Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ПОДАВЛЕНИЯ ВИБРАЦИЙ В ПРОКАТНОМ СТАНЕ
Вид РИД
Изобретение
Предложенное изобретение относится к подавлению вибраций в прокатном стане.
Более конкретно, изобретение относится к подавлению вибраций, в особенности 3-октавных вибраций, в прокатном стане с по меньшей мере одной прокатной клетью с установкой прокатных валков и по меньшей мере одним блоком валков, причем по меньшей мере один непрерывно измеряемый параметр прокатного стана подается на регулятор, с помощью этого регулятора в реальном времени определяется изменяющееся во времени регулирующее воздействие, и за счет нагрузки по меньшей мере одного исполнительного органа установки прокатных валков регулирующие воздействия по существу поддерживаются на определенных заданных значениях.
В прокатных станах, особенно прокатных станах холодной прокатки, является известным, что при определенных рабочих состояниях, как, например, натяжение полосы, разность натяжения полосы, коэффициенты трения, обжатие полосы при прокатке по толщине, прочность материала и скорость полосы, могут возникать нежелательные вибрации, которые могут приводить к значительным повреждениям установки, а также к дефектам в прокатываемом материале. Из множества возникающих в процессах прокатки вибраций специалисту известны 3-октавные вибрации. 3-октавные вибрации обычно возникают в частотном диапазоне от 80 до 170 Гц и характеризуются высоким содержанием энергии, а также нестабильными состояниями вибраций, так что могут возникать заметные механические повреждения на прокатной клети прокатного стана. Так как эти вибрации также приводят к перемещениям блока валков и, тем самым, к отклонениям от заданного очага деформации, это приводит к дефектам прокатываемого материала, которые могут проявляться как поверхностные дефекты, геометрические дефекты или как комбинация указанного. В типовом случае при появлении подобных вибраций обслуживающий персонал прокатного стана немедленно предпринимает снижение скорости прокатки, что происходит со снижением пропускной способности (то есть снижением производительности) и приводит к затуханию вибраций. Приведенный частотный диапазон для 3-октавных вибраций существенно зависит от соответствующей конфигурации установки и параметров прокатки и поэтому может отличаться от указанного. В способе подавления вибраций (так называемой активной компенсации вибраций) по меньшей мере один постоянно измеряемый параметр прокатного стана подается на регулятор, который вычисляет изменяющееся во времени регулирующее воздействие. За счет нагрузки по меньшей мере одного исполнительного органа установки валков регулирующие воздействия по существу, то есть, например, до процессов перерегулирования, могут поддерживаться на определенных заданных значениях.
В ЕР 1457274 А2 раскрыты способ и устройство для предотвращения 3- и 5-октавных вибраций в прокатной клети. При этом с помощью контура регулирования и исполнительного органа нагружается по меньшей мере один валок блока валков, за счет чего регулирующие воздействия поддерживаются на определенных заданных значениях. Конкретные формы выполнения или критерии выбора для исполнительного органа не раскрываются в указанной публикации.
Задачей изобретения является создание способа и устройства для подавления вибраций в прокатном стане, содержащего гидравлическое устройство установки валков, с помощью которых, в частности, 3-октавные вибрации эффективно подавляются, и за счет этого качество прокатываемого материала и/или производительность прокатной установки могут быть улучшены.
Эта задача решается посредством способа вышеназванного типа, в котором регулирующее воздействие подается на электрогидравлический исполнительный элемент, и посредством этого исполнительного элемента нагружается по меньшей мере один гидравлический исполнительный орган установки валков, причем электрогидравлический исполнительный элемент имеет номинальный расход ≥50 л/мин и по меньшей мере часть частотной характеристики при частотах f≥80 Гц характеризуется спадом величины ≤3 дБ, и в этом частотном диапазоне снижение фазы ϕ удовлетворяет условиям:
 и ϕ<90°.
и ϕ<90°.
