Результат интеллектуальной деятельности: МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ГИГРОСКОПИЧЕСКИХ ИЗДЕЛИЙ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к машине для изготовления гигроскопических изделий.
В частности, изобретение используется при изготовлении одноразовых пеленок для младенцев или гигиенических прокладок для взрослых, страдающих недержанием. Данное описание относится непосредственно к этим изделиям.
УРОВЕНЬ ТЕХНИКИ
Как известно, пеленки или гигиенические прокладки для людей, страдающих недержанием, содержат гигроскопическую прокладку, обычно изготовленную из целлюлозных волокон, помещенных в мягкий наружный элемент, и имеющую с одной стороны проницаемый слой из нетканой ткани, а с другой стороны непроницаемый слой из полиэтилена. Эти два слоя соединены друг с другом по соответствующим краям, имеющим определенную форму и снабженным эластичными удерживающими элементами.
В известных машинах пеленки или гигиенические прокладки изготавливаются путем разрезания на куски непрерывной полосы пеленок или гигиенических прокладок, примыкающих друг к другу и соединенных между собой.
Пеленки или гигиенические прокладки содержат, по отношению к своей продольной оси, переднюю часть и заднюю часть, на которой обычно закреплены два крепежных и застегивающих элемента, служащих для правильного и надежного закрепления такого изделия на бедрах пользователя.
Крепежные и застегивающие элементы обычно подаются парами и накладываются на непрерывную полосу пеленок или гигиенических прокладок до ее разрезания на отдельные пеленки или прокладки.
В патентной заявке BO 2007А000431 данного заявителя описана машина для изготовления гигроскопических изделий такого типа.
Эта машина содержит транспортер для подачи непрерывной полосы гигроскопических изделий через позицию подачи крепежных и застегивающих элементов к устройству резки этой полосы на отдельные гигроскопические изделия.
Эти элементы располагаются парами и накладываются на полосу с помощью блока, в который подается непрерывная лента из высокоэластичного материала.
Этот блок содержит режущий элемент, содержащий два ролика, вращающихся в противоположных направлениях и расположенных по существу касательно друг к другу. Ролики служат для получения из непрерывной ленты последовательности кусков, образующих трапециевидные крепежные элементы, посредством последовательных резов наискось в противоположных направлениях вдоль продольной оси ленты, с чередованием направления резки.
После этой операции из ленты образуется непрерывная последовательность кусков, которые имеют трапециевидную форму и поочередно повернуты своими основаниями на 180° относительно друг друга.
За режущим элементом, по ходу процесса изготовления, расположен разделительный ролик, отводящий куски на некоторое расстояние друг от друга. Для этого разделительный ролик, установленный по существу касательно к ролику указанной пары роликов режущего элемента, имеет призматическую форму, а каждая из его граней, расположенная под углом к смежным граням, снабжена всасывающим гнездом по существу прямоугольной формы для приема и удерживания одного из кусков.
При вращении разделительного ролика каждое всасывающее гнездо может также перемещаться возвратно-поступательно параллельно оси разделяющего ролика и в противоположном направлении относительно смежных гнезд между позицией приема куска и второй позицией, в которой это гнездо расположено касательно к ролику, служащему для образования пар крепежных элементов.
Во время перемещения между входом и выходом разделительного ролика крепежные элементы из положения, в котором они расположены в один ряд, перестраиваются в положение, в котором они расположены в два смещенные друг относительно друга ряда так, что большие основания трапециевидных кусков одного ряда находятся напротив больших оснований кусков другого ряда.
Подающий блок содержит также указанный выше ролик для образования пар крепежных элементов, который устанавливает на одной линии, поперечной направлению их подачи, каждый крепежный элемент одного ряда со смежным крепежным элементом второго ряда.
С этой целью ролик, образующий пары, содержит два соосных барабана, каждый из которых имеет множество радиальных рычагов, отделенных друг от друга равными угловыми расстояниями для использования соответствующих всасывающих гнезд для захвата крепежных элементов с разделяющего ролика. Во время переноса от позиции захвата с разделяющего ролика на линию подачи непрерывной полосы два радиальных рычага, относящиеся к двум последовательным кускам каждого из двух рядов, перемещаются друг относительно друга, создавая пару элементов, расположенных на одной линии, поперечной направлению подачи.
Затем трапециевидные элементы накладываются парами на непрерывную полосу гигроскопических изделий согласно заданному шагу и прикрепляются к ней более длинными основаниями.
Однако описанный выше блок подачи крепежных элементов ограничивает рабочую скорость машины, в которой он установлен.
Во-первых, это обусловлено крайне сложной механической конструкцией ролика для образования пар крепежных элементов.
