Результат интеллектуальной деятельности: СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ С ЛИТЕЙНОГО СТЕРЖНЯ ИЗ КЕРАМИЧЕСКОГО МАТЕРИАЛА
Вид РИД
Изобретение
Настоящее изобретение касается чистовой обработки деталей, получаемых путем литья под давлением из керамической пасты в форме, образованной соединением, по меньшей мере, двух частей вдоль плоскости стыка. В частности, изобретение касается удаления заусенцев в зоне плоскости стыка двух частей. Изобретение предназначено для керамических литейных стержней, применяемых при изготовлении полых лопаток газотурбинных двигателей с использованием технологии литья по выплавляемым восковым моделям.
Использование так называемых «керамических» литейных стержней известно, в частности, в некоторых случаях применения, которые требуют достижения совокупности характеристик и строгих критериев, таких как жаростойкость, отсутствие реакционной способности, размерная устойчивость и хорошие механические характеристики. Среди таких областей применения, предъявляющих вышеуказанные требования, можно назвать авиационную промышленность и, например, изготовление литых турбинных лопаток для турбореактивных двигателей. Усовершенствование литейных процессов, начиная с литья, известного под названием равноосного литья, до литья при направленном или монокристаллическом затвердевании еще больше повысило эти требования к литейным стержням, использование и сложность которых обусловлены необходимостью достижения высоких характеристик для изготавливаемых деталей, например, таких как полые лопатки с внутренним охлаждением.
Сложная кристаллическая структура, которую необходимо получить в лопатке, несовместима с заусенцами на стержне. Во время литья они могут отделиться и загрязнить деталь, что приводит к появлению включений и/или геометрических дефектов. Остающийся на месте заусенец создает в детали трещину и, следовательно, предпосылки для ее поломки. Поэтому стержни необходимо очищать от заусенцев.
Обычно эту операцию производят вручную после обжига. Однако ручное удаление заусенцев с тонких и сложных стержней таких, например, как стержни для литья подвижных лопаток ступеней турбины высокого давления ВД или неподвижных направляющих сопловых аппаратов турбины ВД, становится все труднее осуществлять точно и с высокой степенью повторяемости. Действительно, эти операции необходимо производить последовательно с высокой точностью. Кроме того, эти повторяющиеся операции на литейных стержнях могут привести к появлению у операторов нарушений работы мышц и скелета, которые могут сказаться на общем состоянии здоровья.
Удаление заусенцев вручную может привести к большому количеству отбракованных деталей при появлении следующих дефектов: начало образования трещин, поломка литейных стержней во время подъемно-транспортных операций, недостаточная повторяемость, выкрашивание стержня, приводящее к появлению включений в металлических деталях.
Были сделаны попытки автоматизировать процесс удаления заусенцев с детали после обжига. Однако результаты оказались неудовлетворительными, так как деформация детали плохо контролируется по причине усадки после обжига. Эта усадка очень усложняет зачистку заусенцев путем механической обработки, которую очень трудно автоматизировать.
Задачей изобретения является усовершенствование процесса удаления заусенцев с детали.
Согласно изобретению, данная задача решается при помощи способа удаления заусенцев с литейного стержня из керамического материала, полученного путем литья под давлением из керамической пасты в форме, при этом указанная паста содержит связующее с определенной температурой перехода в аморфное состояние, и содержащего, по меньшей мере, один участок поверхности с избытком материала, образующего предназначенный для удаления заусенец, отличающегося тем, что содержит следующие этапы:
а) сформованный литейный стержень перед обжигом располагают и крепят на держателе,
b) на держателе инструмента устанавливают фрезеровочный инструмент удлиненной формы со спиралевидной режущей кромкой,
с) инструмент приводят во вращение вокруг его оси и фрезеровочный инструмент вводят в контакт с указанным зачищаемым от заусенца участком поверхности,
d) зачищаемый от заусенца участок поверхности охлаждают таким образом, чтобы поддерживать его при температуре ниже указанной температуры перехода в аморфное состояние во время операции удаления заусенца.