При этом под электрогидравлическим исполнительным элементом понимается электрически управляемый, например, сигналом тока от 4 до 20 мА гидравлический клапан, например, непрерывный, одно- или многоступенчатый регулировочный клапан, клапан пропорционального регулирования или сервоклапан. Хотя гидравлические клапаны имеют нелинейную характеристику, например, характеристику расхода, динамическая характеристика клапанов хорошо характеризуется частотной характеристикой. Частотная характеристика, таким образом, пригодна, чтобы позволять использовать клапан для определенной цели применения в смысле динамической характеристики. Определение частотной характеристики, то есть фазовой и амплитудной характеристики непрерывных клапанов, известно специалисту, например, из публикации:
Kapitel 3.7.2 Verhalten im Frequenzbereich von W.Backe: Umdruck zu Vorlesung Servohydraulik, 6.Auflage, Institut fuer hydraulische und pneumatische Antriebe und Steurung der RWTH Aachen, 1992
В смысле этой публикации под «спадом величины ≤3 дБ» следует понимать, что амплитудная характеристика имеет значение ≥-3 дБ; положительное значение спада величины приводит, таким образом, к ослаблению амплитуды выходного сигнала. Аналогичным образом под снижением фазы, например, ≤45° следует понимать, что фазовая характеристика имеет значение ≥-45°, то есть что выходной сигнал запаздывает относительно входного сигнала на ≤45° (режим запаздывания). Так как частотная характеристика зависит от различных рабочих параметров, указанные значения для спада величины и снижения фазы следует определять при регулируемости клапанов ±50%, предпочтительно 85% (0% соответствует нерегулируемому, то есть замкнутому клапану; 100% соответствует полностью отрегулированному, то есть открытому клапану) и давлении в системе 70% от номинального давления клапана. Во многих случаях частотная характеристика не обязательно должна определяться только экспериментально, так как частотная характеристика для многих клапанов уже следует из технических паспортов. В технических паспортах приводится амплитудная характеристика, то есть коэффициент усиления между входным и выходным сигналом, обычно в логарифмическом масштабе, в децибелах (дБ), и фазовая характеристика, то если разность фаз между входным и выходным сигналом в градусах, °. Эта запись также известна, например, из вышеприведенной публикации Backé, однако, разумеется, также возможны указания в других единицах. Определение номинального расхода или номинального объемного потока известно из главы 3.6.3 Nennvolumenstrom, Backé. Номинальный расход определяется при разности давлений 70 бар при полностью отрегулированной (выведенной) заслонке клапана. Значения для снижения фазы ϕ в ° можно определить из численного неравенства, причем частота f используется в Гц.
Особенно предпочтительным образом способ, соответствующий изобретению, можно выполнить, если по меньшей мере часть частотной характеристики электрогидравлического исполнительного элемента при частотах f≥80 Гц, предпочтительно 200≥f≥80 Гц, характеризуется спадом величины ≤3 дБ, и в этом частотном диапазоне снижение фазы ϕ удовлетворяет условиям  , предпочтительно
, предпочтительно  , особенно предпочтительно
, особенно предпочтительно  и ϕ<90°. Посредством этих предпочтительных форм выполнения можно достичь еще более улучшенных результатов при подавлении вибраций, так как снижение фазы электрогидравлического исполнительного элемента дополнительно уменьшалось бы, и/или частотная характеристика, то есть снижение фазы и спад величины, лежат в частотном диапазоне, особенно предпочтительном для решения задачи, соответствующей изобретению.
и ϕ<90°. Посредством этих предпочтительных форм выполнения можно достичь еще более улучшенных результатов при подавлении вибраций, так как снижение фазы электрогидравлического исполнительного элемента дополнительно уменьшалось бы, и/или частотная характеристика, то есть снижение фазы и спад величины, лежат в частотном диапазоне, особенно предпочтительном для решения задачи, соответствующей изобретению.
Соответствующий изобретению способ можно выполнить предпочтительным образом, если в качестве непрерывно измеряемого параметра используется ускорение в направлении установки, гидравлическое давление или усилие установки гидравлического исполнительного органа установки валков. Этот факт является непосредственно понятным, так как ускорение согласно основному закону Ньютона  связано с массой m и усилием F установки, или усилие F через
связано с массой m и усилием F установки, или усилие F через  связано с гидравлическим давлением и площадью поршня исполнительного органа, и, тем самым, возможно очень чувствительное и точное измерение.