Во-вторых, во время относительного скользящего перемещения гнезд разделительного ролика поперек к направлению их подачи, особенно при высоких рабочих скоростях, края трапециевидных кусков могут задевать друг за друга несмотря на призматическую форму этого ролика, что может приводить к их отделению от соответствующих опор.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание способа и машины для изготовления гигроскопических изделий, в которых устранены указанные выше недостатки, присущие уровню техники.
Способ и машина для изготовления гигроскопических изделий согласно изобретению описаны в одном или нескольких пунктах формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее изобретение описано со ссылками на чертежи, на которых представлен предпочтительный вариант его осуществления, не ограничивающий объема изобретения.
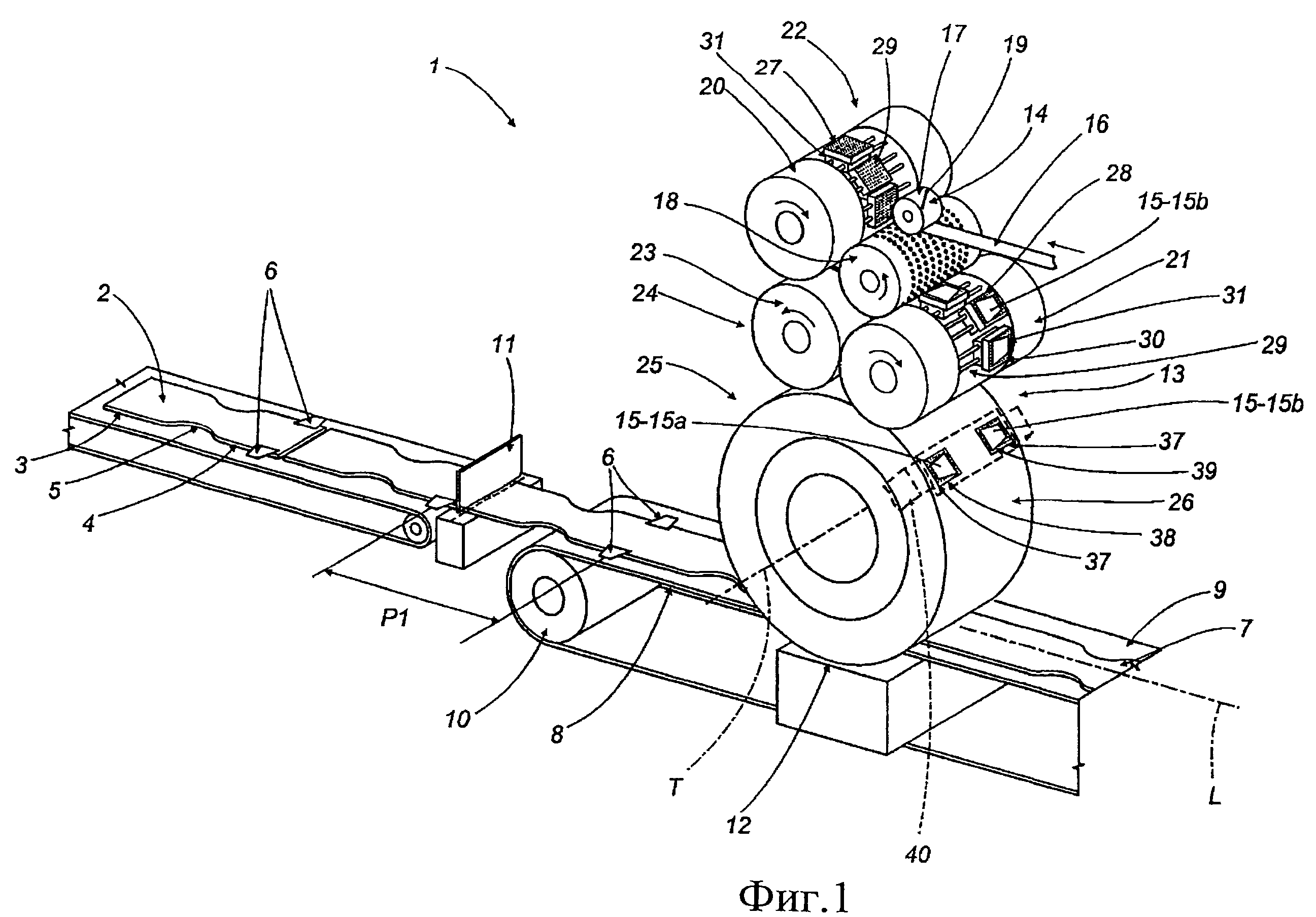
