Результат интеллектуальной деятельности: СПОСОБ РЕГУЛИРОВАНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ И ПРОКАТНАЯ КЛЕТЬ
Вид РИД
Изобретение
Изобретение касается способа регулирования валков прокатной клети, при этом прокатная клеть включает в себя по меньшей мере два взаимодействующих рабочих валка, при этом один из рабочих валков в прокатной клети с целью регулирования межвалкового зазора расположен с возможностью перемещения, и при этом другой рабочий валок в прокатной клети установлен в рабочем положении с возможностью вращения, но с целью задания линии прокатки без возможности перемещения в направлении, перпендикулярном поверхности проката. Кроме того, изобретение касается прокатной клети, снабженной по меньшей мере двумя взаимодействующими рабочими валками. Предлагаемая изобретением прокатная клеть может представлять собой, в частности, шестивалковую, двадцативалковую прокатную клеть или Z валковую прокатную клеть (тип Z-high).
Общеизвестно, что для прокатки материала находящиеся в прокатной клети рабочие валки - как и применяемые также в большинстве случаев опорные валки - можно расположить таким образом, чтобы «нижние» валки в прокатной клети были установлены в своих подушках в прокатной клети в некотором заданном положении, так чтобы была задана линия прокатки материала. «Верхние» валки сохраняют тем временем возможность регулирования в вертикальном направлении, так чтобы могла регулироваться величина межвалкового зазора между двумя рабочими валками. В то время как для «верхних» валков при этом известны соответствующие исполнительные средства, позволяющие позиционировать их в прокатной клети в желаемом или, соответственно, необходимом вертикальном положении, к «нижним» валкам это не относится, так как они не должны и не могут обладать возможностью перестановки в вертикальном направлении.
В документах US 5479809 или, соответственно, EP 0513946 A2 описано устройство, служащее для выравнивания верхней кромки нижнего рабочего валка в прокатных клетях посредством выполненной в виде ступенчатой лестницы пары клиньев под каждой из подушек нижних валков.
В документе JP 08-229605 описана прокатная клеть, снабженная одним верхним и одним нижним рабочими валками, каждый из которых на своих концах выполнен с эксцентриковыми втулками, установленными в червячных колесах, которые вращаются с целью регулирования межвалкового зазора посредством серводвигателей.
Расположение валков в прокатной клети всегда требует высоких затрат труда, чтобы удерживать их в как можно более параллельном друг другу положении, что необходимо не только для изготовления проката с достаточным качеством, но и для оптимальной эксплуатации подключенных к прокатной клети последующих устройств (например, направляющих роликов или моталок). Перекосы валков в процессе прокатки создают искаженное распределение натяжения полосы, а также нежелательные осевые усилия в опорах валков, результатом чего является снижение качества и высокий износ.
При конструировании прокатной клети прилагаются соответствующие усилия для того, чтобы обеспечить параллельность валков. При этом проблема заключается в том, что при данном размере необходимых конструктивных элементов (высота до 20 м, вес до 300 т) быстро достигаются пределы достижимой точности и допусков с экономических точек зрения. При монтаже плит скольжения, упорных деталей и других необходимых конструктивных элементов эти допуски прибавляются к наибольшему и наименьшему возможному значению.
Поэтому обычно верхний опорный валок вместе с рабочим валком с целью регулирования толщины (регулирование межвалкового зазора) перемещается вертикально. Тем временем нижний опорный валок вместе с рабочим валком остается в однажды отрегулированном перед началом прокатки положении. То есть нижний рабочий валок опирается неподвижно и с целью точного позиционирования под него подкладываются подложки или используется подвижное вспомогательное устройство для установки валков (вспомогательное устройство для установки валков посредством ходового винта или клина). При этом, впрочем при прибавлении допусков, могут возникать перекосы валков, равные до 0,5 мм/м. Такие перекосы оказывают влияние на процесс прокатки в отношении других контуров регулирования, таких как регулирование плоскостности, так как они зависят от результатов измерений распределения натяжения по поперечному сечению полосы.
