Результат интеллектуальной деятельности: СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ
Вид РИД
Изобретение
Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах для штамповки коробок разнообразной в плане конфигурации из листовых материалов, металлов и неметаллов, преимущественно для штамповки-вытяжки коробчатых деталей автомобилей на прессах двойного или тройного действия.
Известен традиционный способ штамповки коробки из листовой заготовки на прессе двойного или тройного действия в штампе, который содержит пуансон, закрепленный на внутреннем ползуне пресса, матрицу, закрепленную на неподвижной нижней плите штампа и подштамповой плите пресса, и плоский прижим, закрепленный на наружном ползуне пресса (Справочник конструктора штампов: Листовая штамповка. Под общ. ред. Л.И. Рудмана. - М.: Машиностроение, 1988, с.299, рис.24). При данном способе листовую заготовку размещают в штампе для вытяжки, при ходе наружного ползуна пресса прижимают фланец заготовки рабочей поверхностью прижима к прижимной поверхности матрицы, далее при ходе внутреннего ползуна пресса пуансоном втягивают фланец заготовки в зазор между пуансоном и матрицей с образованием стенки коробки, с использованием пуансона и матрицы, контуры которых в плане соответствуют контуру стенки коробки в плане с учетом толщины этой стенки, после вытяжки в дне коробки пробивают одно или несколько отверстий, выполняют вытяжку из круглой листовой заготовки цилиндрического изделия пуансоном на прессе.
Этот известный способ вытяжки используется как при штамповке коробок со сплошным дном, так и коробок с одним или несколькими отверстиями в дне, только при штамповке коробок с отверстиями в дне после вытяжки добавляются операции пробивки отверстий в дне коробки.
Недостатком известного способа вытяжки коробок как с отверстиями в дне, так и без отверстий является возможность получения вытягиваемой коробки без разрушения заготовки только небольшой предельной высоты. На производстве этот недостаток при вытяжке коробок высотой, близкой к предельной, приводит к снижению точности и браку коробок из-за разрушения заготовок, излишнему увеличению нормы расхода материала на одну коробку и себестоимости изготовления коробки. Для устранения разрушения заготовок на операции вытяжки требуется останов автоматической линии штамповки и доработка штампа для вытяжки и всей технологии штамповки данной коробки, что приводит к большим производственным издержкам.
Задачей изобретения является получение штамповкой коробок из листовой заготовки с предельно возможной высотой без разрушения заготовки, когда после вытяжки в дне коробки пробивают конструктивно предусмотренные одно или несколько отверстий со стенкой разнообразной в плане конфигурации.
Поставленная задача решается за счет того, что в способе штамповки коробки из листовой заготовки на прессе двойного действия, когда заготовку размещают в штампе для вытяжки, производят прижим фланца заготовки рабочей поверхностью прижима к прижимной поверхности матрицы и вытяжку коробки втягиванием фланца заготовки в зазор между пунсоном и матрицей с образованием стенки коробки с использованием пуансона и матрицы, контуры которых в плане соответствуют контуру стенки коробки в плане с учетом толщины этой стенки, предварительно изготавливают листовую заготовку с пробитыми отверстиями, расположенными в местах, соответствующих опасным сечениям в процессе вытяжки и расположенных напротив угловых закруглений минимального радиуса кривизны стенки коробки в плане, форму и размеры которых определяют из условия перехода прилегающей к этим отверстиям центральной части заготовки в угловое закругление стенки коробки при вытяжке с удлинением этих отверстий к образующемуся борту, но не доходящих до зазора между пуансоном и матрицей. Далее в процессе вытяжки коробки на каждом из упомянутых угловых закруглений минимального радиуса кривизны образующейся стенки коробки в плане с образованием основного участка по высоте стенки коробки из краевой части заготовки и совмещают с отбортовкой дополнительных участков по высоте стенки коробки из центральной части заготовки, прилегающих к предварительно пробитым отверстиям с их удлинением в сторону середины угловых закруглений стенки коробки, не доходящим до зазора между пуансоном и матрицей, выполняют правку дна коробки, при этом устанавливают зазор между рабочей поверхностью прижима и прижимной поверхностью матрицы больше номинальной толщины заготовки с учетом верхнего предельного отклонения для полного распрямления образовавшихся под действием сжимающего напряжения во фланце заготовки складок небольшой высоты при их перемещении через рабочую скругленную кромку матрицы в вытягиваемую стенку коробку и их исключения на стенке коробки.
