Результат интеллектуальной деятельности: БЛОК ОХЛАЖДЕНИЯ ИНЖЕКТОРА ДЛЯ УДЕРЖИВАНИЯ ПО МЕНЬШЕЙ МЕРЕ ОДНОГО ИНЖЕКТОРА
Вид РИД
Изобретение
Изобретение касается блока охлаждения инжектора для удерживания по меньшей мере одного инжектора для ввода среды в металлургическую емкость, в частности в электродуговую печь, при этом блок охлаждения инжектора расположен в стенках или на стенках металлургической емкости, при этом блок охлаждения инжектора имеет по меньшей мере одну плиту (пластину), в которой расположен канал охлаждения, через который протекает охлаждающая среда, или отверстие для охлаждения, при этом канал охлаждения или, соответственно, отверстие для охлаждения отделяет горячую область от холодной области.
Блок охлаждения инжектора такого рода известен из WO 2010/003694 A1.
Блок охлаждения инжектора представляет собой опору, которая служит для размещения по меньшей мере одного инжектора в металлургической емкости, в частности в электродуговой печи. С помощью инжектора среды, такие как газы и/или твердые вещества, вводятся в металлургическую емкость, при этом посредством имеющего каналы для охлаждающего средства блока охлаждения инжектора соответствующий инжектор, будучи защищенным, расположен над отверстием на стенке или в стенке металлургической емкости.
Блок охлаждения инжектора состоит, чаще всего, из меди, при этом предусмотрен находящийся внутри канал для охлаждающей воды. Благодаря водяному охлаждению и большой теплопроводности меди поддерживается температура медного материала, которая предотвращает разрушение блока охлаждения инжектора во внутреннем пространстве электродуговой печи. Блок охлаждения инжектора имеет отверстие, через которое с помощью инжекторной системы газы и/или твердые вещества могут вдуваться в электродуговую печь. Блок охлаждения инжектора служит при этом для инжекторной системы защитой от механического воздействия лома и сплавов, сильного теплового воздействия вследствие излучения горячего металлического расплава и электрической дуги и контакта с жидкой расплавленной фазой. Кроме того, охлаждаемый водой элемент в виде специального конструктивного узла элемента стенки печи закрывает внутреннее пространство печи в наружном направлении.
Известные ранее решения, чаще всего, не имеют устройств, с помощью которых возможна регистрация температур или, соответственно, напряжений (или, соответственно, расширений) в стенках корпуса блока охлаждения инжектора. Если вообще осуществляются измерения, они происходят с помощью датчика, выполняющего только точечное измерение.
Соответственно этому, трудно или даже невозможно делать надежные выводы о состоянии и нагрузке блока охлаждения инжектора, в частности, что касается нагрузок от плоскостного расширения блока.
В принципе, известно применение световодов для измерения термических величин, что, например, описано в WO 2004/015349 A2 и WO 2007/079894 A1. В EP 0208067 B1 предлагается применение приборов для измерения излучения. Аналогичные решения описаны в WO 99/67613 A1 и DE 3807306 A1.
В основу настоящего изобретения положена задача усовершенствовать блок охлаждения инжектора вышеназванного рода так, чтобы стало возможно регистрировать термические и/или механические нагрузки блока охлаждения инжектора и таким образом более точно контролировать работу оборудования. То есть должен быть предложен эффективный элемент контроля для блока охлаждения инжектора, с помощью которого станет возможен оптимальный по затратам контроль. При этом должен быть возможен непрерывный и прецизионный контроль температур или, соответственно, механических напряжений блока охлаждения инжектора, реализация которого возможна с оптимальными затратами.