Благодаря изобретению, за счет осуществления удаления заусенцев с литейного стержня до обжига устраняют проблему изменения размеров стержня и открывают возможность реализации этой операции при помощи автомата. За счет автоматизации обеспечивают лучшую повторяемость удаления заусенцев от одного стержня к другому. Вследствие этого повышается качество зачистки и снижается риск поломки детали. Более высокое качество стержня позволяет также снизить трещинообразование. При этом циклы изготовления сокращаются, следовательно, снижаются производственные затраты.
Предпочтительно использовать червячный фрезеровочный инструмент с углом спирали, составляющим от 20° до 70°, и с полукруглым концом. Таким образом, стружку захватывают и удаляют из зоны обработки, что позволяет снизить риски забивания.
В частности, при обработке соблюдают следующие параметры:
- скорость резания от 5 до 30 м/мин,
- скорость подачи инструмента от 300 до 2000 мм/мин, и
- скорость вращения инструмента от 2000 до 15000 об/мин.
Согласно другому отличительному признаку, охлаждение осуществляют путем нагнетания текучей среды в направлении зачищаемого от заусенца участка поверхности.
Способ применяют, в частности, для удаления заусенцев с керамических литейных стержней лопаток газотурбинного двигателя. Он позволяет, в частности, уменьшить трещинообразование на литых изделиях.
Для осуществления способа предпочтительно применяют устройство для чистовой обработки керамических литейных стержней литых деталей, содержащее держатель для указанного литейного стержня, патрон, образующий держатель инструмента, вращающийся вокруг своей оси, и, по меньшей мере, одну форсунку для нагнетания охлаждающей текучей среды.
Далее следует более подробное описание способа со ссылками на прилагаемые чертежи, на которых:
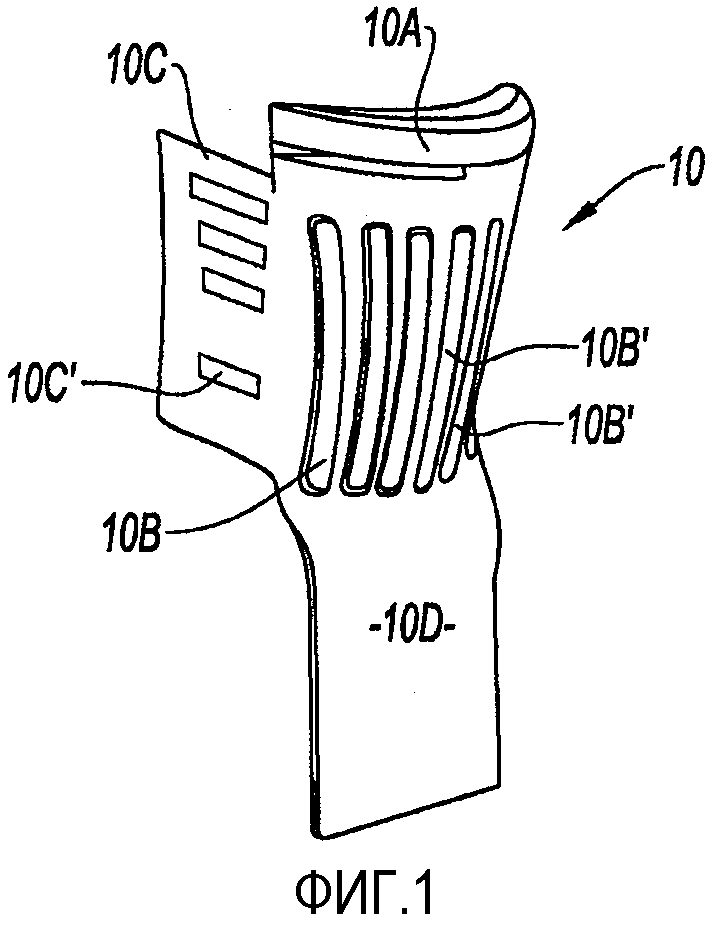
Фиг.1 изображает схематичный вид литейного стержня лопатки газотурбинного двигателя.
