирование внутренних витков по всей ширине бунта, при этом повреждения внутренних витков катанки также будут с определенным шагом распределяться по всей длине катанки, смотанной в бунт, и могут привести к забраковке всего бунта. Кроме того, цепями и металлическими тросами при подъеме бунта могут быть травмированы торцевые витки бунтов.
3. При перевозке катанки. в открытых транспортных средствах и хранении в открытых складах, бунты катанки, упакованные по данной известной схеме, подвержены риску возникновению коррозии вследствие попадания атмосферной влаги на катанку.
4. В процессе транспортировки, особенно на дальние расстояния и с перегрузкой в пунктах перевалки, в результате механических воздействий на торцы бунтов (толчков, ударов, сдавливания и др.) может происходить ослабление и последующее сползание радиальных обвязок упаковочной катанки (проволоки) с места ее первоначальной установки на бунте, что в свою очередь будет приводить к потере формы бунта и его разваливанию, вследствие сравнительно рыхлой структуры бунта, связанной с технологией его формирования на стане и последующих агрегатах, в том числе на машинах уплотнения и обвязки бунтов.
Наиболее близким аналогом является способ упаковки бунтов катанки, который предусматривает внутреннюю радиальную обвязку бунта упаковочной катанкой или проволокой, затем обертывание бунта влагонепроницаемой крепированной бумагой, полиэтиленовой пленкой и упаковочной тканью, с перевивкой последней внешними обвязками [Упаковка, маркировка и документация экспортной металлопродукции. В/о «Промсырьеимпорт», СССР, Москва, 1977, стр.63 - рис.77, и стр.59,- рис.69].
Однако и этот известный способ обладает недостатками:
1. При складировании и перевозке бунтов катанки «на образующих», вследствие соприкосновения бунта с поверхностью пола складов, днищами и бортами вагонов или автомашин, а также друг с другом, упаковочная ткань вследствие сравнительно невысокой прочности может повредиться, что может привести также к повреждению полиэтиленовой пленки и крепированной бумаги, а также к механическому травмированию наружных витков бунта по всей ширине бунта. Повреждение полиэтиленовой пленки и крепированной бумаги может привести к проникновению атмосферной влаги внутрь упаковки и, как следствие, к возникновению коррозии катанки.
2. При погрузке бунтов с помощью вилочных погрузчиков, мостовых кранов с использованием грузозахватных приспособлений в виде цепей, металлических тросов и других приспособлений, продеваемых (вставляемых) во внутренний диаметр бунта для его поднятия, упаковочная ткань вследствие сравнительно невысокой прочности может повредиться во внутреннем диаметре бунта, что может привести также к повреждению полиэтиленовой пленки и крепированной бумаги, а также к механическому травмированию внутренних витков бунта по всей ширине бунта. Кроме того, торцевые витки бунтов могут быть травмированы цепями и металлическими тросами при подъеме бунта, а также остриями вил погрузчика при их неточном попадании в отверстие бунта. Также повреждение полиэтиленовой пленки и крепированной бумаги может привести к проникновению атмосферной влаги внутрь упаковки и, как следствие, к возникновению коррозии катанки.
3. Внешняя обвязка бунта в виде шпагата или проволоки, а также количество этих обвязок, в комплексе со слабой внешней упаковочной оболочкой в виде ткани, не обеспечивают необходимую надежность фиксации внешних упаковочных материалов (упаковочной ткани) на бунте, а также не обеспечивает необходимую жесткость формы бунта.
Техническая задача заключается в обеспечении, при погрузке, перевозке и хранении бунтов катанки «на образующих», следующих условий (результатов):
- сохранение формы бунта;
- защита наружных, внутренних и торцевых витков катанки от механических повреждений;
- предохранение катанки от контакта с атмосферной влагой и, как следствие, исключение вероятности возникновения коррозии катанки.
Поставленная техническая задача решается тем, что в способе упаковки бунтов катанки, включающем установку внутренних радиальных обвязок бунта, оборачивание бунта полиэтиленовой пленкой с внешней стороны с загибанием пленки на торцы и в отверстие бунта, установку внешних обвязок бунта, в отличие от ближайшего аналога, сверху полиэтиленовой пленки устанавливают защитный металлический лист по внешней окружности бунта, поверх листа по окружности устанавливают внешние обвязки, на сопряженные поверхности торцов бунта и защитного металлического листа устанавливают металлические гофроуголки, которые обвязывают внешними обвязками по окружности, кроме того, в отверстие бунта на верхнее и нижнее полукружья устанавливают пластиковые листы, и устанавливают на бунт внешние радиальные обвязки, при этом соединения всех внешних обвязок выполняют посредством замков, просечек или точечной сварки.