Решение этой задачи с помощью изобретения отличается тем, что в горячей области плиты блока охлаждения инжектора расположен по меньшей мере один измерительный элемент для измерения температуры и/или механического расширения, при этом измерительный элемент включает в себя по меньшей мере один световод, который интегрирован в горячей области или закреплен на горячей области, при этом световод расположен в отверстии в горячей области, при этом отверстие проходит на расстоянии от обращенной к расплаву поверхности горячей области, или при этом световод расположен в пазу в горячей области, при этом паз закрыт закрывающим элементом, который удерживает световод в дне паза, при этом закрывающий элемент представляет собой вставленный в паз или залитый в паз металлический элемент, или при этом световод расположен в металлическом слое, при этом металлический слой расположен на горячей области или внутри нее, и при этом световод полностью охвачен материалом слоя.
Важно, что световод для измерения температуры проложен свободно, так что он в случае повышения температуры может беспрепятственно расширяться. Поэтому для измерения температуры световод не соединен прочно с охватывающим его материалом. Для измерения расширения, напротив, световод предпочтительно по всей своей длине прочно соединен с охватывающим его материалом, так что световод в случае расширения материала расширяется вместе с ним в той же мере, и, наоборот, - в случае усадки материала в той же мере усаживается.
Световод может быть расположен в охватывающей его трубе.
Альтернативно световоды могут быть проложены в виде модулей, то есть предварительно изготовленных конструктивных узлов. В отличие от непосредственной прокладки световодов, возможен очень простой монтаж модулей на электрододержателе; модули просто наклеиваются на электрододержатель или привариваются, предпочтительно ротационной сваркой.
Указанный слой может быть нанесен на горячую область или внутрь нее гальваническим способом. Он может состоять из меди, хрома или никеля.
Световод и, при необходимости, охватывающая его труба по одному из вариантов осуществления проложены в горячей области меандрообразно, чтобы иметь возможность регистрировать температуры или, соответственно, напряжения/расширения в поверхности плиты.
Благодаря вводу световодов в стенки блока охлаждения инжектора, и здесь, в частности, у отверстий для охлаждения или, соответственно, у каналов охлаждения, могут измеряться температуры и напряжения слоев корпуса в виде профиля температур или, соответственно, напряжений по поверхности конструктивного элемента. Также регистрируются динамические изменения, обусловленные течениями в расплаве или, соответственно, шлаке. Благодаря этому возможна оценка состояния износа и имеющейся ситуации течения и нагрузок инжектора вследствие температуры и/или напряжения. Предложенная концепция позволяет отображать термическую или, соответственно, механическую нагрузку инжектора по его поверхности в соответствующем рабочем состоянии.
Чтобы иметь возможность выполнения точных измерений с помощью световода, предпочтительно, чтобы световод или металлическая труба, которая охватывает световод, плотно прилегали к конструктивному элементу или, соответственно, среде, причем по возможности без (изолирующего) воздушного промежутка. Это относится, в частности, к тому случаю, когда с помощью световода в блоке охлаждения инжектора должна определяться температура.
Чтобы можно было также измерять расширение (напряжение) стенок блока охлаждения инжектора, предпочтительно, если световод или, соответственно, охватывающая его труба были прочно соединены с отверстием или, соответственно, дном паза.
Если предусматривается паз, в котором прокладывается световод или, соответственно, охватывающая его труба, предпочтительно предусмотрено, чтобы применялась вставка для закрывания паза, которая может состоять из металла. При этом может также предусматриваться, чтобы вставка была образована путем заливки или распыления материала вставки в паз. То есть соответственно материалу, из которого состоит вставка, придается способность к разливу или разбрызгиванию, и затем он заливается или, соответственно, впрыскивается в паз, в который был вложен световод при необходимости вместе с трубой.
Предложенный вариант осуществления предоставляет возможность регистрировать состояния напряжения в плоскости измерения и таким образом регистрировать механическую нагрузку конструктивных элементов.
Технология измерения температур и расширений или, соответственно, напряжений известна как таковая (также под названием «оптический тензометрический датчик»), так что в этом отношении ссылка делается на уровень техники.
Для этого световод предпочтительно находится в соединении с блоком аналитической оценки, в котором может определяться распределение температур в стенках блока охлаждения инжектора. С помощью этого блока аналитической оценки может также соответственно регистрироваться механическая нагрузка стенок блока охлаждения инжектора.