связано с гидравлическим давлением и площадью поршня исполнительного органа, и, тем самым, возможно очень чувствительное и точное измерение.
Возникающие вибрации предпочтительным образом особенно быстро распознаются или в последующем особенно быстро подавляются, если непрерывно измеряемый параметр подается на регулятор с временем выборки <1 мс, предпочтительно <0,2 мс.
Другая предпочтительная форма выполнения способа состоит в том, что в качестве непрерывно измеряемого параметра используется разность ускорений между значением на штоке поршня и значением на корпусе цилиндра гидравлического исполнительного органа установки валков. Посредством этой формы выполнения можно эффективно проявляющиеся усилия или ускорения определить особенно точно.
В двух других предпочтительных формах выполнения способа непрерывно измеряемый параметр фильтруется посредством одного или нескольких полосовых фильтров, предпочтительно посредством полосовых фильтров более высокого, чем второй, порядка. Посредством этих форм выполнения является возможным релевантные для вибрационных колебаний частотные составляющие отфильтровать из измеренной величины и подать на регулятор.
Также предпочтительно, что регулятор определяет регулирующее воздействие с учетом математического закона регулирования и подмодели, которая характеризует состояние установки или режим установки и предпочтительным образом содержит гидравлическую и/или механическую модель и/или модель усилия прокатки. Посредством этого соответствующего изобретению регулятора гарантируется, что прокатная установка демонстрирует желательное, заданное через регулирующее воздействие, поведение, в значительной мере независимо от соответствующей рабочей точки.
Так как частотная характеристика каждого реального исполнительного элемента - особенно сильно, естественно, на более высоких частотах - демонстрирует снижение фазы, является предпочтительным, что регулирующее воздействие подается на звено опережения/запаздывания, и при этом фазовое положение регулирующего воздействия изменяется. Посредством звена опережения/запаздывания возможно изменять фазовое положение сигнала, в конкретном случае сигнала регулирующего воздействия, и, таким образом, обусловленный исполнительным элементом сдвиг фазы по меньшей мере частично или даже полностью компенсировать.
Кроме того, является предпочтительным подавать регулирующее воздействие на нелинейное звено компенсации и при этом нелинейности гидравлической установки валков снижать или компенсировать. Специалисту известно, что, например, характеристика расхода гидравлического клапана, а также динамическая характеристика гидравлического цилиндра имеют значительные нелинейности. После того как эти нелинейности установлены, их можно полностью или по меньшей мере частично устранить посредством нелинейной компенсации.
В другом предпочтительном воплощении способа, соответствующего изобретению, регулирующее воздействие регулятора для подавления вибраций аддитивно накладывается на другое регулирующее воздействие, например, регулирование зоны деформации и при необходимости после изменения фазы и/или нелинейной компенсации, подается на электрогидравлический исполнительный элемент. За счет этого возможно два контура регулирования i) для подавления вибраций и ii) для регулирования зоны деформации в значительной степени независимо друг от друга оптимизировать, благодаря чему производительность всей системы может быть повышена.
Эффективность соответствующего изобретению способа можно дополнительно повысить, если свободный напор и/или управляющее давление, и/или давление резервуара в электрогидравлическом исполнительном элементе стабилизируется посредством гидравлических аккумуляторов. Посредством этой меры время срабатывания исполнительного элемента уменьшается, или достигается равномерное срабатывание исполнительного элемента в значительной степени независимо от переходных колебаний давления.
Для прокатных клетей с высокими усилиями прокатки является предпочтительным, что электрогидравлический исполнительный элемент имеет номинальный расход ≥100 л/мин, предпочтительно ≥200 л/мин. За счет этого возможно с одним исполнительным элементом обеспечивать также высокие объемные расходы для управления одним или несколькими исполнительными органами установки валков. Как отмечено выше, номинальный расход определяется при падении давления 70 бар.