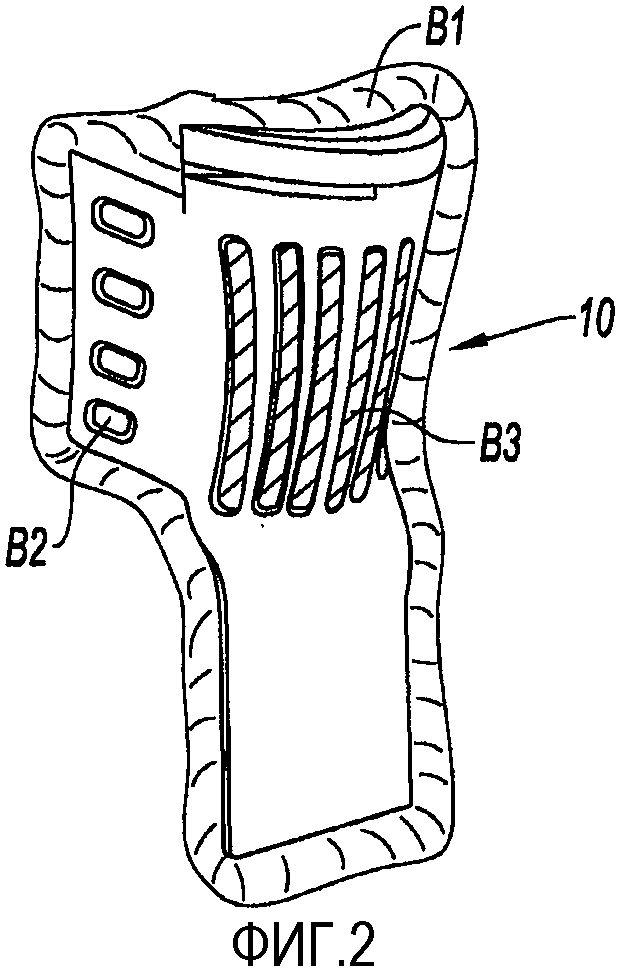
Фиг.2 - вид литейного стержня, показанного на фиг.1, на выходе формы для литья под давлением с предназначенным для удаления заусенцем.
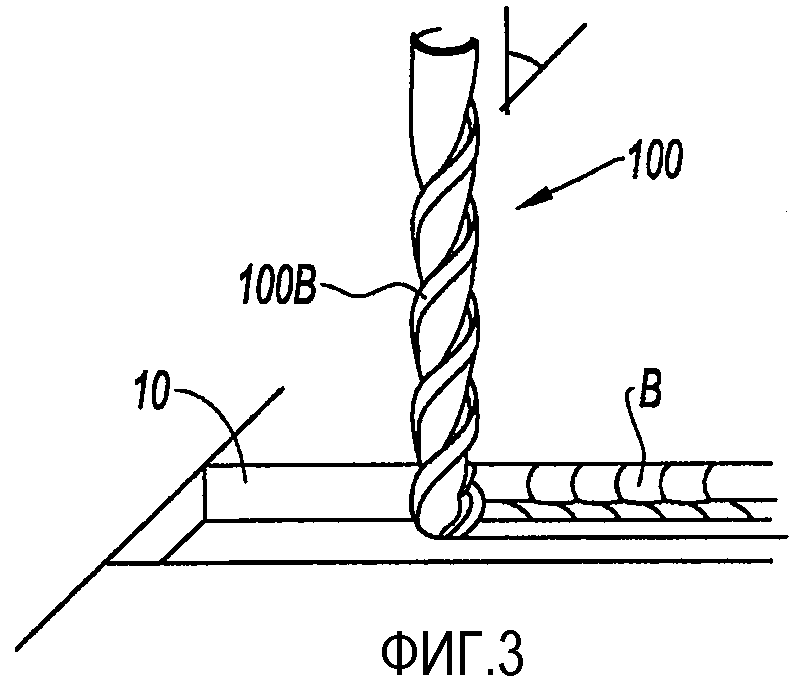
Фиг.3 - вид фрезы во время зачистки от заусенца литейного стержня.
