Результат интеллектуальной деятельности: СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ
Вид РИД
Изобретение
Изобретение относится к трубосварочному производству, а точнее к производству сварных прямошовных труб малого и среднего диаметра.
Известен стан для производства сварных прямошовных труб, см. а.с. СССР №703176, кл. B21C 37/06, заявл. 03.06.77 г., опубл. 15.12.79 г., содержащий формовочные клети с открытыми калибрами и клети с закрытыми калибрами, образованными нижними и верхними валками с разрезной шайбой, а также сварочное устройство. Калибр последней формовочной клети выполнен в виде верхнего и нижнего валков, установленных на осях с помощью шпонок и зафиксированных от боковых перемещений дистанционными втулками. Верхний валок состоит из боковых секций и разрезной шайбы. Нижний валок состоит из аналогичных боковых секций и рабочей секции.
Недостаток этой конструкции стана заключается в том, что при износе поверхностей рабочих секций валков и разрезной шайбы в последней формовочной клети кромки трубной заготовки получают дополнительную деформацию в калибре и после выхода трубной заготовки из клети происходит ее скручивание, то есть разворот кромок трубной заготовки относительно оси стана, что приводит при дальнейшей задаче трубной заготовки в сварочные валки сварочного устройства к тому, что после сварки кромок трубной заготовки в сварочном устройстве, снятие на сварном шве наружного и внутреннего грата при помощи резцов невозможно. Это снижает качество сварных труб.
Следующим недостатком данной конструкции стана является превышение кромок на трубной заготовке при выходе из последнего калибра формовочной клети, что приводит к снижению качества труб. Это часто происходит при производстве труб малого диаметра с толстой стенкой, где трудно происходит формовка кромки. Устранение превышений на кромках трубной заготовки приводит к дополнительным затратам на их устранение, что увеличивает затраты при производстве сварных труб.
Из известных станов для производства сварных прямошовных труб наиболее близким по технической сущности является стан, описанный в а.с. СССР №1382528, кл. B21C 37/08, заявл. 03.10.1986 г., опубл. 23.03.1988 г.
Этот стан содержит раму, расположенные на ней клеть с вертикальными валками, приводные формовочные валки с открытыми и закрытыми калибрами, чередующиеся с ними эджерные валки, сварочное устройство и датчик положения кромок заготовки. Сварочное устройство выполнено с парой вертикальных роликов и горизонтальным роликом, установленным в поворотной опоре.
Основным недостатком известной конструкции стана является то, что во время сварки при отклонении стыка трубной заготовки от оси сварки поступает сигнал на привод поворота горизонтального ролика, в результате горизонтальный ролик, расположенный в сварочном устройстве поворачивается в плоскости перпендикулярной оси вертикальных роликов, создавая тангенциальную составляющую усилия, под воздействием которого трубная заготовка поворачивается вокруг своей оси в соответствующем направлении и стык занимает оптимальное положение, но это же усилие передается и на сварной неостывший шов и деформирует его, что приводит к образованию микротрещин и снижает качество шва сварных труб.
Другим недостатком известной конструкции стана является то, что клеть с вертикальными валками установлена за формовочными валками и не может при сведении кромок заготовки в калибре валков произвести их удержание в вертикальной плоскости и устранить дальнейшее скручивание при выходе из калибра, что приведет к многократным поворотам трубной заготовки в сварочных валках и к многократному воздействию постоянной деформации на сварной шов, что отрицательно сказывается на качестве сварных труб.
Задача настоящего изобретения состоит в создании стана для производства сварных прямошовных труб, позволяющего повысить качество сварных труб, снизить давление на сварочные валки при стыковой сварке кромок, уменьшить их диаметры и снизить потери на нагрев кромок трубной заготовки за счет редуцирования сведенных кромок трубной заготовки в последнем калибре с одновременным их удержанием в вертикальной плоскости.
Поставленная задача достигается тем, что стан для производства сварных прямошовных труб, содержащий раму, расположенные на ней клеть с вертикальными валками, приводные формовочные валки с открытыми и закрытыми калибрами, чередующиеся с ними эджерные валки, сварочное устройство и датчик положения кромок заготовки, согласно изобретению, снабжен расположенным за последним закрытым калибром механизмом центрирования кромок и валками для редуцирования и калибровки трубной заготовки, имеющими одинаковый катающий диаметр и профиль, и установленной на раме станиной, объединяющей формовочные валки с открытыми и закрытыми калибрами, эджерные валки стана и механизм центрирования кромок, а также закрепленной на этой станине траверсой с расположенными в ней дисковым ножом и опорным роликом, имеющими механизм регулировки в вертикальной плоскости, а дисковый нож дополнительно и в горизонтальной плоскости, кроме того, механизм центрирования кромок выполнен в виде валка с дискообразным клиновым выступом в центре, имеющего возможность регулировки в вертикальной плоскости и на угол поворота в обе стороны относительно оси стана, при этом эджерные валки закреплены на балках, расположенных в верхней части станины.