Предпочтительным образом параметр электрогидравлического исполнительного элемента выбирается с помощью неравенства QNenn≥1592×Vzyl, причем в это численное неравенство следует подставить объем Vzyl цилиндра в м3 и номинальный объемный расход QNenn в л/мин. Объем цилиндра может быть получен из формулы Vzyl=AZyl×Hub, где площадь поршня обозначена как AZyl, а максимальный ход поршня обозначен как Hub. Чтобы достичь особенно высокой динамики подавления вибраций, является предпочтительным соотнести с каждым исполнительным элементом точно один гидравлический исполнительный орган установки валков.
Чтобы обеспечить возможность в максимальной степени непосредственной реализации соответствующего изобретению способа, которая решает задачу, лежащую в основе изобретения, является предпочтительным, что имеются электрически управляемый гидравлический клапан, на который подается регулирующее воздействие, и по меньшей мере один гидравлический цилиндр установки валков, посредством которого может нагружаться по меньшей мере один валок блока валков, причем гидравлический клапан имеет номинальный расход ≥50 л/мин, и по меньшей мере часть частотной характеристики при частотах f≥80 Гц характеризуется спадом величины ≤3 дБ, и в этом частотном диапазоне снижение фазы ϕ удовлетворяет условиям  и ϕ<90°.
и ϕ<90°.
Особенно предпочтительным образом устройство для подавления вибраций выполняется, если по меньшей мере часть частотной характеристики гидравлического клапана при частотах f≥80 Гц, предпочтительно 200≥f≥80 Гц, характеризуется спадом величины ≤3 дБ, и в этом частотном диапазоне снижение фазы ϕ удовлетворяет условиям  , предпочтительно
, предпочтительно  , особенно предпочтительно
, особенно предпочтительно  и ϕ<90°.
и ϕ<90°.
В другом предпочтительном выполнении соответствующего изобретению устройства измерительное устройство выполняется как датчик ускорения, давления или усилия. Измерительные устройства связаны, например, через кабель или шину с цифровым регулятором.
Предпочтительное измерительное устройство может быть реализовано в том случае, если измерительное устройство имеет два датчика ускорения, причем один датчик связан с штоком поршня, а другой датчик - с корпусом гидравлического цилиндра установки валков. При этом является предпочтительным, если ось измерения датчика ускорения ориентирована параллельно направлению установки гидравлического цилиндра установки валков.
Дополнительное улучшение динамических свойств соответствующего изобретению устройства может быть достигнуто, если питающий трубопровод и/или управляющий трубопровод, и/или трубопровод резервуара к гидравлическому клапану имеет гидравлический аккумулятор для стабилизации давления.
Для высоких усилий прокатки является предпочтительным такое выполнение устройства, что гидравлический клапан имеет номинальный расход ≥100 л/мин, предпочтительно ≥200 л/мин.
Предпочтительным образом электрогидравлический исполнительный элемент имеет номинальный расход QNenn≥1592×Vzyl, при этом вновь объем Vzyl цилиндра подставляется в м3 и номинальный объемный расход QNenn в л/мин.
Предпочтительная конструктивная форма устройства, будучи особенно компактной, может быть реализован, если регулятор с гидравлическим клапаном образует конструктивный узел или если регулятор находится, например, в непосредственной пространственной близости от гидравлического клапана. Гидравлический клапан соединен, например, посредством кабеля или шины с цифровым регулятором.
Особенно предпочтительные динамические свойства устройства могут быть реализованы, если гидравлический клапан с гидравлическим цилиндром образует конструктивный узел или гидравлический клапан находится в непосредственной пространственной близости от гидравлического цилиндра.
