Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ РОТАЦИОННОЙ ВЫТЯЖКОЙ ТОНКОСТЕННЫХ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и предназначено для изготовления тонкостенных крупногабаритных обечаек специальной техники, работающих под высоким давлением, технологическим процессом ротационной вытяжки.
Известен способ изготовления тонкостенных оболочек, описанный в патенте РФ на изобретение №2426617 с приоритетом от 18.03.2010 г. опубл. 20.08.2011 г. и включающий резку труб на заготовки, механическую, термоупрочняющую и ротационные обработки. Заготовки после термоупрочнения подвергают механической обработке, фосфатированию, пластическому ротационному деформированию вытяжкой за один или несколько проходов, ротационному выглаживанию обработанной поверхности и ротационному обжиму концевых участков. Перед фосфатированием заготовок осуществляют обезжиривание в ваннах с содой кальцинированной, травлению в ваннах с серной кислотой, а фосфатирование проводят в ваннах с препаратом «Фоскон 5» (НК-11) или «Рускон» с концентрацией 130-170 г/литр с добавкой нитрита натрия с концентрацией 0,2-0,3 г/литр при температуре 40-60°С с последующим омылением в ваннах с мылом хозяйственным.
Но данный способ подготовки поверхностей заготовок для ротационной вытяжки не решает вопроса снятия наклепа, образовавшегося при механической обработке и приводящего к недопустимым дефектам поверхности готовой обечайки в виде «шелушения» или «рыбьей чешуи».
Известен «Способ изготовления тонкостенных осесимметричных сосудов», описанный в патенте РФ на изобретение 2190493, С2 B21D 51/10, В23К 28/02, В23К 101:12 дата начала отсчета срока действия патента: 06.12.2000 г., опубликовано: 10.10.2002 г. и включающий получение донной и цилиндрической части заготовки с последующей их сваркой и ротационную вытяжку шариковой головкой цилиндрической части сосуда с одновременной обкаткой шариками кольцевого и продольного шва.
Однако данный способ не обеспечивает 100%-ю надежность обечаек, при работе под высоким давлением, из-за неизбежных дефектов продольного шва, как наиболее нагруженного. Указанные дефекты приводят к неизбежному браку изделий, уже на финишных операциях. К недостаткам данного способа также следует отнести то, что заготовка донной части сосуда является полуфабрикатом вытяжки (штампованный колпак с дном), что сказывается на геометрических параметрах и качестве поверхности готовой детали.
Самым близким по своей технической сущности является способ ротационной вытяжки оболочек из трубных заготовок и трубная заготовка для изготовления оболочек ротационной вытяжкой, описанный в патенте РФ на изобретение RU 2405646 С1, B21D 22/16, B21D 51/16 с приоритетом от 20.04.2009 г., опубликованное 20.04.2009 г., включающий деформирование установленной на оправке вращающейся трубной заготовки деформирующими роликами. Используют трубную заготовку с заходными цилиндрическими и коническими участками. Заготовку устанавливают на оправку с зазорами между ее внутренней поверхностью и оправкой и между наружной поверхностью заходного цилиндрического участка и деформирующими роликами. Вход в заготовку и выход из заготовки деформирующих роликов осуществляется под углом. Деформирующие ролики выполнены с профилем, имеющим передний и задний углы не менее, соответственно, угла наклона заходного конического участка трубной заготовки и угла входа и выхода из нее роликов. Деформирование начинают с началом вращения роликов в момент их касания заготовки. Заканчивают деформирование на расстоянии от конца заготовки не менее толщины ее стенки. Заходной цилиндрический участок трубной заготовки имеет диаметр равный 0,9-0,99 диаметра основной части заготовки, и длину, равную 2-5 толщины стенки заготовки. Внутренняя или наружная поверхность заходного цилиндрического участка выполнена с торцевым упором, имеющим толщину, равную 0,6-1,5 толщины стенки заготовки.
Но данный способ не позволяет избежать дефекта в виде «налипания» металла на калибрующий поясок роликов в момент касания роликов с заготовкой и на поверхности готовых обечаек образуются отпечатки, уменьшающие толщину стенки, и, как следствие, снижающие конструктивную прочность изделия из-за наличия концентраторов напряжения. Кроме того, имеющаяся анизотропия механических свойств на трубной заготовке вдоль образующей и по окружности приводит к искажению геометрических параметров обечаек в процессе ротационной вытяжки в части прогиба, овальности и радиального биения. При многономенклатурности изделий для каждого вида обечайки необходима труба соответствующего размера, что приводит к удлинению сроков подготовки производства новых образцов спецтехники и повышению себестоимости производства обечаек.