фиг.1 схематично изображает в аксонометрии машину для изготовления гигроскопических изделий согласно изобретению,
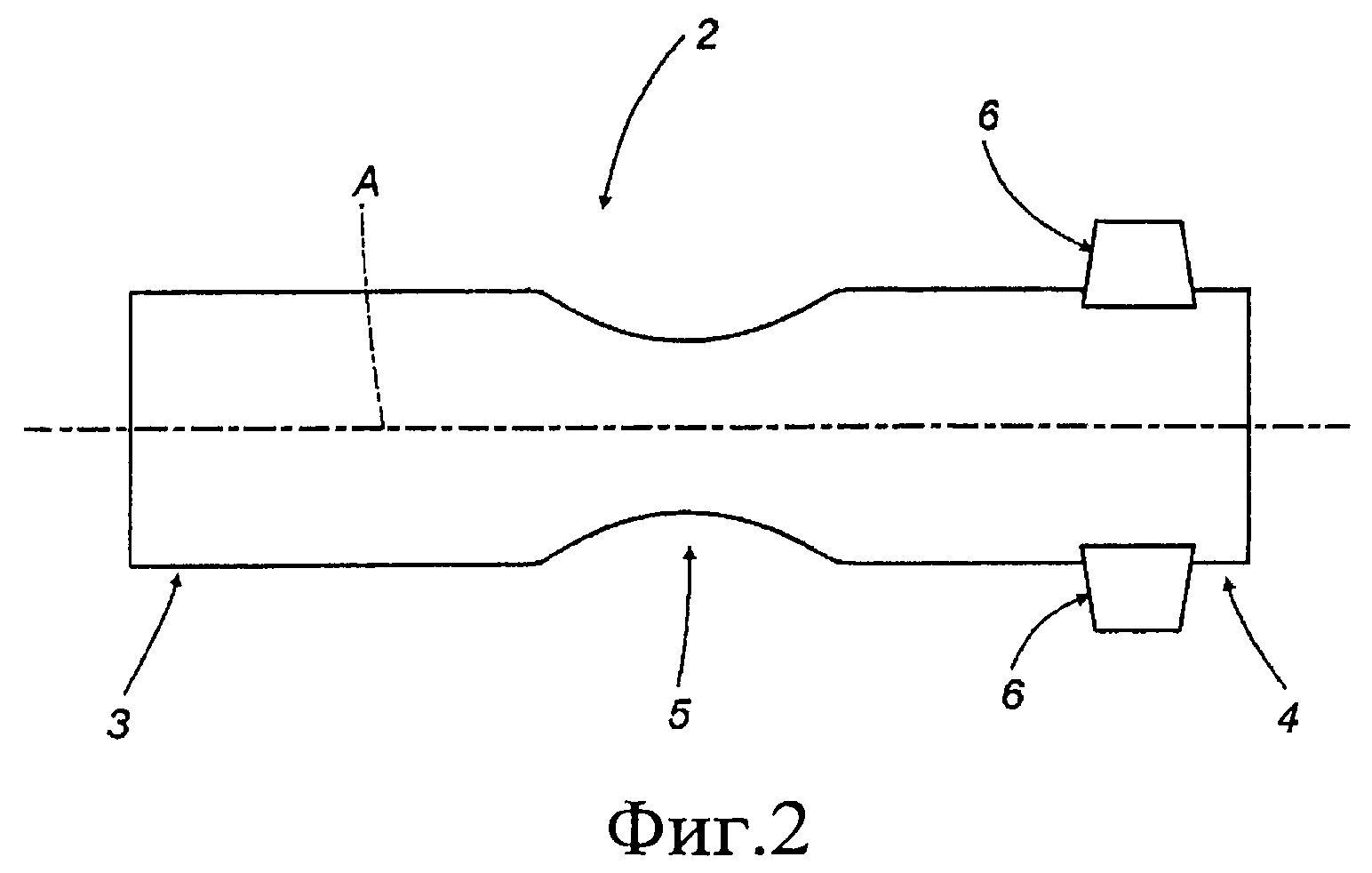
фиг.2 изображает в плане гигроскопическое изделие, изготовленное на машине, показанной на фиг.1;
фиг.3 схематично изображает спереди фрагмент фиг.1;
фиг.4a, 4b, 4c, 4d, 4e схематично изображают операции, выполняемые машиной, показанной на фиг.1.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 и 2 показана машина 1 для изготовления гигроскопических изделий 2, в частности одноразовых пеленок или гигиенических прокладок по существу прямоугольной формы, имеющих, в направлении продольной оси A, первую или переднюю часть 3 и вторую или заднюю часть 4, разделенные друг от друга центральной частью 5, расположенной между искривленными внутрь участками двух продольных сторон изделия 2.