В итоге, увеличивается предельная высота коробки без разрушения заготовки.
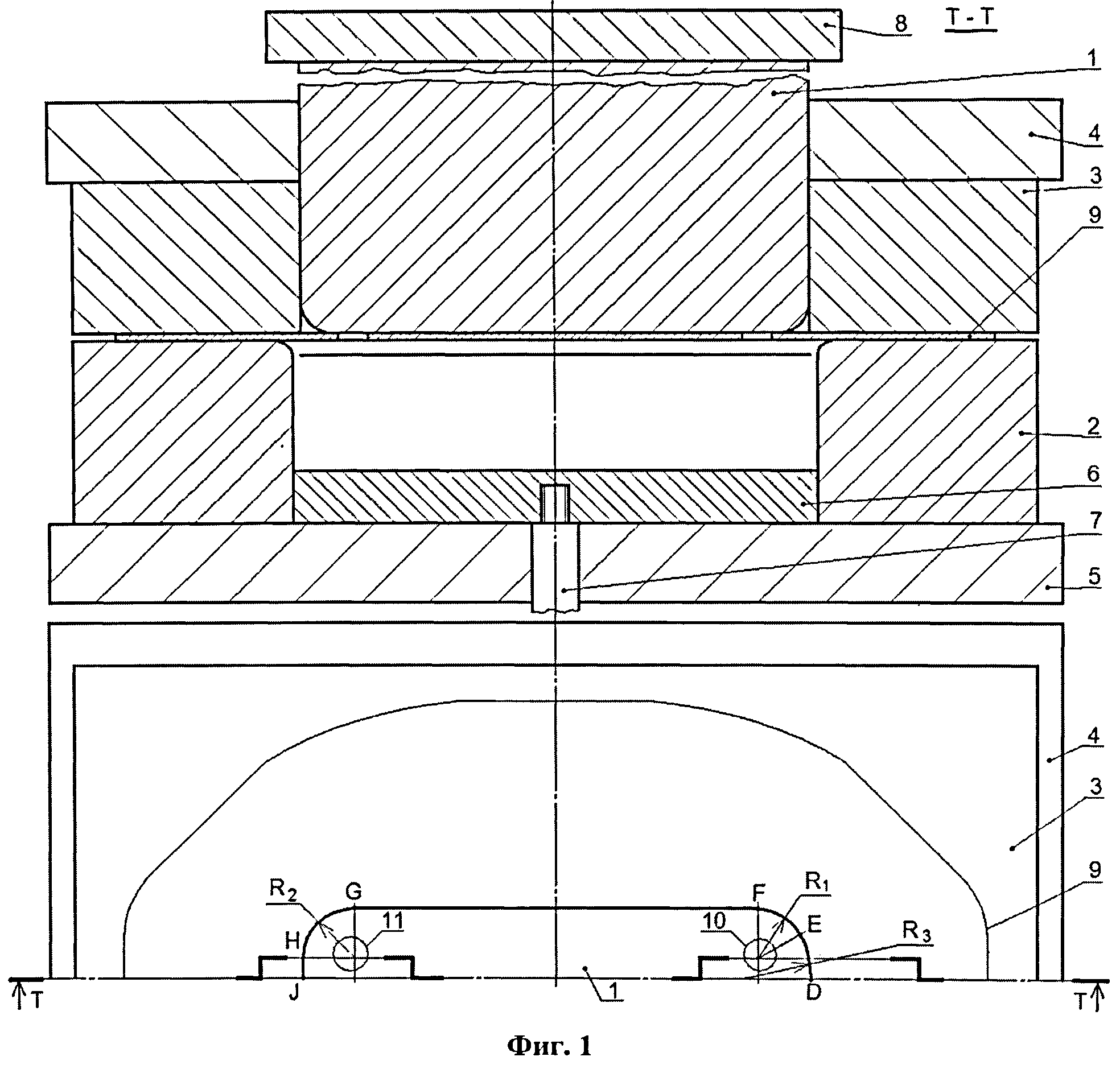
Сущность нового способа штамповки характеризуется фиг.1 и 2, на которых на главном виде спереди показан разрез Т-Т штампа для реализации данного способа, а на виде сверху из условия симметрии штампа для вытяжки показана лишь верхняя половина нижней неподвижной части штампа без заготовки 9 (фиг.1) и без коробки 12 (фиг.2); контуры заготовки 9 и предварительно пробитых в заготовке отверстий 10 и 11, а также контур вытянутой коробки 12 с измененными в процессе вытяжки отверстиями 13 и 14 на виде сверху показаны лишь тонкой линией. На фиг.1 продемонстрировано начало, а на фиг.2 - конец процессов вытяжки и отбортовки стенки коробки, а также конец правки или рельефной формовки дна коробки между выталкивателем 6 и торцом пуансона 1.