Другие преимущества и признаки предложенного изобретения следуют из последующего описания неограничивающих примеров выполнения со ссылками на чертежи, на которых показано следующее:
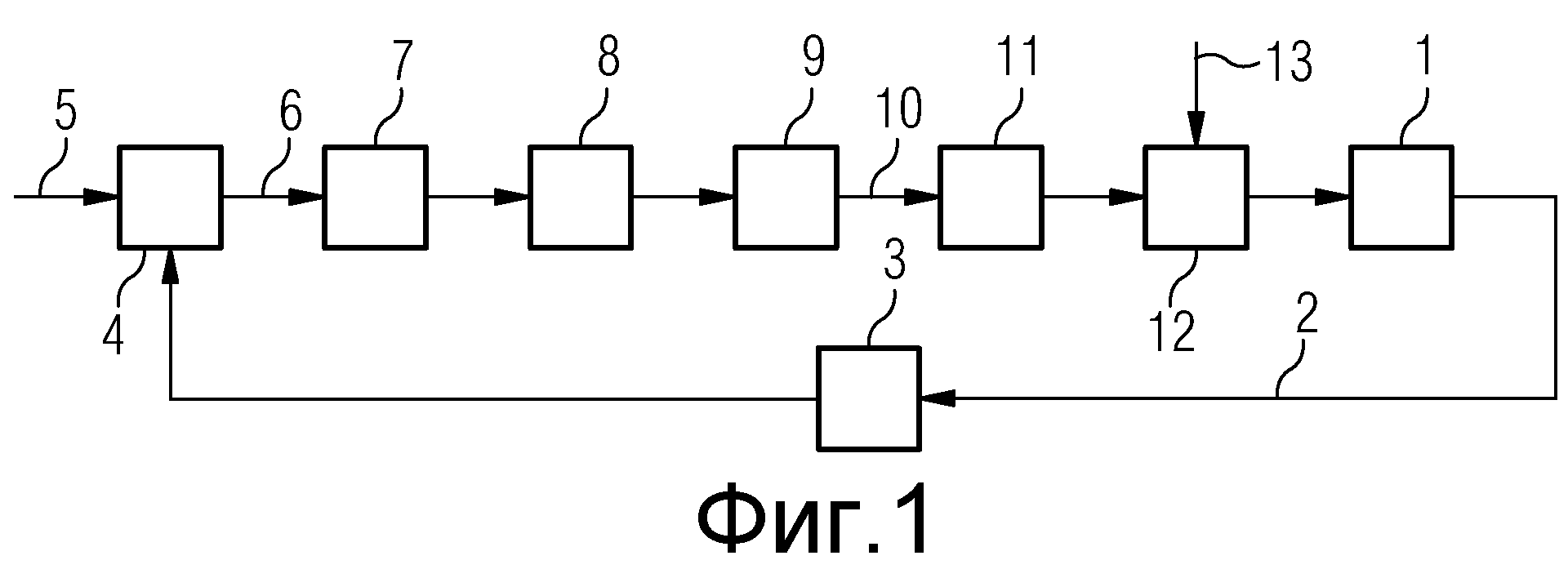
фиг.1 - схема тракта регулирования для подавления колебаний,
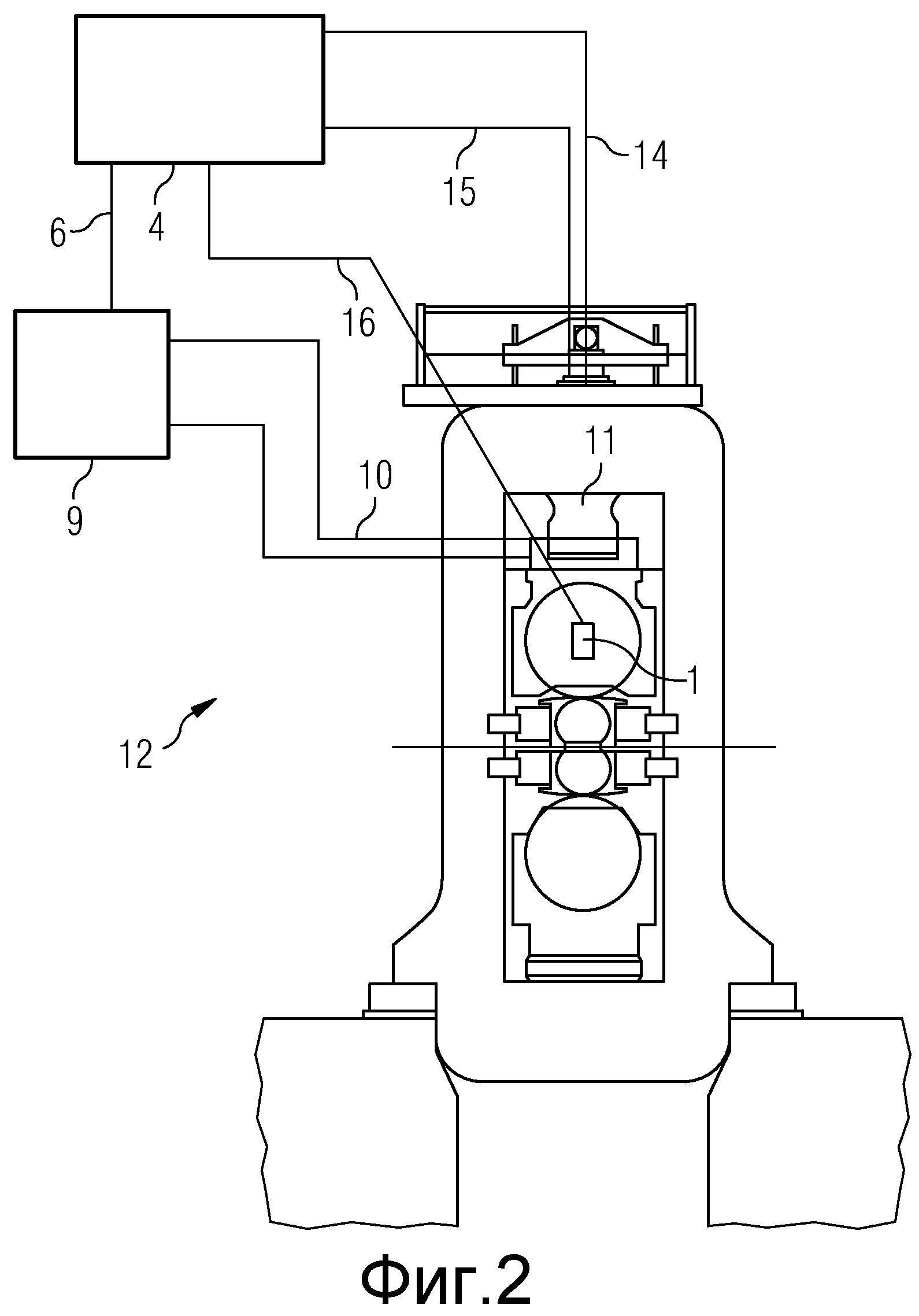
фиг.2 - схема прокатной клети с соответствующим изобретению устройством для подавления вибраций,
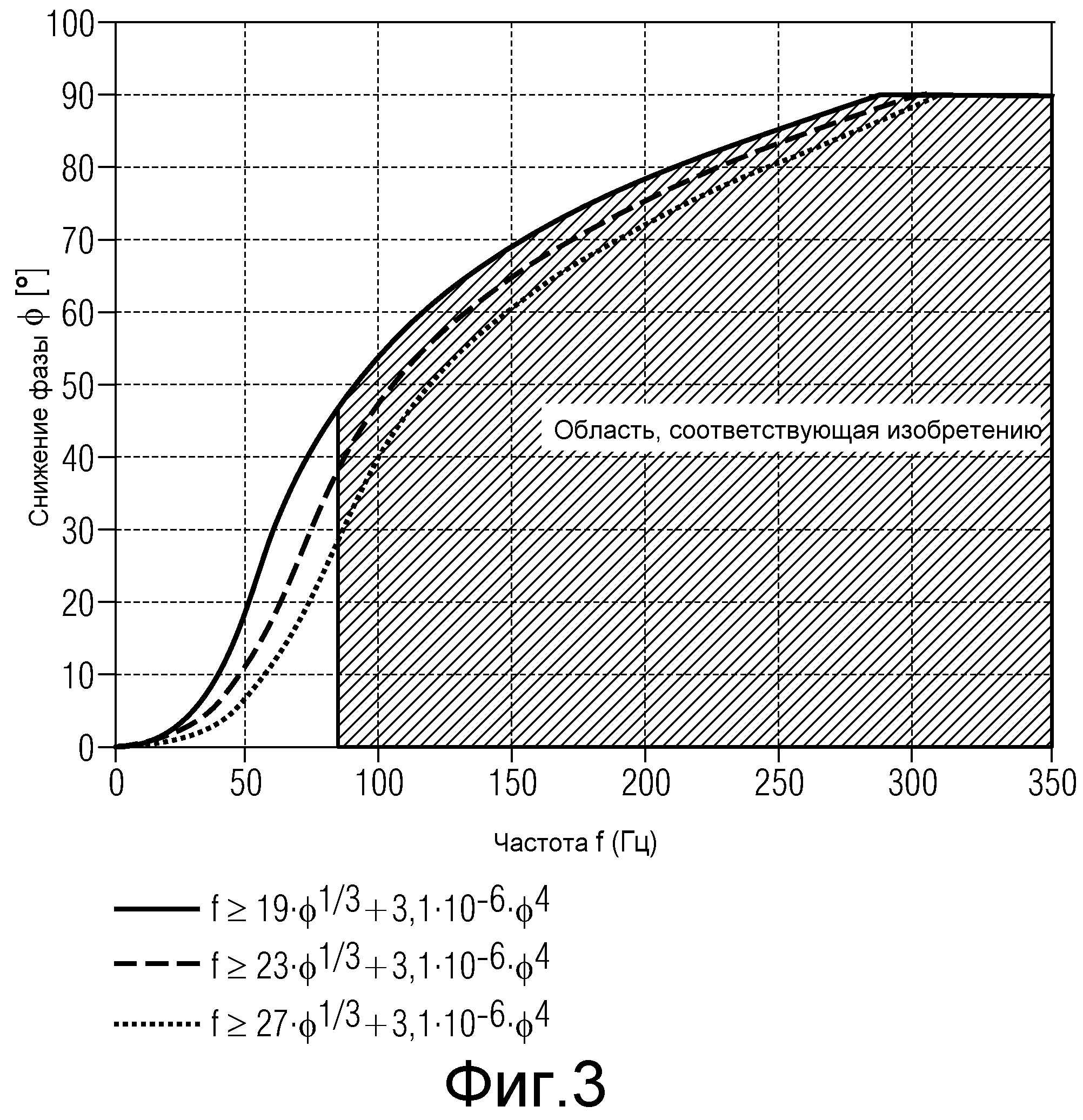
фиг.3 - соответствующее изобретению снижение фазы электрогидравлического исполнительного элемента.
Фиг.1 показывает принципиальную структуру тракта регулирования для подавления вибраций. Через датчик 1 ускорений, который соединен с валком прокатной клети 12, измеренная величина 2 подается на полосовой фильтр 3, который выполнен как полосовой фильтр четвертого порядка, который подает релевантную для вибраций частотную составляющую измеренного параметра, то есть сигнала ускорения, на регулятор 4. Этот регулятор 4, содержащий алгоритм регулирования и подмодель, характеризующую состояние установки, вычисляет в реальном времени