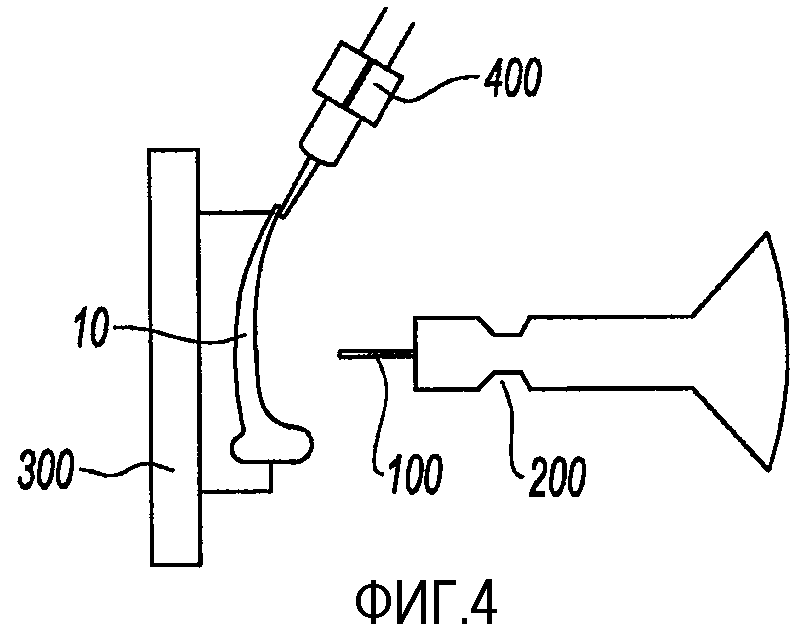
Фиг.4 - схематичный вид фрезы в положении удаления заусенца с детали из керамического материала.
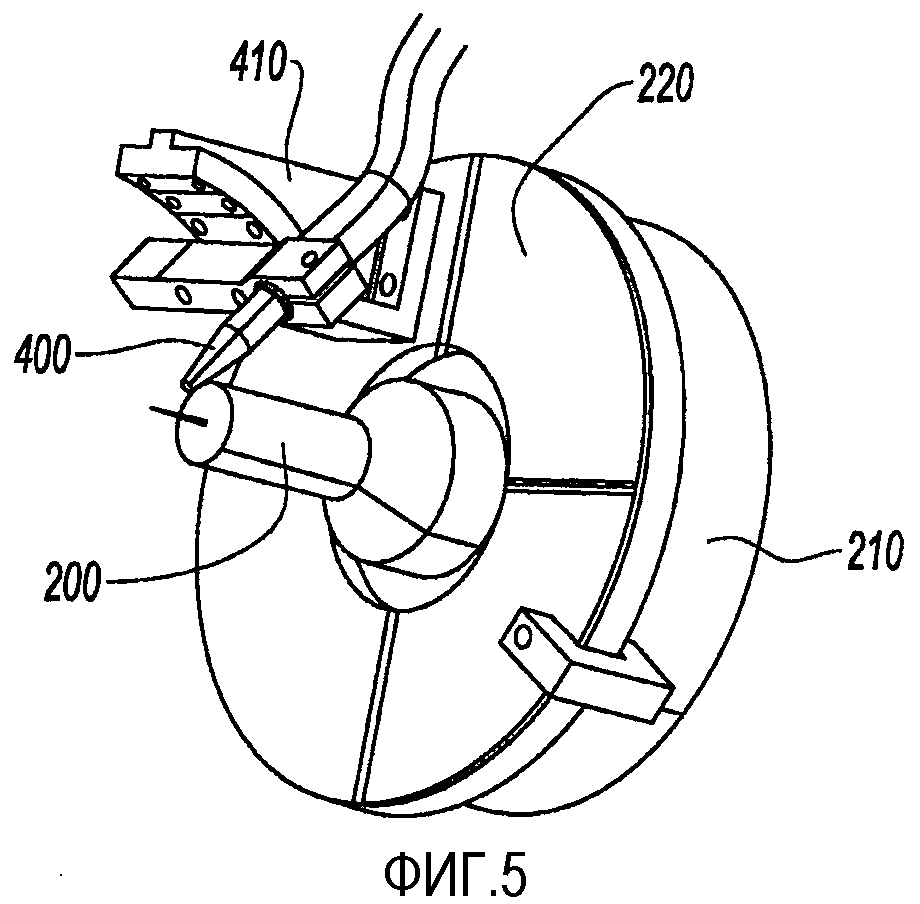
Фиг.5 - вид устройства в соответствии с настоящим изобретением.