Предлагаемое техническое решение направлено на достижение следующего технического результата: улучшение качества и надежности обечаек спецтехники работающих при высоких давлениях, сокращение сроков на подготовку производства, сокращение трудозатрат и снижение себестоимости обечаек.
Поставленная задача решается за счет того, что способ изготовления ротационной вытяжкой тонкостенных крупногабаритных обечаек, включающий изготовление заготовок с наружными диаметрами от 278 мм до 409 мм из прутка диаметром 250 мм, резку прутка на отрезки, их нагрев, осадку на молоте, прошивку с двух сторон и раскатку полученного кольца на оправке, механическую обработку раскатанных колец с выполнением на конце фаски 2×30° и заходной цилиндрической части с торцевым упором, и ротационную вытяжку подготовленной заготовки роликами, которую проводят на начальных переходах «на проход» с увеличением продольной подачи на 15-20% к выходу ролика с заготовки. Заходной цилиндрический участок выполняют диаметром Дн, определенным из соотношения:

где: dвн - внутренний диаметр заготовки, мм;
Рпп - наибольшее усилие продольной подачи, кг;
σв - временное сопротивление разрыву, кг\мм2.
При этом толщину торцевого упора определяют по формуле:

где: lт - толщина торцевого упора, мм;
Lокр - длина окружности заготовки в месте торцевого упора, мм;
Рпп - наибольшее усиление продольной подачи, кг;
τср - сопротивление срезу для стали марки 32Х2НВМБР в высоко отпущенном состоянии, кг/мм2.
Поскольку выпускаемые промышленностью трубы в соответствии с рядом диаметров по ГОСТ 8732 не всегда обеспечивают необходимые конструктивные размеры конкретных обечаек, то для изготовления заготовок под ротационную вытяжку вместо труб, сварных полуфабрикатов или штампованных цилиндров используют широкое кольцо, полученное методом молотовой раскатки. При изготовлении широких колец для заготовок под ротационную вытяжку с наружными диаметрами 278 мм, 331 мм, 392 мм, 399 мм и 409 мм применяют одинаковый пруток диаметром 250 мм из стали марки 32Х2НВМБР, то есть унифицированный пруток для 5-ти изделий. Для экономии металла ротационную вытяжку на начальных переходах проводят «на проход», увеличивая продольную подачу на 15-20% к выходу ролика с заготовки, что позволяет избежать «краевого эффекта». Для этой же цели в конце заготовки выполняют фаску 2×30°, что позволяет экономить металл и исключить дефекты в виде раструба и растрескивания. Заходной цилиндрический участок выполняют диаметром Дн, определенным из соотношения:

где: dвн - внутренний диаметр заготовки, мм;
Рпп - наибольшее усилие продольной подачи, кг;
σв - временное сопротивление разрыву, кг\мм2.
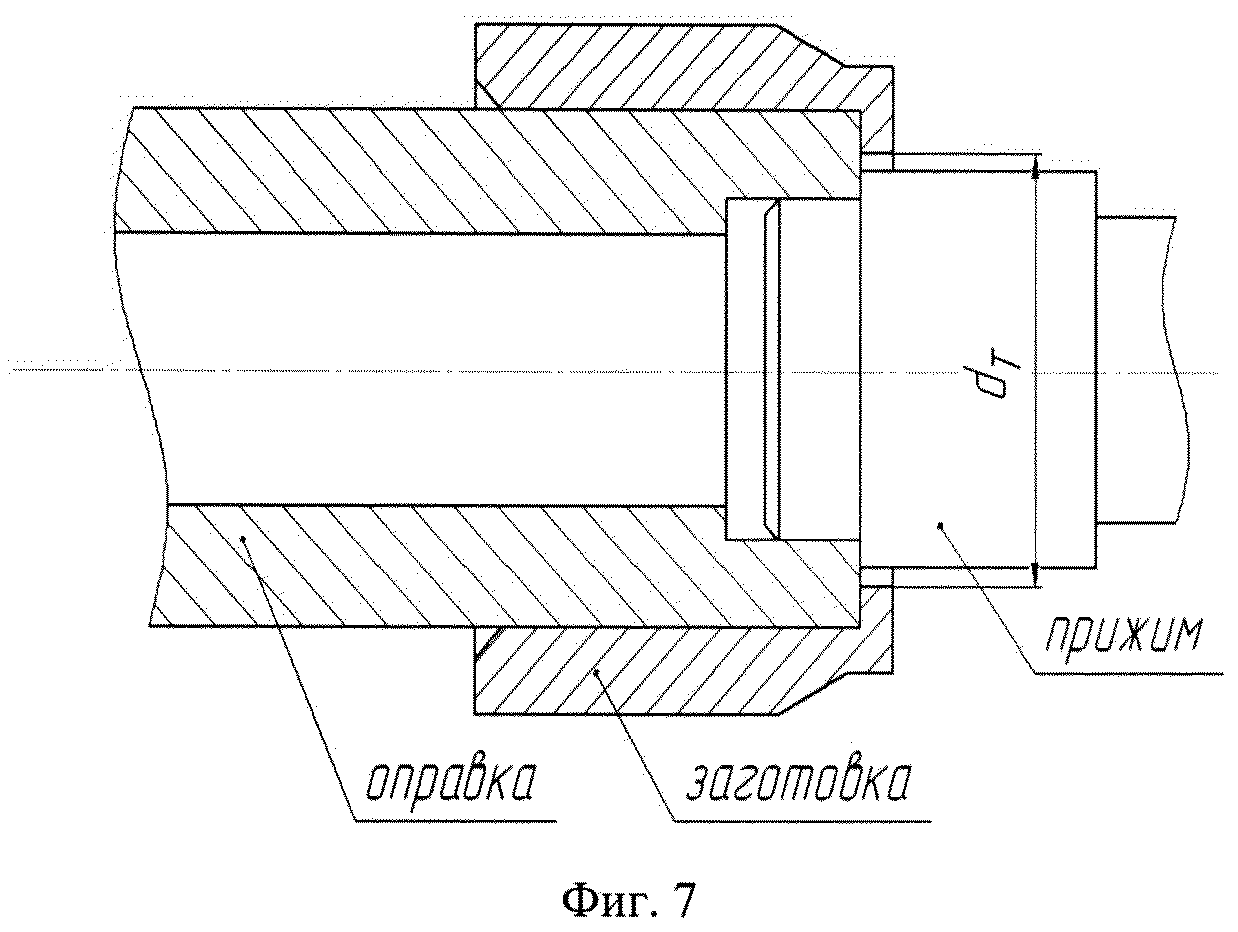
Соблюдение этого условия позволяет избежать дефекта в виде «налипания» металла на калибрующий поясок роликов в момент касания роликов с заготовкой и получить качественную поверхность обечайки без отпечатков от «налипов». Перемешивание волокна во время осадки, прошивки, подкатки и молотовой раскатки уменьшает анизотропию механических свойств по образующей заготовки и по окружности заготовки, что улучшает геометрические параметры обечаек в части прогиба, овальности и радиальному биению. Применяют конструкцию самоцентрирующейся заготовки на оправке при ротационной вытяжке без поджатия ее прижимом, что обеспечивает большую точность по толщине стенки обечайки из-за отсутствия биения оправки. Для выполнения этого условия диаметр dт заготовки выполняют больше диаметра прижима. При этом толщину торцевого упора определяют по формуле:

где: lт - толщина торцевого упора, мм;
Lокр - длина окружности заготовки в месте торцевого упора, мм;
Рпп - наибольшее усиление продольной подачи, кг;
τср - сопротивление срезу для стали марки 32Х2НВМБР в высоко отпущенном состоянии, кг/мм2.
После механической обработки проводят гомогенизирующий отпуск при 660±10° в течение 2 часов для снятия наклепа на поверхности заготовок от токарной обработки, являющегося причиной образования дефекта в виде «шелушение» или «рыбья чешуя». Одновременно образуется пористая, рыхлая окисная пленка, хорошо удерживающая смазку на поверхности заготовки. Данная операция заменяет дорогостоящие процессы фосфатирования, омыления и т.д. и предназначена для уменьшения трения между заготовкой и оправкой, и в месте контакта деформирующих роликов с металлом заготовки.
Суть технического решения поясняется чертежами, где на фиг.1, 2, 3, 4, 5 показана схема молотовой раскатки по операциям, а на фиг.6 и 7 показаны заготовка для ротационной вытяжки и схема ее установки на оправку.
