Результат интеллектуальной деятельности: СПОСОБ ФРИКЦИОННО-ЛУЧЕВОЙ СВАРКИ
Вид РИД
Изобретение
Область техники
Изобретение относится к сварке металлов трением и может быть использовано в ракетостроении, самолетостроении, судостроении, автомобильной промышленности, котлостроении и других отраслях машиностроения и строительства для соединения деталей и узлов преимущественно листовых конструкций из различных материалов, в том числе не свариваемых и ограниченно свариваемых плавлением, а также материалов с высоким уровнем температур перехода в пластичное состояние, в том числе титановых сплавов.
Уровень техники
В работе (журнал «Сварочное производство», 2001 г., №11, с.36-41) анализируется технологическая схема способа сварки трением линейных швов листовых деталей. Известен способ (А.С. СССР №195846, кл. МПК B23к, 1967 г. и International Patent WO 93/10935 от 1993 г.), по которым вращающийся инструмент с рабочим наконечником погружают в стык соединяемых деталей и перемещают его вдоль линии стыка, перенося нагретый ротационным трением до пластического состояния материал в зону, освобождаемую сзади движущегося инструмента.
Недостатками данного способа можно считать энергетические и технические проблемы, возникающие при необходимости соединять титановые, стальные и другие материалы со сравнительно высоким уровнем температур перехода в пластическое состояние. До настоящего времени этот процесс находит применение практически только для неразъемного соединения деталей из алюминиевых и магниевых сплавов. Но при сварке титановых сплавов нагрев металла в зоне сварки может оказаться недостаточным.
Известен способ (Патент RU 2196030, C2 B23K 20/12), в котором устранен вращающийся опорный бурт инструмента в месте перепада диаметров цилиндрической оправки (корпуса) инструмента и рабочим стержнем инструмента; вместо опорного бурта устройство содержит нажимной ползун с контактной поверхностью, рельеф которой соответствует требуемому рельефу поверхности соединяемых элементов в зоне соединения; нажимной ползун имеет отверстие, через которое пропущен вращающийся рабочий стержень инструмента с возможностью регулирования его вылета относительно контактной поверхности нажимного ползуна. Этот способ еще в большей степени испытывает недостаток тепловой энергии для пластифицирования материала и полного протекания молекулярных процессов взаимодействия соединяемых материалов и формирования шва.
Известно изобретение (Патент WO 02/074479, кл. B23к 20/12), по которому генерируют теплоту трением в зоне стыка вращением инструмента с опорным буртом, прижимаемым к поверхности свариваемых кромок и с рабочим стержнем, погружаемым в материал и перемещаемым вдоль линии стыка; дополнительно производят генерирование и подачу лазерного излучения с его фокусированием в зону сварки, впереди движущегося вращающегося инструмента. Установка содержит традиционный комплект оборудования для сварки трением, а также лазерный генератор (твердотельный, жидкостный или газовый), волоконно-оптический кабель, коллиматор и фокусирующую оптику.
Однако в рассматриваемом прототипе есть недостатки: температура подогрева лазерным излучением не всегда является достаточной для перехода титановых сплавов в пластическое состояние, необходимая для формирования качественного соединения фрикционной сваркой по причине низкого значения полного КПД лазерной обработки: КПД современных мощных лазерных систем составляет около 10% для CO2-лазеров и 1-3% для Nd:YAG-лазеров. Резервы повышения КПД лазеров в значительной мере исчерпаны, так как они приближаются к предельным физическим характеристикам активных сред. Несмотря на то, что технические и эксплуатационные параметры мощных лазерных систем непрерывно совершенствуются, их использование для прогрева соединяемых кромок на большую глубину неэффективно и остается дорогостоящим из-за низкого коэффициента поглощения лазерного излучения при воздействии на поверхность деталей, особенно, деталей из алюминиевых сплавов. Величина коэффициента отражения и поглощения в зависимости от угла падения хорошо известна для полированных поверхностей металлов (журнал «Автоматическая сварка», 2005, №5, с.5-11) при относительно невысоких температурах.
Для глубинного прогрева соединяемых кромок до требуемой температуры, по способу, предложенному в прототипе, необходимо резко увеличивать мощность лазеров, что вызовет технико-экономические проблемы. Однако коэффициент поглощения лазерного луча металлом может быть существенно повышен обработкой поверхности световым облучением, производимым одновременно с обработкой лазерным лучом, изменяя тем самым оптические свойства поверхности и значительно увеличивая вводимую в деталь составляющую энергии лазерного излучения.