На чертеже изображен один из примеров осуществления изобретения. Показано:
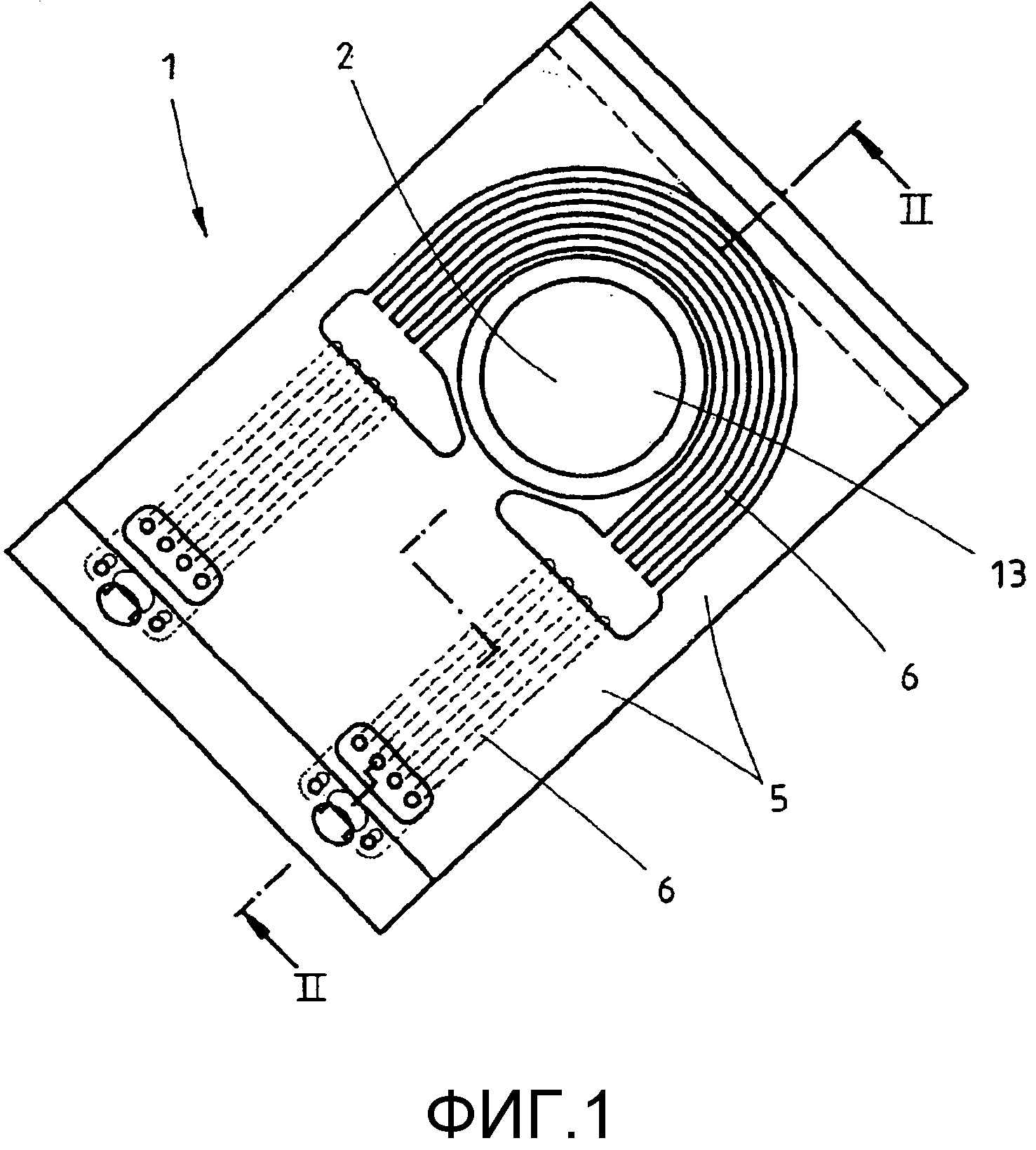
фиг.1: вид «A» (см. фиг.2) блока охлаждения инжектора электродуговой печи,