Такое конструктивное выполнение стана для производства сварных прямошовных труб позволит повысить качество сварных труб, снизить давление на сварочные валки при стыковой сварке кромок и уменьшить их диаметры, снизить потери на нагрев кромок трубной заготовки.
За счет установки за последним закрытым калибром механизма центрирования кромок и валков для редуцирования трубной заготовки, имеющих одинаковый катающий диаметр и профиль, появляется возможность при редуцировании 1-2% сведенных кромок трубной заготовки в последнем калибре в стане произвести деформацию трубной заготовки и убрать превышение кромок в заготовке, а также исключить при выходе из калибра перед задачей в сварочные валки сварочного устройства дальнейшую деформацию кромок и скручивание трубной заготовки.
Механизм центрирования кромок удерживает кромки в горизонтальном положении на валке с дискообразным клиновым выступом в центре в процессе редуцирования трубной заготовки в последнем калибре стана и имеет возможность регулировки положения кромок в вертикальной плоскости и их поворот в ту или иную сторону относительно оси стана, что позволяет в процессе редуцирования удерживать кромки строго по оси стана и влиять на скручивание кромок.
Редуцирование трубной заготовки позволяет убрать дополнительную деформацию доформовки кромок трубной заготовки и ее скручивание, что позволяет снизить давление на сварочные валки при стыковой сварке кромок, уменьшить их диаметры, использовать для разогрева кромок трубной заготовки ВЧС меньшей мощности. Регулировка положения дискового ножа позволяет регулировать угол схождения кромок в сварочном калибре, выбрать оптимальный угол и снизить потери на нагрев кромок трубной заготовки, приблизить сварочные валки к источнику нагрева трубной заготовки.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
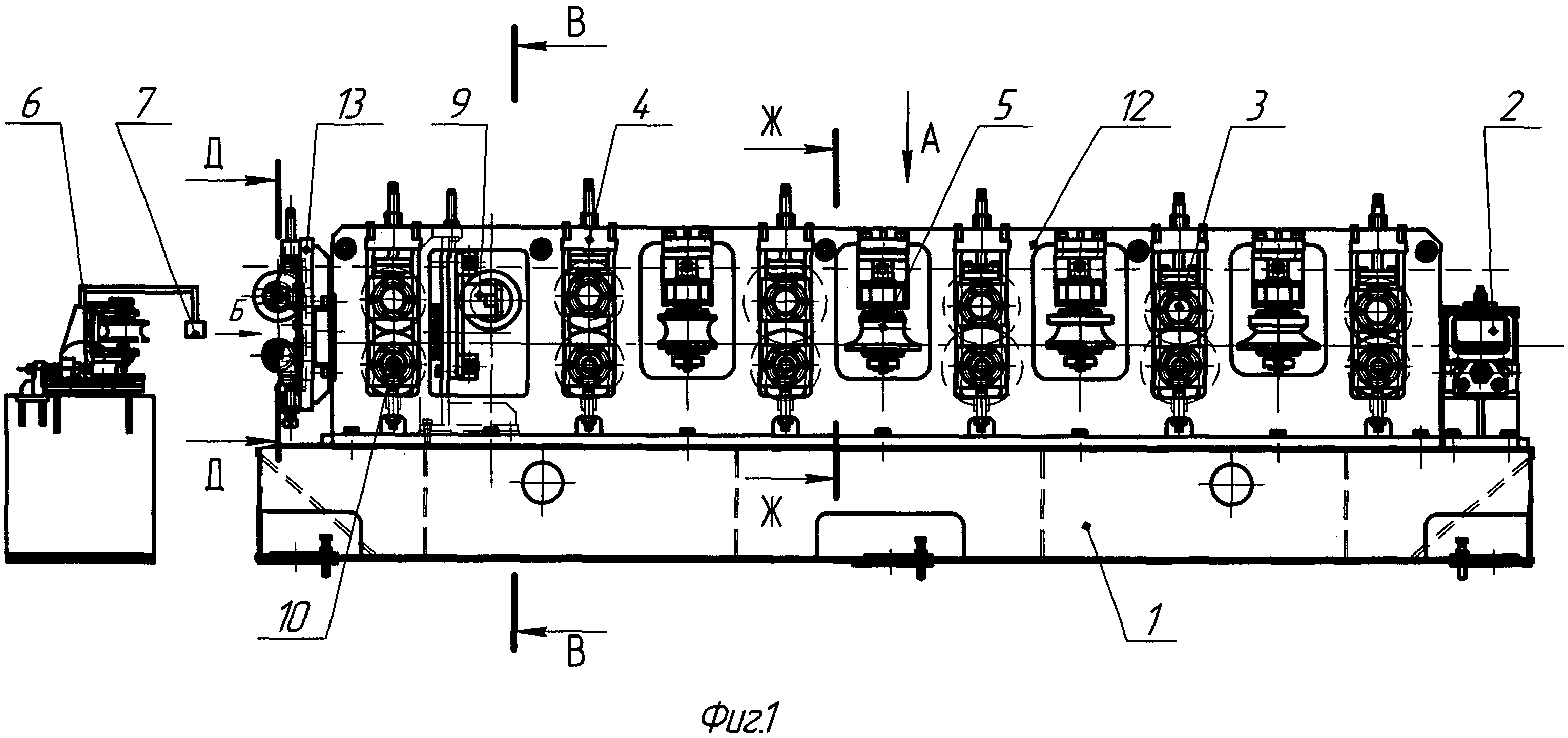
на фиг.1 изображен стан для производства сварных прямошовных труб;
на фиг.2 - то же, вид А на фиг.1;
на фиг.3 - то же, вид Б на фиг.1;
на фиг.4 - разрез В-В на фиг.1, механизм центрирования кромок;
на фиг.5 - вид Г на фиг.4, механизм центрирования кромок;
на фиг.6 - разрез Д-Д на фиг.1;
на фиг.7 - вид Е на фиг.6;
на фиг.8 - разрез Ж - Ж на фиг.1.