Изделия 2 содержат внутреннюю гигроскопическую прокладку, как правило из целлюлозных волокон, помещенных в мягкий наружный элемент, имеющую с одной стороны проницаемый слой из нетканой ткани, а с другой стороны - непроницаемый слой из полиэтилена.
Каждое изделие 2 снабжено по линии талии двумя крепежными и застегивающими элементами 6 или язычками, отходящими от боковых сторон тела изделия 2. Более конкретно, элементы 6 отходят от задней части 4 изделия 2 и при его использовании служат для наложения на соответствующие боковые участки передней части 3 с целью закрепления изделия 2 вокруг бедер пользователя.
Элементы 6 обычно представляют собой куски в виде полосы предпочтительно из эластичного материала, имеющие поверхность, частично покрытую клейким веществом или снабженную другими средствами быстрого крепления.
Машина 1 содержит линию 8 подачи непрерывной полосы 7 расположенных друг за другом изделий 2 в заданном направлении L.
Линия 8 подачи проходит горизонтально по транспортеру 9, содержащему ленту, охватывающую концевые ролики 10 (показан только один из них), до позиции резки, где режущий элемент 11 разрезает непрерывную полосу 7 на отдельные изделия 2.
У транспортера 9, до режущего элемента 11, находится позиция 12 подачи крепежных элементов 6 с помощью блока 13, содержащего несколько вращающихся транспортеров, состоящих из роликов, горизонтальные оси которых параллельны направлению T, поперечному направлению L.
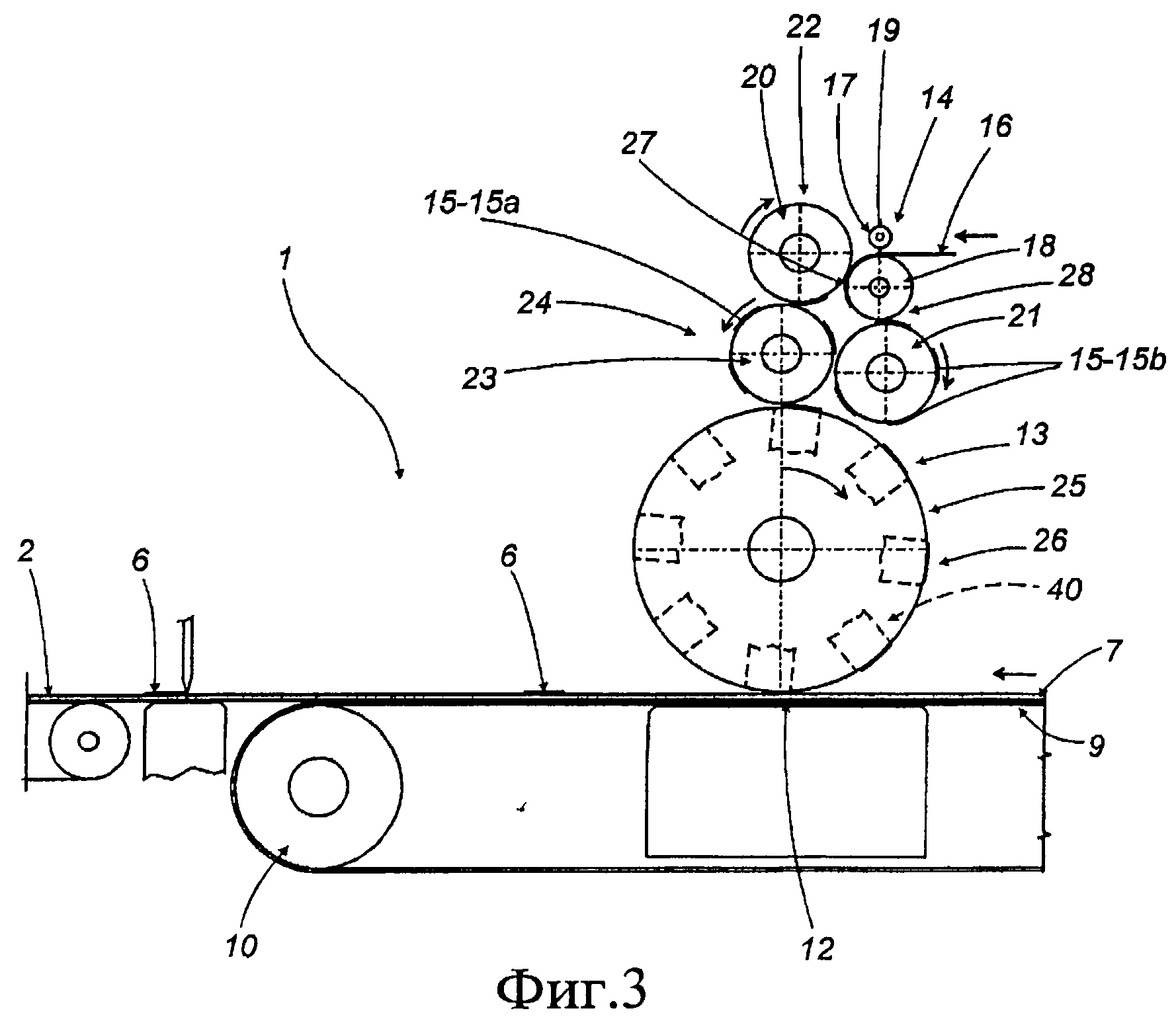
Как показано на фиг.3, блок 13 содержит на своем верхнем конце устройство 14 для резки непрерывной ленты 16 из высокоэластичного материала, сматываемой с катушки (не показана), на куски 15, предназначенные для образования крепежных элементов 6.