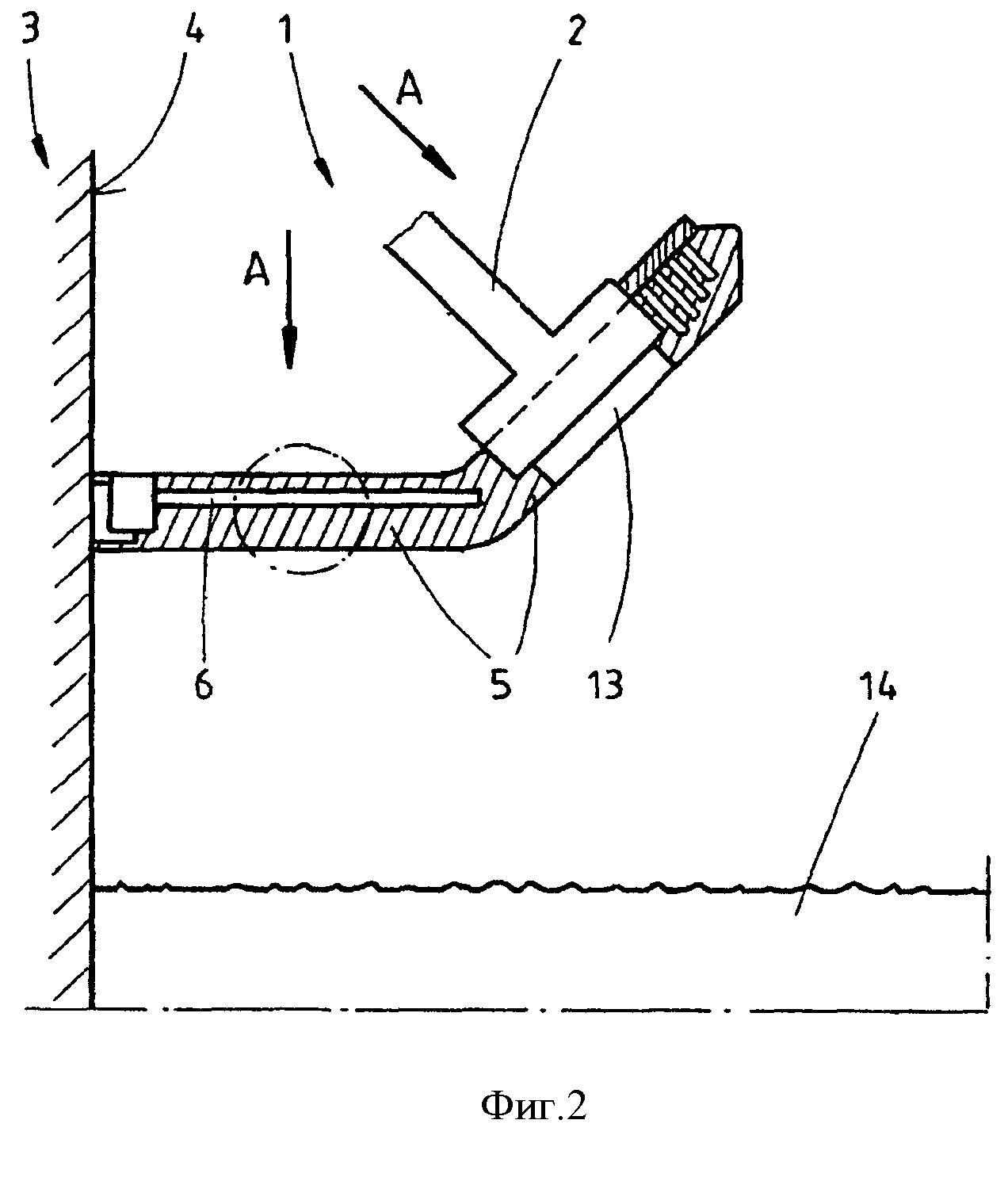
фиг.2: блок охлаждения инжектора в сечении II-II в соответствии с фиг.1, и
фиг.3: фрагмент «X» в соответствии с фиг.2.