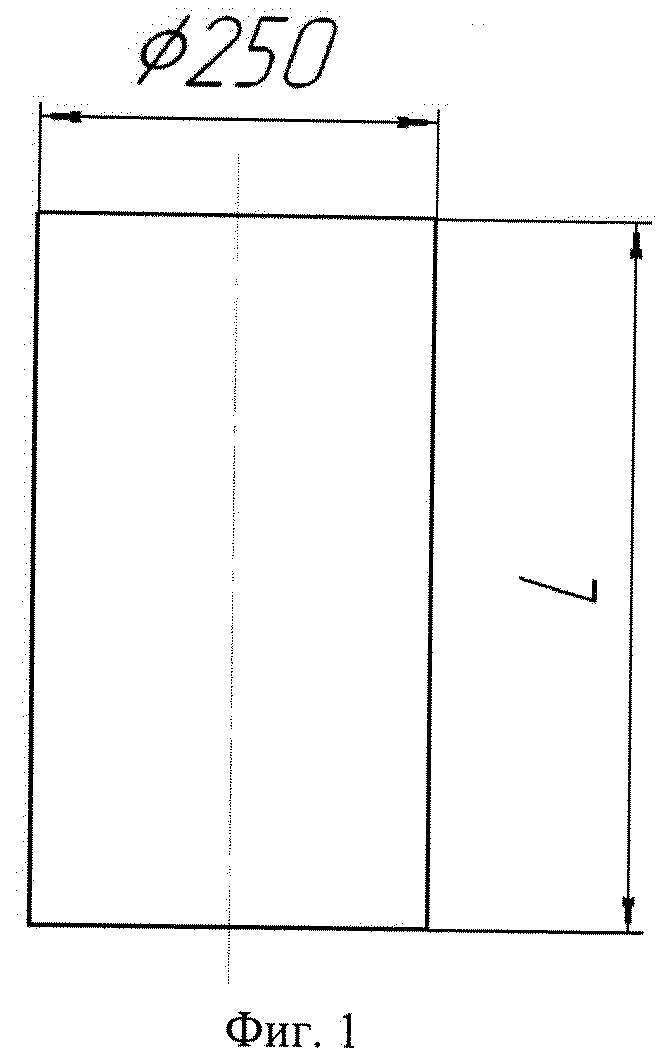
На фиг.1 изображена прутковая заготовка ф250 мм и длиной L. Длину L мм назначают для конкретной заготовки из условия равенства объемов прутка и заготовок для ротационной вытяжки с припусками на механическую обработку, угар металла в процессе горячей обработки и на объем металла, удаляемого при прошивке.
На фиг.2 изображена заготовка после горячей осадки на молоте. В этой операции начинают перемешивание волокна.
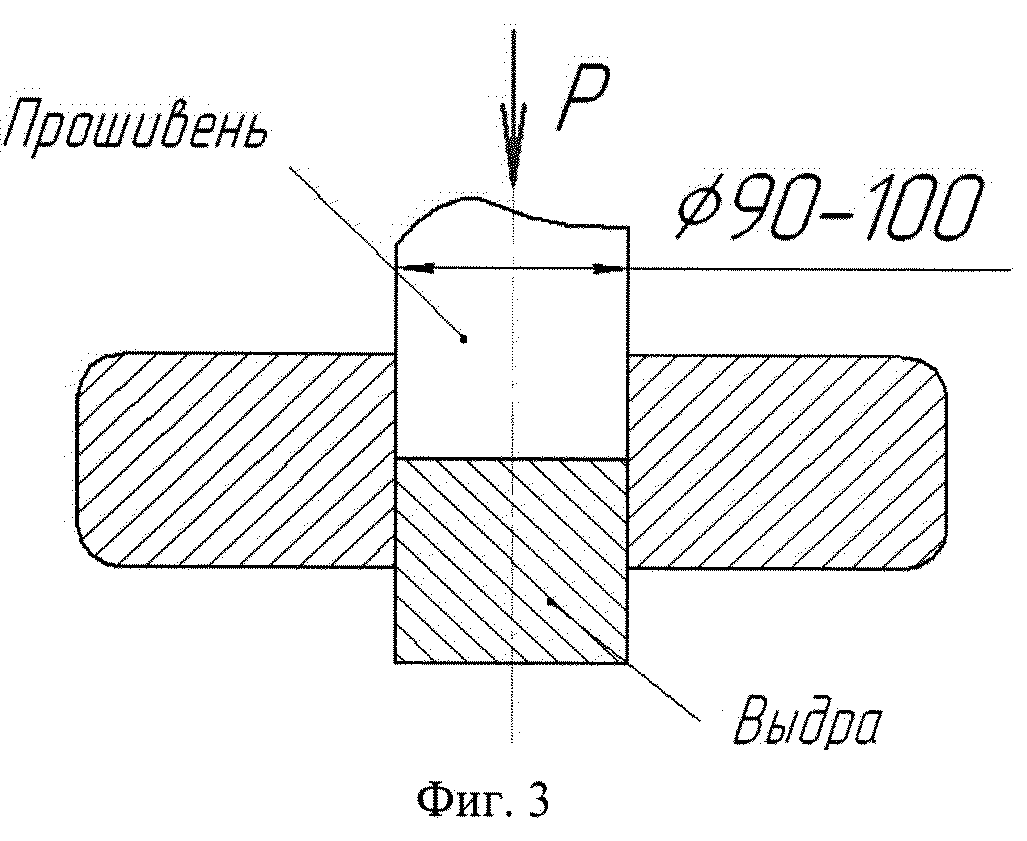
На фиг.3 изображена заготовка кольца после прошивки с двух сторон с подкаткой по образующей. В процессе прошивки производят дальнейшее перемешивание волокна и удаляют центральную часть прутка, имеющую самую большую загрязненность по неметаллическим включениям и макродефектам структуры.