Сущность изобретения
Задачей изобретения является разработка способа сварки трением вращающимся инструментом металлов и сплавов (алюминиевых сплавов и сплавов с высокой температурой перехода в пластическое состояние, например, титановых) с дополнительным лучевым подогревом, который так же позволит расширить диапазон толщин свариваемых деталей, повысить качество соединения, а также соединять материалы с высокой температурой перехода в пластическое состояние за счет повышения эффективности дополнительного нагрева сварки, наряду с фрикционным и лазерным нагревом.
В соответствии с изобретением поставленная задача решается тем, что в способе фрикционно-лучевой сварки деталей, включающем сборку и закрепление свариваемых деталей, погружение в свариваемые детали инструмента в виде вращающегося с высокой скоростью рабочего сердечника из высокопрочного материала, перемещение его по всей длине соединения, вывод сердечника из соединения и охлаждение детали, погружение в свариваемые детали инструмента, перемещение его по всей длине соединения осуществляют при облучении зоны сварки световым сфокусированным лучом.
Кроме того, в способе фрикционно-лучевой сварки деталей возможно зону сварки дополнительно облучать сфокусированным лазерным лучом.
Более того, зону сварки целесообразно облучать гибридным лучом, состоящим из совмещенных лазерного и светового лучей.
Такое выполнение фрикционно-лучевой сварки позволяет повысить эффективность процесса, расширить его технологические возможности.
1. Способ фрикционно-лучевой сварки деталей, включающий сборку и закрепление свариваемых деталей, погружение в свариваемые детали инструмента в виде вращающегося с высокой скоростью рабочего сердечника из высокопрочного материала, перемещение его по всей длине соединения, вывод сердечника из соединения и охлаждение детали,
Отличающийся тем, что, погружение в свариваемые детали инструмента, перемещение его по всей длине соединения осуществляют при облучении зоны сварки световым сфокусированным лучом.
2. Способ фрикционно-лучевой сварки деталей по п.1, отличающийся тем, что зону сварки дополнительно облучают сфокусированным лазерным лучом.
3. Способ фрикционно-лучевой сварки деталей по п.1, 2, отличающийся тем, что зону сварки облучают гибридным лучом, состоящим из совмещенных лазерного и светового лучей.
Перечень фигур.
Изобретение поясняется фигурами, на которых:
Фигура 1 - Схематично показан технологический процесс фрикционно-лучевой сварки.