На фиг.1 и 2 можно видеть блок 1 охлаждения инжектора, который выполняет функцию опоры, с помощью которого инжектор 2 удерживается в металлургической емкости 3, в настоящем случае - в электродуговой печи. С помощью инжектора 2 среды, такие как газы и/или твердые вещества, вводятся в металлургическую емкость 3, при этом посредством имеющего каналы 6 для охлаждающего средства блока 1 охлаждения инжектора инжектор 2, будучи защищенным, расположен над отверстием 13 на стенках или в стенках 4 емкости 3.
Блок 1 охлаждения инжектора состоит из сильно теплопроводящего, горячекатаного и/или кованого материала, такого как, например, медь или медный сплав (такой как, например, CuAg, CuCrZr или же CuNiBe). Соответственно предусмотрено, что при изготовлении блока 1 охлаждения инжектора сильно теплопроводящий материал, такой как, например, медь или медный сплав, деформируется посредством горячей прокатки и/или ковки и подвергается горячему упрочнению. Благодаря этому простым образом из катаного или кованого хорошо проводящего тепло материала, такого как, в частности, медь, получается материал с очень хорошей гомогенностью, высокой теплопроводностью и большой прочностью. Блок 1 охлаждения инжектора может быть дополнительно выполнен с холодным упрочнением посредством ковки и/или прокатки.
Изображенный блок 1 охлаждения инжектора состоит из двух находящихся под углом друг к другу плит (пластин) 5, которые изготовлены из одного общего плитового элемента. Плита 5 может при этом сгибаться с помощью гибочного устройства в соответствии с заданным углом.
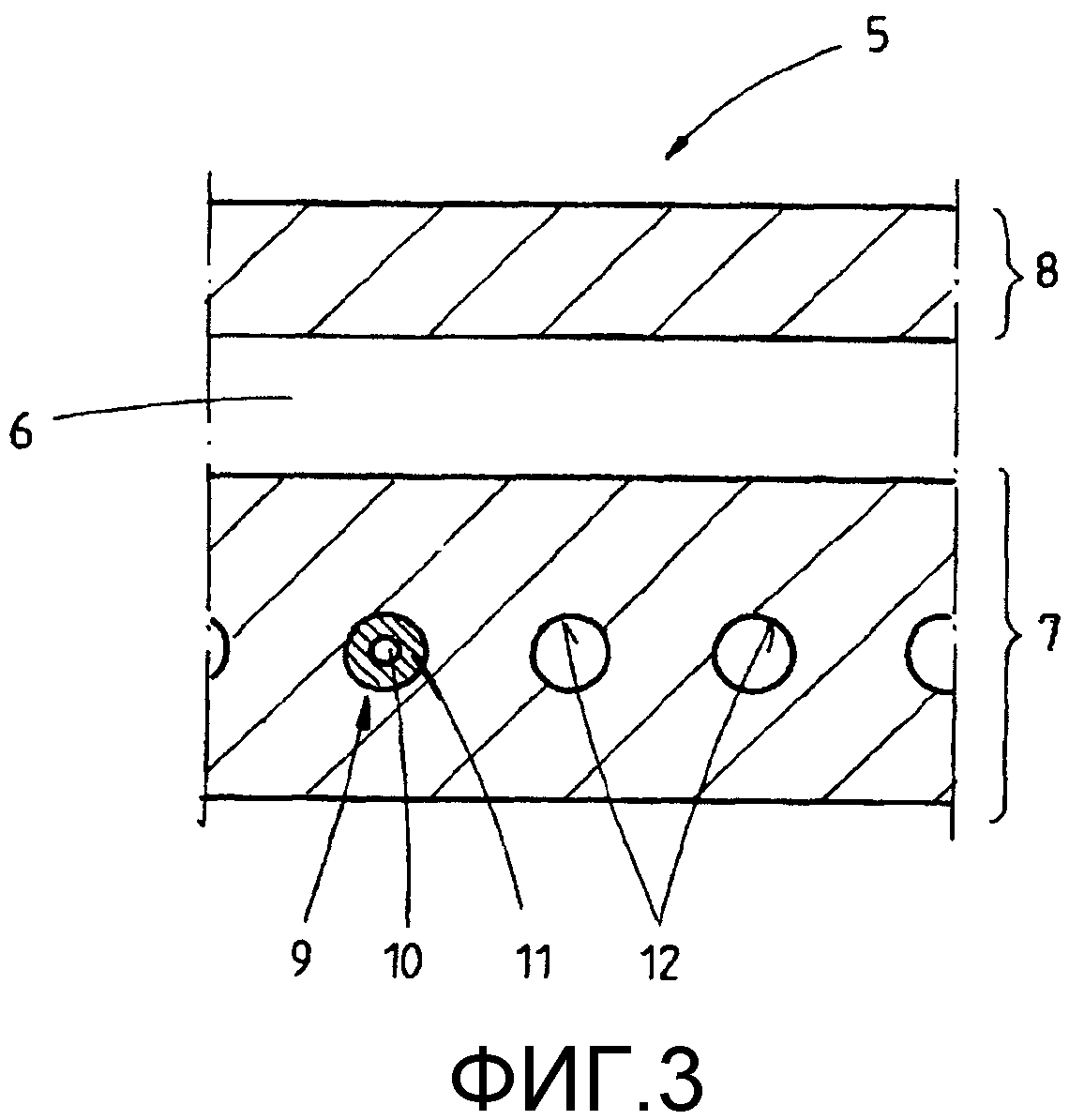
Наглядная конструкция плиты 5 блока 1 охлаждения инжектора показана на фиг.3. Плита 5 может разделяться на горячую область 7 и холодную область 8, при этом обе области 7, 8 разделены или, соответственно, отделены друг от друга каналом 6 охлаждения.