Устройство 14 резки содержит два ролика, вращающихся в противоположных направлениях и взаимодействующих друг с другом. Более конкретно, оно содержит верхний режущий ролик 17, вращающийся по часовой стрелке, и нижний ролик 18, вращающийся против часовой стрелки и предназначенный для транспортировки кусков 15.
Ролик 17 имеет два диаметрально противоположных ножа 19, расположенных, относительно оси ролика, с наклоном в противоположных направлениях.
Транспортировочный ролик 18 имеет цилиндрическую поверхность с отверстиями, соединенными со всасывающим устройством, для удерживания кусков 15 после их отрезания от ленты 16.
Выше и ниже транспортировочного ролика 18 относительно направления его вращения расположены два ролика 20 и 21, которые установлены по существу касательно к ролику 18 и вращаются по часовой стрелке. Эти ролики 20, 21 образуют разделительное устройство 22, предназначенное для получения соответствующих последовательностей крепежных элементов 6.
Ролики 20 и 21 установлены по существу касательно к ролику 23, вращающемуся против часовой стрелки и образующему устройство 24 для получения пар кусков 15.
Ролик 25, вращающийся по часовой стрелке, установлен по существу касательно к ролику 23 и транспортеру 9 и образует ускорительное устройство 26.
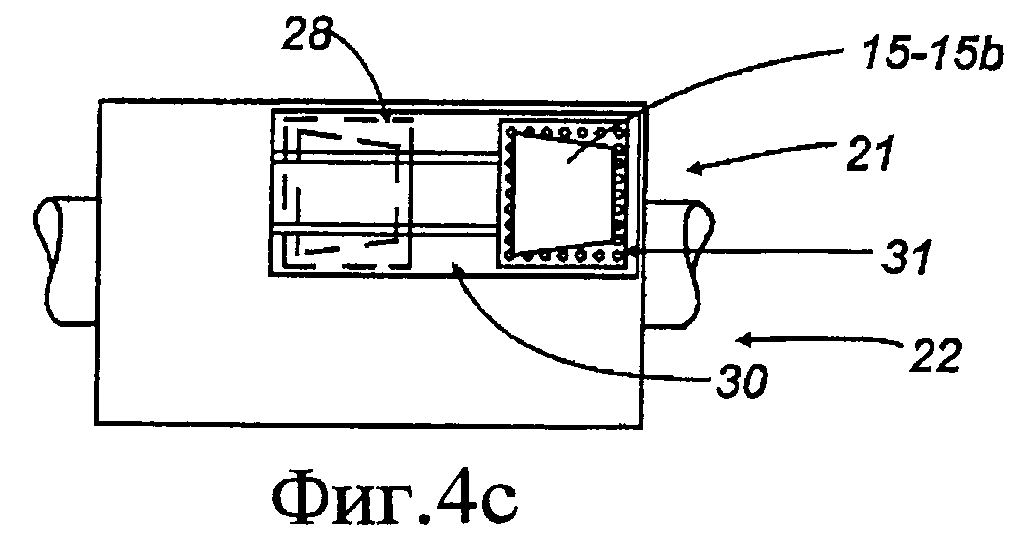
На фиг.4a, 4b, 4c, 4d, 4e показано, что лента 16, проходя между роликом 17, снабженным установленными наклонно ножами 19, и роликом 18, разрезается на куски 15 трапециевидной формы, которые удерживаются на цилиндрической поверхности ролика 18 путем присасывания и расположены так, что куски, ориентированные в одном направлении, чередуются с кусками, ориентированными в противоположном направлении.