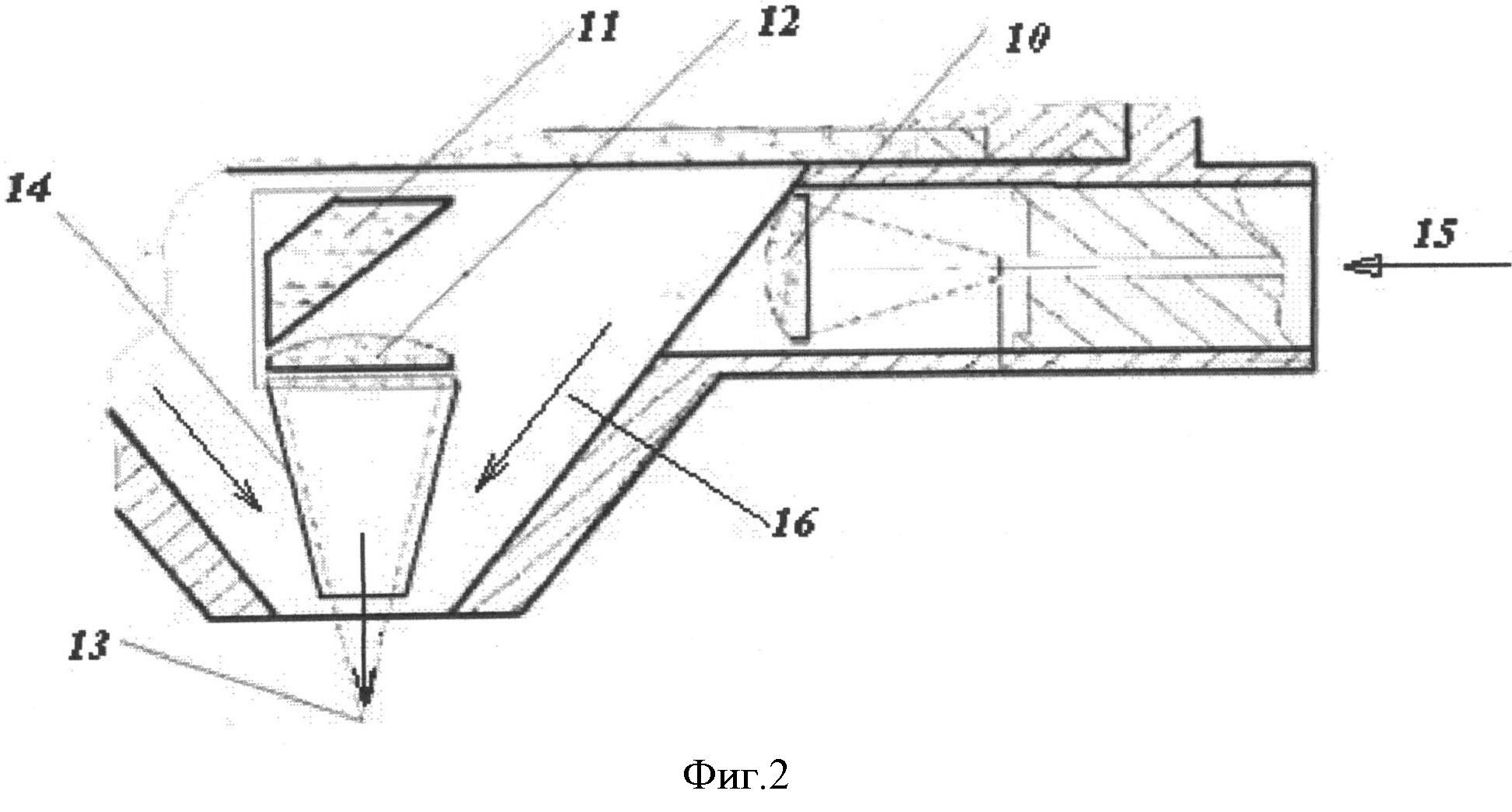
Фигура 2 - Показана принципиальная схема оптической насадки для сведения лазерного и светового излучений в одно гибридное излучение.
Осуществление изобретения
Процесс соединения деталей «встык» (фиг.1) по предлагаемому способу осуществляют в следующей последовательности. Детали 4 и 5 собирают в сборочно-сварочном приспособлении и жестко закрепляют, обеспечивая отсутствие зазора между соединяемыми кромками деталей и плотное прилегание их к подкладке. В процессе сварки не допускают каких-либо перемещений кромок относительно приспособления и друг друга.
В точке начала сварки (фиг.1) на стык собранных и зафиксированных деталей подводят сварочную головку с источником гибридного излучения таким образом, чтобы ось сварочного инструмента 1 и его рабочий стержень 3 совместилась с линией стыка, включают источник светового излучения 8 фокусируя излучение в зону начальной точки сварки, тем самым нагревая и облучая зону начала стыка. Включают источник лазерного излучения 7, который обеспечивает дополнительный нагрев начальной точки стыка с повышенным коэффициентом поглощения лазерного излучения 7, производя тем самым нагрев гибридным лучом 9 начало зоны сварки. В обработанную область начала стыка подводят сварочный инструмент 1, погружают вращающийся рабочий стержень 3 в стык деталей до касания опорным буртом 2 поверхности соединяемых поверхностей, включается измеритель температуры и по достижению в зоне сварки температуры 0,4-0,6 Тпл, необходимой для пластифицирования материала, начинают перемещать со скоростью сварки излучатель совместно со сварочным инструментом 6 (или свариваемое изделие относительно инструмента и излучателя). Расстояние между вращающимся инструментом и зоной дополнительного подогрева определяют с учетом теплофизических свойств металла, его толщины, мощности когерентного излучения, диаметра опорного бурта инструмента и других факторов. При этом пятно нагрева от лазерного луча 7 может располагаться как на пятне нагрева светового луча 8, так и вне его - перед ним.
На расстоянии ≈15-30 мм до конца свариваемого стыка для компенсации краевого эффекта (изменение условий теплоотвода) выключают сначала источник лазерного излучения, а затем плавно снижают мощность светового источника, по мере приближения конца стыка соединяемых деталей излучатель отключают. В конце свариваемого стыка выводят инструмент 1 из сваренного стыка. После этого осуществляют сборку нового стыка и процесс сварки повторяют.