с учетом отфильтрованного измеренного параметра 2 и заданного параметра 5 по меньшей мере одно переменное во времени регулирующее воздействие 6, которое подается на звено 7 опережения/ запаздывания и затем на нелинейное звено 8 компенсации. Посредством звена 7 опережения/запаздывания может изменяться фазовое положение сигнала, в конкретном случае регулирующего воздействия 6. Подобное изменение фазового положения является особенно предпочтительным, потому что при определенной прокатной установке можно исходить из по существу постоянной частоты вибраций, и можно это знание целенаправленно использовать для повышения эффективности подавления колебаний. Если, например, исходить из частоты вибраций 150 Гц прокатной установки и если при этой частоте либо из технического паспорта, либо из экспериментальных исследований гидравлического клапана известно, что клапан на этой частоте имеет известное снижение фазы, то это снижение фазы можно посредством звена 7 опережения/запаздывания полностью или по меньшей мере частично компенсировать. После звена 7 опережения/запаздывания существенные нелинейности, например, характеристики расхода гидравлического сервоклапана 9 и/или динамической характеристики гидравлического цилиндра 11, компенсируются посредством компенсатора 8. Таким образом, скомпенсированный и сдвинутый по фазе сигнал регулирующего воздействия затем подается на гидравлический клапан 9, который выполнен как непрерывный, одно- или многоступенчатый сервоклапан, клапан пропорционального регулирования или регулировочный клапан. Полученный в результате объемный расход 10 в дальнейшей последовательности подается на по меньшей мере один выполненный как гидравлический цилиндр 11 исполнительный орган, который в свою очередь прикладывает усилия к валку блока валков. За счет этого является возможным, во-первых, из возмущающего воздействия 13 целенаправленно выделить энергию, а во-вторых, целенаправленно оказывать влияние на демпфирование всей системы. Оба мероприятия предпочтительным образом влияют на подавление 3-октавных вибраций и обуславливают то, что тем самым качество прокатываемого материла и/или производительность прокатного стана могут быть повышены.