Для большей ясности, куски, обращенные большим основанием вправо, обозначены цифровой позицией 15a, а куски, обращенные большим основанием влево, - цифровой позицией 15b.
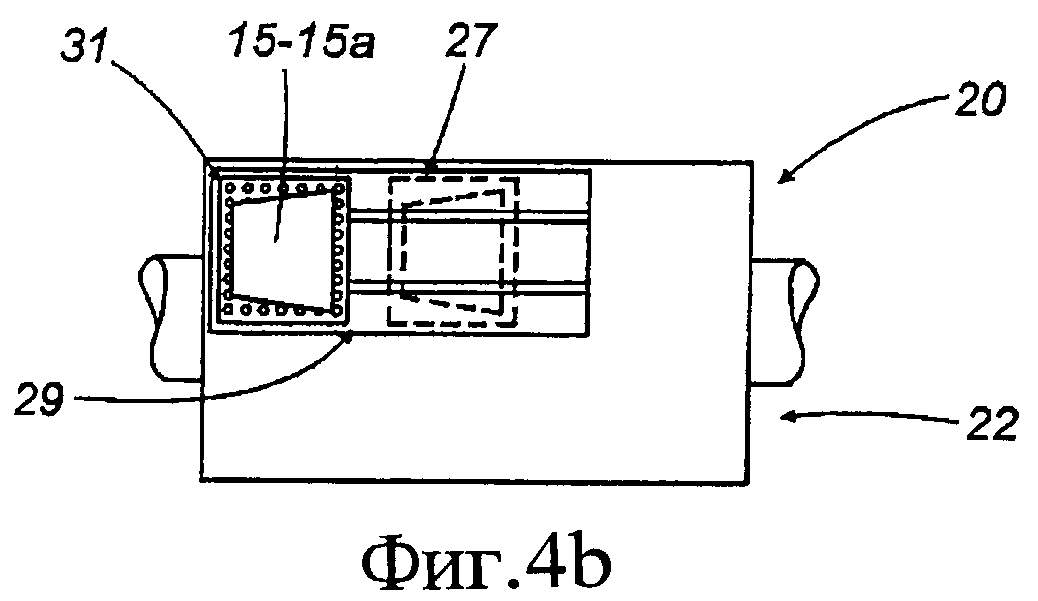
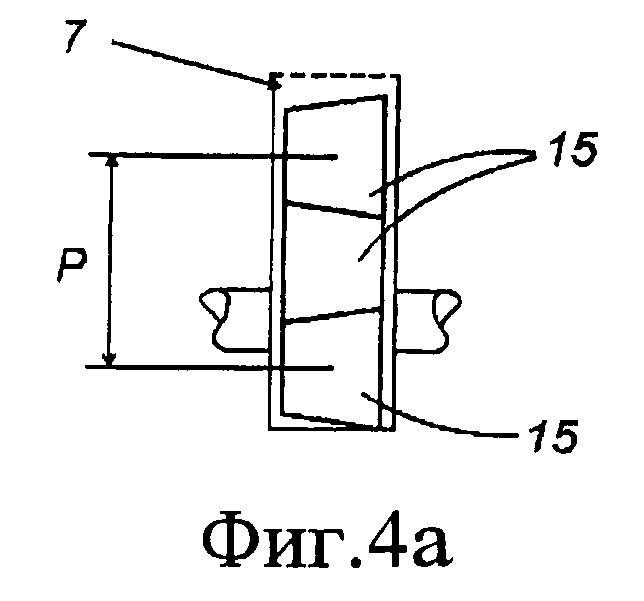
Ролик 20 и ролик 21, установленные касательно к ролику 18 в двух позициях переноса, 27 и 28 соответственно, по существу одинаковы и вращаются по часовой стрелке. На цилиндрических поверхностях этих роликов 20, 21 имеется множество гнезд 29 и 30, разделенных равными угловыми промежутками в соответствии с заданным шагом P.
Каждое гнездо 29, 30, служащее для приема и удержания одного из трапециевидных кусков 15 путем его присасывания, содержит блок 31, который может скользить между двумя крайними положениями в направлении, параллельном осям роликов, под управлением приводных средств (не показаны).
Более конкретно, блоки 31, относящиеся к ролику 20, захватывают куски 15a, обращенные большим основанием вправо, в позиции 27, а блоки 31, относящиеся к ролику 21, захватывают куски 15b, обращенные большим основанием влево, в позиции 28.