В горячей области 7 плиты 5 выполнены отверстия 12, в которых размещен измерительный элемент 9 (изображенный только для одного отверстия, но предусмотренный для всех отверстий 12), с помощью которого может определяться температура и/или механическое напряжение в плите 5. Этот измерительный элемент 9 представляет собой световод 10, который размещен в трубе 11 и защищается ею.
Световод 10 обычно имеет диаметр, равный, например, 0,12 мм; с трубой оболочки получается, чаще всего, диаметр в диапазоне от 0,8 мм до 2,0 мм.
Как можно видеть на фиг.3, световод размещен, таким образом, в горячей области 7, охлаждаемой с задней стороны охлаждающей средой, которая направляется через канал 6 охлаждения.
Световод 10 состоит из основного волокна, которое вводится в отверстия 12 или в аналогичные каналы или пазы. Световод 10 может при этом выдерживать температуры до 800°C при постоянной нагрузке.
Чтобы повысить надежность передачи сигнала в световоде 10 и к неизображенным приборам аналитической оценки, световые волны через линзовый разъем от корпуса металлургической емкости 3 в соответствующем положении покоя направляются к блоку аналитической оценки.
Наряду с изложенной возможностью размещения световода 10 в отверстиях 12 существует также предпочтительная возможность выполнения паза в горячей области 7 плиты 5 и прокладки световода 10 - при необходимости вместе с трубой 11 - в дне паза. Затем паз может снова закрываться, для чего могут применяться вышеупомянутые меры. Возможно также расположение световода 10 - при необходимости вместе с трубой 11 - в металлическом слое, который наносится на переднюю сторону плиты 5 или, соответственно, горячей области 7, обращенной к внутренней области емкости 3, т.е. расплаву 14.
Слой может быть нанесен гальваническим способом, при этом световод 10 вместе с трубой 11 полностью покрывается оболочкой. Гальванический слой может, например, состоять из меди, из хрома или из никеля.