Штамп для реализации данного способа штамповки содержит следующие основные рабочие части: пуансон 1, матрицу 2 и прижим 3. Пуансон 1 закреплен на подвижной верхней плите штампа.8 и внутреннем ползуне пресса, а матрица 2 - на неподвижной нижней плите 5. Внутри матрицы 2 находится выталкиватель 6 (отштампованной коробки), действующий от толкателя 7 при помощи устройства штампа или пресса (не показаны). Прижим 3 закреплен на наружном ползуне пресса, который обеспечивает необходимую силу прижатия фланца заготовки.
Способ осуществляют следующим образом.
Определяют форму и размеры листовой заготовки: напротив закруглений стенки коробки в плане, контур заготовки строят в виде дуги окружности радиуса, равного радиусу заготовки для вытяжки осесимметричной детали, соответствующей закруглению коробки, а напротив прямолинейных отрезков стенки коробки в плане контур заготовки строят в виде прямой, отстоящей от стенки коробки на расстояние, рассчитанное как развертка стенки при гибке; контур заготовки получают, соединяя полученные отрезки прямых и дуг окружностей с учетом геометрии коробки. Напротив угловых закруглений минимального радиуса кривизны стенки коробки в плане, в местах где в процессе вытяжки будет находиться опасное сечение и возможно разрушение заготовки, определяют форму и размеры отверстий из условия, чтобы прилегающая к этим отверстиям центральная часть заготовки переходила в угловое закругление стенку коробки при вытяжке с удлинением этих отверстий к образующемуся борту, не доходящих до зазора между пуансоном и матрицей.
Вырубленную из листового материала заготовку 9 (фиг.1) с пробитыми отверстиями 10 и 11 укладывают на матрицу 2.
Сначала, при ходе наружного ползуна пресса, прижимом 3 прижимают фланец заготовки к прижимной поверхности матрицы 2, после чего наружный ползун и прижим 3 останавливаются и в процессе последующего формоизменения заготовки удерживают фланец заготовки от складкообразования.
Затем, при ходе внутреннего ползуна пресса вместе с пуансоном 1, при вытяжке коробки на угловых закруглениях минимального радиуса кривизны R1 или R2 образующейся стенки коробки в плане, в местах, где находится опасное сечение и возможно разрушение заготовки, вытяжку основного участка по высоте стенки коробки из фланца заготовки осуществляют на каждом из угловых закруглений минимального радиуса кривизны образующейся стенки коробки в плане с образованием, основного участка по высоте стенки коробки из фланца заготовки. Предварительно изготавливают листовую заготовку с пробитыми отверстиями 10 и 11 (фиг.1), которые удлиняются при отбортовке в направлении середины углового закругления стенки коробки 12; на фиг.2 удлиненные отверстия обозначены позициями 13 и 14.
Одновременно при подходе к нижнему крайнему положению штампа при помощи выталкивателя 6 и торца пуансона 1 правят выпуклое дно коробки, которое стало выпуклым под действием изгибающих моментов в процессе вытяжки, или рельефно формуют дно коробки.