Начиная от соответствующих позиций 27 и 28 переноса, блоки 31 при вращении роликов 20 и 21 скользят в противоположных друг другу направлениях, образуя соответствующие последовательности 32 и 33, каждая из которых содержит куски с одинаковой ориентацией и которые разнесены друг от друга параллельно осям роликов на расстояние, меньшее поперечного размера полосы 7.
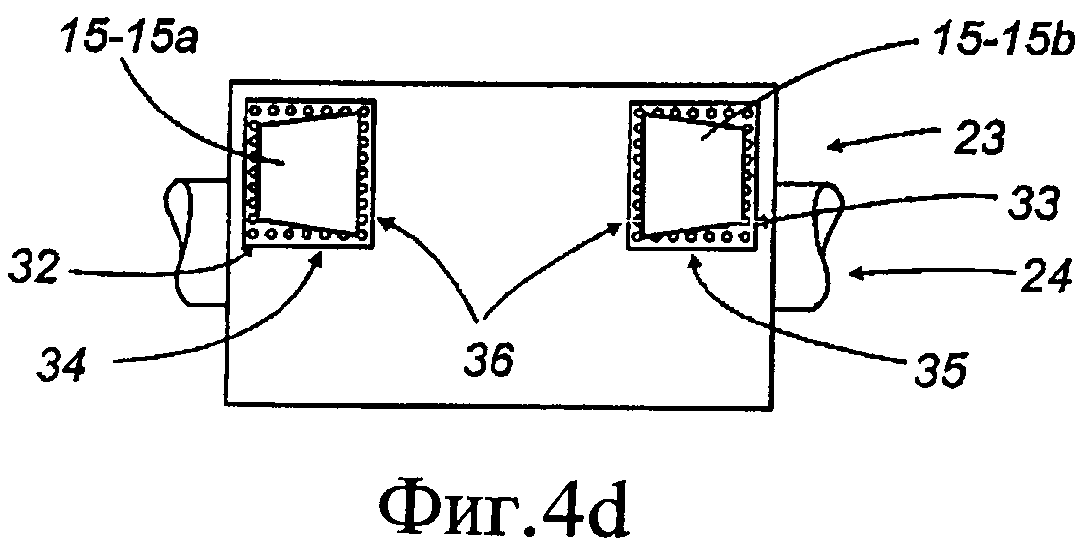
Ролик 23, образующий пары кусков и вращающийся против часовой стрелки, имеет на наружной цилиндрической поверхности вблизи каждого из двух продольных концов кольцо из гнезд 34 и 35, отделенных друг от дуга равными угловыми расстояниями в соответствии с шагом P и расположенных так, что каждое гнездо 34 расположено в осевом направлении по одной линии с соответствующим гнездом 35, образуя пару 36.
При вращении ролика 23 он захватывает, соответственно положению каждой пары 36 гнезд 34 и 35, сначала кусок 15a с ролика 20 и затем кусок 15b с ролика 21, образуя пару кусков 15, разделенных указанным выше расстоянием, которое меньше поперечного размера ленты 7.
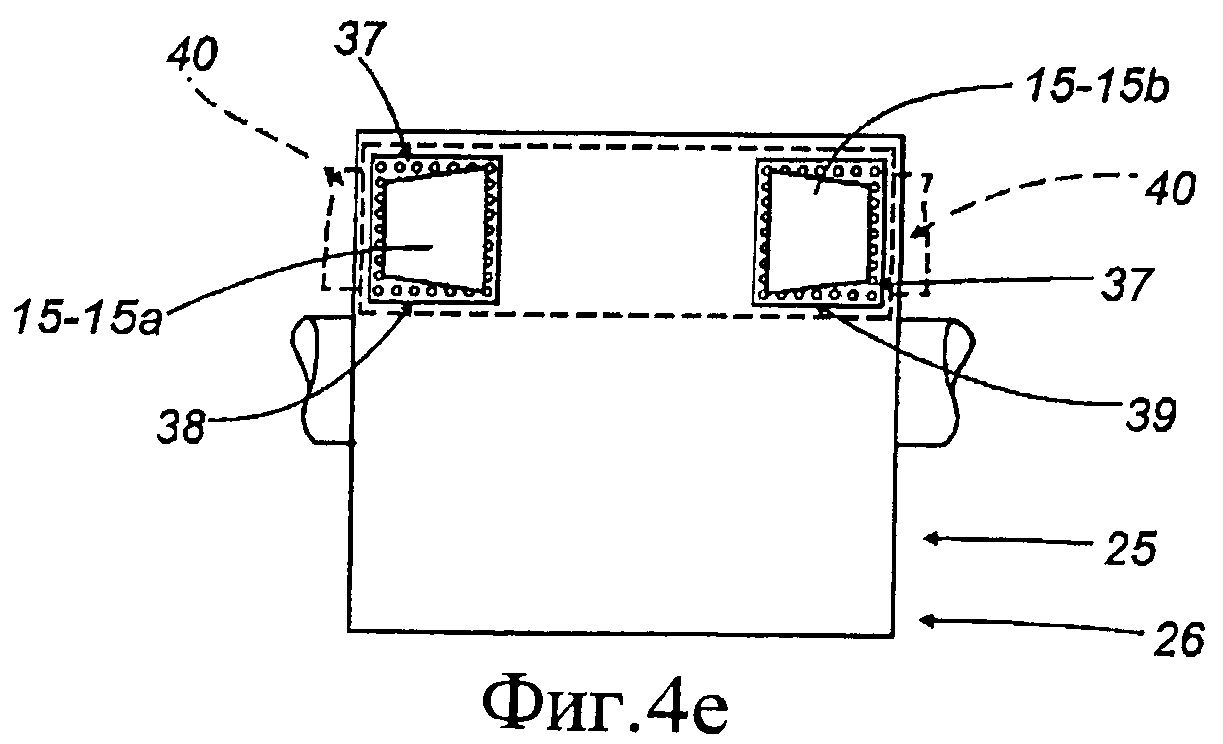
После прохождения позиции, где ролик 23 и ролик 21 расположены касательно друг к другу, пара кусков 15 переносится из пары 36 гнезд 34, 35 в соответствующую пару 37 всасывающих гнезд 38, 39 на ускорительном ролике 25.
Каждая пара 37 гнезд 38, 39 установлена на радиальном стержне 40, который при вращении ролика 25 может совершать колебательные движения на оси, параллельной направлению Т, под управлением кулачкового приводного средства (не показано) известного типа, описанного в указанной выше патентной заявке BO 2007А000431.
Следовательно, в позиции захвата пары кусков 15 соответствующие всасывающие гнезда 38, 39 ролика 25 имеют такую же касательную скорость, что и ролик 23, а в момент переноса кусков 15 касательная скорость пары 37 всасывающих гнезд совпадает со скоростью подачи полосы 7, с соответствующим изменением шага пары кусков 15 от значения P на значение P1, которое совпадает с шагом отрезков полосы 7, предназначенных для образования отдельных пеленок или гигиенических прокладок.
В позиции, в которой ролик 25 и транспортер 9 расположены касательно друг к другу, крепежные элементы 6 накладываются на каждый из отрезков полосы 7.