На фиг.2 показана прокатная клеть 12 прокатного стана. При этом регулятор 4 связан с гидравлическим клапаном, выполненным как сервоклапан. В гидравлическом цилиндре, который связан с гидравлическим клапаном 9, нагружается валок установки валков, причем наряду с перемещением установки валков также осуществляется нагружение для устранения вибраций. В качестве входных параметров для регулятора 4 указаны сигналы 14 позиционирования, сигналы 15 давления и сигналы 16 ускорения приемника 1 ускорения.
Фиг.3 показывает соответствующее изобретению снижение фазы электрогидравлического клапана. По ординате показана частота f в герцах, по абсциссе - снижение фазы ϕ в градусах. Частотный диапазон по причинам наглядности ограничен значением 350 Гц. Снижение фазы вычисляется следующим образом: если, например, на частоте f представляет интерес снижения фазы 60°, то есть речь идет о частоте, при которой фазовая характеристика составляет ϕ=-60°, то подставляют значение ϕ=60° в уравнение  . Отсюда получают значение f=114,6 Гц, то есть фазовая характеристика соответствующего изобретению клапана может только при частотах f≥114,6 Гц иметь снижение фазы ϕ=60°, или фазовая характеристика может только при частотах f≥114,6 Гц спадать ниже значения ϕ=-60°.
. Отсюда получают значение f=114,6 Гц, то есть фазовая характеристика соответствующего изобретению клапана может только при частотах f≥114,6 Гц иметь снижение фазы ϕ=60°, или фазовая характеристика может только при частотах f≥114,6 Гц спадать ниже значения ϕ=-60°.
Перечень ссылочных позиций
1 датчик ускорения
2 измеренная величина
3 полосовой фильтр
4 регулятор
5 заданный параметр
6 регулирующее воздействие
7 звено опережения/запаздывания
8 компенсатор
9 гидравлический клапан
10 объемный расход
11 гидравлический цилиндр
12 прокатная клеть
13 возмущающее воздействие
14 сигнал позиционирования
15 сигнал давления
16 сигнал ускорения









Способ и устройство для загрузки в плавильный агрегат
Минимизация натяжения полосы прокатываемого материала между двумя прокатными клетями
Способ и устройство для получения восстановительного газа из генераторного газа
Кристаллизатор для непрерывной разливки с круглым или многоугольным поперечным сечением
Способ очистки газового потока, нагруженного пылью
Прокатная клеть для изготовления катаной полосы
Охлаждающее устройство для горячего насыпного материала
Способ и устройство для изготовления прессованных изделий
Опора и вращающийся ввод для охлаждаемого ролика
Начальная часть, головка затравки и затравка для установки непрерывной разливки для отливки предварительного профиля
Способ восстановления на основе риформинг-газа с рециркуляцией восстановительных газов и декарбонизацией части отходящего газа, использованного в качестве горючего газа для риформинг-установки
Способ восстановления на основе риформинг-газа с пониженными выбросами no
Способ и устройство для загрузки в плавильный агрегат
Минимизация натяжения полосы прокатываемого материала между двумя прокатными клетями
Способ и устройство для получения восстановительного газа из генераторного газа
Кристаллизатор для непрерывной разливки с круглым или многоугольным поперечным сечением
Способ очистки газового потока, нагруженного пылью
Прокатная клеть для изготовления катаной полосы
Охлаждающее устройство для горячего насыпного материала
Способ и устройство для изготовления прессованных изделий