Поэтому в основу изобретения положена задача предложить способ, с помощью которого можно точным образом обеспечивать параллельность валков, при этом возможна компенсация допусков на изготовление, а также перекосов вследствие различного износа, который одновременно определяет горизонтальное положение валков, благодаря чему должна обеспечиваться возможность облегчения осуществления процесса прокатки.
Решение этой задачи с помощью изобретения отличается тем, что способ включает в себя следующие этапы:
a) определение положения неподвижно расположенного в прокатной клети рабочего валка (2);
b) сравнение определенного значения положения с номинальным значением;
c) перестановка неподвижно расположенного в прокатной клети рабочего валка в зависимости от определенного на этапе b) сравнительного значения с помощью по меньшей мере одного исполнительного элемента, так чтобы положение неподвижно установленного в прокатной клети рабочего валка по меньшей мере практически достигало номинального значения.
Причем этот способ предпочтительно осуществляется перед прокаткой материала. Он рекомендуется также после смены валков.
Определение положения в соответствии с вышеназванным этапом a) происходит предпочтительно либо на бочке валка, либо в некотором эталонном месте подушки неподвижно расположенного в прокатной клети рабочего валка.
Определение положения в соответствии с вышеназванным этапом a) происходит предпочтительно в двух осевых концевых областях неподвижно расположенного в прокатной клети рабочего валка.
Каждый из рабочих валков предпочтительно опирается по меньшей мере на один опорный валок, при этом перестановка в соответствии с вышеназванным этапом c) происходит на опорном валке неподвижно расположенного в прокатной клети рабочего валка. Перестановка происходит предпочтительно на подушке опорного валка.
Перестановка в соответствии с вышеназванным этапом c) происходит также предпочтительно с применением ходового винта, работающего на растяжение или на сжатие, снабженного комбинированной правой-левой резьбой. Но возможно также применение накладных или подкладных шайб.
Прокатная клеть, снабженная по меньшей мере двумя взаимодействующими рабочими валками, при этом один из рабочих валков в прокатной клети с целью регулирования межвалкового зазора расположен с возможностью перемещения, и при этом другой рабочий валок в прокатной клети установлен в рабочем положении с возможностью вращения, но с целью задания линии P прокатки без возможности перемещения в направлении, перпендикулярном поверхности проката, отличается тем, что имеются средства измерения, служащие для определения положения неподвижно расположенного в прокатной клети рабочего валка, имеются средства сравнения, служащие для сравнения определенного значения положения с номинальным значением, и имеется по меньшей мере один исполнительный элемент, служащий для перестановки неподвижно расположенного в прокатной клети рабочего валка в зависимости от определенного средствами сравнения значения разности между определенным значением и номинальным значением.
Средства измерения могут быть позиционированы для измерения положения бочек рабочего валка. В подушке валка может иметься эталонное место для измерения посредством средств измерения.
Средства измерения могут быть расположены в прокатной клети постоянно или же быть сменными и устанавливаться в прокатной клети на время измерения.
Перестановочный элемент предпочтительно представляет собой ходовой винт, работающий на растяжение или на сжатие, снабженный комбинированной правой-левой резьбой.
В основу изобретения положена задача определять положение неподвижно позиционированного в прокатной клети валка, сравнивать это значение с номинальным значением и компенсировать отклонение между фактическим и номинальным значением с помощью исполнительного звена, прежде чем будет осуществляться прокатка материала. Предпочтительно осуществление способа происходит после смены валков.
Положение валка может оптимальным образом определяться на бочке валка, альтернативно также в точках измерения на подушках валков. Для определения положения валка могут, например, применяться подвижные или стационарные сенсоры.
Исполнительные звенья простейшей формы могут состоять из накладок или отдельных юстируемых вспомогательных устройств для установки валков или из попарно вращающихся правых-левых резьб, которые выполнены на работающих на сжатие и на растяжение ходовых винтах. Такие ходовые винты для прокатных станов известны из документа EP 1601475 B1. При этом сторона привода или рабочего места прокатной клети перемещается или под нее подкладывается подложка так, чтобы «неподвижный» валок точно достигал номинального значения.