В итоге, в данном процессе вытяжки с отбортовкой стенки коробки, предельную высоту коробки до разрушения заготовки увеличивают по сравнению с вытяжкой коробки без добавления отбортовки, а сам процесс штамповки коробки предельной высоты делают более устойчивым и надежным.
После ухода ползунов пресса вместе с подвижными частями штампа вверх в исходное положение выталкиватель 6 при помощи толкателя 7, действующего от устройства штампа или пресса, выталкивает вытянутую коробку 12 из матрицы 2 и возвращается в исходное верхнее положение, а коробка удаляется со штампа.
В штамп загружают новую заготовку и вытягивают новую коробку.
На последующих операциях штамповки деформированные после вытяжки отверстия в дне коробки обрезают до конструктивно предусмотренных размеров, далее, в случае необходимости, фланец коробки правят, радиусы у дна и фланца коробки калибруют и выполняют другие операции для получения формы и размеров, в соответствии с чертежом коробки.
При вытяжке коробки из листовой заготовки в каждой точке фланца заготовки, где находится очаг деформаций, действует растягивающее напряжение σn по нормали к внутреннему контуру краевой части заготовки, соответствующего контуру пуансона или стенке коробки в плане, и сжимающее напряжение σt в перпендикулярном нормальному направлении. Значения этих напряжений σn и σt в любой точке заготовки изменяются как во времени вытяжки, так и в пространстве при выборе различных точек по нормали или в перпендикулярном к нормали направлении. Следовательно, процесс вытяжки коробки является нестационарным.
При втягивании фланца заготовки в зазор между пуансоном и матрицей с образованием стенки коробки наибольшее растягивающее напряжение σn действует в поперечном, по отношению к вертикальной оси штампа, сечении образующейся стенки в месте перехода дна в стенку вытягиваемой коробки и в середине углового закругления коробки с наибольшей кривизной или с наименьшим радиусом кривизны, где толщина заготовки в процессе вытяжки стала минимальной. Поэтому это место на вытягиваемой коробке считается опасным, и именно в этом месте часто происходит разрушение заготовки на производстве при вытяжке коробки большой высоты, вследствие чего увеличиваются процент брака, норма расхода материала, трудоемкость и себестоимость изготовления коробки.
Из условия пластичности σn-σt=σs, где напряжение текучести σs в зависимости от интенсивности деформаций εi рассчитывают с учетом упрочнения заготовки по формуле Жаркова В.А.: σs=σт+σв(1+δр)εi n, n=ln{1-σт/[σв(1+δp)]}/ln[ln(1+δp)], а предел текучести σт, предел прочности σв, истинный предел прочности σв '=σв(1+δp) и относительное равномерное удлинение δp заготовки определяют по ГОСТ 11701-84 "Металлы. Методы испытаний на растяжение тонких листов и лент", следует, что на внешнем контуре заготовки напротив середины углового закругления коробки, где σn=0, действует наибольшее, по модулю, сжимающее напряжение σt, поэтому здесь - наибольшая опасность складкообразования заготовки и нужен прижим. По мере удаления от контура заготовки по фланцу вдоль нормали к середине углового закругления коробки растягивающее напряжение σn увеличивается, а сжимающее напряжение σt уменьшается, но даже на внутреннем контуре фланца заготовки и далее на закруглении рабочей кромки матрицы сжимающее напряжение σt остается достаточно большим, чтобы вызвать потерю устойчивости плоских участков на вытягиваемой стенке коробки.