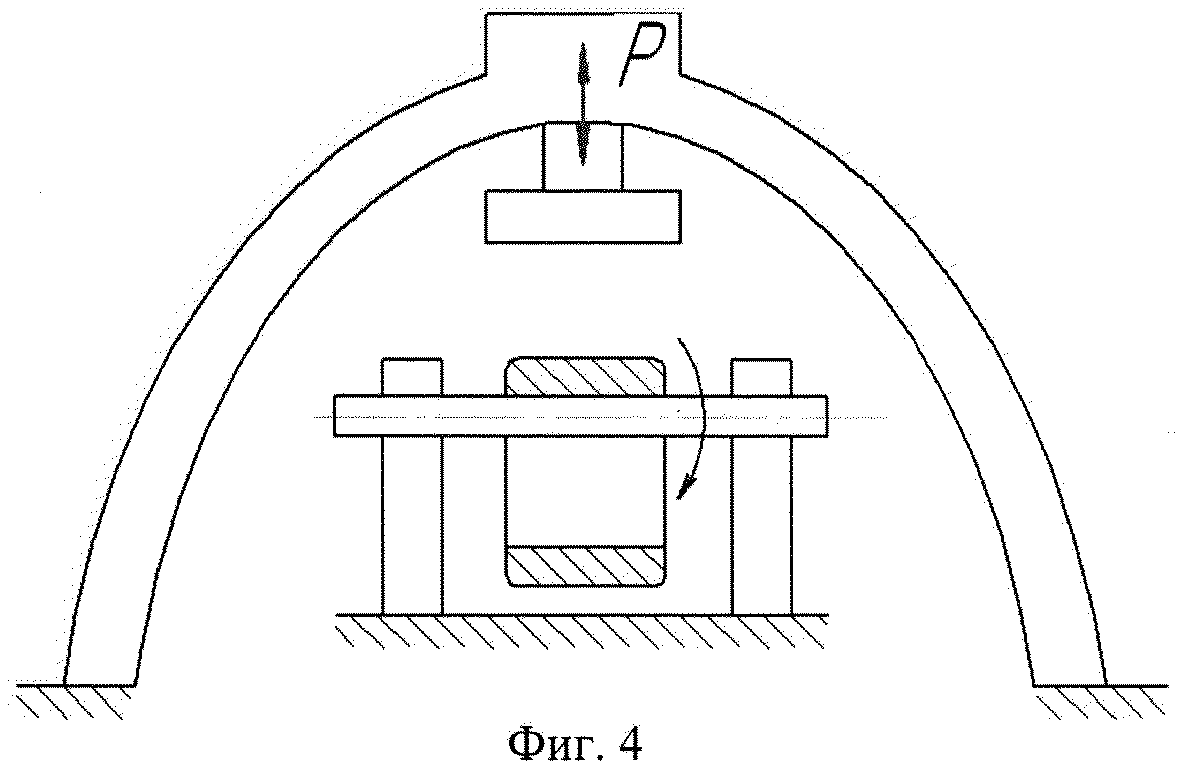
На фиг.4 изображена горячая молотовая раскатка кольца. Заготовку кольца после прошивки помещают на оправку, и под ударами верхнего бойка молота за счет возникших тангенциальных напряжений ее увеличивают по наружному диаметру с уменьшением толщины и некоторым увеличением ширины. Здесь также продолжают перемешивание волокна.