На чертеже изображен один из примеров осуществления изобретения. Показано:
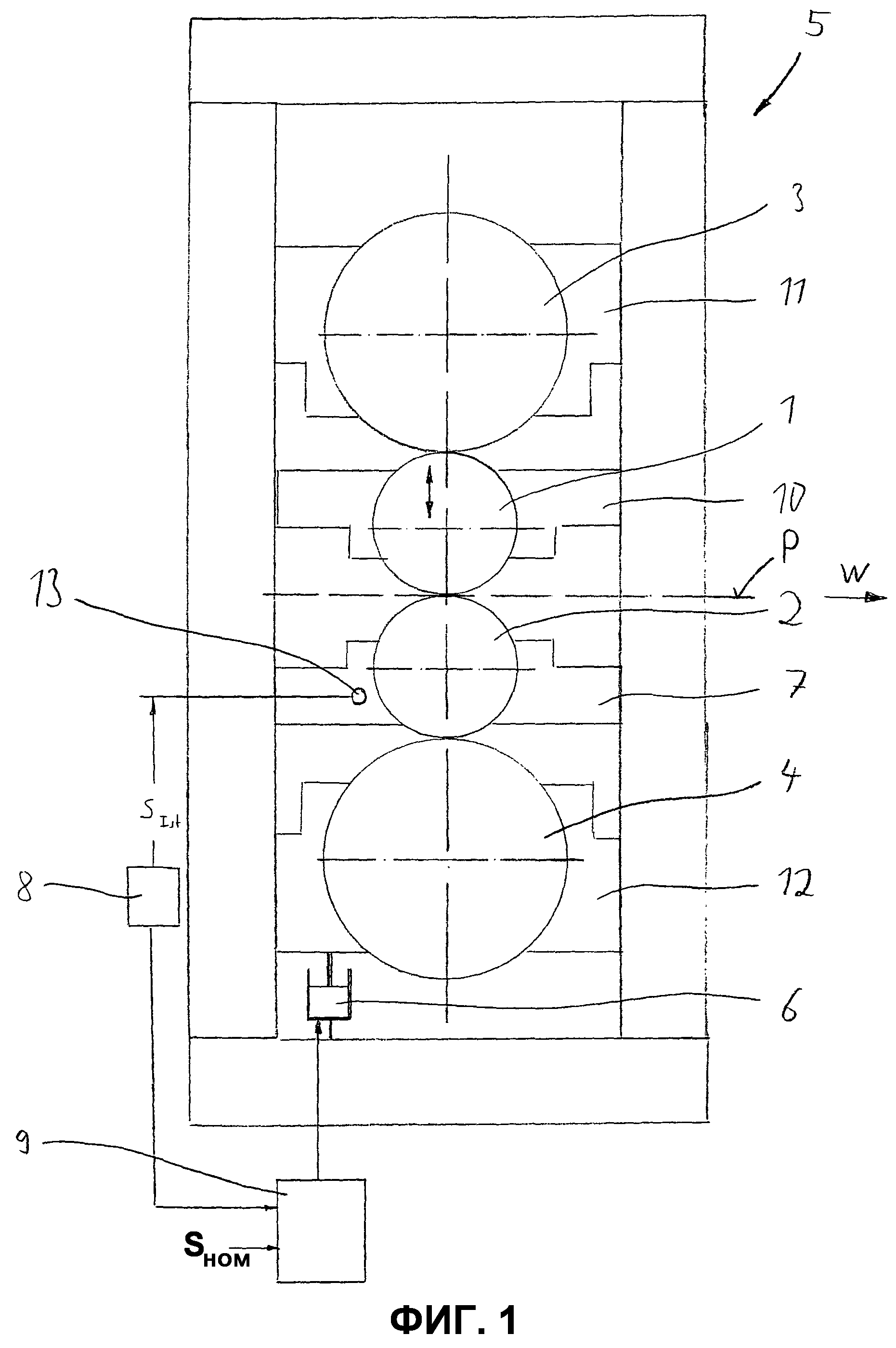
фиг.1 - вид сбоку прокатной клети, снабженной двумя