Наименьшее растягивающее напряжение σn действует в направлении вытягиваемой стенки в середине прямолинейных отрезков и кривых с большим радиусом кривизны контура стенки коробки в плане или в середине плоских участков стенки. Из приведенного выше условия пластичности следует, что при малом растягивающем напряжении σn сжимающее напряжение σt по модулю становится большим, по краям каждого вытягиваемого плоского участка стенки направлено навстречу друг другу из двух противоположных угловых закруглений и вызывает потерю устойчивости этого участка, вследствие чего в зазоре между пуансоном и матрицей на плоских участках стенки коробки появляются дефекты типа неплоскостности, складок, неровности, местной выпуклости и вогнутости. Если у вытянутой коробки вырезать плоский участок с этими дефектами, то дефекты лишь уменьшатся, но не исчезнут, что говорит о том, что потеря устойчивости плоских участков при вытяжке коробки происходит за пределом упругости в области пластических деформаций. Это же сжимающее, напряжение σt действует не только на каждый вытягиваемый плоский участок стенки, но и на каждый вытягиваемый участок углового закругления коробки, однако жесткость углового закругления выше жесткости плоского участка стенки коробки, поэтому под действием сжимающего напряжения σt угловое закругление стенки коробки лишь изгибается в пределах зазора между пуансоном и матрицей, а потери устойчивости стенки коробки на угловом закруглении не происходит.
Таким образом, если для штамповки коробки применить заготовку, в центральной части которой пробиты отверстия напротив прямолинейных отрезков и кривых с большим радиусом кривизны контура стенки коробки в плане, то это еще больше уменьшит и без того небольшое значение растягивающего напряжения σn и количество дефектов на этих участках стенки коробки увеличится. Поэтому отверстия в заготовке напротив прямолинейных отрезков и кривых с большим радиусом кривизны контура стенки коробки в плане пробивать не следует.
Участки фланца заготовки напротив прямолинейных отрезков и кривых с большим радиусом кривизны контура пуансона в плане в процессе вытяжки подвергаются малым пластическим деформациям и поэтому перемещаются с большой скоростью, приближенно равной скорости перемещения подвижной части штампа или ползуна пресса. Участки фланца заготовки напротив угловых закруглений с малым радиусом кривизны контура пуансона в плане в процессе вытяжки подвергаются большим пластическим деформациям и поэтому перемещаются с малой скоростью, в несколько раз меньшей скорости перемещения подвижной части штампа или ползуна пресса, и с тем меньшей скоростью, чем дальше от пуансона находятся эти участки. Из условия сплошности заготовки, быстро перемещающиеся участки фланца заготовки напротив прямолинейных отрезков и линий с большим радиусом кривизны контура пуансона в плане захватывают медленно перемещающиеся соседние участки фланца заготовки напротив угловых закруглений с малым радиусом кривизны контура пуансона в плане и заталкивают последние в зазор между пуансоном и матрицей, улучшая условия вытяжки.
Таким образом, если для штамповки коробки применить заготовку, в центральной части которой пробиты отверстия напротив прямолинейных отрезков и кривых с большим радиусом кривизны контура пуансона или коробки в плане, то это уменьшит скорость перемещения участков краевой части заготовки напротив прямолинейных отрезков и кривых с большим радиусом кривизны контура пуансона или коробки в плане и ухудшит условия вытяжки. И по этой причине отверстия напротив прямолинейных отрезков и кривых с большим радиусом кривизны контура пуансона или стенки коробки в плане пробивать не следует.
Следовательно, новый способ вытяжки направлен на то, чтобы уменьшить растягивающее напряжение σn в вытягиваемой стенке коробки на угловых закруглениях малого радиуса кривизны и за счет этого увеличить предельную высоту коробки и повысить надежность вытяжки без разрушения заготовки.
Зазор между рабочей поверхностью прижима 3 и прижимной поверхностью матрицы 2 устанавливают больше номинальной толщины заготовки с учетом верхнего предельного отклонения для полного распрямления образовавшихся под действием сжимающего напряжения σt во фланце заготовки складок небольшой высоты при их перемещении через рабочую скругленную кромку матрицы 2 в вытягиваемую стенку коробки и их исключения на стенке коробки.
При вытяжке заготовки напряженно-деформированное состояние (НДС) середины углового закругления минимального радиуса кривизны вытягиваемой стенки коробки, где находится опасное сечение, близко к НДС образца из того же материала, что и заготовка, при испытании на одноосное растяжение. Поэтому анализ возможности вытяжки заданной коробки без разрушения заготовки в опасном сечении проводят по формуле Жаркова В.А.: σn<σlim/C, где предельное растягивающее напряжение σlim равно истинному пределу прочности заготовки σlim=σв(1+δp), а коэффициент запаса прочности равен С=1, 2. Если условие σn<σmim/C не выполняется, то изменяют геометрические параметры коробки, выбирают более пластичную заготовку с большей величиной δp, используют более качественный материал для смазки заготовки перед вытяжкой и другие технические решения. Далее снова рассчитывают растягивающее напряжение σn в опасном сечении вытягиваемой коробки и сравнивают с величиной σlim/C, и так изменяют указанные выше параметры до тех пор, когда σn станет меньше σlim/C.