Стан для производства сварных прямошовных труб содержит раму 1, расположенные на ней клеть с вертикальными валками 2, приводные формовочные валки с открытыми 3 и закрытыми 4 калибрами, чередующиеся с ними эджерные валки 5, сварочное устройство 6, датчик 7 положения кромок заготовки и привод 8. За последним закрытым 4 калибром с разрезной шайбой расположены механизм 9 центрирования кромок и валки 10, имеющие одинаковый катающий диаметр и профиль и предназначенные для редуцирования трубной заготовки 11. На раме 1 установлена станина 12, объединяющая формовочные валки с открытыми 3 и закрытыми 4 калибрами, эджерные валки 5 стана и механизм 9 центрирования кромок. На станине 12 закреплена траверса 13, выполненная с направляющими 14, в которые установлены корпуса 15 и 16, зафиксированные в направляющих 14 прижимными планками 17 и болтами 18. В корпусе 15 на оси 19 установлены подшипники качения 20, на которых смонтирован дисковый нож 21, а в корпусе 16 на оси 22 установлены подшипники качения 23, на которых смонтирован опорный ролик 24. Оси 19 и 22 установлены в направляющие пазы 25 и 26, выполненные соответственно в корпусах 15 и 16, и зафиксированы в них с помощью планок 27 и болтов 28. Корпус 15, на котором установлен дисковый нож 21, и корпус 16, на котором установлен опорный ролик 24, имеют механизмы регулировки 29,30 в вертикальной плоскости. Дисковый нож 21 дополнительно имеет горизонтальную регулировку за счет перемещения оси 19 в направляющих 25 корпуса 15 при помощи изменения положения гаек 31, 32.
Механизм 9 центрирования кромок выполнен в виде валка с дискообразным клиновым выступом 33 в центре и установленного в паз 34 корпуса 35, смонтированного на подшипнике скольжения 36, закрепленного на плите 37. Плита 37 расположена в направляющих 38 рамы 39 и имеет возможность перемещаться в вертикальной плоскости при помощи винтовой пары 40 винт-гайка. Кроме того, в корпусе 35 установлены упоры 41, находящиеся в постоянном контакте с торцевой поверхностью установочных винтов 42, которые вставлены в резьбовые отверстия 43, выполненные на плите 37. При перемещении в резьбовых отверстиях 43 установочных винтов 42 происходит поворот влево или вправо на угол ф относительно оси стана корпуса 35 и закрепленного на нем валка с дискообразным клиновым выступом в центре в подшипнике скольжения 36. Установочные винты 42 фиксируются при помощи гаек 44.