Способ упаковки бунта катанки, заявляемый в настоящем изобретении, заключается в упаковывании бунта катанки по схеме упаковки, представляющей собой набор упаковочных элементов, устанавливаемых в определенной последовательности и количестве, в процессе упаковки бунта, на его отдельные части.
Сущность изобретения поясняется чертежом, где на фиг.1 изображена схема упаковки бунта катанки, включающая следующие элементы:
1 - бунт катанки
2 - внутренние радиальные обвязки
3 - полиэтиленовая пленка
4 - защитный металлический лист
5 - металлический гофроуголок
6 - пластиковые листы
7а, б, в - внешние обвязки
8 - соединение упаковочных лент
Каждый элемент схемы упаковки устанавливается на бунт в определенной последовательности:
1.1. На бунт 1 (фиг.1) устанавливают внутренние радиальные обвязки 2 бунта, состоящие из обвязочной катанки или проволоки, с равномерным расположением обвязок по окружности бунта, для первоначальной (предварительной) обвязки бунта при его выдаче с сортового прокатного стана. Как правило, обвязка бунта внутренними радиальными обвязками из катанки и проволоки осуществляется на машинах уплотнения и обвязки бунтов, и предназначена, для сохранения формы бунта при его передаче со стана до участка упаковки
1.2. Обвязанный упаковочной катанкой или проволокой бунт оборачивают полиэтиленовой пленкой 3 по окружности с внешней стороны, после чего припуск пленки с торцов бунта загибают на торцы и в отверстие бунта. Полиэтиленовая пленка предназначена для защиты бунта от проникновения атмосферной влаги в процессе транспортировки и хранения.
1.3. Сверху полиэтиленовой пленки на наружный диаметр бунта устанавливают защитный упаковочный металлический лист 4 по внешней окружности бунта - для защиты внешней окружности бунта от механических повреждений, а также для придания дополнительной жесткости бунту в радиальном направлении.
1.4. Сверху защитного металлического листа, по окружности, бунт обвязывают внешними обвязками 7а из ленты стальной упаковочной, с соединением 8 лент посредством замков упаковочных, либо просечного соединения, либо точечной сварки, для фиксации металлического листа на бунте от раскручивания, а так же для придания дополнительной жесткости бунту в радиальном направлении
1.5. На сопряженные поверхности торцов бунта и. защитного металлического листа устанавливают два металлических гофроуголка 5 для защиты торцов бунта от механических повреждений при погрузке, выгрузке и перевозке, а также для фиксации защитного металлического упаковочного листа, установленного на наружный диаметр бунта поверх полиэтиленовой пленки, от раскручивания и радиальных и осевых сдвигов на бунте.
1.6. Сверху гофроуголков, по окружности, бунт обвязывают внешними обвязками 76 из ленты стальной упаковочной, с соединением 8 лент посредством замков упаковочных, либо просечного соединения, либо точечной сварки, для фиксации гофроуголка на бунте от раскручивания в радиальном направлении, а также для придания дополнительной жесткости бунту в радиальном направлении.
1.7. В отверстие бунта по всей ширине бунта устанавливают два пластиковых листа 6, верхний из которых предназначен для защиты внутренних витков бунта от механических повреждений при погрузочно-разгрузочных операциях и прижатия стыка полиэтиленовой пленки к верхнему полукружью поверхности отверстия бунта, а нижний - для прижатия стыка полиэтиленовой пленки к нижнему полукружью поверхности отверстия бунта.
1.8. Бунт обвязывают внешними радиальными обвязками 7в из ленты стальной упаковочной, с соединением 8 лент посредством замков упаковочных, либо просечного соединения, либо точечной сварки, с целью:
- фиксации гофроуголков на торцах бунта от осевых сдвигов;
- придания дополнительной жесткости бунту в осевом направлении;
- фиксации пластиковых "листов в верхнем и нижнем полукружьях отверстия бунта.