На производстве сначала выбирают расчетную модель процесса штамповки, строят контур листовой заготовки, задают силу прижима заготовки и другие параметры процесса исходя из изложенных выше правил, проводят несколько вариантов компьютерного моделирования процесса штамповки заданной коробки из различных по конфигурации заготовок при помощи системы Маге корпорации MSC Software (США), программы AutoForm фирмы AutoForm (Швейцария) или другой подобной программы, а затем теоретически рассчитанные параметры лучшего варианта процесса штамповки используют при проектировании и изготовлении штампа и уточняют при его отладке.
Данный способ штамповки коробки предельной высоты из листовой заготовки на прессе двойного или тройного действия по сравнению с известными способами устраняет разрушение и складкообразование заготовки, повышает точность коробки, снижает процент брака на производстве, уменьшает норму расхода листового материала и себестоимость изготовления коробки.
Способ штамповки коробки из листовой заготовки на прессе двойного действия, включающий размещение заготовки в штампе для вытяжки, прижим фланца заготовки рабочей поверхностью прижима к прижимной поверхности матрицы и вытяжку коробки втягиванием фланца заготовки в зазор между пунсоном и матрицей с образованием стенки коробки с использованием пуансона и матрицы, контуры которых в плане соответствуют контуру стенки коробки в плане с учетом толщины этой стенки, отличающийся тем, что предварительно изготавливают листовую заготовку с пробитыми отверстиями, расположенными в местах, соответствующих опасным сечениям в процессе вытяжки и расположенных напротив угловых закруглений минимального радиуса кривизны стенки коробки в плане, форму и размеры которых определяют из условия перехода прилегающей к этим отверстиям центральной части заготовки в угловое закругление стенки коробки при вытяжке с удлинением этих отверстий к образующемуся борту, не доходящих до зазора между пуансоном и матрицей, вытяжку коробки осуществляют на каждом из упомянутых угловых закруглений минимального радиуса кривизны образующейся стенки