рабочими и двумя опорными валками, в схематичном изображении и
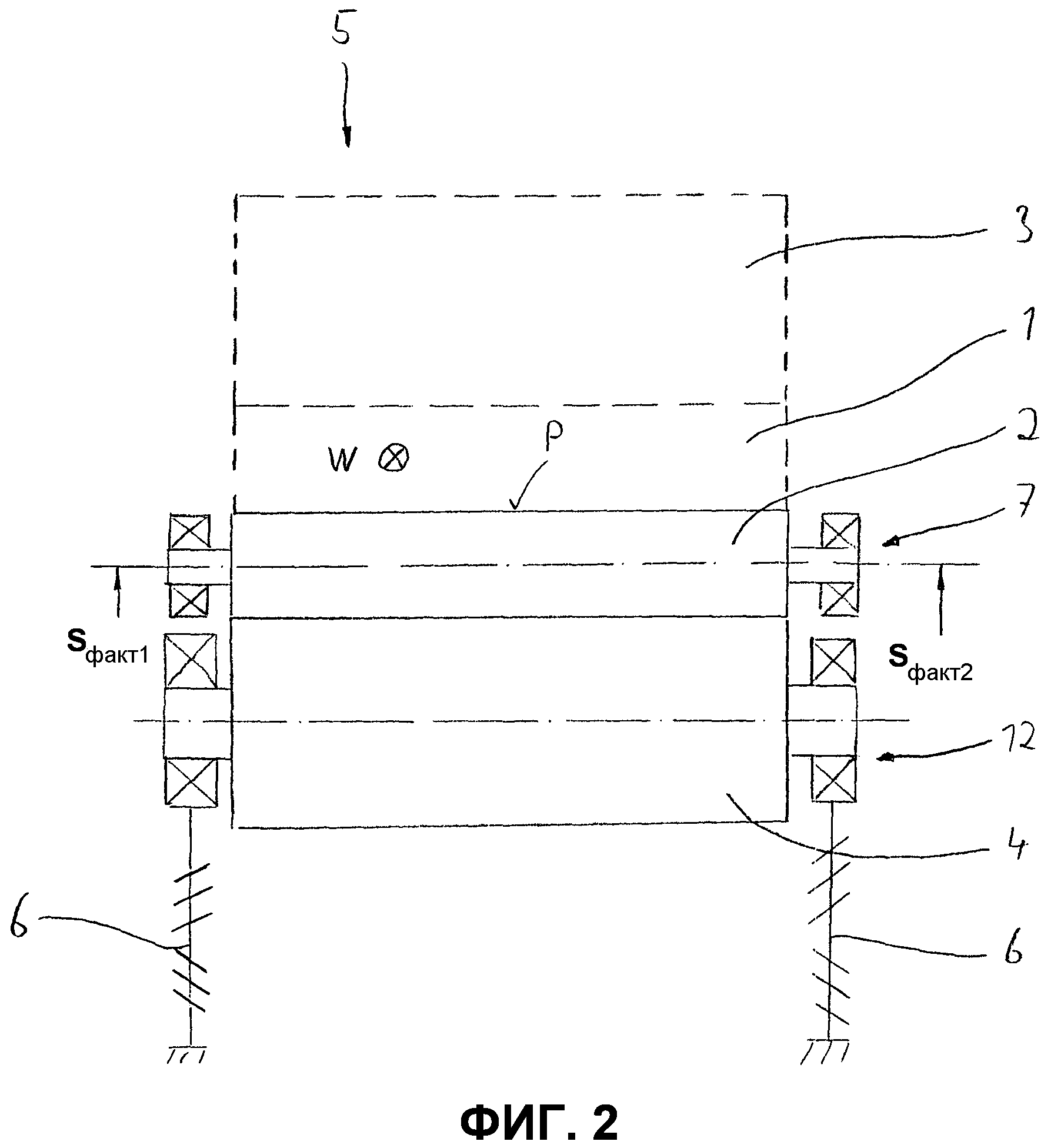
фиг.2 - часть прокатной клети, если смотреть в направлении прокатки.