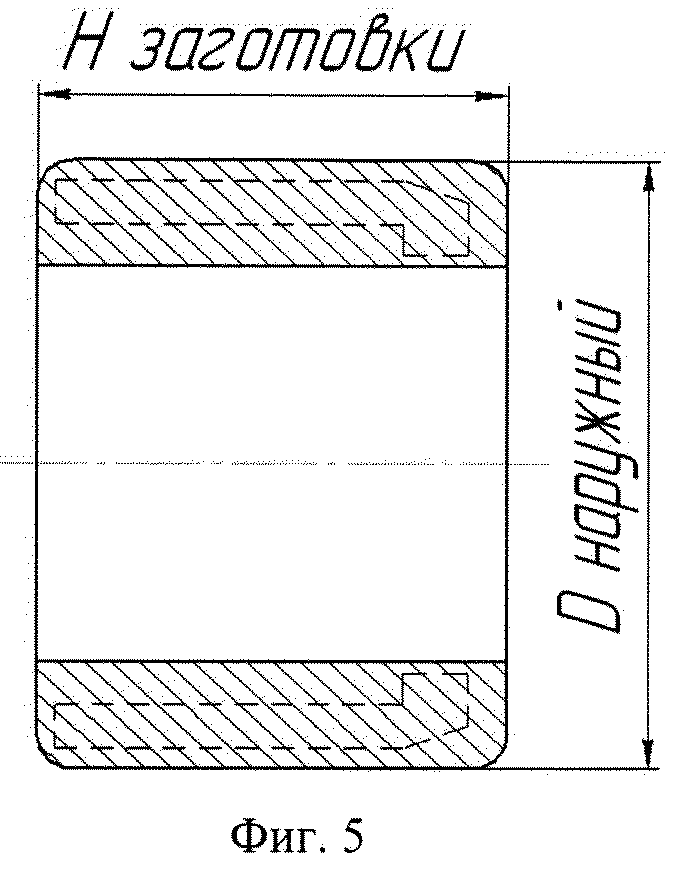
На фиг.5 изображено кольцо после раскатки. Кольцо правят по торцу, диаметру и, при необходимости, проводят подкатку для обеспечения размеров. Пунктиром показана заготовка для ротационной вытяжки.
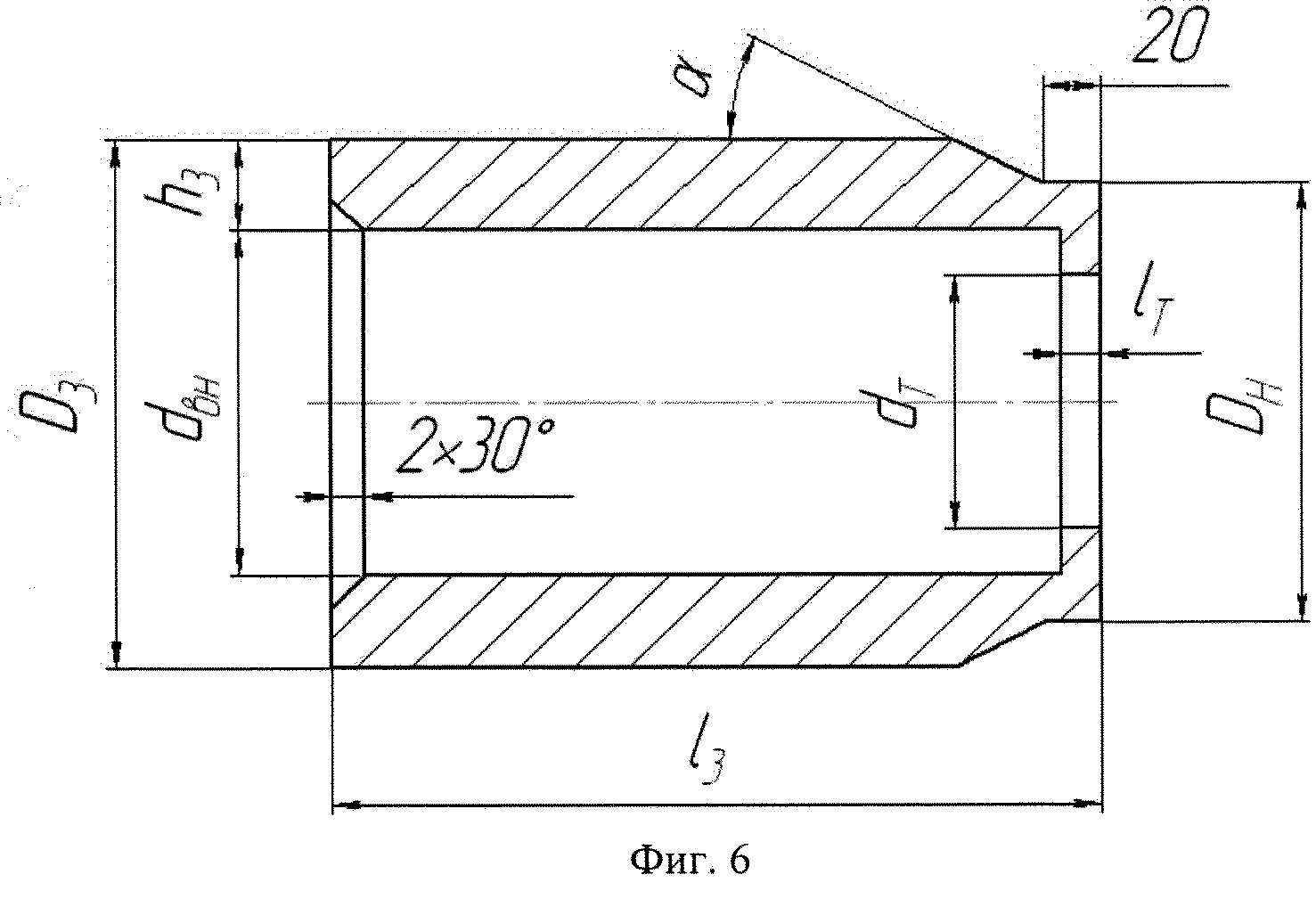
На фиг.6 изображена заготовка для ротационной вытяжки после механической обработки и гомогенизирующего отпуска. Длину lз выбирают из условия равенства объемов заготовки и готовой обечайки с припуском на механическую обработку по торцам. Длина заходного цилиндрического участка равна 20 мм. Угол ά° равен углу на рабочей поверхности деформирующего ролика, hз назначают из соотношения:
hз=hоб×K, мм
где: К - зависит от механических свойств материала обечайки. В частности для стали 32Х2НВМБР К=7-8;
hоб - толщина объектовой обечайки, мм.
Размеры lт мм и Дн мм определяют расчетом из условий прочности материала и модели раскатного стана.
На фиг.7 показан принцип установки самоцентрирующейся заготовки на оправку при ротационной вытяжке. Заготовку устанавливают на оправку без поджима прижимом. Прижим удерживает только оправку, но не прижимает заготовку. В процессе ротационной вытяжки заготовка удерживается от проворачивания силой трения между торцевым упором заготовки и торцом оправки. В результате такой установки заготовки получают разностенность обечайки не более 0,1 мм на длине 1000-1200 мм.