При меандрообразной прокладке световода 10 поверхность плиты 5 может хорошо контролироваться в отношении распределения температуры и механической нагрузки.
Световод 10 соединен с неизображенной системой регистрации температуры или, соответственно, системой регистрации механических напряжений или, соответственно, расширений. Посредством системы регистрации создается лазерный свет, который запитывается в световод 10. Накопленные оптическим волокном 10 данные посредством системы регистрации пересчитываются в температуры или напряжения и привязываются к различным местам измерения.
Аналитическая оценка может, например, осуществляться по так называемому методу волоконной решетки Брэгга (методу ВРБ). При этом применяются надлежащие световоды, в которые вводятся места измерения с периодически изменяющимся показателем преломления, или, соответственно, решетки с такими изменениями. Это периодическое изменение показателя преломления приводит к тому, что световод, в зависимости от периодичности для определенных длин волны, представляет собой диэлектрическое зеркало в местах измерения. При изменении температуры в одной точке длина волны Брэгга изменяется, при этом отражается именно эта длина волны. Свет, который не выполняет условие Брэгга, не поддается существенному влиянию решетки Брэгга. Различия между разными сигналами различных мест измерения могут затем распознаваться на основании разностей времени прохождения. Детальная конструкция таких волоконных решеток Брэгга, а также соответствующие блоки аналитической оценки общеизвестны. Точность локального разрешения задана количеством введенных мест измерения. Размер одного места измерения может, например, находиться в диапазоне от 1 мм до 5 мм.
Альтернативно для измерения температуры может также применяться метод «Optical-Frequency-Domain-Reflectometry» - метод оптической рефлектометрии частотной области - (метод OFDR) или метод «Optical-Time-Domain-Reflectometry» - метод оптической рефлектометрии временной области - (метод OTDR). Эти методы базируются на принципе оптоволоконного обратного рамановского рассеяния, при этом используется то, что изменение температуры в точке световода вызывает изменение рамановского рассеяния в материале световода. Посредством блока аналитической оценки (например, рефлектометра Рамана) могут затем определяться значения температуры вдоль волокна с локальным разрешением, причем при этом методе определение осуществляется на определенной длине провода. Эта длина составляет приблизительно несколько сантиметров. Распознавание различий между разными местами измерения, в свою очередь, может осуществляться на основании разностей времени прохождения. Конструкция таких систем для аналитической оценки по указанным методам общеизвестна, также как и необходимые лазеры, которые создают лазерный свет внутри световода 10.
Список ссылочных обозначений
1 Блок охлаждения инжектора
2 Инжектор
3 Металлургическая емкость
4 Стенки
5 Плита
6 Канал охлаждения/отверстие для охлаждения
7 Горячая область
8 Холодная область
9 Измерительный элемент
10 Световод
11 Труба
12 Отверстие
13 Отверстие
14 Расплав.
Система для слежения за свойствами установки
Способ получения вспененного шлака на расплаве нержавеющего металла в конвертере
Способ и устройство для укладывания рулонов металла
Устройство для очистки и сушки прокатных клетей
Способ и устройство для обрезки кромки толстых металлических листов
Способ и устройство для обработки поверхности слябов в производственной линии
Регулирование боковой направляющей металлической полосы
Направляющее устройство для ножа
Способ и устройство для укладывания рулонов металла
Способ горячей прокатки сляба и стан горячей прокатки
Держатель для рулона металла и устройства, снабженные таким держателем
Сдвоенные кромкообрезные ножницы
Обжимной прокатный стан с приводным блоком
Система для слежения за свойствами установки
Способ получения вспененного шлака на расплаве нержавеющего металла в конвертере
Способ и устройство для укладывания рулонов металла
Устройство для очистки и сушки прокатных клетей
Способ и устройство для обрезки кромки толстых металлических листов
Способ и устройство для обработки поверхности слябов в производственной линии
Регулирование боковой направляющей металлической полосы