На фиг.1 представлен пример детали, образованной элементом литейного стержня для полой лопатки газотурбинного двигателя. Огибающая этого элемента 10 имеет форму внутренней полости полой лопатки после ее выполнения литьем. Элемент 10 содержит верхнюю часть 10А, которая впоследствии образует часть, называемую корытцем лопатки. Эта часть отделена от центрального тела 10В пространством, которое впоследствии образует поперечную верхнюю стенку полой лопатки. Эта центральная часть 10В продолжена вниз ножкой 10D, которая служит для удержания и крепления литейного стержня в оболочковой форме, в которую заливают расплавленный металл. В центральной части выполняют продольные отверстия 10B', которые образуют впоследствии внутренние перегородки, ограничивающие контур охлаждающей текучей среды внутри полости лопатки. По бокам часть 10В продолжена, с одной стороны, более тонкой частью 10С задней кромки, содержащей отверстия 10С', которые впоследствии образуют перегородки, ограничивающие между собой каналы, выходящие вдоль задней кромки лопатки для удаления охлаждающей текучей среды. После заливки металла и его охлаждения литейный стержень будет удален, чтобы высвободить полости для циркуляции воздуха охлаждения лопатки.
Эту достаточно сложную деталь выполняют путем подачи под давлением керамической пасты при помощи пресса. Пасту получают путем смешивания связующего вещества, органического полимера и частиц керамических материалов. Смесь подают в металлическую пресс-форму под давлением при помощи формовочных прессов, таких как винтовые формовочные прессы. Эту форму получают путем соединения, по меньшей мере, двух элементов с рабочими полостями, которые вводят в контакт друг с другом вдоль поверхности соединения, которую принято называть плоскостью стыка. За счет создаваемого давления паста постепенно распространяется от входного отверстия в объем между рабочими полостями. Вместе с тем, некоторое количество материала проходит между поверхностями плоскости стыка. При удалении из формы этот избыточный материал образует заусенцы. На фиг.2 показан вид литейного стержня, показанного на фиг.1, на выходе пресс-формы. Зоны, соответствующие плоскостям стыка частей формы, продолжены заусенцем. Например, на фигуре показан заусенец В1, проходящий вдоль контура литейного стержня. Другой заусенец В2 показан вдоль внутренних краев отверстий 10С' в зоне задней кромки 10С. На фигуре показан также заусенец В3 вдоль краев отверстий 10В' в зоне 10В.
Согласно способу изготовления литейного стержня, далее, после литья под давлением, следует извлечение стержня из формы, его обжиг в высокотемпературной печи, затем его чистовая обработка и контроль размеров.
Целью чистовой обработки является удаление заусенцев В1, В2, В3. Их можно удалять либо сразу после литья смеси под давлением, и в данном случае речь идет об удалении заусенцев перед обжигом, либо после обжига, и в этом случае речь идет об удалении заусенцев с литейного стержня в обожженном состоянии.
Обычно удаление заусенцев производят вручную, что может привести к появлению перечисленных выше дефектов.
При помощи режущих инструментов, таких как фрезы, были проведены испытания по автоматическому удалению заусенцев с литейных стержней после обжига. Они не привели к приемлемому результату, в частности, поскольку разные литейные стержни в обожженном состоянии после обжига дают разную усадку. Положение инструмента невозможно определить достаточно точно и с высокой степенью повторяемости по причине износа фрезы, связанного с абразивным воздействием и с твердостью литейного стержня в обожженном состоянии. Перед удалением заусенцев необходимо очень точно контролировать зоны 10А, 10В, 10B', 10C, 10C'.
Согласно изобретению, материал удаляют с детали до обжига после литья под давлением полимерно-керамической смеси, чтобы устранить указанные проблемы, связанные с деформацией детали во время и после обжига.
Способ в соответствии с настоящим изобретением определяет параметры резания литейного стержня с учетом свойств, присущих материалу этого стержня.