Способ производства заготовок для ротационной вытяжки обечаек осуществляется следующим образом: например, для получения заготовки диаметром 409 мм из прутка ф250 мм конструкционной высокопрочной легированной стали марки 32Х2НВМБР нарезают отрезки длиной L=224+2 мм (см. фиг.1), затем производят нагрев до 1050°С и осаживают на молоте до высоты 208±2 мм (см. фиг.2). На этом же молоте производят прошивку с двух сторон, удаляя сердцевину прутка ф100 мм, и производят обкатку заготовки по образующей ударами верхнего бойка, установив заготовку на ребро. Придают заготовке цилиндрическую форму по наружному диаметру (см. фиг.3), затем производят подогрев прошитых заготовок до 1050°С и раскатывают на оправке последовательными ударами по кольцу, проворачивая его вдоль оси. За счет тангенциальных напряжений кольцо утоняется, увеличивается по диаметру и несколько расширяется, достигая размеров: наружный диаметр - 425±5 мм; внутренний диаметр - 355±5 мм; ширина - 220±5 мм (см. фиг.4). По окончании молотовой раскатки горячее кольцо правят на молоте по торцам и по диаметру (см. фиг.5). Производят неполный смягчающий отжиг кованых раскатных колец по ступенчатому режиму. Производят механическую обработку раскатанных колец по чертежу заготовки для ротационной вытяжки до наружного диаметра 409±0,1 мм, внутреннего диаметра 365±0,1 мм и ширины 210±0,5 мм (см. фиг.6). По окончании механической обработки перед ротационной вытяжкой проводят гомогенизирующий отпуск при 660±10°С в течении 2 часов. Подготовленную заготовку передают на операции ротационной вытяжки.