коробки в плане с образованием основного участка по высоте стенки коробки из краевой части заготовки и совмещают с отбортовкой дополнительных участков по высоте стенки коробки из центральной части заготовки, прилегающих к предварительно пробитым отверстиям с их удлинением в сторону середины угловых закруглений стенки коробки, не доходящим до зазора между пуансоном и матрицей, выполняют правку дна коробки, при этом устанавливают зазор между рабочей поверхностью прижима и прижимной поверхностью матрицы больше номинальной толщины заготовки с учетом верхнего предельного отклонения для полного распрямления образовавшихся под действием сжимающего напряжения во фланце заготовки складок небольшой высоты при их перемещении через рабочую скругленную кромку матрицы в вытягиваемую стенку коробки и их исключения на стенке коробки.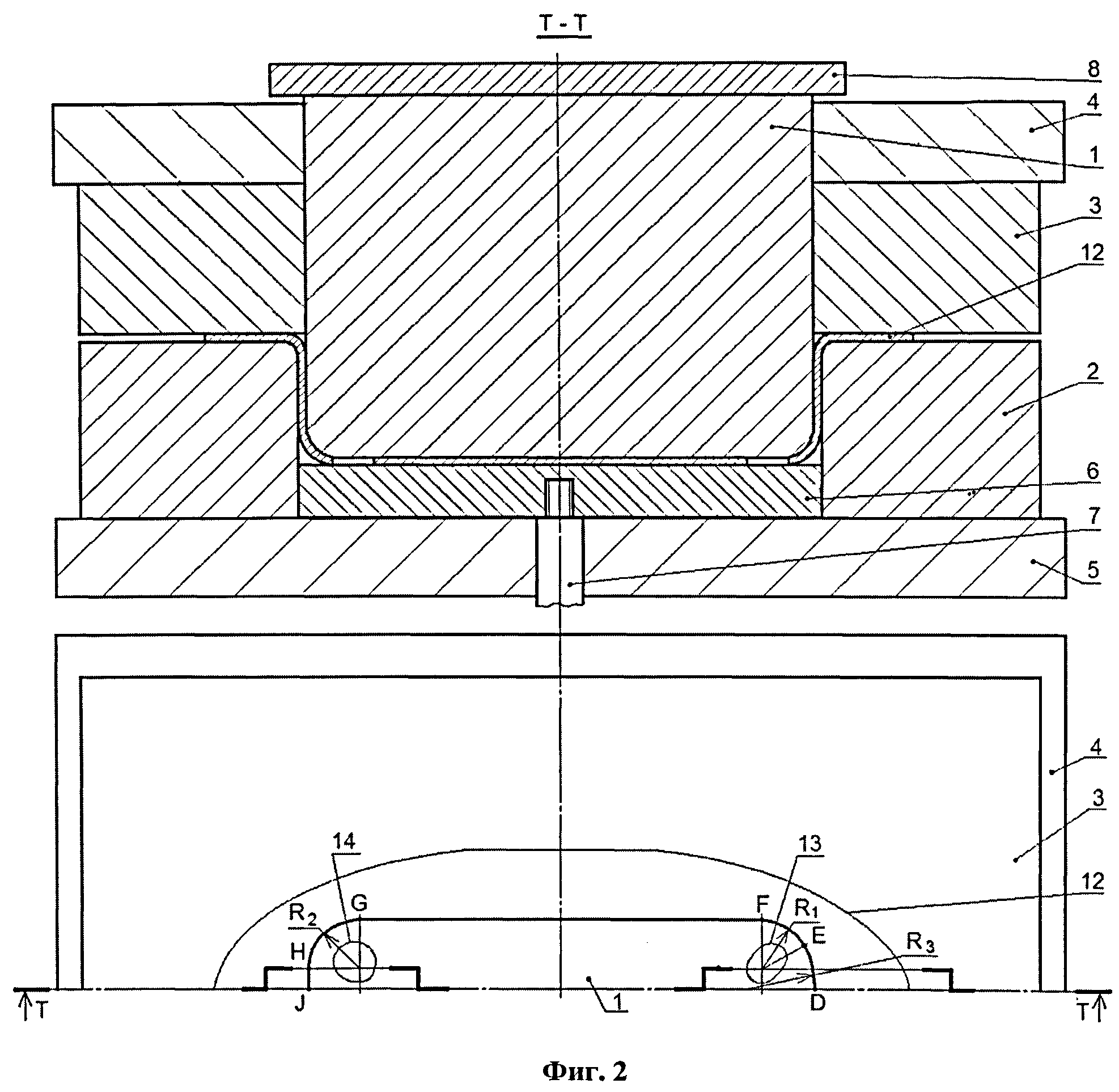
Устройство для фильтрации воздуха отопительно-вентиляционной системы транспортного средства
Способ работы скребкового очистителя
Система безопасности
Телескопический амортизатор
Способ вытяжки кузовных деталей сложной формы
Датчик крутящего момента вала
Задний бампер с установленными на нем световозвращателями
Устройство для гибки труб
Способ гибки труб
Головка центровально-подрезная
Способ испытания листовых материалов на осесимметричную вытяжку
Способ вытяжки сложного крупногабаритного пространственного полуфабриката (варианты)
Способ устранения царапин и задиров на листоштампованных деталях
Устройство для испытания листовых материалов (варианты)
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краев образца (варианты)
Способ правки и штамп для правки пластическим деформированием сложной крупногабаритной детали из листового материала
Штамп для вытяжки кузовных деталей
Штамп-прибор для испытания листового материала на пружинение и предельные параметры при четырехугловой гибке с прижимом краев образца (варианты)
Способ испытания листового материала на растяжение, изгиб и пружинение (варианты)
Штамп-прибор для испытания и способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке (варианты)