Ориентировочная температура пластифицирования для различных металлов и их сплавов лежит в следующих диапазонах температур:
- алюминий ≈265°C-400°C;
- сталь ≈600°C-900°C;
- титан ≈650°C-1000°C.
Температуру стыкуемых деталей, непосредственно перед движущимся по линии стыка сварочным инструментом, в зоне сварки измеряют бесконтактным измерителем температуры. В качестве прибора измерения температуры используются, например, термопары, оптические пирометры, инфракрасные датчики и т.п.
Для осуществления фрикционной сварки используется традиционное оборудование для фрикционной сварки, например, модернизированные под сварку фрезерные станки, специальные или лабораторные установки для фрикционной сварки. В качестве источника лазерного излучения используются CO2-лазер, ND YAG-лазер или различные полупроводниковые (диодные) лазеры мощностью от 100 Вт. В качестве источника светового излучения используются ламповые источники света (ксеноновые), газоразрядная лампа или источник полихроматического излучения плазменного типа и др. мощностью до 5 КВт.
Излучатель 6 устанавливается перед сварочным инструментом 1, крепление излучателя может осуществляется непосредственно на шпиндель установки для сварки трением консольно или другими способами или иметь независимый от сварочного инструмента привод.
Излучатель 6 в виде оптической насадки (фиг.2) для свето-лазерного излучения содержит закрепленный зеркальный фокусатор 12 и коллимирующий оптический узел 10 для лазерного луча 15, причем коллиматор 10 установлен с возможностью перемещения. Для направления лазерного луча 15 в фокусатор 12 предусмотрено отражающее зеркало 11. Фокусировка лазерного луча осуществляется в коническом экране с защитным кварцевым стеклом 14, прозрачным для светового луча. Световое излучение 16 подается под углом в конический экран 14 через кварцевое стекло. В коническом экране лучи светового и лазерного излучений сводятся в единый гибридный луч 13, таким образом осуществляют его подачу в зону сварки.
В отдельных случаях, когда дополнительного тепловложения от энергоэкономного полихроматического излучателя достаточно, то фрикционно-лучевую сварку можно производить без совместного использования его с когерентным источником излучения.
Технико-экономический эффект.
Экспериментально подтверждена эффективность применения интегрального луча. При нагреве (в течение 1,5 мин) пластин из сплава ВТ6 толщиной 6 мм и при одинаковых энергетических параметрах режима лазерного излучения наложение светового излучения повышало температуру нагрева обратной стороны пластины от 150°C до 190-200°C, соответственно ускоряется переход свариваемого материала в пластифицированное состояние, тем самым снижается нагрузка на сварочный инструмент и соответственно снижаются требования к мощности и жесткости технологического оборудования для фрикционной сварки. Это позволяет применять менее дорогостоящее оборудование, а снижение потребляемой мощности соответственно снизит энергопотребление при фрикционно-лучевой сварки.
Эффективный и равномерный нагрев при фрикционно-лучевой сварке способствует более интенсивному его перемешиванию, что повышает качество сварного соединения, а так же позволяет соединять металлы более широкой номенклатуры и большей толщины, что расширяет технологические возможности процесса.