Преимущества упаковки бунта, упакованного по предлагаемому способу, заключаются в следующем:
При подъеме бунта катанки вилочным погрузчиком, вилы погрузчика заводятся в отверстие бунта, после чего бунт поднимается, при этом вилы контактируют не с катанкой, а с защитным пластиковым листом верхнего полукружья бунта, что обеспечивает защиту внутренних витков бунта от повреждения. В случае если для погрузки бунтов используются цепи или металлические троса, продеваемые в отверстие бунта для его подъема, верхний лист пластика также защищает витки бунта от механических повреждений, кроме того, торцы бунта защищены от прямого контакта с цепями или тросами вертикальной (гофрированной) полкой металлического гофроуголка. Гофроуголок также предохраняет торец бунта от повреждений остриями вил погрузчика при возможных случайных непопаданиях (неточных попаданиях) вил погрузчика в отверстие бунта.
При размещении бунтов на твердых поверхностях полов складов, днищ автомашин или железнодорожных вагонов, а также при многоярусном складировании бунтов, металлический защитный упаковочный лист, которым в соответствии со схемой упаковки оборачивается бунт по наружному диаметру, предохраняет наружные витки бунта от механических повреждений.
При торцевых воздействиях на бунты в процессе их перевозки в транспортных средствах, или в процессе перегрузочных операций, складирования бунтов в пунктах перевалки или конечных пунктах доставки, такие упаковочные элементы схемы упаковки как металлический защитный упаковочный лист по внешнему диаметру бунта, металлические гофроуголки по торцам бунта, и перетяжка бунта стальными упаковочными лентами по окружности и по радиусу бунта, обеспечивают сохранение более жесткой формы бунта, не позволяя слоям бунта сдвигаться относительно друг друга, и как следствие сползать радиальным обвязкам из катанки (проволоки) с первоначального места их установки на бунтовязальных машинах при обвязке бунтов на стане. Таким образом, разваливания бунтов не происходит.
При перевозке бунтов катанки в открытых транспортных средствах или хранении в открытых складах, полиэтиленовая пленка, оборачивающая бунт катанки, препятствует проникновению атмосферной влаги на катанку, и уменьшает вероятность возникновения атмосферной коррозии металла катанки.
Пример конкретного выполнения.
1.1. На предварительном этапе упаковки, как правило выполняемом на машинах уплотнения и обвязки бунтов в линии сортового прокатного стана, на бунт катанки устанавливают четыре внутренние радиальные обвязки, состоящие из обвязочной катанки или проволоки ⌀ 6-7 мм в одну или две нитки каждая, с равномерным расположением обвязок по окружности бунта, то есть под углом 90° по отношению друг к другу. При этом обвязка в две нитки обеспечивает более надежное удерживание формы бунта как при его передаче со стана на участок упаковки, так и при дальнейших операциях с бунтом вплоть до поступления к потребителю.
1.2. Обвязанный упаковочной катанкой или проволокой бунт оборачивают по окружности с внешней стороны полиэтиленовой пленкой толщиной не менее 0,1 мм, прочностью при растяжении не менее 140 кгс/см2, удлинением при разрыве не менее 360%, после чего припуск пленки с торцов бунта загибают на торцы и в отверстие бунта, с выполнением перехлеста концов пленки не менее 200 мм в отверстии бунта для исключения вероятности проникновения влаги на бунт через стык пленки. Толщина пленки не менее 0,1 мм, прочностью при растяжении не менее 140 кгс/см2 и удлинение при разрыве не менее 360% обеспечивают необходимую прочность пленки при ее трении о витки бунта или об обвязочную катанку при погрузочно-разгрузочных работах и транспортировке.
1.3. Сверху полиэтиленовой пленки на наружный диаметр бунта устанавливают защитный упаковочный металлический лист толщиной не менее 0,5 мм по внешней окружности бунта, для защиты внешней окружности бунта от механических повреждений, а также для придания дополнительной жесткости бунту в радиальном направлении. Толщина листа не менее 0,5 мм обеспечивает необходимую механическую прочность листа, который сохраняет целостность (не деформируется и не рвется) при механических воздействиях на него извне, в процессе погрузочно-разгрузочных работах, складировании и транспортировки, а следовательно, защищает полиэтиленовую пленку и катанку от механических воздействий и повреждений.