На фигурах показан эскиз прокатной клети 5, в которую встроены всего четыре валка, а именно: два взаимодействующих рабочих валка 1 и 2, а также два опорных валка 3, 4. Каждый валок 1, 2, 3, 4 установлен с опорой в подушке и закреплен в прокатной клети 5, а именно: нижний рабочий валок 2 - в подушке 7, нижний опорный валок 4 - в подушке 12, верхний рабочий валок 1 - в подушке 10, и верхний опорный валок 3 - в подушке 11.
Два нижних валка 2 и 4 расположены при этом «неподвижно», т.е. они установлены в прокатной клети 5 на такой высоте, что самое верхнее положение рабочего валка 2 образует линию P прокатки для (неизображенного) проката. Чтобы установить межвалковый зазор между рабочими валками 1, 2, нижний рабочий валок 2 остается при этом в своем положении высоты; между тем верхний рабочий валок 1 вместе с опорным валком 3 вертикально перемещается в прокатной клети 5.
Чтобы перед прокаткой материала оптимальным образом отрегулировать валки в прокатной клети 5, поступают следующим образом.
Сначала происходит определение положения Sфакт неподвижно расположенного в прокатной клети 5 рабочего валка 2. Для этого в прокатной клети 5 расположено средство 8 измерения. Точнее говоря, речь идет о двух средствах 8 измерения, которые предусмотрены в области двух осевых концов (см. фиг.2). Измеряться может, например и предпочтительно, эталонное место 13 (эталонная точка), которое расположено на подушке 7 (см. фиг.1).
Измененные фактические значения Sфакт (или, соответственно, Sфакт1 и Sфакт2) положения сравниваются затем с сохраненным номинальным значением Sном. Для этого применяются средства 9 сравнения.
В зависимости от установленной разности между фактическим и номинальным значением затем происходит перестановка рабочего валка 2 в прокатной клети 5 в вертикальном направлении. Для этого применяется по меньшей мере один, предпочтительно два исполнительных элемента 6, которые используются для перестановки высоты подушки 7 рабочего валка.
Схематично обозначены на фиг.2 ходовые винты 6, работающие на растяжение или, соответственно, сжатие, которые снабжены комбинированной правой и левой резьбой, так что при вращении ходового винта две осевых концевых области ходового винта сдвигаются или раздвигаются. Путь перестановки выбирается при этом так, что положение S неподвижно расположенного в прокатной клети 5 рабочего валка 2 принимает номинальное значение Sном.
Разумеется, что определенное в средстве 9 сравнения значение разности между фактическим и номинальным положением посредством надлежащих средств управления или, соответственно, регулирования, которые не изображены на фигурах, преобразуется в движение перестановки.
Спецификация позиций
1 Валок (рабочий валок)
2 Валок (рабочий валок)
3 Валок (опорный валок)
4 Валок (опорный валок)
5 Прокатная клеть
6 Исполнительный элемент
7 Подушка рабочего валка 2
8 Средство измерения
9 Средство сравнения
10 Подушка рабочего валка 1
11 Подушка опорного валка 3
12 Подушка опорного валка 4
13 Эталонное место
S Положение рабочего валка
Sфакт Фактическое положение рабочего валка
Sном Номинальное положение рабочего валка
W Направление прокатки
P Линия прокатки
Способ и устройство для сматывания металлической ленты
Способ и устройство для анализа слоя вспомогательного материала на деформируемом изделии
Кристаллизатор для непрерывной разливки с устройством качания
Прокатный стан для прокатки металлических изделий
Способ нанесения охлаждающего средства
Способ прокатки полосового проката, в частности металлической полосы
Направляющее устройство для полосопрокатного стана
Устройство для очистки и сушки прокатных клетей
Способ отливки ленты из стали и установка для отливки ленты
Прокатная клеть и способ регулирования прокатной клети