Способ фрикционно-лучевой сварки деталей, включающий сборку и закрепление свариваемых деталей, погружение в свариваемые детали инструмента в виде вращающегося с высокой скоростью рабочего сердечника из высокопрочного материала и перемещение его по всей длине соединения, последующий вывод сердечника из соединения и охлаждение детали, при этом осуществляют дополнительный разогрев зоны сварки путем ее облучения, отличающийся тем, что дополнительный разогрев зоны сварки осуществляют сфокусированным лазерным и полихроматическим лучами, сведенными в единый луч с помощью конического экрана с защитным кварцевым стеклом, причем подачу полихроматического луча в конический экран осуществляют под углом.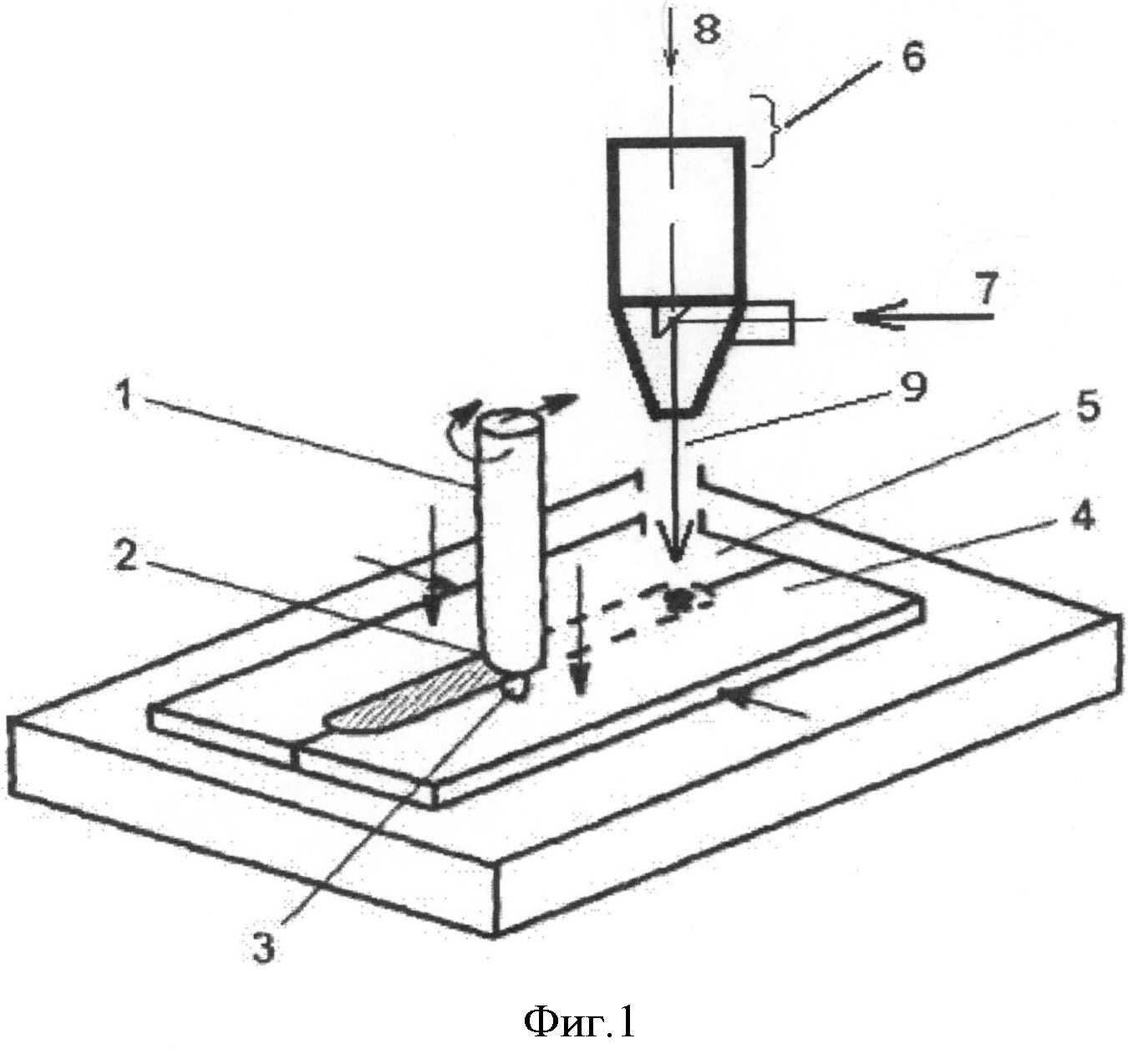
Высотный активно-реактивный снаряд и способ его функционирования
Способ калибровки видеограмметрических систем и контрольное приспособление для его осуществления
Способ синхронизации и обеспечения симметрии тяги воздушных винтов силовой установки летательного аппарата и электрическая синхронизирующая трансмиссия для его реализации
Система управления судовым движителем
Антенный обтекатель и способ его изготовления
Способ изготовления деталей из волокнистого полимерного композиционного материала
Комплекс средств оперативно-командной связи и передачи данных
Высотный дирижабль
Двухканальная акустическая форсунка
Корпус для микросистем измерения силы тока
Комбинированный ножевой вал устройства для мерной резки углеродного и стеклянного волокна
Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета
Устройство для контроля герметичности топливного бака самолета
Способ изготовления пропитанных смолой деталей из композиционного материала
Способ контроля герметичности топливного бака самолета
Способ снижения лобового сопротивления аппаратов на статической воздушной подушке
Устройство для мерной резки углеродного волокна
Образец для испытаний сотового заполнителя
Направляющая насадка воздушного винта
Установка для промывки топливного бака летательного аппарата газонасыщенной жидкостью (варианты)