1.4. Сверху защитного металлического листа, по окружности, бунт обвязывают внешними обвязками из ленты стальной упаковочной высокопрочной сечением 0,8×32 мм, обладающей необходимой прочностью и сохраняющей свою целостность при механических нагрузках (временное сопротивление ленты при разрыве не менее 950 Н/мм2, относительное удлинение на базовой длине образца 100 мм - не менее 7,5%), с соединением лент посредством замков упаковочных, либо просечного соединения, либо точечной сварки, для фиксации металлического листа на бунте от раскручивания, а также для придания дополнительной жесткости бунту в радиальном направлении.
1.5. На сопряженные поверхности торцов бунта и защитного металлического листа устанавливают металлический гофроуголок, имеющий размеры (АхВхС) 1÷1,2×70×200 мм, где
A - толщина металла гофроуголка, мм
B - ширина вертикальной (гофрированной) полки, мм
C - ширина горизонтальной (гладкой) полки, мм
которые обеспечивают защиту торцевых областей бунта от механических повреждений при погрузке, выгрузке и перевозке.
1.6. Сверху гофроуголков, по окружности, бунт обвязывают внешними обвязками из лентастальной упаковочной высокопрочной сечением 0,8×32 мм, обладающей необходимой прочностью и сохраняющей свою целостность при механических нагрузках (временное сопротивление ленты при разрыве не менее 950 Н/мм2, относительное удлинение на базовой длине образца 100 мм - не менее 7,5%),, с соединением лент посредством замков упаковочных, либо просечного соединения, либо точечной сварки, для фиксации гофроуголка на бунте от раскручивания в радиальном направлении, а также для придания дополнительной жесткости бунту в радиальном направлении.
1.7. В отверстие бунта по всей ширине бунта устанавливают два пластиковых листа, каждый из которых имеет толщину не менее 3 мм и длину, равную ширине бунта, при этом листы устанавливают на верхнее и нижнее полукружья отверстия бунта, от торца до торца. Верхний пластиковый лист предназначен для защиты внутренних витков бунта от механических повреждений при погрузочно-разгрузочных операциях и прижатия стыка полиэтиленовой пленки к верхнему полукружью поверхности отверстия бунта, а нижний - для прижатия стыка полиэтиленовой пленки к нижнему полукружью поверхности отверстия бунта.
1.8. Бунт обвязывают внешними радиальными обвязками из ленты стальной упаковочной высокопрочной сечением 0,8×32 мм, обладающей необходимой прочностью и сохраняющей свою целостность при механических нагрузках (временное сопротивление ленты при разрыве не менее 950 Н/мм2, относительное удлинение на базовой длине образца 100 мм - не менее 7,5%), с соединением лент посредством замков упаковочных, либо просечного соединения, либо точечной сварки, с целью:
- фиксации гофроуголков на торцах бунта от осевых сдвигов;
- придания дополнительной жесткости бунту в осевом направлении;
- фиксации пластиковых листов в верхнем и нижнем полукружьях отверстия бунта.
Бунты катанки, упакованные в соответствии с предлагаемым способом упаковки, доставляются до конечных потребителей без отклонений формы бунтов, а также без механических повреждений и коррозии, что обеспечивает высокое качество катанки и ее соответствие заявляемым изготовителями характеристикам.