Иными словами, описанная выше машина 1 позволяет изготавливать изделия 2 в соответствии со способом, согласно которому крепежные и застегивающие элементы получают путем безотходной резки непрерывной ленты 16 для получения из нее первой и второй групп крепежных и застегивающих элементов, причем элементы первой группы чередуются с элементами второй группы и ориентированы по сравнению с ними в противоположном направлении. Затем разрезанная лента 16 проходит через позицию 27, где захватываются элементы первой группы, и через позицию 28, где захватываются элементы второй группы. Элементы первой группы подаются роликом 20 от позиции 27 по первой траектории, а элементы второй группы подаются роликом 21 от позиции 28 по другой, второй траектории. При движении по первой траектории элементы первой группы перемещаются вбок в первом направлении. Одновременно с этим, при движении по второй траектории элементы второй группы перемещаются вбок во втором направлении, противоположном первому направлению. Оба эти перемещения происходят параллельно осям роликов 20 и 21.
Затем элементы первой группы и элементы второй группы переносят по отдельности с роликов 20 и 21 на ролик 23, образующий общую, третью траекторию подачи крепежных элементов. На ролике 23 рядом с каждым элементом первой группы на ролике 23 синхронизированным образом размещают соответствующий элемент второй группы на расстоянии от элемента первой группы и с ориентацией в направлении, противоположном направлению ориентации элемента первой группы. После размещения элементов на барабане 23 рядом друг с другом в каждой паре элемент первой группы и элемент второй группы отводят друг от друга до достижения между ними заданного расстояния по линии пояса.
Из приведенного описания очевидно, как разделение кусков 15 между двумя роликами 20 и 21 согласно их ориентации и последующее образование пар кусков на ролике 23 позволяет значительно упростить механическую конструкцию по сравнению с известными техническими решениями и устранить указанный недостаток, касающийся возможного задевания краев трапециевидных кусков друг о друга и возможного в связи с этим отсоединения этих кусков от соответствующих опор во время их переноса.
Способ складывания прокладок, используемых при недержании
Термостат
Способ складывания прокладок, используемых при недержании
Термостат