Совокупность признаков нова и позволяет при производстве заготовок для ротационной вытяжки обечаек из широких колец, полученных методом молотовой раскатки вместо полуфабрикатов из трубы, штампованного колпака или листосварной заготовки с продольным швом использовать унифицированный исходный пруток, в результате чего происходит быстрая перестройка производства по типоразмерам обечаек, и позволяют осуществлять формообразование с высокой устойчивостью процесса деформирования. Результаты испытаний подтвердили техническую возможность, а также экономическую целесообразность предлагаемого технического решения. Промышленное освоение нового способа изготовления заготовок позволит снизить себестоимость обечаек на 25-30%.
Способ изготовления ротационной вытяжкой тонкостенных крупногабаритных обечаек, включающий изготовление заготовок с наружными диаметрами от 278 мм до 409 мм из прутка диаметром 250 мм, резку прутка на отрезки, их нагрев, осадку на молоте, прошивку с двух сторон и раскатку полученного кольца на оправке, механическую обработку раскатанных колец с выполнением на конце фаски 2×30° и заходной цилиндрической части с торцевым упором, и ротационную вытяжку подготовленной заготовки роликами, которую проводят на начальных переходах «на проход» с увеличением продольной подачи на 15-20% к выходу ролика с заготовки.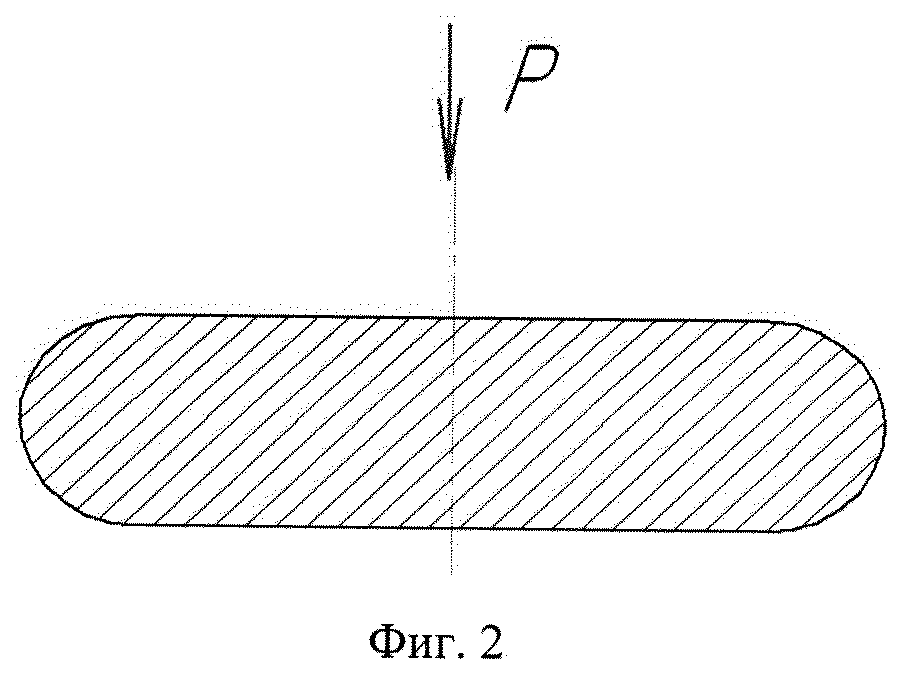
Способ определения расходования ресурса и спектра нагрузок основных элементов планера маневренных самолетов
Антитромботическое средство из целлюлозы пихты сибирской
Эффективное гемостатическое средство на основе двойной литиево-медной соли полиакриловой кислоты, одновременно обладающее высоким антисептическим действием
Способ подбора лекарственных препаратов у больных депрессией с помощью агрегационной способности тромбоцитов
Губка гемостатическая и способ ее получения
Раневое покрытие, обладающее гемостатическим действием, и способ его получения
Средство с антитромботической активностью
Гемостатическая губка (варианты)
Гемостатическая губка и способ ее получения
Гемостатическое покрытие в форме губки или плёнки (варианты)
Способ определения расходования ресурса и спектра нагрузок основных элементов планера маневренных самолетов
Антитромботическое средство из целлюлозы пихты сибирской
Эффективное гемостатическое средство на основе двойной литиево-медной соли полиакриловой кислоты, одновременно обладающее высоким антисептическим действием
Способ подбора лекарственных препаратов у больных депрессией с помощью агрегационной способности тромбоцитов
Губка гемостатическая и способ ее получения
Раневое покрытие, обладающее гемостатическим действием, и способ его получения
Средство с антитромботической активностью
Гемостатическая губка (варианты)
Гемостатическая губка и способ ее получения
Гемостатическое покрытие в форме губки или плёнки (варианты)