Способ упаковки бунтов катанки, включающий установку внутренних радиальных обвязок бунта, оборачивание бунта полиэтиленовой пленкой с внешней стороны с загибанием пленки на торцы и в отверстие бунта, установку внешних обвязок бунта, отличающийся тем, что сверху полиэтиленовой пленки устанавливают защитный металлический лист по внешней окружности бунта, поверх листа по окружности устанавливают внешние обвязки, на сопряженные поверхности торцов бунта и защитного металлического листа устанавливают металлические гофроуголки, которые обвязывают внешними обвязками по окружности, кроме того, в отверстие бунта на верхнее и нижнее полукружья устанавливают пластиковые листы и устанавливают на бунт внешние радиальные обвязки, при этом соединения всех внешних обвязок выполняют посредством замков, просечек или точечной сварки.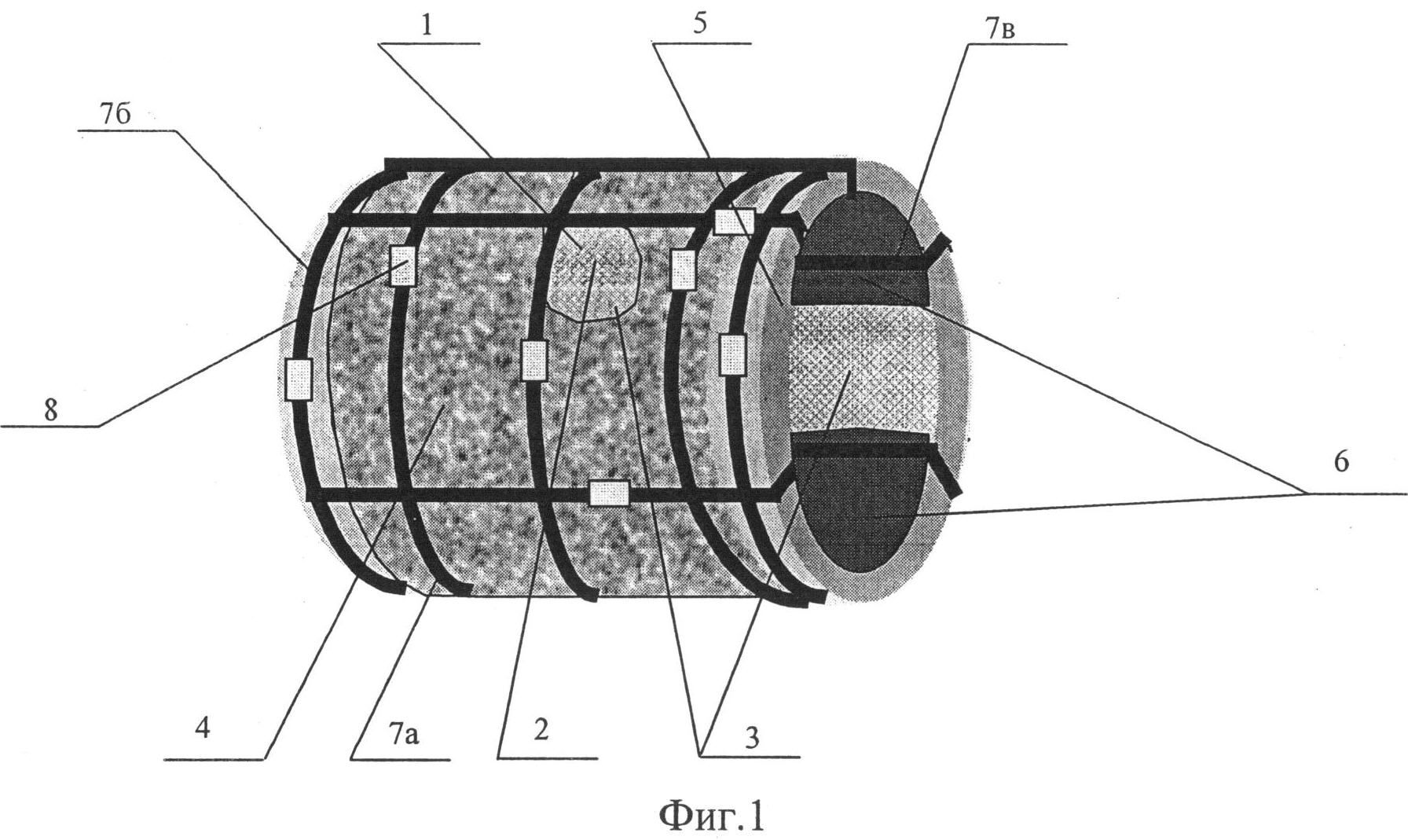
Способ производства низкоуглеродистой холоднокатаной стали для штамповки и последующего эмалирования
Способ производства листов из низколегированной трубной стали класса прочности х70
Способ производства холоднокатаных полос низколегированной стали класса прочности 260
Автолистовая холоднокатаная сталь для глубокой штамповки
Способ отжига рулонов автолистовой стали в колпаковых печах
Способ нагрева заготовок на сортовых и проволочных станах
Способ внепечной обработки стали кальцием
Способ холодной прокатки на непрерывном стане
Способ выплавки стали в дуговой сталеплавильной печи с повышенным расходом жидкого чугуна
Способ производства рулонов горячекатаной трубной стали
Способ производства листовой стали с высокой износостойкостью
Способ производства инструментального высокопрочного листового проката
Асинхронная электрическая машина со статором и ротором из аморфной стали

