Результат интеллектуальной деятельности: ШЛИФОВАЛЬНЫЙ КРУГ
Вид РИД
Изобретение
Изобретение относится к машиностроению, а именно к области абразивной обработки материалов с применением СОЖ, и может быть использовано при круглом наружном, бесцентровом, плоском и других видах шлифования.
Наиболее близким к заявленному изобретению шлифовальным кругом по совокупности признаков и по технической сущности является выбранный в качестве прототипа шлифовальный круг (см. [1], с.27, рис.12, справа), выполненный в форме ступенчатого диска с центральным посадочным отверстием.
К причинам, препятствующим достижению указанного ниже технического результата при применении вышеописанного известного шлифовального круга, принятого за прототип, относится недостаточная эффективность и надежность его использования для демпфирования колебаний, возникающих в процессе шлифования, по способу, описанному в патенте №2317186.
Сущность изобретения заключается в следующем. В связи с постоянным повышением требований к качеству шлифованных поверхностей заготовок, особенно из труднообрабатываемых адгезионно-активных и пластичных материалов, актуальной стала проблема уменьшения амплитуды колебаний шлифовального круга простыми, эффективными и надежными способами. Одним из путей решения этой проблемы является использование для уменьшения уровня вибраций шлифовального круга демпфирующего потенциала СОЖ.
Технический результат - повышение эффективности и надежности демпфирования, колебаний шлифовальных кругов различных диаметров (нового и изношенного).
Указанный технический результат при осуществлении изобретения достигается тем, что предлагаемый шлифовальный круг, как и известный, выполнен в форме ступенчатого диска, с центральным посадочным отверстием. Особенность предлагаемого шлифовального круга в том, что для повышения за счет его применения эффективности и надежности демпфирования колебаний шлифовальных кругов различных диаметров (нового и изношенного) на ступень круга меньшего диаметра установлено с натягом металлическое кольцо с наружной поверхностью цилиндрической формы, диаметр которой меньше диаметра полностью изношенного круга, а ось указанной наружной цилиндрической поверхности совпадает с осью вращения круга, причем высота кольца равна высоте ступени круга меньшего диаметра и выбрана с обеспечением установки с минимальным зазором по отношению к наружной цилиндрической поверхности металлического кольца колодок с клиновыми полостями, уменьшающимися по направлению вращения круга, для создания в них гидродинамических клиньев при нагнетании смазочно-охлаждающей жидкости и демпфирования колебаний шлифовального круга.
Сущность изобретения поясняется прилагаемым чертежом.
На фиг.1 представлен предлагаемый шлифовальный круг в разрезе. Шлифовальный круг представляет собой ступенчатый диск 1 с центральным посадочным отверстием. На ступень круга меньшего диаметра установлено с натягом металлическое кольцо 2 с наружной поверхностью цилиндрической формы, диаметр которой меньше диаметра полностью изношенного круга, а ось указанной наружной цилиндрической поверхности совпадает с осью вращения круга; при этом высота кольца равна высоте ступени круга меньшего диаметра и выбрана с обеспечением установки с минимальным зазором по отношению к наружной цилиндрической поверхности металлического кольца колодок 3 (см. фиг.1) с клиновыми полостями, уменьшающимися по направлению вращения круга, для создания в них гидродинамических клиньев при нагнетании смазочно-охлаждающей жидкости и демпфирования колебаний шлифовального круга (на фиг.1 указанные колодки показаны тонкими линиями, поскольку они непосредственно не относятся к предлагаемому шлифовальному кругу). Следует отметить, что высоту металлического кольца (и равную ей высоту ступени круга меньшего диаметра) принимают примерно равной ширине устанавливаемой с минимальным зазором по отношению к наружной цилиндрической поверхности указанного кольца колодки (на фиг.1 ширина колодок 3 чуть меньше высоты кольца 2); при этом обеспечивается максимальное демпфирование колебаний шлифовального круга при минимальной высоте кольца (и, соответственно, круга). После установки предлагаемого шлифовального круга на станок и последующей установки с минимальным зазором по отношению к наружной цилиндрической поверхности металлического кольца колодок с клиновыми полостями (с равномерным расположением колодок - как минимум трех - по периферии указанного кольца) обеспечивается повышение за счет применения предлагаемого круга эффективности и надежности демпфирования колебаний шлифовальных кругов различных диаметров (нового и изношенного), поскольку в зазорах между металлическим (непористым) кольцом и каждой из колодок создается более высокое (максимальное) гидродинамическое давление, чем давление, которое создавалось бы, если бы для демпфирования колебаний был использован пористый шлифовальный круг в форме ступенчатого диска, выбранный в качестве прототипа. Кроме того, металлическое кольцо, установленное с натягом на ступень круга меньшего диаметра, играет роль бандажа, что позволяет повысить прочность круга и использовать предлагаемый шлифовальный круг при высокоскоростном шлифовании.