Все эджерные валки 5 установлены на балках 45, закрепленных в верхней части станины 12 выше трубной заготовки 11, и имеют возможность регулировки горизонтального размера калибра за счет осей 46, выполненных с эксцентриситетом на которых крепятся эджерные валки 5.
Стан для производства сварных прямошовных труб работает следующим образом.
Перед подачей заготовки, то есть полосы, в стан проверяется симметричность расположения ленты относительно оси формовочного стана перед входом в формовочные валки с открытыми 3 и закрытыми 4 калибрами, в эджерные валки 5, в валки 10 и в валки сварочного устройства 6. Симметричное расположение ленты относительно оси формовочного стана осуществляется регулировкой боковых валков клети с вертикальными валками 2. Затем включается привод 8 и полоса на заправочной скорости подается в формовочные валки. Если при симметричном расположении ленты относительно оси стана, после выхода полосы из формовочных валков 3, 4 одного из калибров, одна кромка сформованной трубной заготовки выше другой, необходимо остановить стан и сместить верхний валок в сторону более высокой кромки, и затем снова включить привод 8. Если после выхода трубной заготовки 11 из калибра формовочных валков 4 их ребра режут боковую поверхность трубной заготовки 11, стан необходимо остановить и сблизить эджерные валки 5 за счет поворота осей 46 валков, выполненных с эксцентриситетом, после чего снова подавать трубную заготовку до следующего калибра. Когда трубная заготовка 11 выходит из последнего закрытого калибра с разрезной шайбой, она имеет тенденцию к скручиванию, за счет деформации кромок в валках калибра, поэтому необходимо развернуть заготовку, чтобы кромки заготовки располагались по оси стана перед задачей в валки 10 закрытого калибра, у которого одинаковый диаметр валков и профиль, где производится ее редуцирование. Положение кромок заготовки в стане контролирует датчик 7 положения кромок заготовки. Операция редуцирования, выравнивания и удержания положения кромок заготовки производится с помощью механизма 9 центрирования кромок. При перемещении установочных винтов 42 в резьбовых отверстиях 43 происходит поворот валка с дискообразным клиновым выступом 33 в центре до тех пор, пока датчик 7 положения кромок не подаст команду на пульт управления о том, что кромки трубной заготовки находятся строго по оси стана, после чего трубная заготовка подается в валки 10 закрытого калибра в стане, где происходит сведение ее кромок, а затем редуцирование трубной заготовки на 1-2%, что позволяет убрать превышение кромок в трубной заготовке и исключить перед задачей заготовки в сварочные валки сварочного устройства 6 скручивание трубной заготовки 11, которое происходит за счет деформации кромок в закрытых калибрах с шайбой. После редуцирования в валках 10 трубная заготовка 11 подается с небольшим перегибом в сварочные валки сварочного устройства 6 и останавливается, после чего производят небольшую овализацию трубной заготовки в пределах упругой деформации и раскрывают ее кромки при помощи дискового ножа 21 и опорного ролика 24, которые имеют возможность перемещаться в направляющих 14, выполненных на траверсе 13 в вертикальной плоскости с помощью механизмов регулировки 29 и 30. После того как раскрытые кромки в трубной заготовке образовали необходимый угол схождения в сварочном калибре включается источник ВЧС и производится разогрев кромок трубной заготовки токами высокой частоты с индукционным подводом тока. Затем производят перемещение трубной заготовки 11 с нагретыми кромками до температуры плавления в сварочные валки, которые создают необходимое давление сварочных валков на кромки и их сварку. Далее начинают постепенно увеличивать скорости подачи полосы, ее формовки и сварки в стане.
Предложенная конструкция стана для производства сварных прямошовных труб по сравнению с известными позволяет повысить качество сварных труб, снизить давление на сварочные валки при стыковой сварке кромок и уменьшить их диаметры, снизить потери на нагрев кромок трубной заготовки.







Задний стол трубопрокатного стана
Стан холодной прокатки труб
Трехвалковая клеть стана холодной прокатки труб
Рабочая клеть стана холодной прокатки труб
Многоклетевой стан продольной прокатки
Стан холодной прокатки труб
Подшипник жидкостного трения для валков прокатных станов
Втулка-цапфа подшипника жидкостного трения валка прокатного стана
Щековая дробилка
Стан холодной прокатки труб
Устройство для центрирования и перемещения цилиндрических профилей
Устройство для термической резки труб
Стан для сборки и сварки прямошовных труб из двух полуцилиндров