Действительно, тип связующего, который смешивают с керамикой, например, полиэтиленгликоль, имеет свойства, которые могут меняться в области окружающей температуры, в частности, он имеет тенденцию к смягчению. Когда материал, образующий заусенец, начинают обрабатывать классической фрезой, это может привести к забиванию инструмента материалом. Это забивание в конечном счете препятствует удалению заусенца.
Согласно отличительному признаку изобретения, используют червячную фрезу, то есть фрезу с продольной режущей кромкой в виде спирали.
На фиг.3 показан вариант применения фрезы 100, которую направляют вдоль края детали 10, содержащей заусенец. Материал, образующий заусенец В, подрезают режущей кромкой 100В в виде продольной спирали. Благодаря этой спиралевидной форме, избегают скапливания материала вдоль фрезы 100. Материал непрерывно срезается, и происходит удаление стружек.
Наклон спирали определен углом спирали α, составляющим от 20 до 70 градусов, предпочтительно от 35 до 65 градусов.
Диаметр фрезы, наиболее соответствующий этой операции с учетом узких пространств, образованных полостями, составляет от 0,5 до 1 мм. Предпочтительно конец фрезы выполняют полукруглым.
Согласно другому отличительному признаку изобретения, материал, образующий заусенец, поддерживают при температуре ниже температуры перехода в аморфное состояние. Для этого применяют форсунки, нагнетающие холодный воздух в направлении движущегося конца фрезы. Например, при использовании ПЭГ температуру поддерживают в пределах от 16° до 26°С.
Вращающийся вокруг своей оси инструмент перемещают вдоль удаляемого заусенца. Скорости резания и подачи инструмента определяют в зависимости от профиля. Например, они отличаются между контуром и полостью литейного стержня или в канавках на выходе задней кромки.
Например, скорость резания составляет от 5 до 25 м в минуту, а скорость подачи инструмента составляет от 400 до 1800 мм в минуту.
На фиг.4 показано относительное расположение инструмента по отношению к детали. Деталь 10 крепят на держателе 300 таким образом, чтобы обеспечить доступ к ее контуру для фрезы 100, которую, в свою очередь, устанавливают на патроне 200, образующем держатель инструмента. Форсунку 400, нагнетающую воздух или любую другую охлаждающую текучую среду, направляют на поверхность участка детали, с которого снимают заусенец.
На фиг.5 показано устройство для удаления заусенцев. Патрон 200 неподвижно соединен с держателем 210, вращающимся вокруг своей оси, который, в свою очередь, можно установить на не показанном на фигуре фрезерном станке, например, на трехосном фрезерном станке. Неподвижная площадка 220 служит держателем для форсунки 400, которую устанавливают при помощи кронштейна 410, регулируемого по положению. В зависимости от потребности площадка может содержать несколько форсунок.
Способ ультразвукового измерения упругих свойств
Способ литья монокристаллических металлических деталей
Система и способ динамической локализации установленного в изделии дефекта
Способ синхронизации двигателей самолета
Хвостовой конус для ротационного газотурбинного двигателя с микроструями
Способ изготовления сектора лопатки сопла турбины или статора компрессора, изготовленного из композитного материала, для турбинных двигателей и турбина или компрессор, включающий лопатку сопла или статора, состоящую из указанных секторов
Способ изготовления композитных лопаток турбинного двигателя со встроенными полками
Кольцевая камера сгорания в турбомашине
Устройство для изготовления части из композитного материала
Узел, образованный газотурбинным двигателем и системой для его крепления к конструкции летательного аппарата
Электрическая двигательная установка со стационарными плазменными двигателями
Способ ультразвукового измерения упругих свойств
Способ литья монокристаллических металлических деталей
Система и способ динамической локализации установленного в изделии дефекта
Способ синхронизации двигателей самолета
Хвостовой конус для ротационного газотурбинного двигателя с микроструями
Способ изготовления сектора лопатки сопла турбины или статора компрессора, изготовленного из композитного материала, для турбинных двигателей и турбина или компрессор, включающий лопатку сопла или статора, состоящую из указанных секторов
Способ изготовления композитных лопаток турбинного двигателя со встроенными полками
Кольцевая камера сгорания в турбомашине
Устройство для изготовления части из композитного материала