Источники информации
1. Кремень З.И. Выбор характеристик абразивных кругов для основных видов шлифования / З.И. Кремень, В.Г. Юрьев, А.Ф. Бабошкин. - СПб.: СПбИМаш, 2003. - 60 с.
Шлифовальный круг в виде ступенчатого диска с центральным посадочным отверстием, отличающийся тем, что на ступень круга меньшего диаметра установлено с натягом металлическое кольцо с наружной цилиндрической поверхностью, диаметр которой меньше диаметра полностью изношенного круга, а ось совпадает с осью вращения круга, при этом высота кольца равна высоте ступени круга меньшего диаметра, а с минимальным зазором по отношению к наружной цилиндрической поверхности металлического кольца установлены колодки с клиновыми полостями, уменьшающимися по направлению вращения шлифовального круга, с обеспечением демпфирования колебаний круга посредством смазочно-охлаждающей жидкости, нагнетаемой в колодки с созданием гидродинамических клиньев.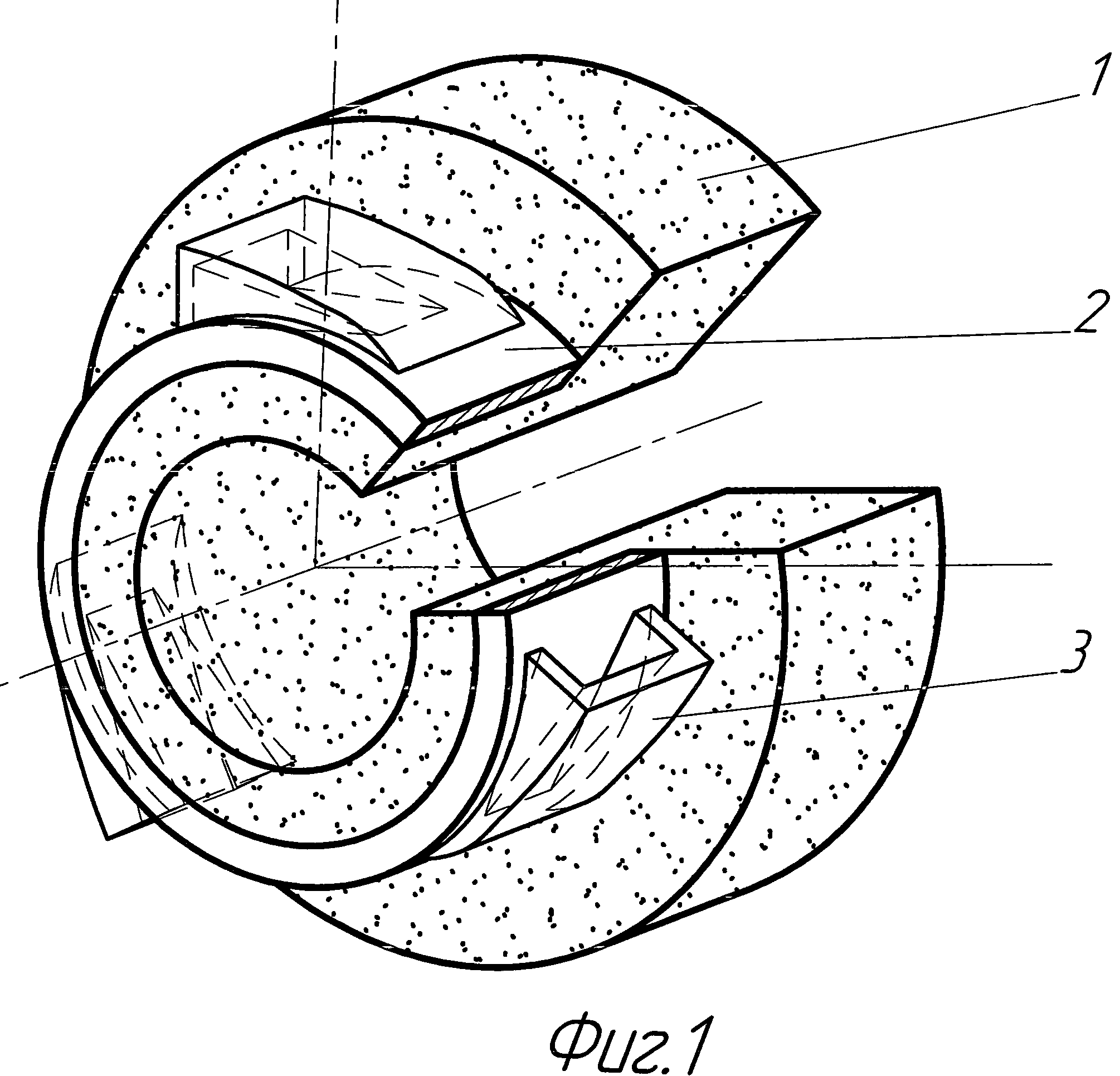
Способ обработки резанием
Устройство для удаления поверхностного слоя нефтесодержащих жидкостей
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Система теплоснабжения
Система теплоснабжения
Способ комбинированной обработки точением и поверхностным пластическим деформированием
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента

